Лінія поперечного різання рулонного матеріалу
Номер патенту: 21920
Опубліковано: 30.04.1998
Автори: Іванов Юрій Дмитрович, Русляєв Вячеслав Михайлович, Дем'янов Василь Олександрович, Остапенко Олексій Васильович, Звездунов Дмитро Олексійович
Формула / Реферат
1. Линия поперечной резки рулонного материала, содержащая установленные по ходу технологического процесса объединенные транспортным средством устройство для размотки рулона, летучие ножницы, листоукладчик и систему управления, при этом транспортное средство содержит секции с электроприводами и роликами, отличающаяся тем, что секции транспортного средства в зоне после порезки содержат неприводные ролики, размещенные между ними индукторы линейных асинхронных двигателей и датчики наличия листа, при этом индуктор секции связан посредством системы управления с датчиками наличия листа упомянутой, предыдущей и последующей секциями.
2. Линия по п. 1, отличающаяся тем, что система управления содержит блок коммутации и блок управления, причем блок управления снабжен устройством, для измерения и сравнения временных интервалов, входы блока управления связаны с выходами датчиков наличия листа каждой секции, а выходы - с блоком коммутации.
3. Линия по п. 1, отличающаяся тем, что секции транспортного средства снабжены датчиками скорости, а блок управления содержит устройство для измерения и сравнения выходных сигналов датчиков скорости, при этом выходы последних связаны с входами блока управления.
Текст
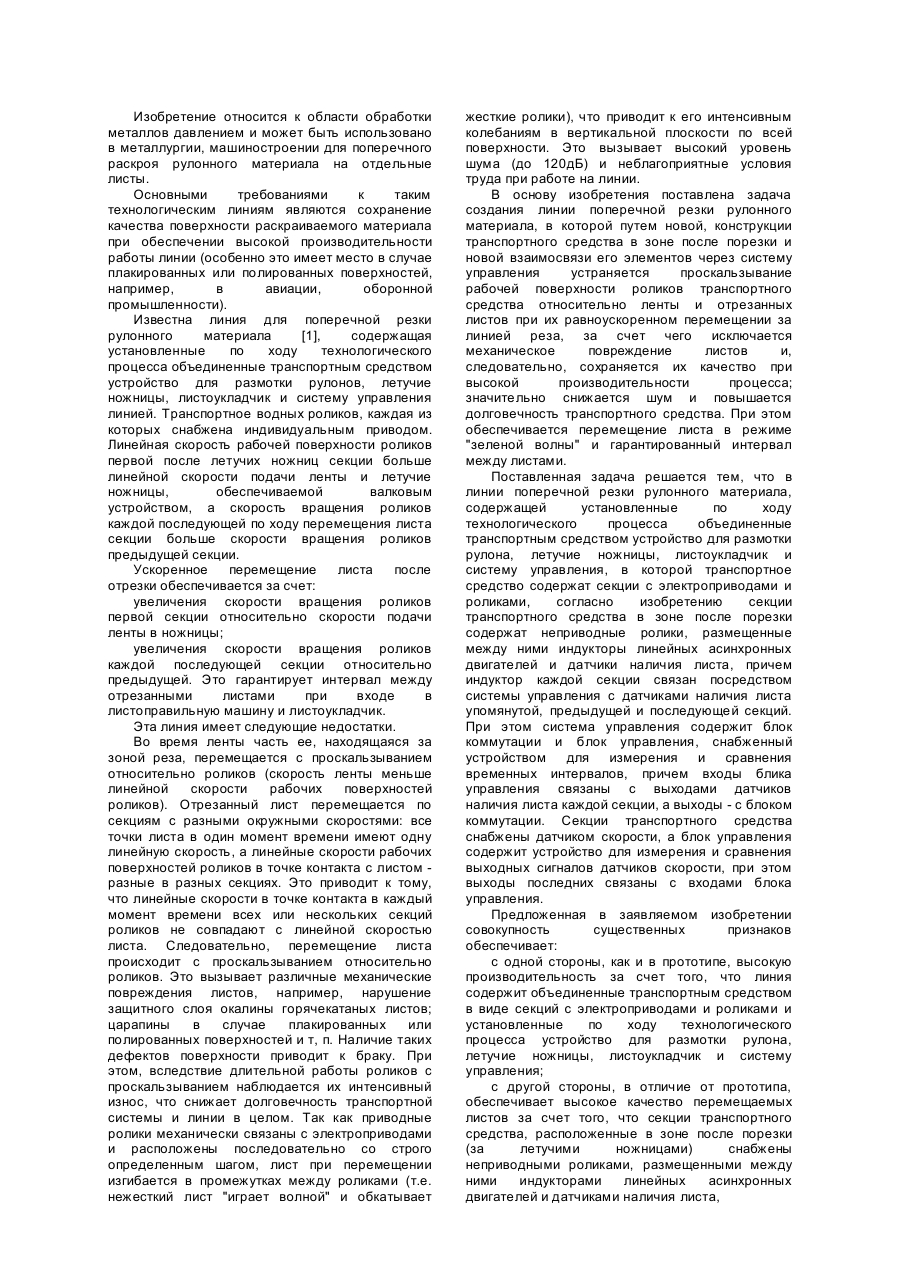
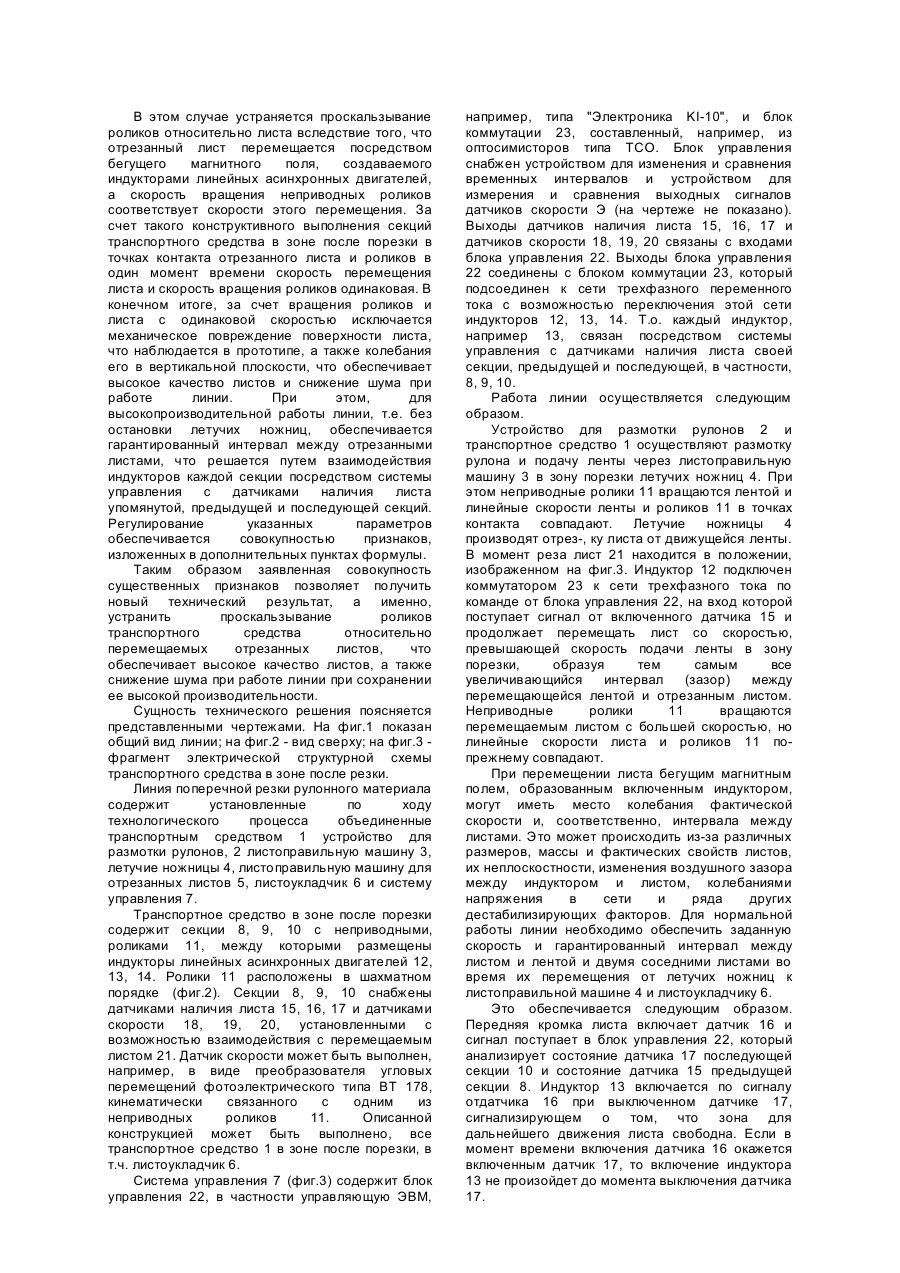
Изобретение относится к области обработки металлов давлением и может быть использовано в металлургии, машиностроении для поперечного раскроя рулонного материала на отдельные листы. Основными требованиями к таким технологическим линиям являются сохранение качества поверхности раскраиваемого материала при обеспечении высокой производительности работы линии (особенно это имеет место в случае плакированных или полированных поверхностей, например, в авиации, оборонной промышленности). Известна линия для поперечной резки рулонного материала [1], содержащая установленные по ходу технологического процесса объединенные транспортным средством устройство для размотки рулонов, летучие ножницы, листоукладчик и систему управления линией. Транспортное водных роликов, каждая из которых снабжена индивидуальным приводом. Линейная скорость рабочей поверхности роликов первой после летучих ножниц секции больше линейной скорости подачи ленты и летучие ножницы, обеспечиваемой валковым устройством, а скорость вращения роликов каждой последующей по ходу перемещения листа секции больше скорости вращения роликов предыдущей секции. Ускоренное перемещение листа после отрезки обеспечивается за счет: