Спосіб послідовного штампування із штаби деталей

Формула / Реферат
Способ последовательной штамповки из полосы деталей с открытыми пазами между отогнутыми элементами, при котором путем отрезки материала образуют часть наружного контура детали и паз между отгибаемыми элементами, гнут заготовку и отрезают деталь от полосы, отличающийся тем, что образование паза выполняют в два этапа, на одном из которых предварительно образуют путем пробивки отверстия часть контура паза, прилегающую к его дну, затем гнут полученный полуфабрикат по линии, пересекающей отверстие, а на другом этапе образуют оставшуюся часть контура паза.
Текст
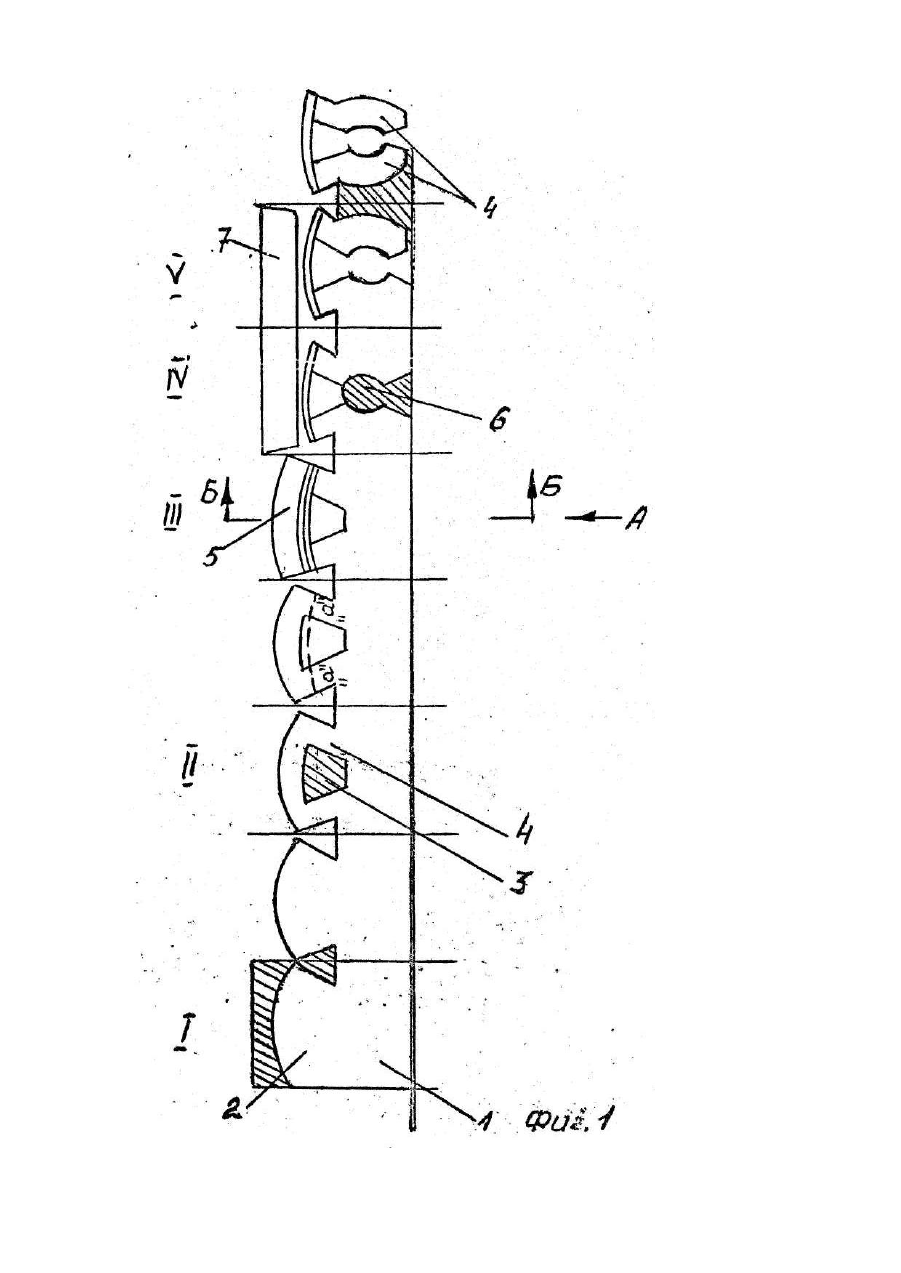
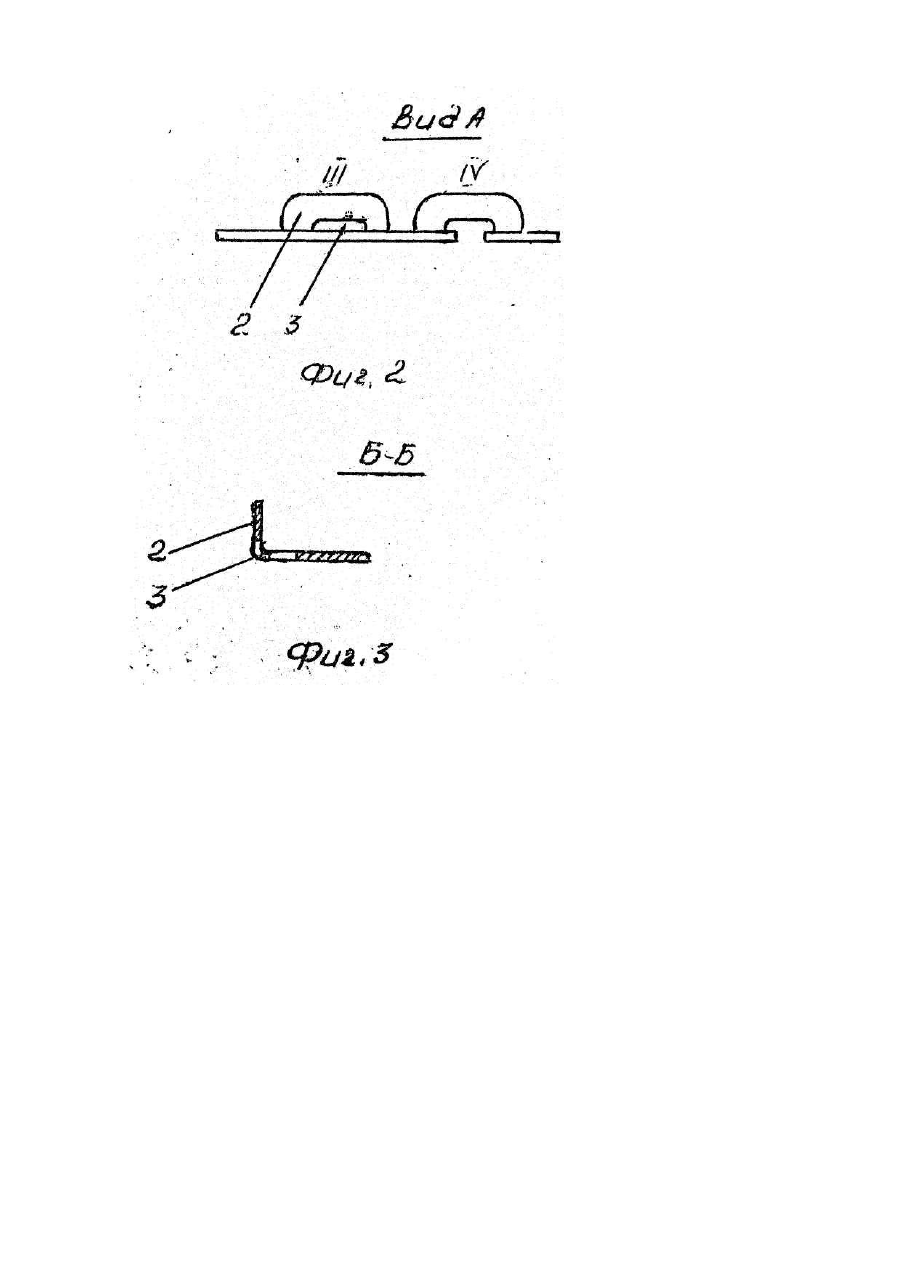
Изобретение относится к обработке металлов давлением, в частности, к способам последовательной штамповки деталей с открытыми пазами на отогнутых элементах типа фиксирующих скоб из металла с высокими пружинящими свойствами, использующихся, например, в автомобильной промышленности для крепления троса сцепления автомобиля. Известен способ получения скоб из металла с высокими пружинящими свойствами, при котором обеспечивается компенсирование пружинения вертикальных полочек, т.е. отогнуты х элементов, и достигается таким образом высокая точность изготовления [1]. Недостатком указанного способа является то, что он не предполагает компенсации пружинения в плоскости расположения отогнуты х элементов. Наиболее близким по технической сути и достигаемому результату к изобретению является способ последовательной штамповки из полосы деталей с открытыми пазами на отогнуты х элементах, при котором путем отрезки материала образуют