Спосіб розмірної обробки електричною дугою дрібних отворів та щілин
Номер патенту: 19986
Опубліковано: 15.01.2007


Формула / Реферат
1. Спосіб розмірної обробки електричною дугою дрібних отворів та щілин при прокачуванні робочої рідини під технологічним тиском через торцевий міжелектродний зазор за напрямком від периферії до центра електрода-інструмента, який відрізняється тим, що обробку здійснюють при видаленні робочої рідини разом з продуктами ерозії із технологічного каналу в електроді-інструменті за напрямком зверху вниз, тобто з використанням гравітаційної сили.
2. Спосіб за п. 1, який відрізняється тим, що обробку здійснюють при оптимальній густині сили струму в електроді-інструменті за рахунок варіювання кількістю отворів або щілин, що одночасно обробляються.
3. Спосіб за п. 1, 2, який відрізняється тим, що обробку групи отворів або щілин здійснюють монолітним електродом-інструментом.
4. Спосіб за п. 1, 2, 3, який відрізняється тим, що обробку здійснюють багатоканальним електродом-інструментом, з подачею робочої рідини в торцевий зазор через щілини в електроді-інструменті, які розділяють канали та утворюють зони прокачування (гідродинамічні модулі), причому кожна зона має зовнішній замкнутий контур нагнітання рідини в торцевий зазор (бічний міжелектродний зазор δ та порівняна з ним щілина шириною m≤2δ) та внутрішній замкнутий контур видалення рідини з торцевого зазору (канал в електроді-інструменті).
Текст
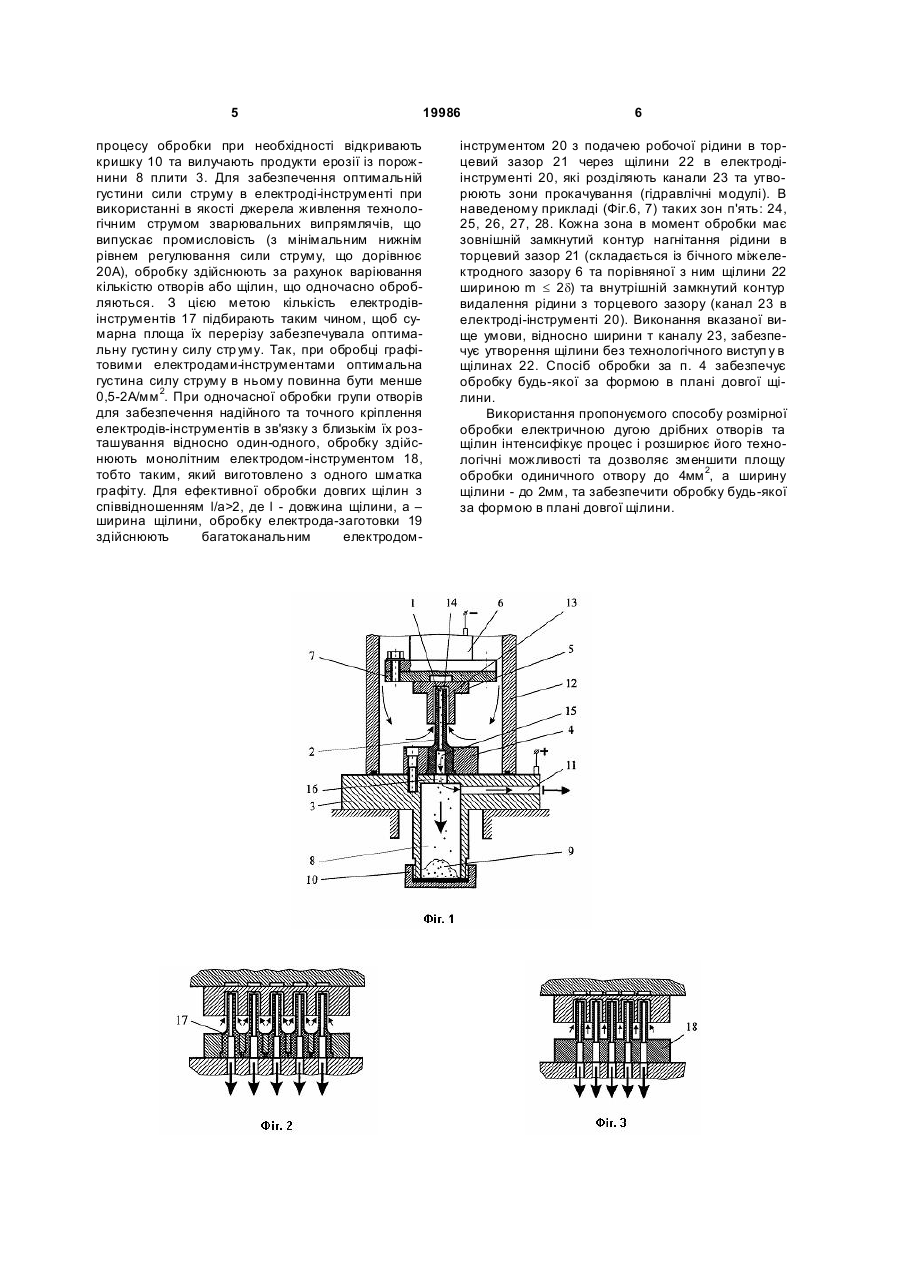
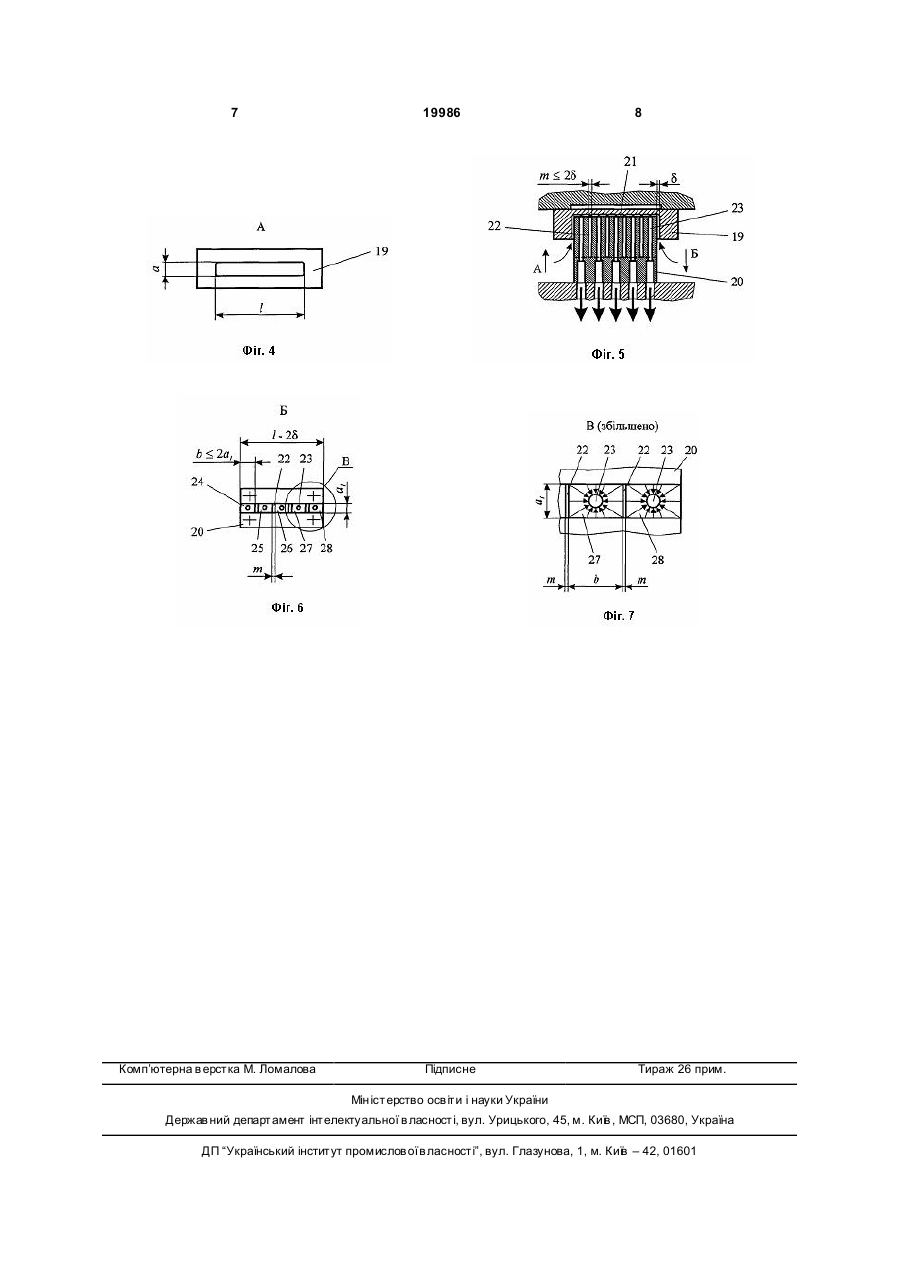
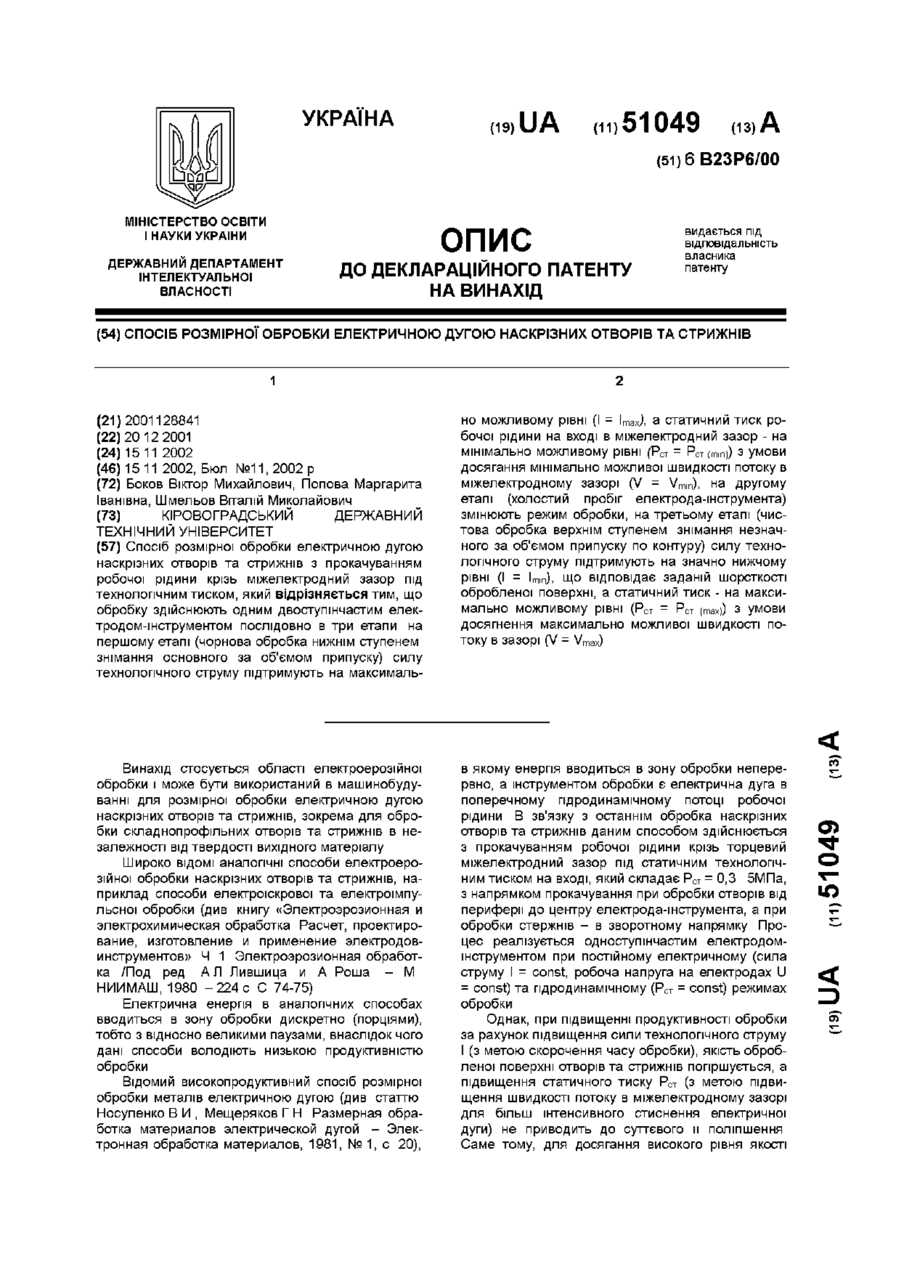
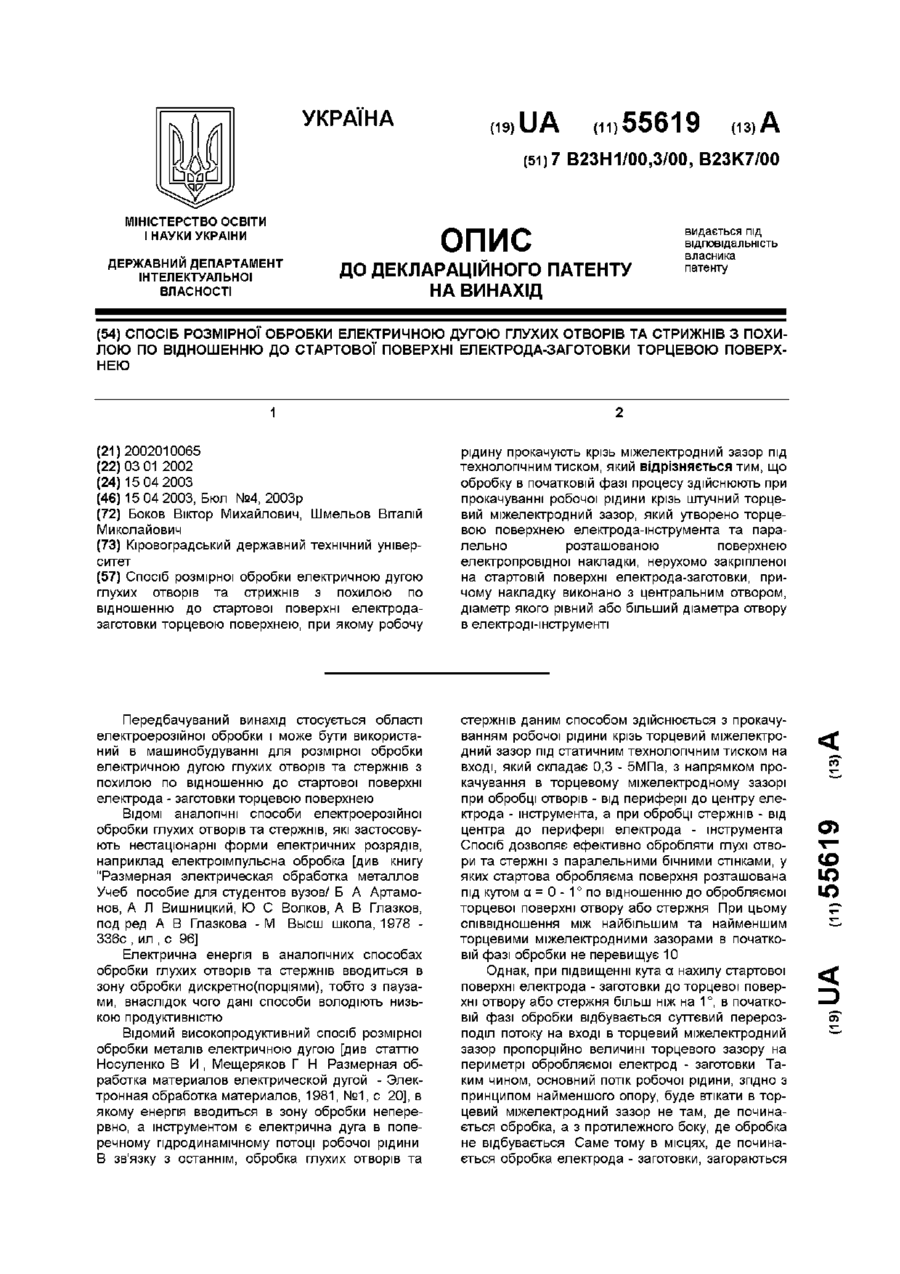
1. Спосіб розмірної обробки електричною дугою дрібних отворів та щілин при прокачуванні робочої рідини під технологічним тиском через торцевий міжелектродний зазор за напрямком від периферії до центра електрода-інструмента, який відрізняє ться тим, що обробку здійснюють при видаленні робочої рідини разом з продуктами ерозії із технологічного каналу в електроді-інструменті за напрямком зверху вниз, тобто з