увеличения скорости вращения роликов первой секции относительно скорости подачи ленты в ножницы; увеличения скорости вращения роликов каждой последующей секции относительно предыдущей. Это гарантирует интервал между отрезанными листами при входе в листоправильную машину и листоукладчик. Эта линия имеет следующие недостатки. Во время ленты часть ее, находящаяся за зоной реза, перемещается с проскальзыванием относительно роликов (скорость ленты меньше линейной скорости рабочих поверхностей роликов). Отрезанный лист перемещается по секциям с разными окружными скоростями: все точки листа в один момент времени имеют одну линейную скорость, а линейные скорости рабочих поверхностей роликов в точке контакта с листом разные в разных секциях. Это приводит к тому, что линейные скорости в точке контакта в каждый момент времени всех или нескольких секций роликов не совпадают с линейной скоростью листа. Следовательно, перемещение листа происходит с проскальзыванием относительно роликов. Это вызывает различные механические повреждения листов, например, нарушение защитного слоя окалины горячекатаных листов; царапины в случае плакированных или полированных поверхностей и т, п. Наличие таких дефектов поверхности приводит к браку. При этом, вследствие длительной работы роликов с проскальзыванием наблюдается их интенсивный износ, что снижает долговечность транспортной системы и линии в целом. Так как приводные ролики механически связаны с электроприводами и расположены последовательно со строго определенным шагом, лист при перемещении изгибается в промежутках между роликами (т.е. нежесткий лист "играет волной" и обкатывает жесткие ролики), что приводит к его интенсивным колебаниям в вертикальной плоскости по всей поверхности. Это вызывает высокий уровень шума (до 120дБ) и неблагоприятные условия труда при работе на линии. В основу изобретения поставлена задача создания линии поперечной резки рулонного материала, в которой путем новой, конструкции транспортного средства в зоне после порезки и новой взаимосвязи его элементов через систему управления устраняется проскальзывание рабочей поверхности роликов транспортного средства относительно ленты и отрезанных листов при их равноускоренном перемещении за линией реза, за счет чего исключается механическое повреждение листов и, следовательно, сохраняется их качество при высокой производительности процесса; значительно снижается шум и повышается долговечность транспортного средства. При этом обеспечивается перемещение листа в режиме "зеленой волны" и гарантированный интервал между листами. Поставленная задача решается тем, что в линии поперечной резки рулонного материала, содержащей установленные по ходу технологического процесса объединенные транспортным средством