Пристрій для вимірювання діаметрів великогабаритних виробів в процесі їх обробки
Номер патенту: 21402
Опубліковано: 02.12.1997
Автори: Мартинюк Валерій Володимирович, Пятін Станіслав Іванович
Формула / Реферат
Устройство для измерения диаметров крупногабаритных изделий в процессе их обработки, содержащее измерительный обкатный ролик с отверстиями по окружности с равномерным шагом, находящийся в фрикционном зацеплении с объектом измерения, источник света и фотоприемник, размещенные по обе стороны от измерительного обкатного ролика, диск контроля частоты вращения объекта измерения с отверстиями по окружности с равномерным шагом, закрепленный на выходном приводном валу редуктора станка, второй источник света и второй фотоприемник, размещенные по обе стороны от диска контроля частоты вращения объекта измерения, формирователь прямоугольных импульсов, формирователь синусоидального сигнала, схему индикации, цифровое отсчетное устройство, выход первого фотоприемника соединен с входом формирователя прямоугольных импульсов, выход второго фотоприемника соединен с входом формирователя синусоидального сигнала, выход схемы индикации соединен с входом цифрового отсчетного устройства, отличающееся тем, что введены частотный детектор, управляемый генератор квантующих импульсов, временной селектор, двоичный счетчик, схема управления, микро-ЭВМ, при этом выход формирователя синусоидального сигнала соединен с входом частотного детектора, выход которого соединен с входом управляемого генератора квантующих импульсов, а выход формирователя прямоугольных импульсов соединен с первым входом временного селектора, второй вход которого соединен с выходом управляемого генератора квантующих импульсов, выход временного селектора соединен с информационным входом двоичного счетчика, выходы которого соединены с микроЭВМ, которая соединена с входами схемы индикации, первый выход схемы управления соединен с входом сброса двоичного счетчика, а второй ее выход соединен с входом гашения цифрового отсчетного устройства.
Текст
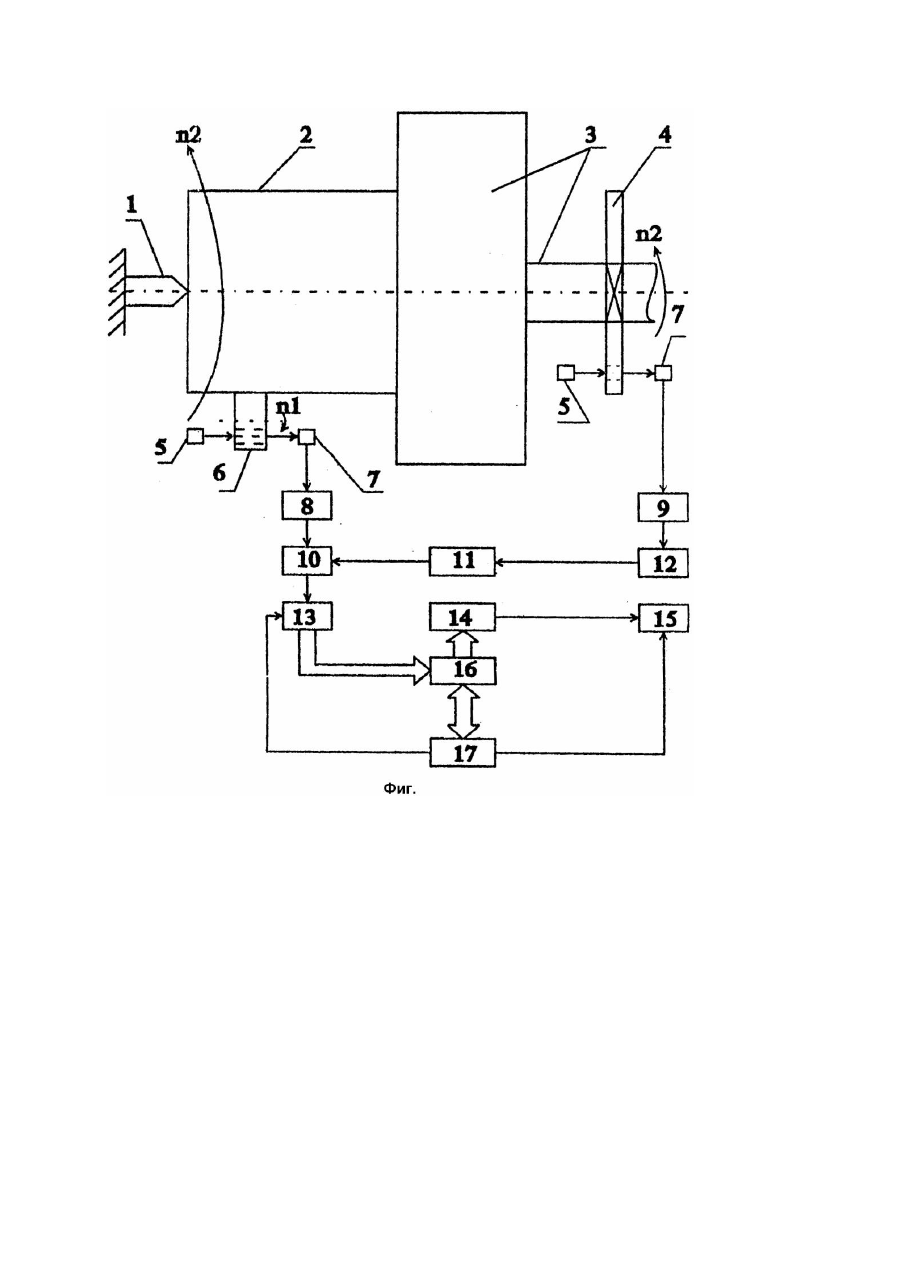
Изобретение относится к автоматизированным средствам измерения диаметров крупногабаритных изделий в процессе их вра щения относительно своей оси симметрии и может быть использовано в машиностроении при токарной обработке на токарных и карусельных станках, а также при обработке способом отбортовки крупногабаритных металлических оболочек. В настоящее время измерение линейных размеров изделий в машиностроении производится контактными или бесконтактными средствами измерений (Богуславский М.Г., Цейтлин Я.М. Приборы и методы точных измерений длины и углов. - М.: Издательство стандартов, 1976. - С.30, 240). Бесконтактные средства измерений, хотя и обладают высокой точностью, однако они сложны, громоздки, чувствительны к помехам и дорогостоящие. Контактные средства измерений более простые, менее чувствительны к помехам на входе измерительной системы, чем бесконтактные и дешевле их. Наиболее эффективными средствами измерений больших диаметров (свыше 500 и примерно до 30000мм) являются приборы с обкатным роликом. В этих устройства х измерение диаметров крупногабаритных изделий производится при помощи обкатного ролика, который прижимается к поверхности вращающейся детали и вращается вместе с ней. Тогда диаметр детали D определяется по формуле где d - диаметр обкатного ролика; m и n - соответственно числа оборотов ролика и детали (Рубинов А.