часть наружного контура детали и паз между отгибаемыми элементами, гнут заготовку и отрезают деталь от полосы [2]. Недостатком этого способа является невысокая точность деталей. Задача изобретения - повышение точности изготовления скобообразных деталей путем предотвращения деформации отогнутых элементов. Эта задача решается тем, что в способе последовательной штамповки из полосы деталей с открытыми пазами между отогнутыми элементами, при котором путем разделения материала образуют часть наружного контура детали и образуют паз между отгибаемыми элементами, гнут заготовку и отрезают деталь от полосы, согласно изобретению, образование паза разделяют на два этапа, на одном из которых предварительно образуют п утем пробивки отверстия часть контура паза, прилегающую к его дну, затем гнут полученный полуфабрикат по линии, пересекающей отверстие, а на другом этапе образуют оставшуюся часть контура паза. Решение задачи обеспечивается благодаря тому, что разделение операций пробивки отверстия, в процессе которого формируется внутренний контур изделия, и выполнение между этими этапами гибки полуфабриката приводит к предотвращению деформации отогнутых элементов в виде расхождения их из-за пружинения металла, поскольку гибке подвергается незамкнутый контур изделия с перераспределением напряжения в этой зоне. На фиг.1 показана последовательность операций при изготовлении, например, скобы с ушком и полочками, расположенными под углом друг к другу, т.