устройство для размотки рулона, летучие ножницы, листоукладчик и систему управления, в которой транспортное средство содержат секции с электроприводами и роликами, согласно изобретению секции транспортного средства в зоне после порезки содержат неприводные ролики, размещенные между ними индукторы линейных асинхронных двигателей и датчики наличия листа, причем индуктор каждой секции связан посредством системы управления с датчиками наличия листа упомянутой, предыдущей и последующей секций. При этом система управления содержит блок коммутации и блок управления, снабженный устройством для измерения и сравнения временных интервалов, причем входы блика управления связаны с выходами датчиков наличия листа каждой секции, а выходы - с блоком коммутации. Секции транспортного средства снабжены датчиком скорости, а блок управления содержит устройство для измерения и сравнения выходных сигналов датчиков скорости, при этом выходы последних связаны с входами блока управления. Предложенная в заявляемом изобретении совокупность существенных признаков обеспечивает: с одной стороны, как и в прототипе, высокую производительность за счет того, что линия содержит объединенные транспортным средством в виде секций с электроприводами и роликами и установленные по ходу технологического процесса устройство для размотки рулона, летучие ножницы, листоукладчик и систему управления; с другой стороны, в отличие от прототипа, обеспечивает высокое качество перемещаемых листов за счет того, что секции транспортного средства, расположенные в зоне после порезки (за летучими ножницами) снабжены неприводными роликами, размещенными между ними индукторами линейных асинхронных двигателей и датчиками наличия листа, В этом случае устраняется проскальзывание роликов относительно листа вследствие того, что отрезанный лист перемещается посредством бегущего магнитного поля, создаваемого индукторами линейных асинхронных двигателей, а скорость вращения неприводных роликов соответствует скорости этого перемещения. За счет такого конструктивного выполнения секций транспортного средства в зоне после порезки в точках контакта отрезанного листа и роликов в один момент времени скорость перемещения листа и скорость вращения роликов одинаковая. В конечном итоге, за счет вращения роликов и листа с одинаковой скоростью исключается механическое повреждение поверхности листа, что наблюдается в прототипе, а также колебания его в вертикальной плоскости, что обеспечивает высокое качество листов и снижение шума при работе линии. При этом, для высокопроизводительной работы линии, т.