Безперервний розплавний електрод для електродугового зварювання
Номер патенту: 22236
Опубліковано: 25.04.2007
Автори: Білоусов Юрій Васильович, Карезіна Анастасія Володимирівна
Формула / Реферат
1. Безперервний розплавлений електрод для електродугового зварювання, що виконаний з матеріалу із суцільним перерізом, який відрізняється тим, що його виконано у вигляді спряжених поміж собою частин, котрі чергуються, поперечний переріз яких описано безперервними кривими другого порядку і відрізками ламаної лінії контуру при співвідношенні контактуючих площ кожної із частин, що дорівнює:
![]()
де F1 - площа поперечного перерізу, описана кривою другого порядку,
S2 - площа поперечного перерізу, описана контурною лінією, складеною із n відрізків.
2. Безперервний розплавлений електрод за п. 1, який відрізняється тим, що при кількості утворених ламаною лінією гострих кутів і частин більше 3-х співвідношення площ дорівнює:
![]()
3. Безперервний розплавлений електрод за п. 1, який відрізняється тим, що при кількості сторін та прямих кутів n=4 співвідношення площ дорівнює:
![]()
до того ж, при кількості тупих кутів і сторін n>4 співвідношення площ дорівнює:
![]()
4. Безперервний розплавлений електрод за п. 1, який відрізняється тим, що мінімальна протяжність частин перерізу розраховується за виразом:
![]()
де ![]() - лінійна швидкість плавлення електрода,
- лінійна швидкість плавлення електрода,
![]() - інтервал часу, потрібний для зміни режиму плавлення торця електрода при дискретній зміні перерізів.
- інтервал часу, потрібний для зміни режиму плавлення торця електрода при дискретній зміні перерізів.
Текст
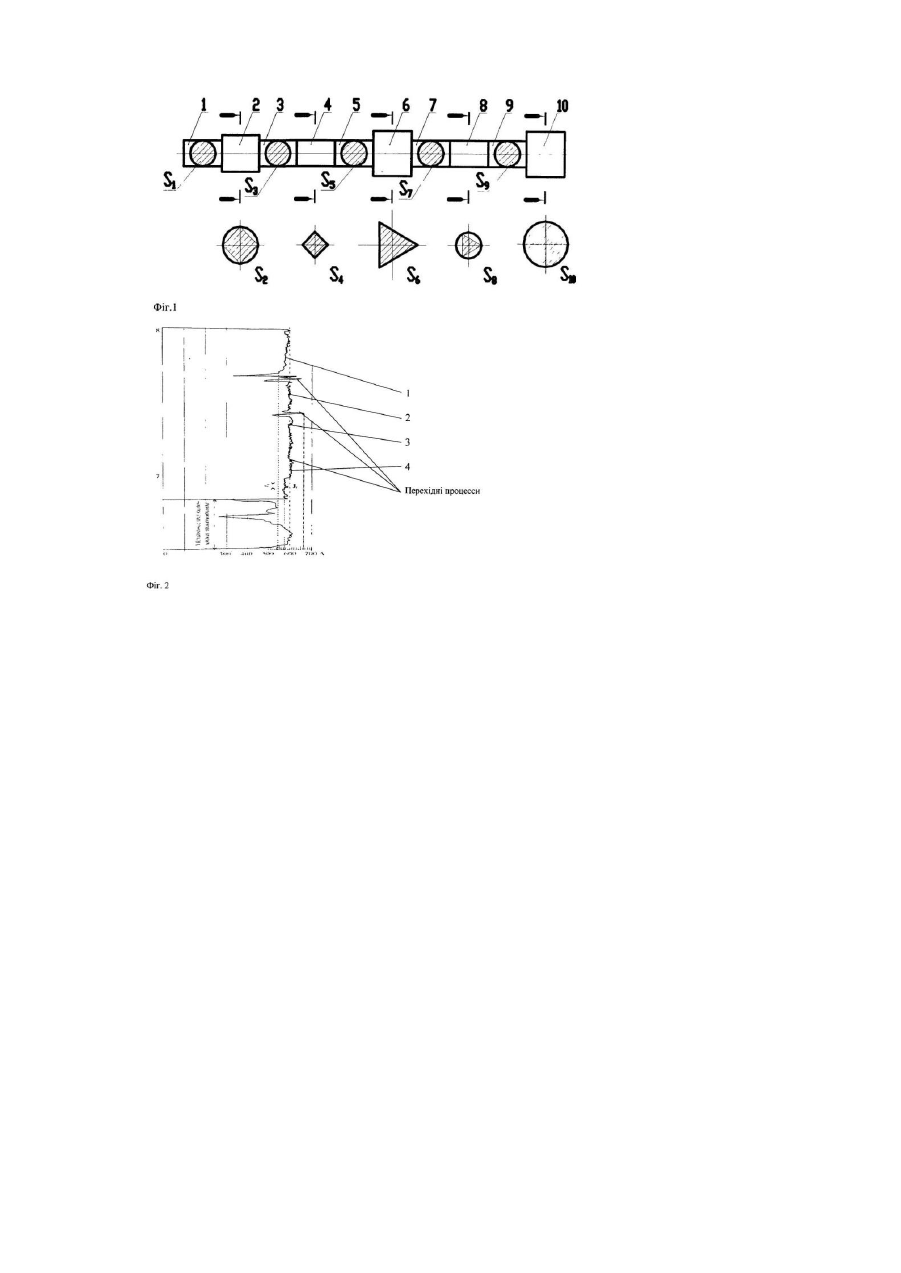
Корисна модель стосується галузі зварювання, наплавлення і споріднених технологій, де як джерело енергії використовується електрична дуга. Відомо [ Т.Л. Петров Сварочные материалы. Л. : Ма шиностроение, 1972, 280с], що електроди для зварювання розподіляють на суцільні, порошкові та спечені (керамічні). Суцільні електроди, як правило, мають круглий переріз і, незалежно від марки, характеризуються діаметром d. їх застосування для зварювання обумовлено простістю виготовлення, однак, для забезпечення тривалого горіння дуги ці електроди потребують оптимальних значень взаємопов'язаних параметрів дугового процесу Ud та JCB при мінімальних відхиленнях від середнього значення. При незбіганні величин швидкості подачі Vn і швидкості плавлення g збільшується розбризкування, зростає кількість коротких замикань, чи навпаки, довжина дуги збільшується, що призводить до зменшення глибини проплавлення та збільшення ширини зварювального шва. Однаковість перерізу по усій довжині електрода не дозволяє використати цей фактор для регулювання параметрів режиму й стабілізації горіння дуги, а також для підвищення продуктивності плавлення. Широке застосування для цілей наплавлення мають, переважно, безперервні стрічкові розплавні електроди. Переріз суцільного стрічкового розплавного електрода характеризується більшим відношенням ширини В до товщини δ (від 20 до 180 й більше). [Т.Г. Кравцов. Электродуговая наплавка электродной лентой. Μ. Машиностроение, 1978, 448 с] , які вибрано за прототип. Безперервний стрічковий розплавний електрод, порівнянно з дротом, відрізняється підвищеною на 25-30% продуктивністю плавлення g,r/c при однакових параметрах дугового процесу й однакових площах перерізу F0=F .[Еро хин А.