використанням гравітаційної сили. 3 19986 довжиною свердла, що випускає промисловість. Так, для діаметра каналу 1 мм довжина свердла не перебільшує 30мм. Звичайно загальна висота електрода-інструмента значно більша і складає 70-100мм. За цією причиною канал з протилежного боку електрода-інструмента виконують свердлом більшого діаметра, так як воно має більшу довжину. Внаслідок цього швидкість потоку в цій частині каналу буде ще менше. Але найскладніші гідродинамічні умови спостерігаються вище в каналі шпинделя верстата, де площа перерізу каналу підвищується в десятки і навіть у сотні разів. Робоча рідина в ньому рухається повільно із значно меншою ніж критична швидкістю. Саме тому продукти ерозії з каналу шпинделя не вилучаються, а накопичуються в ньому, утворюючи пробку. В цей момент загорається нестиснута дуга, схожа на зварювальну, яка не веде розмірну обробку. Процес дестабілізується та припиняється. Крім того, виникають суттєві складності щодо оптимізації густини сили струму в електроді-інструменті, так як бажана густина не повинна перебільшува ти 0,5-2А/мм 2, а промисловість випускає зварювальні випрямлячі, що є джерелом живлення для даного процесу обробки, з можливістю регулювання мінімальної сили струму не менше 20 А. Саме тому мінімальна площа перерізу електрода-інструмента складає 10мм 2. Таким чином, реалізувати відомим способом обробку отвору з площею перерізу менше 10мм 2 не уявляється можливим. Більш того, при одночасної обробки групи отворів або щілин виникає проблема надійного та точного кріплення електродів-інструментів в зв'язку з близькім їх розташування відносно один-одного. І останнє, відомий спосіб не дозволяє ефективно обробляти довгі щілини з співвідношенням l/а>2, де l - довжина щілини, а – ширина щілини. Останнє пов'язано з суттєвим утр удненням організації рівномірного, або близького до рівномірного потоку робочої рідини в торцевому міжелектродному зазорі. Задачею даної корисної моделі є інтенсифікація процесу та розширення технологічних можливостей