Штамп послідовної дії
Номер патенту: 2041
Опубліковано: 20.12.1994
Автори: Наливайченко Юрій Михайлович, Гавриленко Володимир Васильович
Формула / Реферат
1. Штамп последовательного действия для изготовления плоских деталей с криволинейными противолежащими сторонами, содержащий пуансон и матрицу для вырубки контура первой детали и пуансон и матрицу для вырубки криволинейного контура второй детали, отличающийся тем, что, с целью повышения качества деталей, штамп снабжен пуансонами и матрицами для отрезки заготовки второй детали и боковых кромок отхода от первой, расположенными между пуансонами и матрицами для вырубки первой и второй деталей, и ловителем отрезанной заготовки на рабочей позиции, и рабочие торцы пуансонов для отрезки расположены ближе к зеркалу матриц, чем рабочие торцы пуансона дяя вырубки второй детали.
2. Штамп по п. 1, отличающийся тем, что пуансон для вырубки криволинейного контура выполнен из двух частей, имеющих каждая вогнутую режущую кромку.
3. Штамп по пп. 1, 2, отличающийся тем, что, с целью исключения контакта отрезанной заготовки с пуансонами для отрезки при центрировании на рабочей позиции, каждый пуансон для отрезки вы выполнен с выборкой со стороны, обращенной к пуансону для вырубки криволинейного контура, и участки, ограничивающие выборку, расположены по разные стороны от рабочего торца пуансона для вырубки криволинейного контура в направлении, параллельном оси давления штампа.
4. Штамп по пп. 1, 2, отличающийся тем, что, с целью исключения заклинивания отхода в провальном отверстии, каждая часть пуансона для вырубки криволинейного контура выполнена с фаской на кромке, обращенной к пуансону для отрезки.
Текст
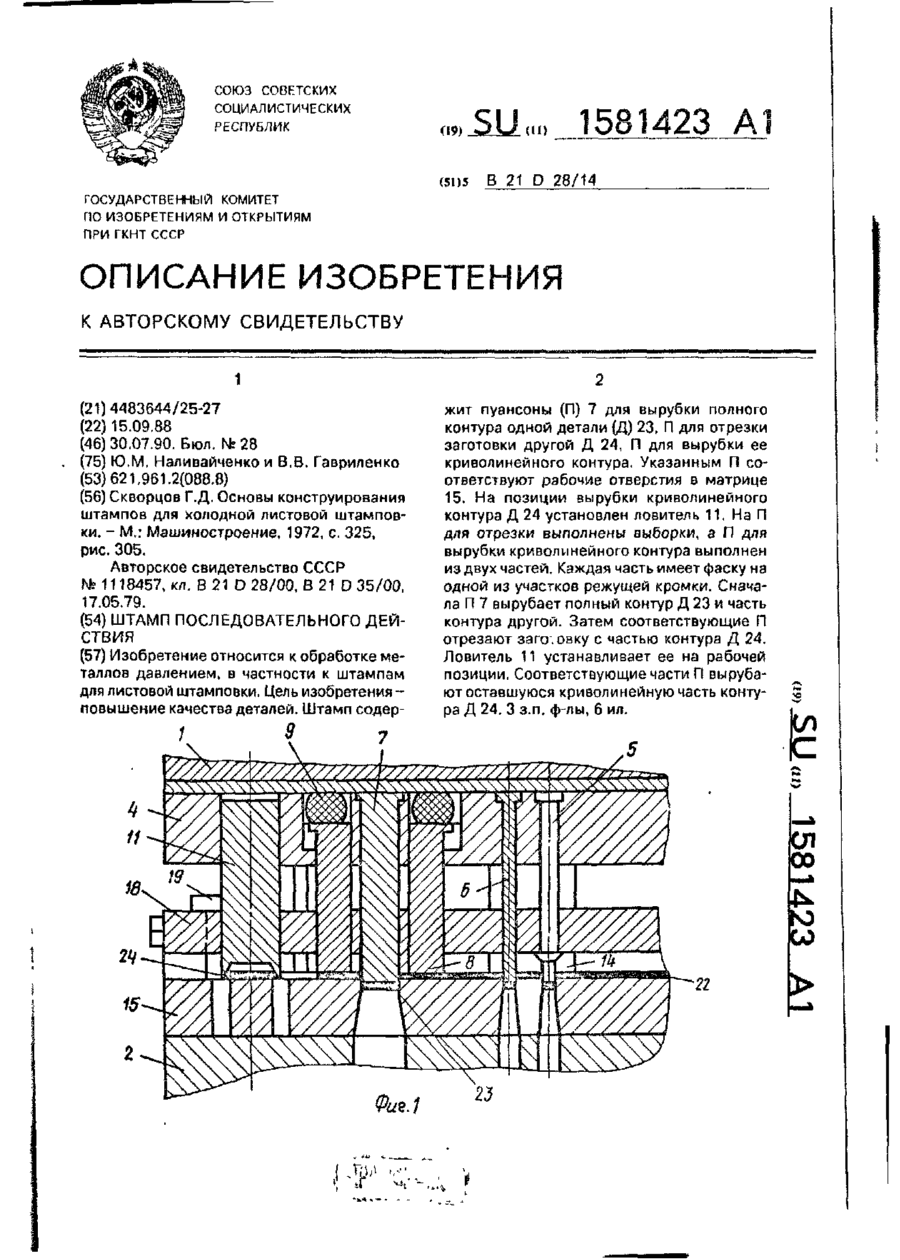
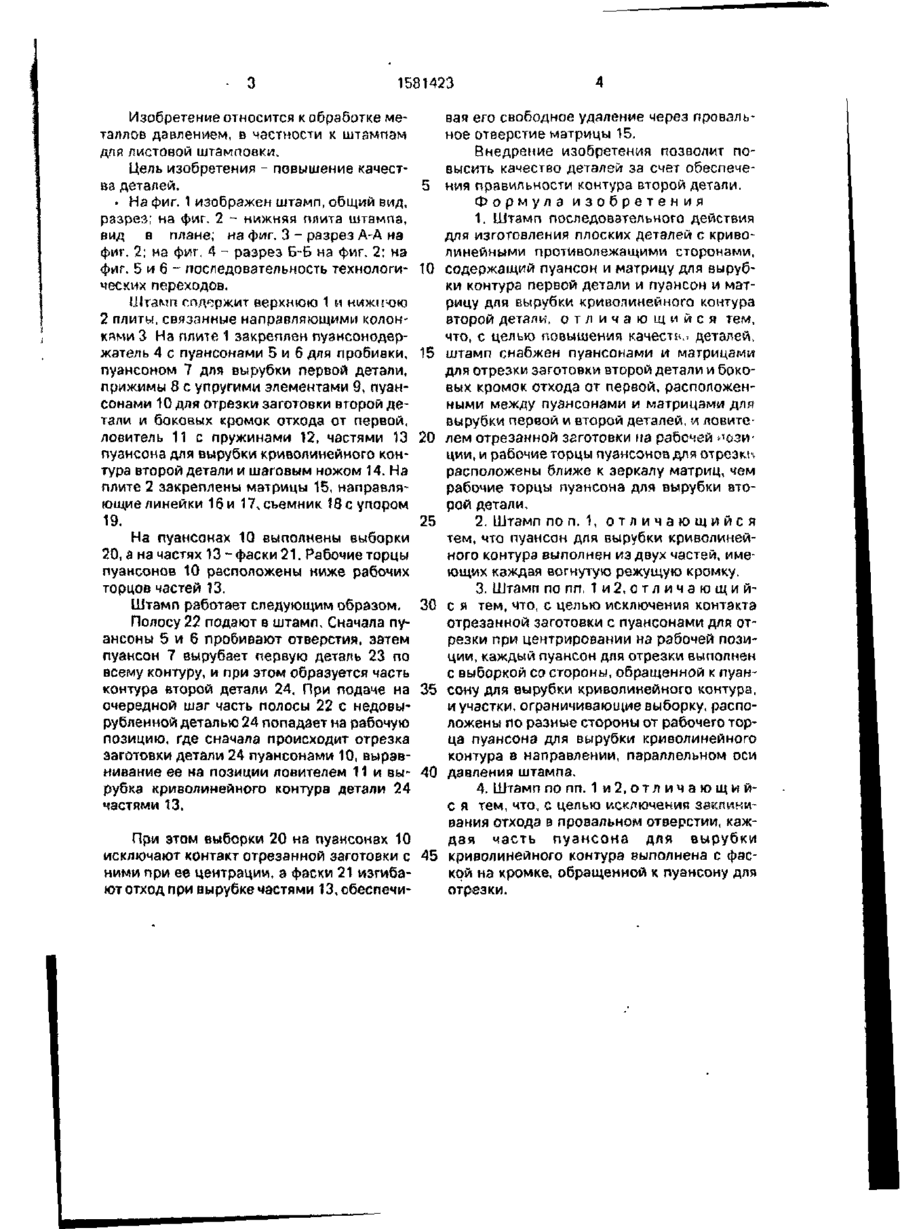
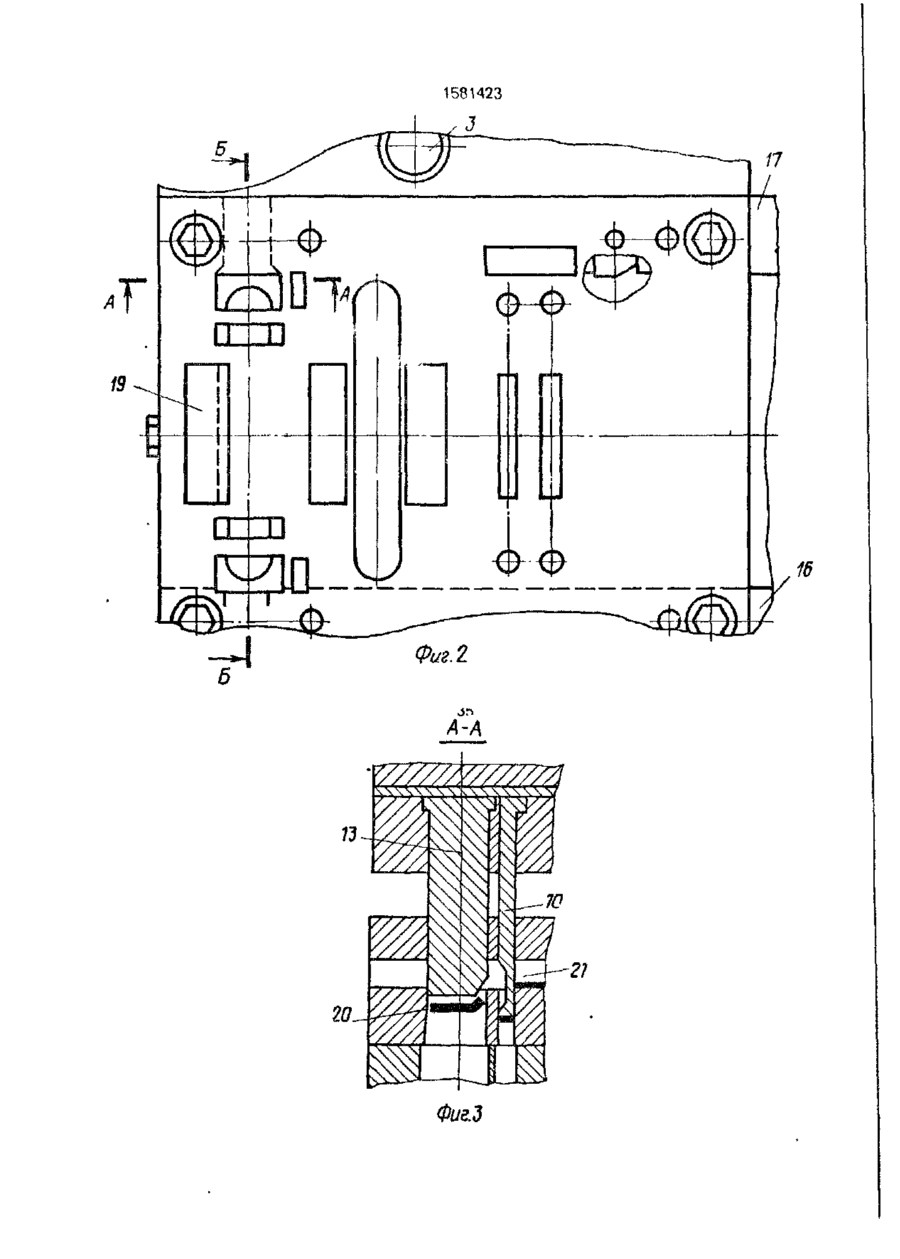
