Спосіб виготовлення сонячного елемента
Номер патенту: 22241
Опубліковано: 25.04.2007
Автори: Мельниченко Микола Миколайович, Шмирєва Олександра Миколаївна
Формула / Реферат
1. Спосіб виготовлення сонячного елемента, що включає операції формування шару електронного типу провідності, травлення торців кремнієвої пластини, створення на тильній поверхні підкладки шару p+-типу провідності і формування контактів, який відрізняється тим, що після формування контактів кремнієві пластини обробляють у водно-гліцериновому розчині плавикової й азотної кислот.
2. Спосіб за п. 1, який відрізняється тим, що пластини обробляють у розчині складу:
4 ч. плавикової кислоти, 1 ч. азотної кислоти і 12-22 ч. деіонізованої води протягом 10-100 с.
3. Спосіб за п. 1, який відрізняється тим, що пластини обробляють у розчині складу:
4 ч. плавикової кислоти, 1 ч. азотної кислоти і 12-22 ч. деіонізованої води, 2-3 % гліцерину протягом 10-100 с.
Текст
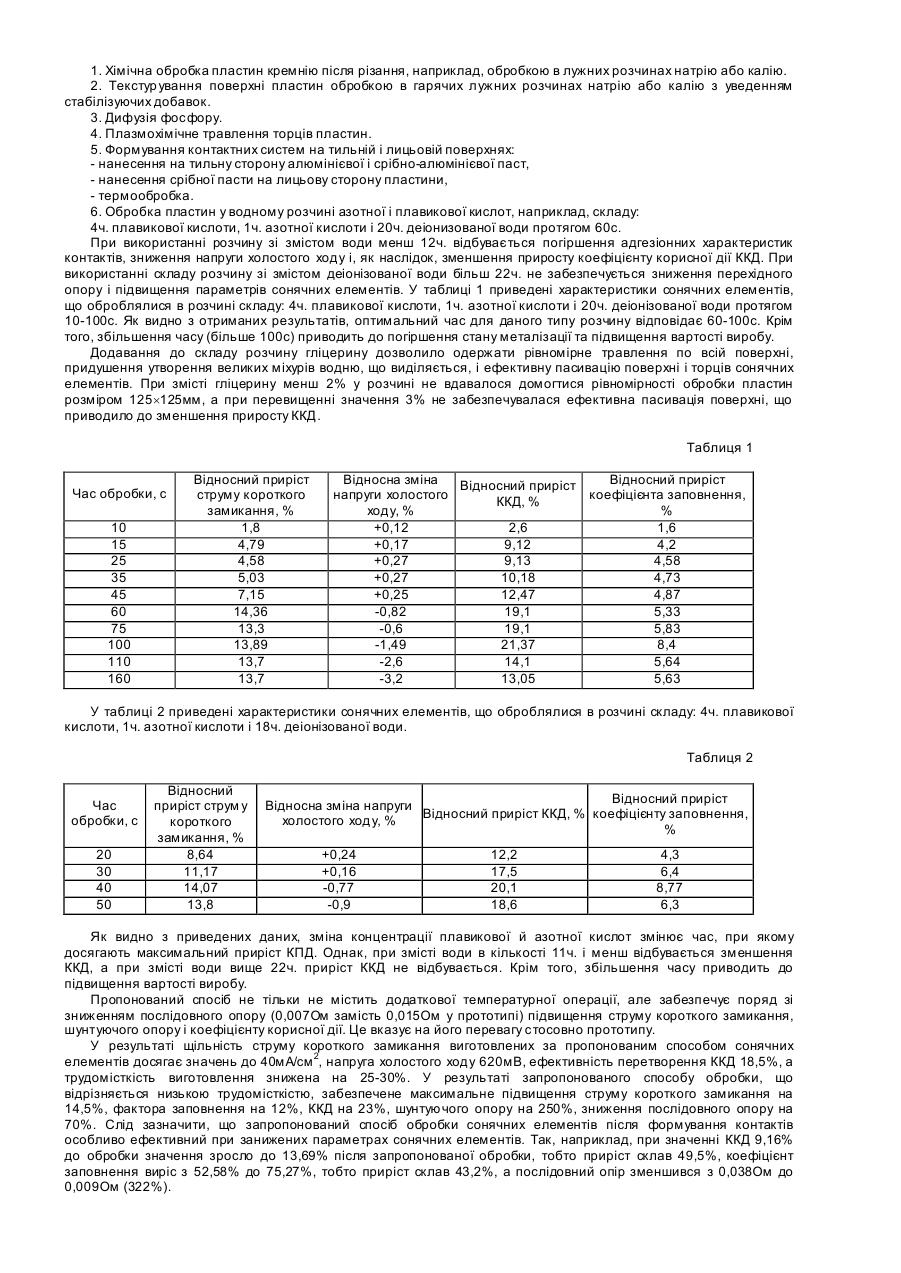
Корисна модель відноситься до способу виготовлення перетворювачів сонячної енергії в електричну (сонячних елементів) і може знайти застосування в напівпровідниковій технології виготовлення сонячних елементів на основі кремнію різної модифікації (монокристалічного, мультикристалічного, нанокристалічного й ін.). Розробка нових методів формування електричних контактів до сонячних елементів є однієї з ключових проблем на шляху рішення основних задач напівпровідникової сонячної фотоенергетики. В даний час у промисловості домінує те хнологія screen-printing, використовувана при виготовленні 90% усіх кремнієвих сонячних елементів, що заснована на трафаретній печатці і відпалу метал утримуючих паст (наприклад, срібло- і алюміній утримуючих паст). Задача зниження перехідного опору таких контактів є актуальною з моменту їхнього виникнення по дійсний час, тому що, в остаточному підсумку, це визначає ефективність перетворення сонячного елементу. Відомі способи виготовлення сонячних елементів [1, 2, 3], що включають наступні технологічні операції: хімічне травлення пластин після різання для видалення механічних ушкоджень, кислотна обробка для нейтралізації лужних залишків, формування р +-шару, формування рельєфної лицьової поверхні підкладки методами фотолітографії або хімічного травлення; створення шару електронного типу провідності; нанесення антивідбиваючих покрить; формування контактів. У результаті одержують сонячні елементи з високими параметрами: напруга холостого ходу 620-670мВ, щільність струму короткого замикання 36-40мА/см 2, коефіцієнт корисної дії ККД 18-24%, але при цьому зростає трудомісткість виготовлення на 35-40% і вартість. У конструкції сонячних елементів з ефективністю перетворення 21% [4] формують на тильній поверхні пластини рознесені по вертикалі області з комплементарними один одному провідними властивостями. Контакти до цих областей створюють у вікнах, виконаних у шарі оксиду кремнію, що пасивує, методом фотолітографії. У промисловій технології використовується дорогий монокристалічний кремній з часом життя носіїв заряду більш 1мс, що значно збільшує вартість таких сонячних елементів. Використання в те хнології процесів фотолітогра фії для формування заданої топології контактів підвищує тр удомісткість виготовлення