способу розмірної обробки електричною дугою дрібних отворів та щілин. Дана задача вирішується у відомому способі розмірної обробки електричною дугою дрібних отворів та щілин за рахунок того, що обробку здійснюють при видаленні робочої рідини разом з продуктами ерозії із технологічного каналу в електроді-інструменті за напрямком верху вниз, тобто з використанням гравітаційної сили. Крім того, обробку здійснюють при оптимальній густині сили струму в електроді-інструменті за рахунок варіювання кількістю отворів або щілин, що одночасно обробляються. Більш того, обробку гр упи отворів або щілин здійснюють монолітним електродомінструментом. І останнє, обробку здійснюють багатоканальним електродом-інструментом, з подачею робочої рідини в торцевий зазор через щілини в електроді-інструменті, які розділяють канали та утворюють зони прокачування (гідродинамічні модулі), причому кожна зона має зовнішній замкнутий контур нагнітання рідини в торцевий зазор (бічний міжелектродний зазор d та порівняна з ним щілина шириною m£2d) та внутрішній замкнутий 4 контур видалення рідини з торцевого зазору (канал в електроді-інструменті). На приведених фігура х зображено: Фіг.1 - схема реалізації способу розмірної обробки електричною дугою дрібного отвору, що відповідає п. 1; Фіг.2 - схема реалізації способу одночасної розмірної обробки кількох дрібних отворів, що відповідає п.2; Фіг.3 - схема реалізації способу одночасної розмірної обробки кількох отворів монолітним електродом-інструментом, що відповідає п.3; Фіг.4 - вид А на електрод-заготовку після розмірної обробки електричною дугою довгої щілини (див. Фіг.5); Фіг.5 - схема реалізації способу розмірної обробки електричною дугою довгої щілини з використанням багатоканального електродаінструмента, що відповідає п.4; Фіг.6 - вид Б на торцеву поверхню багатоканального електродаінструмента для обробки довгої щілини (див. Фіг.5); Фіг.7 - збільшене зображення В торцевої поверхні багатоканального електрода-інструмента для обробки довгої щілини (див. Фіг.6) з