Д. Контроль больших размеров в машиностроении: Справ. - Л.: Машиностроение, 1982. - С.147, 220). Наибольшее распространение среди устройств с обкатным роликом получили измерительные приборы АИД6-АИД10, которые состоят из измерительной головки, электронного счетчика импульсов на декатронах и индуктивного преобразователя числа оборотов. Измерительная головка включает обкатный ролик, фотоэлектрический преобразователь и устройство для крепления на станке и ориентации ролика. Фотоэлектрический преобразователь состоит из стеклянного диска с 1000 непрозрачных радиальных штрихов, сидящего на одной оси с обкатным роликом, неподвижного диска (нониуса) с 25 штрихами, осветительной лампы и фотодиода, в котором вырабатываются электрические импульсы, усиливаемые и передаваемые в электронно-счетное управляющее устройство (Рубинов А.Д. Контроль больших размеров в машиностроении: Справ. Л.: Машиностроение, 1982. - С.148, 220). Указанным устройствам свойственны следующие недостатки: 1. Большое время измерения при низких частотах вращения измеряемого изделия. 2. Существенная погрешность метода при измерении диаметра изделия, обрабатываемого способом отбортовки, поскольку пока измеряемое изделие сделает полный оборот (или несколько оборотов), его истинный диаметр изменится по сравнению с началом процесса измерения, и подсчитанное количество оборотов обкатного измерительного ролика будет соответствова ть какому-то усредненному значению диаметра детали. 3. Невозможность измерения текущего радиуса обрабатываемого изделия в режиме реального времени. 4. Невозможность измерения радиуса поверхности сложного профиля, отличной от строго цилиндрической формы, поскольку данный способ применен только для изделий строго цилиндрической формы. Задачей изобретения является измерение текущего диаметра обрабатываемого изделия в режиме реального времени, а также измерение радиуса поверхности сложного профиля, отличной от строго цилиндрической формы. Задача решается тем что, предлагается устройство для измерения диаметров крупногабаритных изделий в процессе их обработки, содержащее измерительный обкатный ролик с отверстиями по окружности с равномерным шагом, находящийся в фрикционном зацеплении с объектом измерения, источник света и фотоприемник, размещенные по обе стороны от измерительного обкатного ролика, диск контроля частоты вращения объекта измерения с отверстиями по окружности с равномерным шагом, закрепленный на выходном приводном валу редуктора станка, второй источник света и второй фотоприемник, размещенные по обе стороны от диска контроля частоты вращения объекта измерения, формирователь прямоугольных