е. детали с открытыми пазами на отогнуты х элементах; на фиг.2 - вид А на фиг. 1; на фиг.3 - разрез Б-Б на фиг.1. Способ осуществляется следующим образом. Заготовка полоса 1 с высокими пружинящими свойствами, например, из стали 65Ґ подается в рабочую зону пресса (не показан) последовательного действия, например, в универсальный кривошипный пресс К2130А с валковой автоподачей толкающего типа. Шаговая подача металла обеспечивается шаговым ножом. На первой позиции последовательной штамповки выполняется обрезка по незамкнутому контуру с формированием наружного контура ушка 2 скобы. Далее полоса подается на один шаг и на второй позиции с помощью пробивного пуансона и матрицы осуществляется пробивка отверстия 3 с образованием части контура паза и замкнутой линии разделения металла. Во время этой операции формируются внутренние контуры ушка 2 и части полочек 4. После подачи полосы на третью позицию выполняется гибкая ушка 2 на гибком пуансоне 5 и матрице, размещенных на этом же прессе. Гибка осуществляется по линии, пересекающей образованную часть контура, т.е. пробитое отверстие 3 и обе полочки 4. В результате такой гибки через отверстие при неразделенном металле с противоположной стороны происходит перераспределение возникающих напряжений, которые при дальнейшей обработке уже не вызовут деформации полочек. На следующей позиции выполняется пробивка отверстия б, разделяя материал по остальной части контура паза и формируя окончательный профиль полочек. На этой же позиции предусмотрены направляющие 7 для предотвращения деформации движущейся полосы металла. Поскольку на предыдущей позиции уже произошло перераспределение напряжений гибки, то окончательное разделение металла не вызовет деформации полочек, связанной с высокими пружинящими свойствами металла и конфигурацией детали и искажения параметров