Изобретение относится к обработке металлов давлением, в частности к штампам для листовой штамповки. Цель изобретения повышение качества деталей. Штамп содер / 9 Фиг.) жит пуансоны (П) 7 для вырубки полного контура одной детали (Д) 23, П для отрезки заготовки другой Д 24, П для вырубки ее криволинейного контура. Указанным П соответствуют рабочие отверстия в матрице 15. На позиции вырубки криволинейного контура Д 24 установлен ловитель 11. На П для отрезки выполнены выборки, а П для вырубки криволинейного контура выполнен из двух частей. Каждая часть имеет фаску на одной из участков режущей кромки. Сначала П 7 вырубает полный контур Д 23 и часть контура другой. Затем соответствующие П отрезают заголовку с частью контура Д 24. Ловитель 11 устанавливает ее на рабочей позиции. Соответствующие части П вырубают оставшуюся криволинейную часть контура Д 24. 3 з.п, ф-лы, 6 ил. 1581423 Изобретение относится к обработке металлов давлением, в частности к штампам для листовой штамповки. Цель изобретения - повышение качества деталей. 5 * На фиг. 1 изображен штамп, общий вид, рззрез; на фиг. 2 - нижняя плита штампа, вид в плане; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 2; на фиг. 5 и б - последовательность технологи- 10 ческих переходов. Штамп г.пдоржит верхнюю 1 и нижнюю 2 плиты, связанные направляющими колонками 3 На плите 1 закреплен пузнсонодержатель 4 с пуансонами 5 и 6 для пробивки, 15 пуансоном 7 для вырубки первой детали, прижимы 8 с упругими элементами 9, пуансонами 10 для отрезки заготовки второй детали и боковых кромок отхода от первой, ловитель 11 с пружинами 12, частями 13 20 пуансона для вырубки криволинейного контура второй детали и шаговым ножом 14. На плите 2 закреплены матрицы 15, направляющие линейки 16 и 17,сьемник 18 с упором 19. 25 На пуансонах 10 выполнены выборки 20, а на частях 13-фаски 21. Рабочие торцы пуансонов 10 расположены ниже рабочих торцов частей 13. Штамп работает следующим образом. 