импульсов, формирователь синусоидального сигнала, схему индикации, цифровое отсчетное устройство, выход первого фотоприемника соединен с входом формирователя прямоугольных импульсов, выход второго фотоприемника соединен с входом формирователя синусоидального сигнала, выход схемы индикации соединен с входом цифрового отсчетного устройства, при этом введены частотный детектор, управляемый генератор квантующи х импульсов, временной селектор, двоичный счетчик, схема управления, микроЭВМ, при этом выход формирователя синусоидального сигнала соединен с входом частотного детектора, выход которого соединен с входом управляемого генератора квантующих импульсов, а выход формирователя прямоугольных импульсов соединен с первым входом временного селектора, второй вход которого соединен с выходом управляемого генератора квантующи х импульсов, выход временного селектора соединен с информационным входом двоичного счетчика, выходы которого соединены с микроЭВМ, которая соединена с входами схемы индикации, первый выход схемы управления соединен с входом сброса двоичного счетчика, а второй ее выход соединен с входом гашения цифрового отсчетного устройства. Сущность технического решения предлагаемого изобретения устройства для измерения диаметров крупногабаритных изделий заключается в том, что измеряется не количество оборотов измерительного обкатного ролика, а частота вращения этого ролика, а также частота вращения измеряемого изделия. Обкатный измерительный ролик вместе с вращающимся измеряемым изделием можно рассматривать как фрикционную передачу для которой передаточное отношение равно: где N1, N2 - частоты вращения измерительного обкатного ролика и измеряемого изделия соответственно, (1/мин); R1, R2 - радиусы измерительного обкатного ролика и измеряемого изделия соответственно, (мм); x - коэффициент, учи тывающий скольжение (для передач, работающих без смазки x = 0,995) (Решетов Д.Н. Детали машин: Учеб. для студентов машиностроительных и механических специальностей вузов. - 4 - е изд., перераб. и доп. - М.: Ма шиностроение, 1989. - С.268, 496). Исходя из этого, измерив частоты N1, N2, а также зная R1 и x, нетрудно определить R2 x текущий радиус измеряемого изделия На чертеже (фиг.) изображена схема электрическая структурная устройства измерения диаметров крупногабаритных изделий в процессе их обработки, где обозначены: 1 - неподвижная опора; 2 - объект измерения; 3 - приводной вал редуктора станка; 4 - диск контроля частоты вращения объекта измерения; 5 - источник излучения; 6 - измерительный обкатный ролик; 7 фотоприемник; 8 формирователь прямоугольных импульсов; 9 - формирователь синусоидального сигнала; 10 - временной селектор; 11 управляемый генератор квантующи х импульсов; 12 - частотный детектор; 13 - двоичный счетчик; 14 - схема индикации; 15 цифровое отсчетное устройство; 16 - микроЭВМ; 17 - схема управления. Сущность конструктивной реализации предлагаемого устройства для измерения диаметров крупногабаритных изделий в процессе их обработки заключается в том, что имеется