і вартість виробу. Для зниження перехідного опору товстоплівкових контактів використовують різні способи. Так, у способі виготовлення товстоплівкового контакту [5] після формування контактів наносять флюс, що містить хімічно активні компоненти, і роблять нагрівання до температури, достатньої для травлення окислів металів на поверхні напівпровідникової підкладки, що перешкоджає утворенню гарного омічного контакту. Крім того, починалися спроби зниження перехідного опору тильного контакту за рахунок уведення додаткових шарів, що містять нетрадиційні для товстоплівкових покрить метали [6]. Найбільш відомим є спосіб обробки вже сформованого контакту в розчині плавикової кислоти, що дозволяє здійснити зниження перехідного опору за рахунок руйнування сполучний контакт скла [7]. До недоліків перерахованих методів варто віднести травлення окісних шарів як на границі контакт-підкладка, так і в об'ємі контакту, що порушує монолітну структур у самого контакту, погіршує його адгезію і стабільність. Руйнування контакту при травленні викликає необхідність обмеження часу і температури процесу обробки, що не дозволяє провести оптимізацію електричних властивостей контакту. Найближчим прототипом є спосіб виготовлення товстоплівкового контакту зі зниженим перехідним опором до кремнієвих сонячних елементів [8], у якому на сформований товстоплівковий контакт осаджують шар металу електролітичним або хімічним методом; при наступній термообробці на ділянках, де обложений шар металу, наприклад, нікель, досягає поверхні підкладки, утвориться силіцид, що сприяє поліпшенню якості омічних контактів. При цьому значення послідовного опору дорівнює 0,015Ом, ефективність перетворення сонячних елементів 16,6% [8]. Недоліком пропонованого способу є проведення додаткового процесу термообробки для формування силіцидів металів, використання трудомісткого процесу електролітичного осадження металу, що неминуче приводить до підвищення трудомісткості виготовлення і вартості сонячних елементів. Крім того, даний спосіб не вирішує задачі ефективної пасивації поверхні і відкритих торців сонячних елементів. Задачею пропонованої корисної моделі є підвищення ефективності перетворення, зниження енергетичних витрат і трудомісткості виготовлення за рахунок проведення після формування контактів короткочасного процесу обробки кремнієвих пластин, наприклад, методом занурення пластин у водно-гліцериновий розчин плавикової й азотної кислот, що забезпечує зниження перехідного опору контактів, механічних напруг, пасивацію поверхні і торців сонячних елементів. Поставлена задача вирішується виготовленням сонячного елементу, що включає операції формування шару електронного типу провідності, травлення торців пластини, створення на тильній поверхні підкладки шару р +-типу провідності і формування контактів. Новим є те, що після формування контактів пластини обробляють у водно-гліцериновому розчині плавикової й азотної кислот. Крім того, пластини обробляють у розчині складу: 4ч. плавикової кислоти, 1ч. азотної кислоти і 12-22ч. деіонізованої води протягом 10-100с., а також пластини обробляють у розчині складу: 4ч. плавикової кислоти, 1ч. азотної кислоти і 12-22ч. деіонізованої води, 2-3% гліцерину протягом 10-100с. Вищевказаний результат