30 Полосу 22 подают в штамп. Сначала пуансоны 5 и б пробивают отверстия, затем пуансон 7 вырубает первую деталь 23 по всему контуру, и при этом образуется часть контура второй детали 24. При подаче на 35 очередной шаг часть полосы 22 с недовырубленной деталью 24 попадает на рабочую позицию, где сначала происходит отрезка заготовки детали 24 пуансонами 10, выравнивание ее на позиции ловителем 11 и вы- 40 рубка криволинейного контура детали 24 частями 13. При этом выборки 20 на пуансонах 10 исключают контакт отрезанной заготовки с 45 ними при ее центрации, а фаски 21 изгибают отход при вырубке частями 13, обеспечи вая его свободное удаление через провальное отверстие матрицы 15. Внедрение изобретения позволит повысить качество деталей за счет обеспечения правильности контура второй детали. Формула изобретения 1. Штамп последовательного действия для изготовления плоских деталей с криволинейными противолежащими сторонами, содержащий пуансон и матрицу для вырубки контура первой детали и пуансон и матрицу для вырубки криволинейного контура второй детали, о т л и ч а ю щ и й с я тем, что, с целью повышения качеств,- деталей, штамп снабжен пуансонами и матрицами для отрезки заготовки второй детали и боковых кромок отхода от первой, расположенными между пуансонами и матрицами для вырубки первой и второй деталей, и ловитслем отрезанной заготовки на рабочей позиции, и рабочие торцы пуансонов для отрезки расположены ближе к зеркалу матриц, чем рабочие торцы пуансона для вырубки второй детали. 2. Штамп по п. 1, о т л и ч а ю щ и й с я тем, что пуансон для вырубки криволинейного контура выполнен из двух частей, имеющих каждая вогнутую режущую кромку. 