А. Основы сварки плавлением. М. Машиностроение, 1973, 448 с] Проте, дуговий процес на стрічковому електроді з суцільним перерізом характеризується несталим положенням дуги та її нерегулярним переміщенням по ширині електрода. При тому вимоги до точності дотримування параметрів режиму стають більш жорсткими, але, не дивлячись на це, якість наплавленого валика не завжди задовільна. Вар'їрування розмірами ширини стрічки в процесі подачі можливо шляхом її профілювання, однак цей спосіб потребує додаткових пристроїв та ускладнення подавальних механізмів зварювальних автоматів і напівавтоматів. До того ж, вплинення на параметри дугового процесу практично не помітні, швидкість плавлення не збільшується. В основу корисної моделі поставлено завдання розробити конструкцію безперервного розплавного електроду суцільного перерізу для електродугового зварювання , в якому через змінення форми досягається імпульсне діяння на зону плавлення, що дозволяє підвищити продуктивність плавлення електроду, вимірювану в г/с або см/с. Для вирішення поставленого завдання безперервний розплавний електрод суцільного перерізу для електродугового зварювання, відповідно до корисної моделі, виконано у вигляді спряжених (сполучених) поміж собою частин, що чергуються, поперечний переріз яких описано безперервними кривими другого порядку й відрізками зламаної лінії контуру при співвідношенні контактуючи х площ кожної із частин, що дорівнює: F1 = 0.604 ¸ 1.654 F2 де: F1 - площа поперечного перерізу, описана плавною лінією другого порядку, F2 - площа поперечного перерізу, описана контурною зламаною лінією, що складається із n-відрізків. F1 = 0.88 ¸ 1. 12 F2 При кількості сторін та прямих кутів n=4 співвідношення площ дорівнює: F1 = 0.785 ¸ 1.273 S2 до того ж, при кількості тупих кутів і сторін n>4 співвідношення площ дорівнює: F1 = 0.94 ¸ 1.054 S2 Суть корисної моделі пояснюється кресленням, де фіг. 1 - загальний вид складного електрода, фіг.2 діаграма запису струм у при дискретній зміні поперечного перетину електрода F□®SO®F□®SO. Електрод виконано із частин 1,2,3...n будь-якої довжини, кожний з яких l1,2,3...n³l min. Частини, описані кривою другого порядку, мають переріз F1,3,5... , де нижчий індекс відповідає номеру частини. У загальному випадку F9 описано лінією еліпса, в окремому випадку - лінією кола (див. фіг. 1). Спряжені з ними частини мають переріз S2,4..., описаний зламаною лінією контур у. Так перше імпульсне діяння на торець електрода, що плавиться, відбувається при дискретній зміні перерізу F1®S2, де FоFо , тому що лінія кола вписана в площу квадрату й при F1®S2, й при S2®F3. Дискретна зміна перерізів на стику частин 3-4 позначена як F3®S4, де FоFo , тому що лінія кола описує площу квадрата. Аналогічно показано імпульсне діяння при зміні круглого перерізу F5F 6 на трикутний S6,S8 , де у першому випадку FoFo. Загальний випадок показано на прикладі еліпсного перерізу електроду F 9 і перерізу S10, описаного зламаною лінією многокутника. Відомо, що об'єм стержня W кінцевої довжини 1 незалежно від конфігурації перерізу розраховується за формулою: W=1F, а маса електрода за формулою: m=lFr, де r- густина, г/см 3. Поділивши обидві частини рівності на час і, отримаємо співвідношення, яке має обов'язково дотримуватися в умовах автоматичного дугового плавлення: m l = F r; g, г / с = V, см / сF r t t При порушенні рівності, коли швидкість подачі перевищує швидкість плавлення V>g, неминучі короткі замикання дугового проміжку, підвищене розбризкування, нестійке горіння дуги. При V
ДивитисяДодаткова інформація
Назва патенту англійськоюContinuous consumable electrode for electric arc welding
Автори англійськоюBilousiov Yurii Vasyliovych
Назва патенту російськоюНепрерывный плавящийся электрод для электродуговой сварки