досягається вибором складу розчину і технологічних режимів проведення хімічної обробки кремнієвих пластин з контактами. Суть способу полягає у виготовленні сонячних елементів з мілкозалягаючими р-п переходами для досягнення високого значення напруги холостого ходу, збільшення струму короткого замикання, коефіцієнту заповнення, зниження перехідного опору і, як наслідок, підвищення ККД. Для напруги холостого ходу визначальними внутрішніми факторами є висока бар'єрна напруга, що є результатом високого ступеня легування в п- і робластях, низька щільність струму насичення, отримана при зниженні впливів поверхневих ефектів і ефектів сильного легування. Звичайно при виготовленні р-п переходів лицьові шари сонячних елементів містять «мертвий шар», що з'являється через сильне легування (1019-1020см -3), в якому фотогенеровані носії заряду (електрони та дірки) рекомбінують і не приймають участь у створенні фотоструму. Це і є основною причиною зменшення ККД. Даний спосіб дозволяє зменшити величину рекомбінаційного струму, поліпшити якість омічного перехідного контакту, зменшити коефіцієнт відбиття сонячного випромінювання, що забезпечує підвищення ККД. Приклад. Виготовлення сонячних елементів проводять у наступній послідовності: 1. Хімічна обробка пластин кремнію після різання, наприклад, обробкою в лужних розчинах натрію або калію. 2. Текстур ування поверхні пластин обробкою в гарячих лужних розчинах натрію або калію з уведенням стабілізуючих добавок. 3. Дифузія фосфору. 4. Плазмохімічне травлення торців пластин. 5. Формування контактних систем на тильній і лицьовій поверхнях: - нанесення на тильну сторону алюмінієвої і срібно-алюмінієвої паст, - нанесення срібної пасти на лицьову сторону пластини, - термообробка. 6. Обробка пластин у водному розчині азотної і плавикової кислот, наприклад, складу: 4ч. плавикової кислоти, 1ч. азотної кислоти і 20ч. деіонизованої води протягом 60с. При використанні розчину зі змістом води менш 12ч. відбувається погіршення адгезіонних характеристик контактів, зниження напруги холостого ходу і, як наслідок, зменшення приросту коефіцієнту корисної дії ККД. При використанні складу розчину зі змістом деіонізованої води більш 22ч. не забезпечується зниження перехідного опору і підвищення параметрів сонячних елементів. У таблиці 1 приведені характеристики сонячних елементів, що оброблялися в розчині складу: 4ч. плавикової кислоти, 1ч. азотної кислоти і 20ч. деіонізованої води протягом 10-100с. Як видно з отриманих результатів, оптимальний час для даного типу розчину відповідає 60-100с. Крім того, збільшення часу (більше 100с) приводить до погіршення стану металізації та підвищення вартості виробу. Додавання до складу розчину гліцерину дозволило одержати рівномірне травлення по всій поверхні, придушення утворення великих міхурів водню, що виділяється, і ефективну пасивацію поверхні і торців сонячних елементів. При змісті гліцерину менш 2% у розчині не вдавалося домогтися рівномірності обробки пластин розміром 125´125мм, а при перевищенні значення 3% не забезпечувалася ефективна пасивація поверхні, що приводило до зменшення приросту ККД. Таблиця 1 Час обробки, с 10 15 25 35 45 60 75 100 110 160 Відносний приріст струму короткого замикання, % 1,8 4,79 4,58 5,03 7,15 14,36 