е. без остановки летучих ножниц, обеспечивается гарантированный интервал между отрезанными листами, что решается путем взаимодействия индукторов каждой секции посредством системы управления с датчиками наличия листа упомянутой, предыдущей и последующей секций. Регулирование указанных параметров обеспечивается совокупностью признаков, изложенных в дополнительных пунктах формулы. Таким образом заявленная совокупность существенных признаков позволяет получить новый технический результат, а именно, устранить проскальзывание роликов транспортного средства относительно перемещаемых отрезанных листов, что обеспечивает высокое качество листов, а также снижение шума при работе линии при сохранении ее высокой производительности. Сущность технического решения поясняется представленными чертежами. На фиг.1 показан общий вид линии; на фиг.2 - вид сверху; на фиг.3 фрагмент электрической структурной схемы транспортного средства в зоне после резки. Линия поперечной резки рулонного материала содержит установленные по ходу технологического процесса объединенные транспортным средством 1 устройство для размотки рулонов, 2 листоправильную машину 3, летучие ножницы 4, листоправильную машину для отрезанных листов 5, листоукладчик 6 и систему управления 7. Транспортное средство в зоне после порезки содержит секции 8, 9, 10 с неприводными, роликами 11, между которыми размещены индукторы линейных асинхронных двигателей 12, 13, 14. Ролики 11 расположены в шахматном порядке (фиг.2). Секции 8, 9, 10 снабжены датчиками наличия листа 15, 16, 17 и датчиками скорости 18, 19, 20, установленными с возможностью взаимодействия с перемещаемым листом 21. Датчик скорости может быть выполнен, например, в виде преобразователя угловых перемещений фотоэлектрического типа ВТ 178, кинематически связанного с одним из неприводных роликов 11. Описанной конструкцией может быть выполнено, все транспортное средство 1 в зоне после порезки, в т.ч. листоукладчик 6. Система управления 7 (фиг.3) содержит блок управления 22, в частности управляющую ЭВМ, например, типа "Электроника KI-10", и блок коммутации 23, составленный, например, из оптосимисторов типа ТСО. Блок управления снабжен устройством для изменения и сравнения временных интервалов и устройством для измерения и сравнения выходных сигналов датчиков скорости Э (на чертеже не показано). Выходы датчиков наличия листа 15,16, 17 и датчиков скорости 18, 19, 20 связаны с входами блока управления 22. Выходы блока управления 22 соединены с блоком коммутации 23, который подсоединен к сети трехфазного переменного тока с возможностью переключения этой сети индукторов 12, 13, 14. Т.