позначенням напрямків руху робочої рідини в торцевому зазорі. Розмірну обробку електричною дугою 1 дрібного отвору виконують на електроерозійному верстаті за наступних умов. Електрод-інструмент 2, що виготовлено із графіту марки МПГ-7, жорстко закріплюють на плиті 3 верстата за допомогою тримача 4, а електрод-заготовку 5 - на рухомому в напрямку обробки шпинделі 6 верстата за допомогою проміжної плити 7. Плита 3 має порожнину 8 для накопичування продуктів ерозії 9 (відходів від обробки). Порожнина 8 знизу герметично закривається кришкою 10. Плюсова (або мінусова) клема джерела живлення постійним технологічним струмом (на фігурах джерело не показано) підключається до плити 3, а мінусова (плюсова) - до шпинделя 6 верстата. Вибір полярності обумовлений матеріалом електрода-заготовки 5 та потрібною якістю обробки. Плита 3 має канал 11 для вилучення робочої рідини із зони обробки. Перед обробкою робочу зону верстата закривають герметичною камерою 12, в яку під технологічним тиском, що змінюється в діапазоні від 0,5 до 10МПа, подають робочу рідину (звичайно, органічне середовище) за напрямком прокачування через торцевий зазор від периферії до центра електрода-інструмента 2. Далі вмикають технологічний струм та ведуть розмірну обробку дрібного отвору в електроді-заготовці 5 в слідкуючому режимі за торцевим міжелектродним зазором 13. При цьому електрична дуга 1 горить в торцевому зазорі 13 в потужному гідродинамічному потоці робочої рідини, який забезпечує енергетичне та геометричне її стиснення, а також гарантоване вилучення продуктів ерозії із торцевого зазору 13 в центральний канал 14 в електроді-інструменті 2. А вже далі продукти ерозії під дією гравітаційної сили гарантовано рухаються вниз (поза залежністю від швидкості потоку в каналах 1, 15, 16) та накопичуються в порожнині 8 в місті 9. При цьому робоча рідина вилучається із порожнини 8 через канал 11 в бак верстата (на фігурах не показано) для подальшого багатократного замкнутого помпування через торцевий міжелектродний зазор 