измерительный обкатный ролик 6 по периметру которого нанесены мелкие насечки для уменьшения скольжения ролика об объект измерения 2, который центрируется с помощью неподвижной опоры 1 и вращается вокруг своей оси с частотой n2 при помощи приводного вала 3 редуктора станка. В самом ролике по окружности просверлены отверстия с равномерным шагом. Имеется первый источник излучения 5 с одной стороны ролика и первый фотоприемник 7 с другой его стороны. При вращении обкатного измерительного ролика по поверхности объекта измерения, отверстия пересекают луч света, образуя в фотоприемнике 7 электрический сигнал из которого формируется последовательность прямоугольных импульсов при помощи формирователя прямоугольных импульсов 8. При этом длительность прямоугольных импульсов будет пропорциональна частоте вращения измерительного обкатного ролика, а следовательно и текущему радиусу R2 объекта измерения, исходя из формулы (2). На выходном приводном валу 3 редуктора станка имеется также диск контроля 4 частоты вращения объекта измерения, с отверстиями по периметру с равномерным шагом, аналогичный обкатному ролику. Имеется также второй источник излучения 5 с одной стороны от диска и второй фотоприемник 7 с другой его стороны, сигнал с которого поступает на формирователь синусоидального сигнала 9, на выходе которого образуется синусоидальный сигнал, частота которого пропорциональна частоте вращения объекта измерения. Электрические колебания с выхода формирователя синусоидального сигнала 9 поступают на вход частотного детектора 12, выходное напряжение которого будет пропорционально частоте вращения объекта измерения. Это напряжение далее подается на управляемый генератор квантующи х импульсов 11, на выходе которого образуется квантующие импульсы с частотой, пропорциональной частоте вращения объекта измерения. Прямоугольные импульсы, поступающие с выхода формирователя прямоугольных импульсов 8 поступают на первый вход временного селектора 10, а на второй вход его поступают квантующие импульсы от управляемого генератора квантующи х импульсов 11, при этом происходит квантование прямоугольных импульсов с выхода формирователя прямоугольных импульсов 8. Двоичный счетчик 13 подсчитывает количество импульсов, прошедших через временной селектор. Подобрав соответствующим образом частоту управляемого генератора квантующи х импульсов 11 и пределы ее изменения, количество импульсов подсчитанное двоичным счетчиком 13 будет равно текущему значению диаметра объекта измерения в моменты прохождения отверстия измерительного обкатного ролика 6 через луч света. Схема управления сбрасывает в ноль показания двоичного счетчика перед каждым новым прохождением отверстия измерительного обкатного ролика 6 через луч света, а также управляет работой цифрового отсчетного устройства 15. МикроЭВМ обрабатывает значения двоичных кодов, образуемых на выходе двоичного счетчика 12, сравнивая полученные значения текущего диаметра с заданными согласно конструкторско-технологической документации на изготовление объекта измерения.