о. каждый индуктор, например 13, связан посредством системы управления с датчиками наличия листа своей секции, предыдущей и последующей, в частности, 8, 9, 10. Работа линии осуществляется следующим образом. Устройство для размотки рулонов 2 и транспортное средство 1 осуществляют размотку рулона и подачу ленты через листоправильную машину 3 в зону порезки летучих ножниц 4. При этом неприводные ролики 11 вращаются лентой и линейные скорости ленты и роликов 11 в точках контакта совпадают. Летучие ножницы 4 производят отрез-, ку листа от движущейся ленты. В момент реза лист 21 находится в положении, изображенном на фиг.3. Индуктор 12 подключен коммутатором 23 к сети трехфазного тока по команде от блока управления 22, на вход которой поступает сигнал от включенного датчика 15 и продолжает перемещать лист со скоростью, превышающей скорость подачи ленты в зону порезки, образуя тем самым все увеличивающийся интервал (зазор) между перемещающейся лентой и отрезанным листом. Неприводные ролики 11 вращаются перемещаемым листом с большей скоростью, но линейные скорости листа и роликов 11 попрежнему совпадают. При перемещении листа бегущим магнитным полем, образованным включенным индуктором, могут иметь место колебания фактической скорости и, соответственно, интервала между листами. Это может происходить из-за различных размеров, массы и фактических свойств листов, их неплоскостности, изменения воздушного зазора между индуктором и листом, колебаниями напряжения в сети и ряда других дестабилизирующих факторов. Для нормальной работы линии необходимо обеспечить заданную скорость и гарантированный интервал между листом и лентой и двумя соседними листами во время их перемещения от летучих ножниц к листоправильной машине 4 и листоукладчику 6. Это обеспечивается следующим образом. Передняя кромка листа включает датчик 16 и сигнал поступает в блок управления 22, который анализирует состояние датчика 17 последующей секции 10 и состояние датчика 15 предыдущей секции 8. Индуктор 13 включается по сигналу отдатчика 16 при выключенном датчике 17, сигнализирующем о том, что зона для дальнейшего движения листа свободна. Если в момент времени включения датчика 16 окажется включенным датчик 17, то включение индуктора 13 не произойдет до момента выключения датчика 17. Для обеспечения заданной скорости листа индуктор 13 включается по сигналу от датчика 16 после включения датчика 15 через промежуток времени, необходимый для преодоления расстояния между соседними датчиками 15, 16 с заданной скоростью. Если скорость превысит заданную и лист достигнет датчика 16 раньше заданного промежутка времени, то индуктор 13 не включится до его истечения. Лист притормаживается. Если скорость листа на каком-то участке превысит заданную, то по сигналу от соответствующего датчика скорости, например, 19, система управления 7 отключает индуктор 13 и держит его в выключенном состоянии до снижения скорости листа ниже заданной величины. Затем система управления 7 включает индуктор 13, что обеспечивает поддержание скорости заданного значения.