13. Після закінчення 5 19986 процесу обробки при необхідності відкривають кришку 10 та вилучають продукти ерозії із порожнини 8 плити 3. Для забезпечення оптимальній густини сили струму в електроді-інструменті при використанні в якості джерела живлення технологічним струмом зварювальних випрямлячів, що випускає промисловість (з мінімальним нижнім рівнем регулювання сили струму, що дорівнює 20А), обробку здійснюють за рахунок варіювання кількістю отворів або щілин, що одночасно обробляються. З цією метою кількість електродівінструментів 17 підбирають таким чином, щоб сумарна площа їх перерізу забезпечувала оптимальну густин у силу стр уму. Так, при обробці графітовими електродами-інструментами оптимальна густина силу струму в ньому повинна бути менше 0,5-2А/мм 2. При одночасної обробки групи отворів для забезпечення надійного та точного кріплення електродів-інструментів в зв'язку з близькім їх розташування відносно один-одного, обробку здійснюють монолітним електродом-інструментом 18, тобто таким, який виготовлено з одного шматка графіту. Для ефективної обробки довгих щілин з співвідношенням l/а>2, де l - довжина щілини, а – ширина щілини, обробку електрода-заготовки 19 здійснюють багатоканальним електродом 6 інструментом 20 з подачею робочої рідини в торцевий зазор 21 через щілини 22 в електродіінструменті 20, які розділяють канали 23 та утворюють зони прокачування (гідравлічні модулі). В наведеному прикладі (Фіг.6, 7) таких зон п'ять: 24, 25, 26, 27, 28. Кожна зона в момент обробки має зовнішній замкнутий контур нагнітання рідини в торцевий зазор 21 (складається із бічного міжелектродного зазору 6 та порівняної з ним щілини 22 шириною m £ 2d) та внутрішній замкнутий контур видалення рідини з торцевого зазору (канал 23 в електроді-інструменті 20). Виконання вказаної вище умови, відносно ширини т каналу 23, забезпечує утворення щілини без технологічного виступ у в щілинах 22. Спосіб обробки за п. 4 забезпечує обробку будь-якої за формою в плані довгої щілини. Використання пропонуємого способу розмірної обробки електричною дугою дрібних отворів та щілин інтенсифікує процес і розширює його технологічні можливості та дозволяє зменшити площу обробки одиничного отвору до 4мм 2, а ширину щілини - до 2мм, та забезпечити обробку будь-якої за формою в плані довгої щілини. 