ДивитисяДодаткова інформація
Автори англійськоюPiatin Stanislav Ivanovych, Martyniuk Valerii Volodymyrovych
Автори російськоюПятин Станислав Иванович, Мартынюк Валерий Владимирович
МПК / Мітки
МПК: G01B 7/12
Мітки: пристрій, обробки, виробів, вимірювання, великогабаритних, діаметрів, процесі
Код посилання
<a href="https://ua.patents.su/3-21402-pristrijj-dlya-vimiryuvannya-diametriv-velikogabaritnikh-virobiv-v-procesi-kh-obrobki.html" target="_blank" rel="follow" title="База патентів України">Пристрій для вимірювання діаметрів великогабаритних виробів в процесі їх обробки</a>
Пристрій для вимірювання діаметрів виробів
Номер патенту: 11405
Опубліковано: 25.12.1996
Автори: Дем'янов Сергій Олександрович, Славін Владислав Ільіч, Кучер Олександр Кирилович
МПК: G01B 3/20
Мітки: пристрій, вимірювання, виробів, діаметрів
Формула / Реферат:
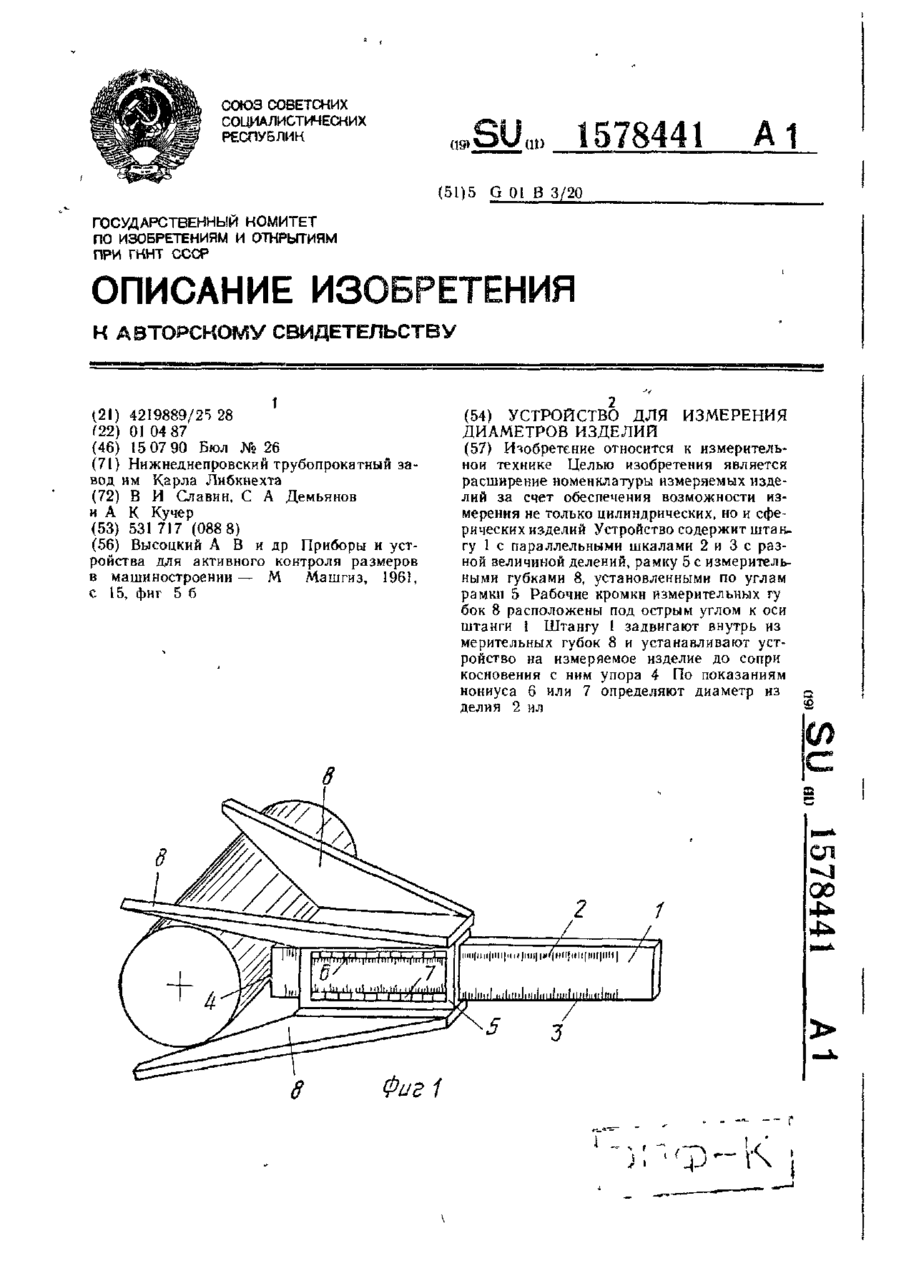
Устройство для измерения диаметров изделий, содержащее штангу, две измерительные губки, рабочие кромки которых расположены под острым углом к оси штанги, и узел отсчета, отличающееся тем, что, с целью расширения номенклатуры измеряемых изделий за счет обеспечения возможности измерения не только цилиндрических, но и сферических изделий, узел отсчета выполнен в виде параллельных шкал с разной величиной делений, нанесенных на штангу, а...