Автори російськоюБелоусов Юрий Васильевич
МПК / Мітки
МПК: B23K 35/00
Мітки: безперервний, зварювання, електродугового, розплавний, електрод
Код посилання
<a href="https://ua.patents.su/3-22236-bezperervnijj-rozplavnijj-elektrod-dlya-elektrodugovogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Безперервний розплавний електрод для електродугового зварювання</a>
Спосіб електродугового зварювання плавким електродом та електрод для його здійснення
Номер патенту: 68361
Опубліковано: 16.08.2004
Автори: Кузьменко Володимир Григорович, Кузьменко Георгій Володимирович
МПК: B23K 9/02
Мітки: електрод, електродугового, зварювання, електродом, здійснення, плавким, спосіб
Формула / Реферат:
1. Спосіб електродугового зварювання плавким електродом, що складається з електропровідної частини та ізолюючого покриття, який включає розміщення електрода між деталями, що зварюються, зведення останніх на близьку відстань до зіткнення з електродом, подачу напруги до електрода й обох деталей, що зварюються, збудження дуги між ними з утворенням надлишкового тиску парів у зоні зварювання, який відрізняється тим, що для ізолюючого покриття...
Електрод для електрошлакової переплавки і для електрошлакового зварювання
Номер патенту: 59666
Опубліковано: 15.09.2003
Автори: Чигарьов Валерій Васильович, Гавриш Павло Анатолійович, Кассов Валерій Дмитрович, Гавриш Юрій Павлович
МПК: B23K 35/00, H05B 7/07, B23K 9/18
Мітки: переплавки, електрошлакового, зварювання, електрошлакової, електрод
Формула / Реферат:
Електрод для електрошлакової переплавки і електрошлакового зварювання, який містить центральний стержень та модифікатор, який відрізняється тим, що електрод виготовлений з двох коаксіальних частин, що надягаються одна на одну, причому внутрішня частина має заглиблення, заповнені модифікатором.
Стрижень електрода для електродугового зварювання
Номер патенту: 52515
Опубліковано: 15.04.2005
Автор: Колотий Валентин Петрович
МПК: B23K 35/02
Мітки: електрода, зварювання, електродугового, стрижень
Формула / Реферат:
Стрижень електрода для електродугового зварювання, який містить циліндричну і торцеві поверхні, який відрізняється тим, що на торцевих поверхнях виконані відповідні елементи механічного замка, що забезпечують послідовне з'єднання стрижнів між собою.
Стержень електрода для електродугового зварювання
Номер патенту: 52515
Опубліковано: 16.12.2002
Автор: Колотий Валентин Петрович
МПК: B23K 35/02
Мітки: стержень, електрода, зварювання, електродугового
Формула / Реферат:
Стрижень електрода для електродугового зварювання, який містить циліндричну і торцеві поверхні, який відрізняється тим, що на торцевих поверхнях виконані відповідні елементи механічного замка, що забезпечують послідовне з'єднання стрижнів між собою.
Електрод для контактного точкового зварювання

Номер патенту: 8832
Опубліковано: 15.08.2005
Автори: Горват Віталій Васильович, Кузьменко Анатолій Григорович, Горват Валентин Васильович
МПК: B23K 11/30
Мітки: зварювання, точкового, електрод, контактного
Формула / Реферат:
Електрод для контактного точкового зварювання, що містить центральну струмоведучу частину з високоелектропровідного матеріалу, який відрізняється тим, що на кінці електрода виконана різьба і він оснащений зовнішнім кільцем, виконаним з ізоляційного, термостійкого, жароміцного матеріалу.
Попередній патент: Спосіб ведення бізнесу в кібернетичній моделі регіонального ринку
Наступний патент: Роторний свердлильний верстат-автомат
Випадковий патент: Спосіб чистової обробки зубчастих коліс методом обкату черв'ячною фрезою "победа"