7 Комп’ютерна в ерстка М. Ломалова 19986 8 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of dimensional machining by electric arc of small openings and slots
Автори англійськоюBokov Viktor Myhailovych, Pavlenko Oleh Viktorovych
Назва патенту російськоюСпособ размерной обработки электрической дугой мелких отверстий и щелей
Автори російськоюБоков Виктор Михайлович, Павленко Олег Викторович
МПК / Мітки
МПК: B23P 6/00
Мітки: електричною, обробки, спосіб, отворів, щілин, дугою, розмірної, дрібних
Код посилання
<a href="https://ua.patents.su/4-19986-sposib-rozmirno-obrobki-elektrichnoyu-dugoyu-dribnikh-otvoriv-ta-shhilin.html" target="_blank" rel="follow" title="База патентів України">Спосіб розмірної обробки електричною дугою дрібних отворів та щілин</a>
Спосіб розмірної обробки електричною дугою наскрізних отворів та стрижнів
Номер патенту: 51049
Опубліковано: 15.11.2002
Автори: Шмельов Віталій Миколайович, Боков Віктор Михайлович, Попова Маргарита Іванівна
МПК: B23P 6/00
Мітки: отворів, спосіб, дугою, електричною, обробки, розмірної, наскрізних, стрижнів
Формула / Реферат:
Спосіб розмірної обробки електричною дугою наскрізних отворів та стрижнів з прокачуванням робочої рідини крізь міжелектродний зазор під технологічним тиском, який відрізняється тим, що обробку здійснюють одним двоступінчастим електродом-інструментом послідовно в три етапи: на першому етапі (чорнова обробка нижнім ступенем: знімання основного за об'ємом припуску) силу технологічного струму підтримують на максимально можливому рівні (I =...
Спосіб розмірної обробки електричною дугою глухих отворів та стрижнів з похилою по відношенню до стартової поверхні електрода-заготовки торцевою поверхнею
Номер патенту: 55619