Пристрій для вимірювання модуля нормальної пружності
Номер патенту: 13133
Опубліковано: 28.02.1997
Автори: Сніговський Федір Павлович, Лукашенко Владислав Іванович
МПК: G01H 11/00, G01N 22/00, H03B 17/00
Мітки: нормальної, пружності, вимірювання, пристрій, модуля
Формула / Реферат:
(57) Устройство для измерения модуля нормальной упругости, содержащее генератор импульсов, излучатель, усилитель и блок регистрации, отличающееся тем, что оно снабжено последовательно соединенными формирователем импульсов, счетчиком и сумматором, выход которого подключен к блоку регистрации, соединенному выходом окончания регистрации с пусковым входом формирователя импульсов, индуктивным датчиком, выход которого подключен ко входу усилителя,...
Пристрій для вимірювання переміщень
Номер патенту: 454
Опубліковано: 30.04.1993
Автори: Тализін Григорій Володимирович, Свідлер Ігор Давидович, Оснач Віктор Григорович, Виговський Олександр Володимирович, Токовенко Степан Омелянович, Вдовиченко Валерій Іванович
МПК: H03M 1/50
Мітки: вимірювання, пристрій, переміщень
Формула / Реферат:
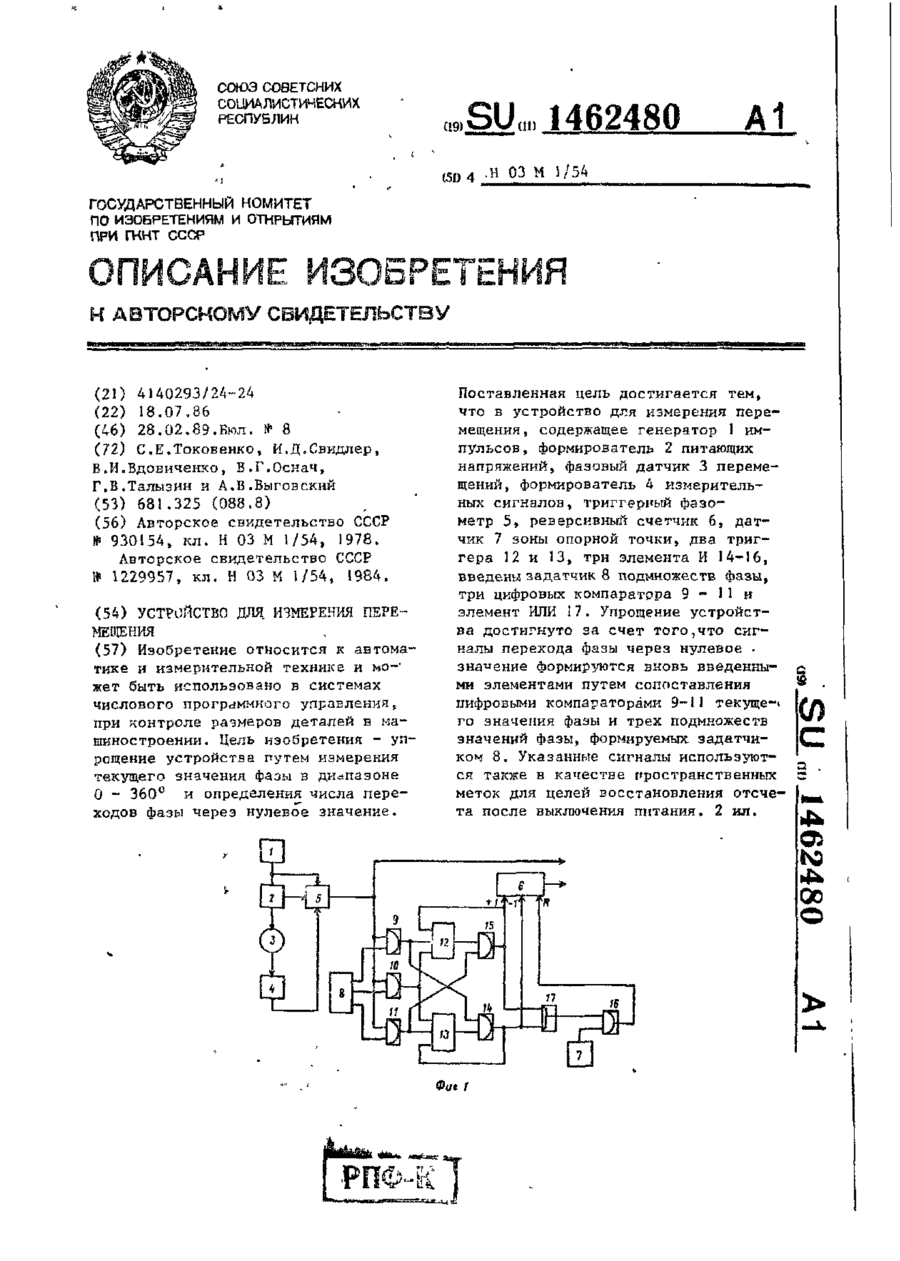