изделий этого типа. На последней позиции осуществляется окончательная отрезка, формирующая наружный контур полочек и готовая деталь -скоба при помощи пневмосдува снимается со штампа. Процесс изготовления одного изделия закончен. Источники информации, принятые во внимание: 1. Авторское свидетельство СССР №995986, кл. В 21 D 22/02, 1983. 2. Авторское свидетельство СССР №1476696, кл. В 21 D 5/06, 1987.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of successive stamping from strip of components
Автори англійськоюKaminskyi Yevhen Vilhelmovych
Назва патенту російськоюСпособ последовательной штамповки из полосы деталей
Автори російськоюКаминский Евгений Вильгельмович
МПК / Мітки
МПК: B21D 35/00
Мітки: штампування, штаби, деталей, послідовного, спосіб
Код посилання
<a href="https://ua.patents.su/3-19830-sposib-poslidovnogo-shtampuvannya-iz-shtabi-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб послідовного штампування із штаби деталей</a>
Штамп послідовної дії
Номер патенту: 2041
Опубліковано: 20.12.1994
Автори: Наливайченко Юрій Михайлович, Гавриленко Володимир Васильович
МПК: B21D 28/14
Мітки: штамп, послідовно, дії
Формула / Реферат:
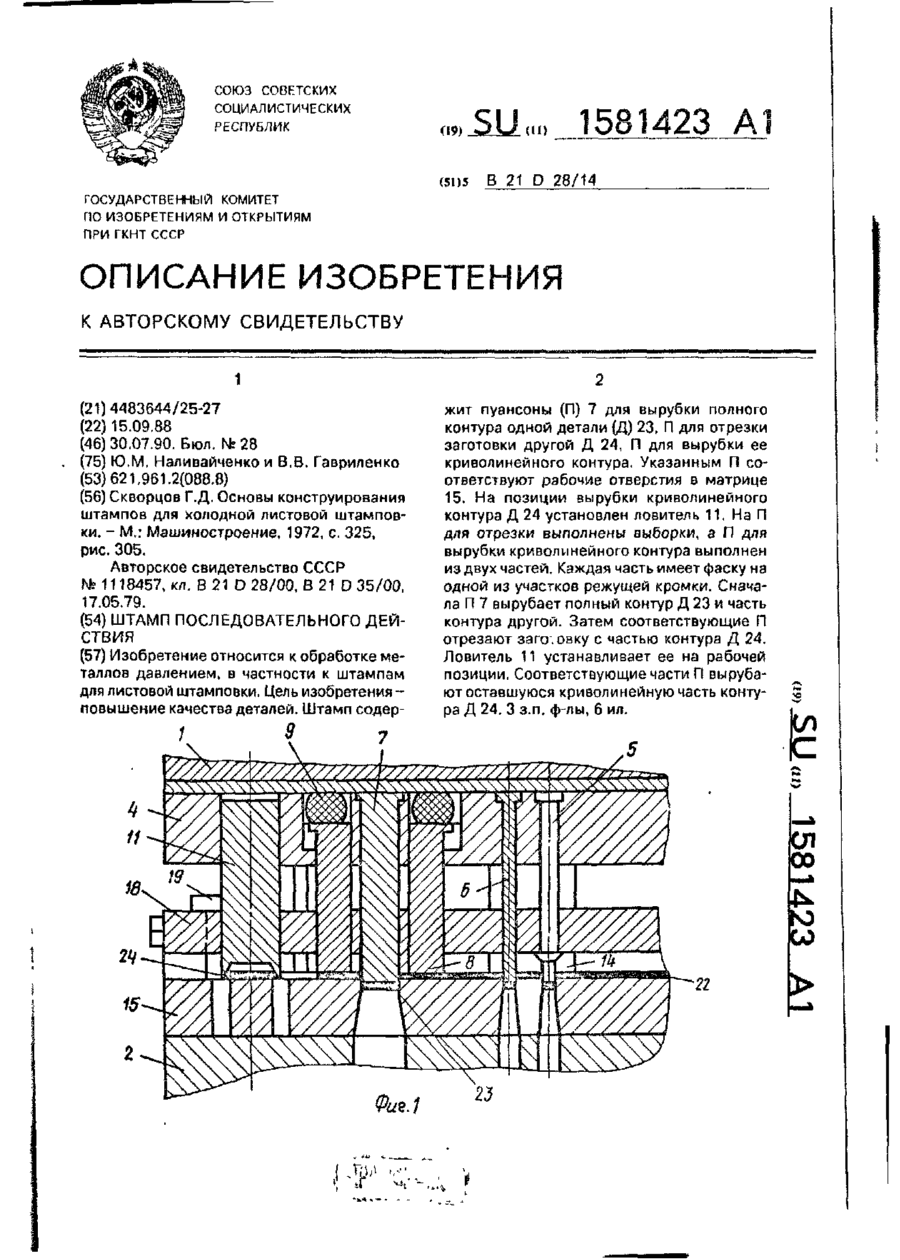
1. Штамп последовательного действия для изготовления плоских деталей с криволинейными противолежащими сторонами, содержащий пуансон и матрицу для вырубки контура первой детали и пуансон и матрицу для вырубки криволинейного контура второй детали, отличающийся тем, что, с целью повышения качества деталей, штамп снабжен пуансонами и матрицами для отрезки заготовки второй детали и боковых кромок отхода от первой, расположенными между...