Опубліковано: 15.04.2003
Автори: Шмельов Віталій Миколайович, Боков Віктор Михайлович
МПК: B23H 3/00, B23K 7/00, B23H 1/00
Мітки: отворів, розмірної, глухих, спосіб, дугою, відношенню, поверхнею, стартової, похилою, обробки, торцевою, поверхні, стрижнів, електрода-заготовки, електричною
Формула / Реферат:
Спосіб розмірної обробки електричною дугою глухих отворів та стрижнів з похилою по відношенню до стартової поверхні електрода-заготовки торцевою поверхнею, при якому робочу рідину прокачують крізь міжелектродний зазор під технологічним тиском, який відрізняється тим, що обробку в початковій фазі процесу здійснюють при прокачуванні робочої рідини крізь штучний торцевий міжелектродний зазор, який утворено торцевою поверхнею...
Спосіб розмірної обробки електричною дугою отворів та порожнин

Номер патенту: 22072
Опубліковано: 30.04.1998
Автори: Попова Маргарита Іванівна, Боков Віктор Михайлович
МПК: B23H 7/00
Мітки: отворів, спосіб, розмірної, дугою, електричною, порожнин, обробки
Формула / Реферат:
1. Спосіб розмірної обробки електричною дугою отворів та порожнин, що мають паралельні бічні стінки і стартову обробляєму поверхню не паралельну донної поверхні отвору, при якому робочу рідину нагнітають із герметизованої камери у торцевий міжелектродний зазор під тиском у напрямку від периферії до центру електрода-інструмента, який відрізняється тим, що нагнітання робочої рідини у торцевий міжелектродний зазор здійснюють крізь штучний...
Спосіб поверхневої розмірної обробки електричною дугою
Номер патенту: 44974
Опубліковано: 15.03.2002
Автор: Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: спосіб, електричною, обробки, дугою, поверхневої, розмірної
Формула / Реферат:
Спосіб поверхневої розмірної обробки електричною дугою з прокачуванням робочої рідини під технологічний тиском крізь торцевий міжелектродний зазор, який відрізняється тим, що обробку здійснюють при постійній швидкості потоку в торцевому міжелектродному зазорі шляхом застосування плоскопаралельного бічного режиму прокачування.