3. Штамп по пп. 1 и 2, о т л и ч а ю щ и йс я тем, что, с целью исключения контакта отрезанной заготовки с пуансонами для отрезки при центрировании на рабочей позиции, каждый пуансон для отрезки выполнен с выборкой со стороны, обращенной к пуансону для вырубки криволинейного контура, и участки, ограничивающие выборку, расположены по разные стороны от рабочего торца пуансона для вырубки криволинейного контура в направлении, параллельном оси давления штампа. 4. Штамп по пп. 1 и 2, о т л и ч а ю щ и йС я тем, что, с целью исключения заклинивания отхода в провальном отверстии, каждая часть пуансона для вырубки криволинейного контура выполнена с фаской на кромке, обращенной к пуансону для отрезки. Фиг.З 1581423 Б-Б ФигМ Фиг. 6 Редактор М.Бандура Составитель В.Дорожкин Техред М.Моргентал Корректор М.Самборская Заказ 2051 Тираж 618 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюProgressive die
Автори англійськоюNalyvaichenko Yurii Mykhailovych, Havrylenko Volodymyr Vasyliovych
Назва патенту російськоюШтамп последовательного действия
Автори російськоюНаливайченко Юрий Михайлович, Гавриленко Владимир Васильевич
МПК / Мітки
МПК: B21D 28/14
Мітки: дії, штамп, послідовно
Код посилання
<a href="https://ua.patents.su/4-2041-shtamp-poslidovno-di.html" target="_blank" rel="follow" title="База патентів України">Штамп послідовної дії</a>
Штамп для карбування
Номер патенту: 1677
Опубліковано: 25.10.1994
Автори: Айнбиндер Борис Іойнович, Козачук-Богачук Петро Антонович, Шустерман Марк Самійлович
МПК: B21J 13/02
Мітки: штамп, карбування
Формула / Реферат:
Штамп для чеканки, содержащий пуансон и матрицу с установочно-посадочной поверхностью, отличающийся тем, что, с целью повышения качества получаемых изделий, продольная ось установочно-посадочной поверхности матрицы расположена под углом к опорной поверхности штампа, матрица установлена с возможностью поворота относительно указанной оси, а пуансон выполнен в виде сектора с центральным углом a = 360/n, где n — целое число, и с рабочей...