Пристрій для електрогідравлічного штампування
Номер патенту: 4701
Опубліковано: 28.12.1994
Автори: Чебанов Юрій Іванович, Тараненко Михайло Євгенович, Князєв Михайло Климович, Перський Євген Григорович
МПК: B21D 26/12
Мітки: електрогідравлічного, штампування, пристрій
Формула / Реферат:
(57) Устройство для электрогидравлической штамповки, содержащее матрицу и сопряженную с ней и заполненную рабочей жидкостью разрядную камеру, в которой смонтированы электродные системы, отличающееся тем, что разрядная камера выполнена в виде плиты с открытыми со стороны матрицы полостями, число которых соответствует числу электродных систем, плита выполнена толщиной, определяемой из соотношения
Багатопозиційний прес для штампування виробів

Номер патенту: 5603
Опубліковано: 28.12.1994
Автори: Шумейко Дмитро Іванович, Шумейко Павло Дмитрович, Шумейко Андрій Дмитрович
МПК: B21D 43/00
Мітки: виробів, штампування, багатопозиційний, прес
Формула / Реферат:
(57) 1. Многопозиционный пресс для штамповки изделий, содержащий ползун, стол, расположенные в технологической последовательности нижние инструменты, смонтированные на столе, и верхние инструменты, закрепленные на ползуне, средство для загрузки в прессе детали, грейферные линейки для перемещения деталей между инструментами, установленные с возможностью перемещения в вертикальном и горизонтальном направлениях, соединенные между собой...
Спосіб штампування днищ
Номер патенту: 4700
Опубліковано: 28.12.1994
Автори: Молодих Сергій Іванович, Губський Олексій Олексійович, Зорік Володимир Якович, Борисевич Володимир Карпович, Тараненко Михайло Євгенович
МПК: B21D 26/06
Мітки: штампування, днищ, спосіб
Формула / Реферат:
(57) Способ штамповки днищ, включающий предварительное деформирование листовой заготовки, осуществляемое одновременно с образованием кольцевых рифтов, и окончательное формообразование, в процессе которого производят расправление рифтов, отличающийся тем, что предварительное деформирование осуществляют в несколько пере ходов путем вытяжки заготовки давления рабочей среды через сменные матричные кольца различного диаметра до взаимодействия...