Спосіб розмірної обробки ступінчастих стержнів електричною дугою
Номер патенту: 69535
Опубліковано: 15.09.2004
Автори: Великий Петро Миколайович, Чумаченко Ольга Сергіївна, Шмельов Віталій Миколайович, Носуленко Віктор Іванович
Мітки: обробки, стержнів, електричною, спосіб, дугою, розмірної, ступінчастих
Формула / Реферат:
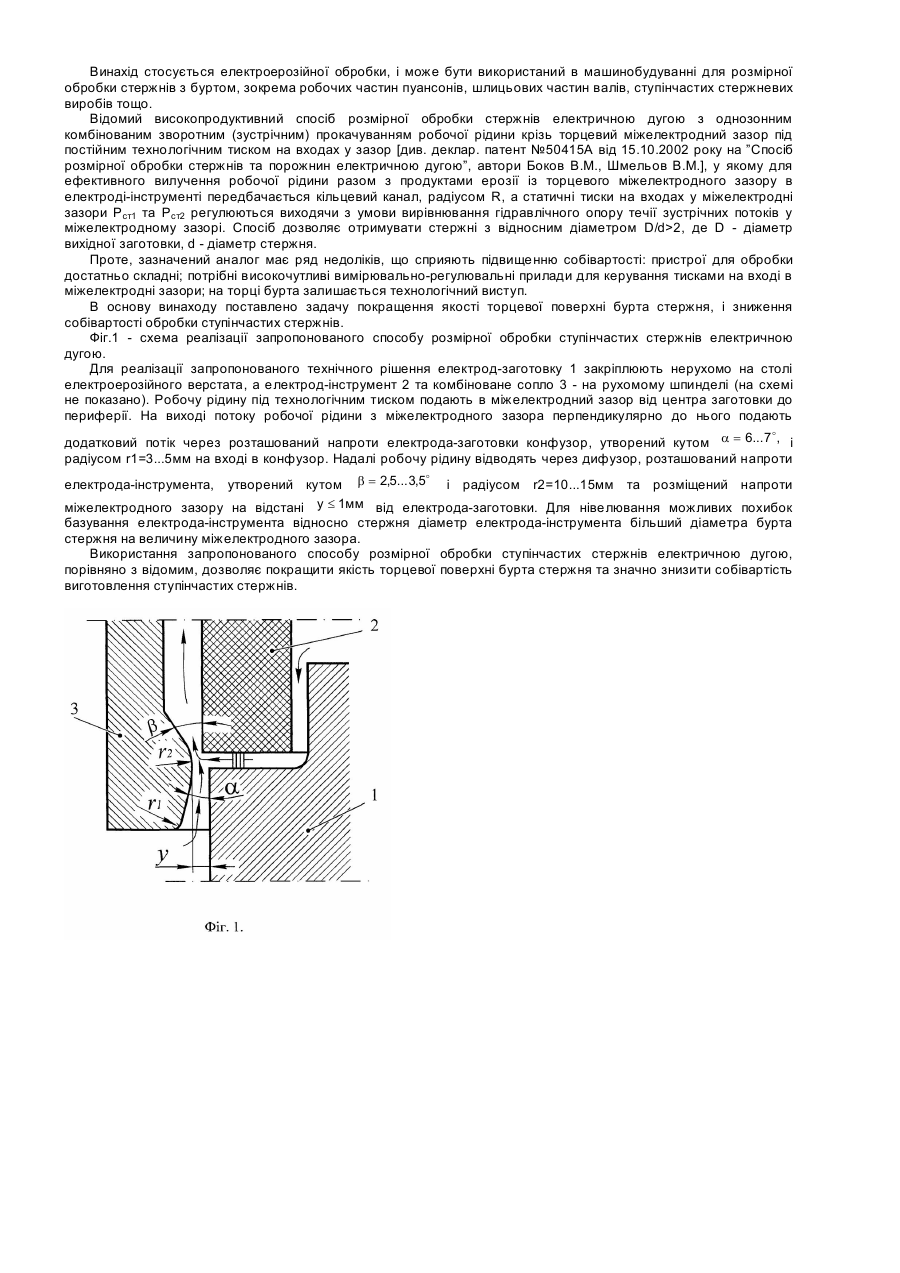
Спосіб розмірної обробки ступінчастих стержнів електричною дугою з прямим прокачуванням робочої рідини, від центра до периферії електрода, крізь міжелектродний зазор під технологічним тиском, який відрізняється тим, що на виході потоку робочої рідини з міжелектродного зазору перпендикулярно до нього подають додатковий потік за наявності конфузора, розташованого напроти електрода-заготовки, утворений кутом α, що дорівнює 6...7°, і...
Попередній патент: Спосіб одержання водню
Наступний патент: Спосіб одержання паливної композиції
Випадковий патент: Спосіб контролю герметичності виробів