Штамп для пробивання співвісних отворів в стінках порожнистих деталей і п-подібних профілей
Номер патенту: 192
Опубліковано: 30.04.1993
Автори: Шумейко Дмитро Іванович, Шумейко Павло Дмитрович
МПК: C22B 1/24
Мітки: стінках, п-подібних, співвісних, пробивання, профілей, деталей, отворів, штамп, порожнистих
Формула / Реферат:
Способ получения офлюсованных окатышей извысококремнистых железорудных концентратов, включающий окатывание их в барабанном окомкователе с флюсом с получением окатышей, состоящих из внутреннего ядра и наружного слоя из концентрата с флюсом или без него, упрочняющий обжиг, охлаждение и рециркуляцию части окомкованной шихты, отличающийся тем, что, с целью повышения прочности окатышей, рециркулируемую часть шихты перед скатыванием опудривают...
Спосiб виготовлення верхнього плечового одягу
Номер патенту: 693
Опубліковано: 15.12.1993
Автори: Зубович Клара Аронівна, Маласай Дмитро Петрович, Романкевич Олег Володимирович, Березненко Сергій Миколайович
МПК: A41D 1/00
Мітки: спосіб, плечового, виготовлення, верхнього, одягу
Формула / Реферат:
1. Способ изготовления верхней плечевой одежды, при котором из ткани верха, подкладки и прокладки в виде текстильной основы, содержащей термоклеевой полимерный материал, распределенный по длине его, по меньшей мере, по трем зонам жесткости, выкраивают детали, а перед сборкой деталей в изделие, предварительно проводят формообразование, для чегосое-диняют одноименные детали ткани верха и прокладки между собой и скрепляют при прессовании и...
Обладнання для обробки труб
Номер патенту: 1379
Опубліковано: 25.03.1994
Автор: Максимов Євген Миколайович
МПК: B21D 7/02
Мітки: труб, обробки, обладнання
Формула / Реферат:
Устройство для обработки труб, содержащее П-образную станину, гибочный полушаблон, установленный на державке приводного штока, два опорных ролика, размещенных на осях в нижней части станины симметрично относительно гибочного полушаблона, и средство регулирования расстояния между опорными роликами в поперечном направлении, отличающееся тем, что, с целью расширения технологических возможностей путем обеспечения отрезки и удержания...
Трифазна обмотка
Номер патенту: 229
Опубліковано: 30.04.1993
Автори: Антоненко Анатолій Іванович, Краштан Ігор Іванович
МПК: H02K 3/28
Формула / Реферат:
Формула изобретения1. Трехфазная обмотка на два числа пар полюсов кратные Р< и Р2, содержащая равномерно распределенные катушки, объединенные в катушечные группы и сгруппированные в три трехфазные звезды, соединенные параллельно, с последовательным включением катушечных групп в каждой фазе, снабженная выводами, взятыми из точек параллельного соединения фаз и выводами, взятыми из нулевых точек звезд, отличающаяся тем, что с целью...
Попередній патент: Спосіб отримання фільтруючого матеріалу
Наступний патент: Пристрій магнітного запису
Випадковий патент: Спосіб очищення стічних вод від іонів міді