ДивитисяДодаткова інформація
Назва патенту англійськоюLine for cross cutting of roll material
Автори англійськоюDem'ianov Vasyl Oleksandrovych, Zvezdunov Dmytro Oleksiiovych, Ivanov Yurii Dmytrovych, Ostapenko Oleksii Vasyliovych, Rusliaiev Viacheslav Mykhailovych
Назва патенту російськоюЛиния поперечной резки рулонного материала
Автори російськоюДемьянов Василий Александрович, Звездунов Дмитрий Алексеевич, Иванов Юрий Дмитриевич, Остапенко Алексей Васильевич, Русляев Вячеслав Михайлович
МПК / Мітки
МПК: B01D 45/00
Мітки: поперечного, матеріалу, лінія, рулонного, різання
Код посилання
<a href="https://ua.patents.su/3-21920-liniya-poperechnogo-rizannya-rulonnogo-materialu.html" target="_blank" rel="follow" title="База патентів України">Лінія поперечного різання рулонного матеріалу</a>
Поточна лінія для термічного різання листів
Номер патенту: 13081
Опубліковано: 28.02.1997
Автори: Бондаренко Григорій Григорович, Клименко Іван Демидович, Лук'яненко Євген Петрович, Зосімов Валерій Степанович
МПК: B23K 7/00
Мітки: листів, термічного, поточна, різання, лінія
Формула / Реферат:
(57) Поточная линия для термической резкилистов, содержащая смонтированные наосновании секционное опорно-подъемноеустройство, смонтированный на секционно-опорном устройстве раскройный стол с водной постелью, транспортное устройство, о т личающаяся тем, что она оснащенарасположенными на основании по обе стороны от раскройного стола вентиляционно-завихрительными коробами, в каждим коробе закреплены поперечные разделительные перегородки для...
Спосіб одержання декоративного рулонного матеріалу
Номер патенту: 4419
Опубліковано: 27.12.1994
Автори: Фрідлянд Михайло Ізраілевич, Гольденберг Юхим Елевич, Гордієнко Володимир Васильович, Прудников Петро Герасимович, Стефанович Адольф Вацлавович
МПК: B44C 1/00
Мітки: декоративного, одержання, матеріалу, рулонного, спосіб
Формула / Реферат:
1. Способ получения декоративного рулонного материала, заключающийся в одновременном разматывании с рулонов полотен бумаги-основы и декоративной бумаги, пропитке их смолой, предварительном соединении их по плоскостям между собой и одновременном удалении избытков смолы, их горячем прессовании путем пропускания полотен между бесконечной лентой и вращающимся обогреваемым барабаном, в сматывании спрессованного полотна в рулон с последующей...