Спосіб заготовлення деталей покришок пневматичних шин
Номер патенту: 3436
Опубліковано: 27.12.1994
Автори: Нечипоренко Олександр Григорович, Гітніков Ара Гершович, Глебік Микола Михайлович, Єрохін Олександр Петрович, Смірнов Олександр Генадійович, Скорняков Едуард Сергійович
МПК: B29D 30/38
Мітки: деталей, покришок, шин, спосіб, заготовлення, пневматичних
Формула / Реферат:
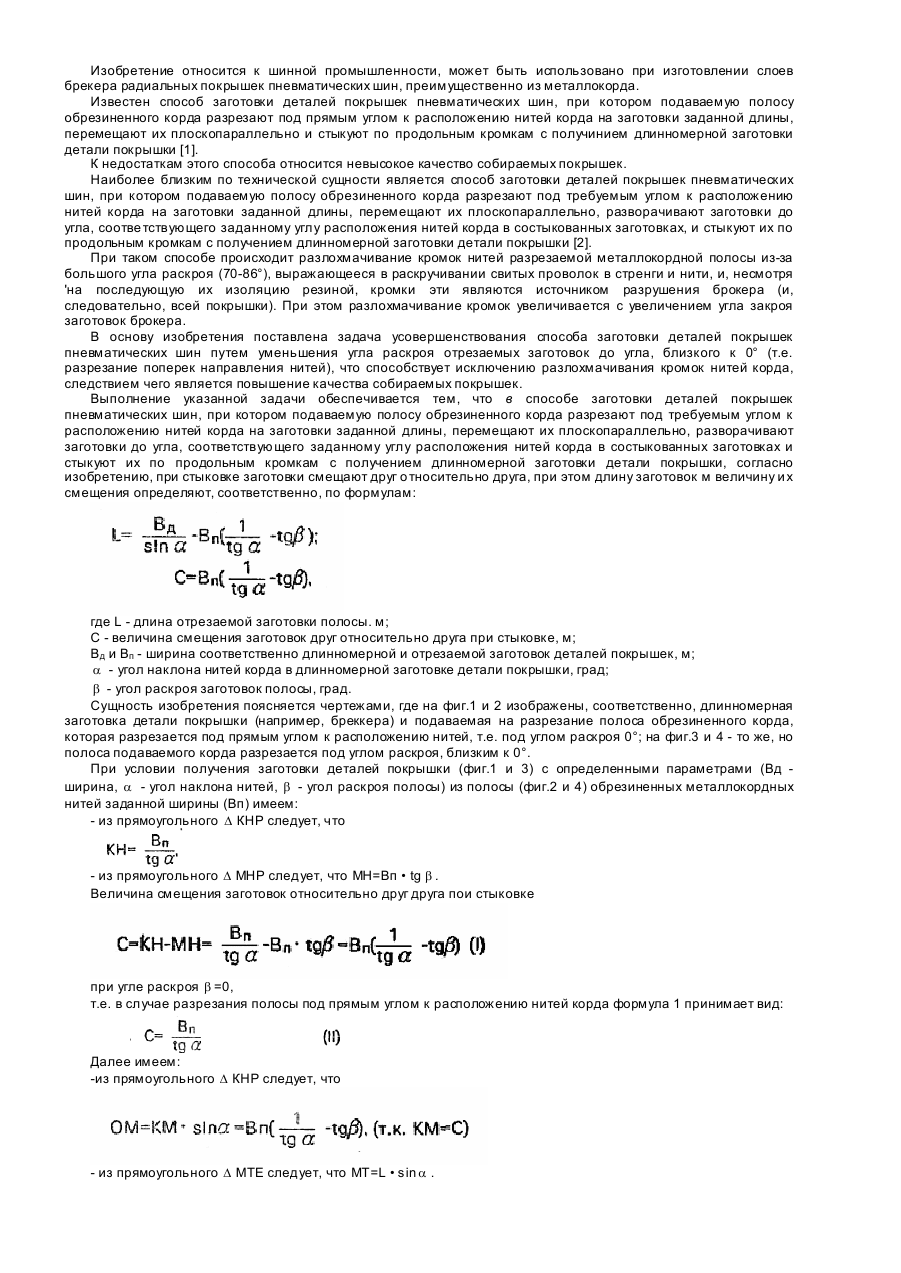
Способ заготовки деталей покрышек пневматических шин, при котором подаваемую полосу обрезиненного корда разрезают под требуемым углом к расположению нитей корда на заготовки заданной длины, перемещают их плоскопараллельно, разворачивают заготовки до угла, соответствующего заданному углу расположения нитей корда в состыкованных заготовках, и стыкуют их по продольным кромкам с получением длинномерной заготовки детали покрышки, отличающийся...
Попередній патент: Механізм орієнтування антени
Наступний патент: Пристрій для струминного гідроабразивного різання листових матеріалів
Випадковий патент: Однофазний двигун з котким ротором