Формула изобретенияУстройство для измерения перемещения, содержащее генератор импульсов, выход которого соединен с входом формирователя питающих напряжений и с первым входом триггерного фазометра, второй вход которого подключен к первому выходу формирователя питающих напряжений, второй выход которого соединен с входом фазового датчика перемещений, выход которого через формирователь измерительных сигналов подключен к третьему входу...
Пристрій для радіального підводу та установки засобів вимірювання деталі в процесі обробки
Номер патенту: 4015
Опубліковано: 27.12.1994
Автори: Соболєв Сергій Михайлович, Сало Анатолій Мусійович, Адамов Валентин Іванович
МПК: B24B 49/00
Мітки: засобів, вимірювання, процесі, підводу, деталі, установки, радіального, обробки, пристрій
Формула / Реферат:
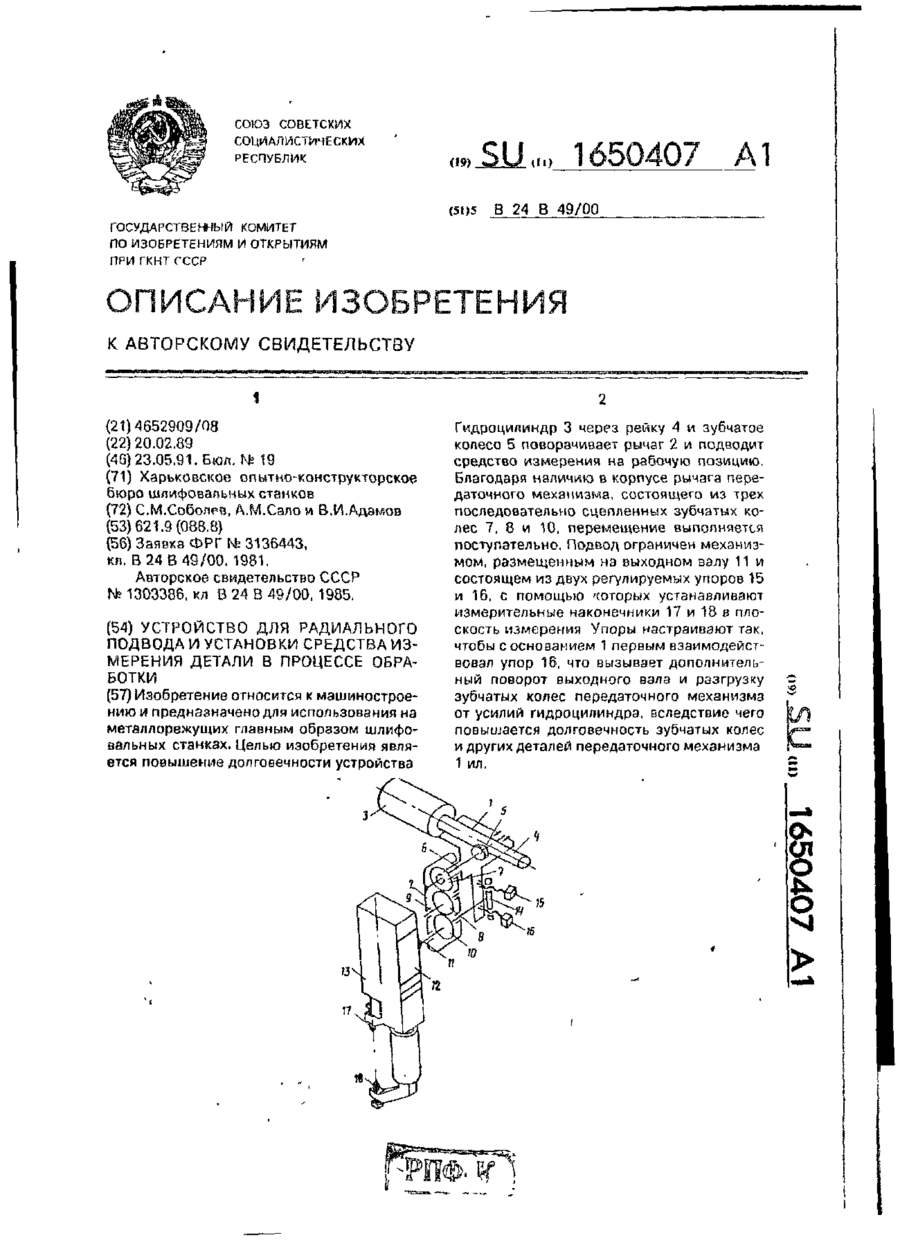
Устройство для радиального подвода и установки средства измерения детали в процессе обработки, содержащее основание, механизм радиального подвода, выполненный в виде шарнирно связанного с основанием рычага и механизма принудительного перемещения этого рычага, выходной вал с местом для присоединения средства измерения, передаточный механизм, связывающий выходной вал с основанием, а также ограничитель величины подвода средства измерения,...
Пристрій для вимірювання та контролю фізико-механічних властивостей феромагнітних виробів
Номер патенту: 20922
Опубліковано: 07.10.1997
Автори: Фролов Валентин Олексійович, Себко Вадим Пантелейович, Бредіхін Володимир Михайлович
МПК: G01B 7/00, G01N 27/00
Мітки: виробів, властивостей, контролю, вимірювання, феромагнітних, фізико-механічних, пристрій
Формула / Реферат:
Устройство для измерения и контроля физико-механических свойств ферромагнитных изделий, содержащее генератор, выход которого соединен с каналом, состоящим из последовательно соединенных датчика вносимой ЭДС и нормирующего усилителя, и датчика опорного напряжения, выход которого соединен со входом нормирующего усилителями опорного напряжения, соответственно, отличающееся тем, что устройство выполнено многоканальным, каждый канал которого...
Попередній патент: Гідро-вітроколесо з орієнтаційно-змінною парусністю
Наступний патент: Спосіб підведення великопрогонної купольної споруди
Випадковий патент: Ширококутний об'єктив із зменшеною дисторсією