Влаштування для дублювання полотен рулонного матеріалу
Номер патенту: 8496
Опубліковано: 30.09.1996
Автор: Пряхін Віктор Якович
МПК: B65H 39/00, B65H 21/00
Мітки: полотен, дублювання, влаштування, матеріалу, рулонного
Формула / Реферат:
Устройство для дублирования полотен рулонного материала, содержащее бобины для закатываемых полотен, прижимные и приводные ролики, прижимной механизм с электронагревательными элементами и приемный механизм, отличающееся тем, что, с целью повышения производительности и энергоемкости, прижимной механизм имеет приводной полый цилиндр с жидким теплоносителем, размещенным в его полости, и токосъемными кольцами, установленными на его торцах, в...
Машина для різання рулонного килима покрівлі
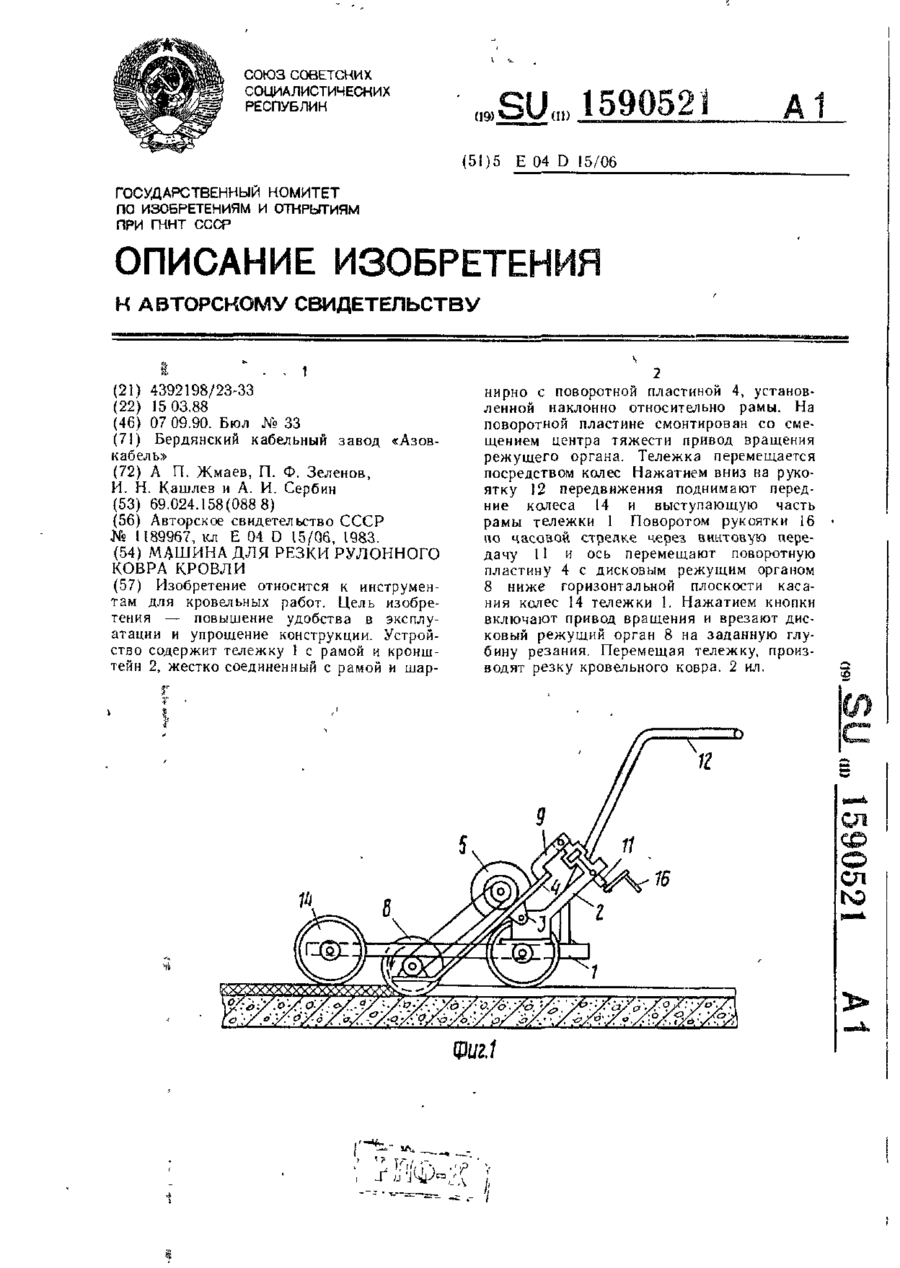
Номер патенту: 14378
Опубліковано: 25.04.1997
Автори: Кашлєв Іван Миколайович, Жмаєв Анатолій Петрович, Сербін Анатолій Іванович, Зеленов Петро Федорович
МПК: E04D 15/00
Мітки: килима, рулонного, покрівлі, різання, машина
Формула / Реферат:
Машина для резки рулонного ковра кровли, содержащая тележку с рамой и рукояткой, дисковый режущий орган с приводом его вращения и средство для изменения глубины резания, отличающаяся тем, что, с целью повышения удобства эксплуатации и упрощения конструкции, режущий орган установлен на раме с возможностью поворота в вертикальной плоскости посредством поворотной пластины, установленной наклонно относительно рамы с помощью кронштейна,...
Пристрій для розмотки рулонного матеріалу
Номер патенту: 15288
Опубліковано: 30.06.1997
Автори: Савельєв Олександр Юр'євіч, Коломоєць Надія Іванівна, Лимарь Юлія Анатол'івна
МПК: B65H 16/00
Мітки: пристрій, рулонного, розмотки, матеріалу
Формула / Реферат:
1. Устройство для размотки рулонного материала, содержащее укрепленные вертикальные стойки с опорами, между которыми установлен горизонтально расположенный вал с трапецеидальными призмами, при этом на валу выполнены зажимные элементы, которые связаны регулировочным винтом, отличающееся тем, что оно дополнительно снабжено тормозными барабанами с удлиненным торцом, цилиндрами, в прямоугольной полости которых установлены...
Попередній патент: Багатолезовий збірний різальний інструмент
Наступний патент: Апарат для одержання вапняного молока
Випадковий патент: Ldo стабілізатор постійної напруги з високим коефіцієнтом подавлення вхідних пульсацій