13,3 13,89 13,7 13,7 Відносна зміна Відносний приріст Відносний приріст напруги холостого коефіцієнта заповнення, ККД, % ходу, % % +0,12 2,6 1,6 +0,17 9,12 4,2 +0,27 9,13 4,58 +0,27 10,18 4,73 +0,25 12,47 4,87 -0,82 19,1 5,33 -0,6 19,1 5,83 -1,49 21,37 8,4 -2,6 14,1 5,64 -3,2 13,05 5,63 У таблиці 2 приведені характеристики сонячних елементів, що оброблялися в розчині складу: 4ч. плавикової кислоти, 1ч. азотної кислоти і 18ч. деіонізованої води. Таблиця 2 Час обробки, с 20 30 40 50 Відносний приріст струм у короткого замикання, % 8,64 11,17 14,07 13,8 Відносний приріст Відносна зміна напруги Відносний приріст ККД, % коефіцієнту заповнення, холостого ходу, % % +0,24 +0,16 -0,77 -0,9 12,2 17,5 20,1 18,6 4,3 6,4 8,77 6,3 Як видно з приведених даних, зміна концентрації плавикової й азотної кислот змінює час, при якому досягають максимальний приріст КПД. Однак, при змісті води в кількості 11ч. і менш відбувається зменшення ККД, а при змісті води вище 22ч. приріст ККД не відбувається. Крім того, збільшення часу приводить до підвищення вартості виробу. Пропонований спосіб не тільки не містить додаткової температурної операції, але забезпечує поряд зі зниженням послідовного опору (0,007Ом замість 0,015Ом у прототипі) підвищення струму короткого замикання, шунтуючого опору і коефіцієнту корисної дії. Це вказує на його перевагу стосовно прототипу. У результаті щільність струму короткого замикання виготовлених за пропонованим способом сонячних елементів досягає значень до 40мА/см 2, напруга холостого ходу 620мВ, ефективність перетворення ККД 18,5%, а трудомісткість виготовлення знижена на 25-30%. У результаті запропонованого способу обробки, що відрізняється низькою трудомісткістю, забезпечене максимальне підвищення струму короткого замикання на 14,5%, фактора заповнення на 12%, ККД на 23%, шунтуючого опору на 250%, зниження послідовного опору на 70%. Слід зазначити, що запропонований спосіб обробки сонячних елементів після формування контактів особливо ефективний при занижених параметрах сонячних елементів. Так, наприклад, при значенні ККД 9,16% до обробки значення зросло до 13,69% після запропонованої обробки, тобто приріст склав 49,5%, коефіцієнт заповнення виріс з 52,58% до 75,27%, тобто приріст склав 43,2%, а послідовний опір зменшився з 0,038Ом до 0,009Ом (322%). Отже, за рахунок зазначених у пропонованому способі сукупності і послідовності операцій, режимів їхнього проведення, складу розчину досягається значне підвищення якості сонячних елементів і зниження енергетичних витрат при їхньому виготовленні. Приведені результати, на думку авторів, свідчать про переваги пропонованого способу. Джерела інформації: 1. Knobloch J., Glunz S.W., Bivo D., Warta W., Schaffer E. And Wettling W. "Solar cells with efficiencies above 21% processed from Czochralski grown silicon //Conf.Record 25th IEEE Photovoltaic Specialists Conf., Washington D.C., IEEE Press, Piscataway, 1996.- P.405-408. 2. Zhao J., Wang A., Altermalt P. and Green M.A. "24% efficient silicon solar cells with doubl layer antireflection coatings and reduced resistance loss" //Appl. Phys. Lett.-1995.-66.-P.3636-3638. 3. Патент Росії №2139601, кл. HO1L31/18, ОП ., 10.10.99 - Закс М.Б., Коломоец Г.Ю., Пинов А.Б, Ситників A.M., Солодуха О.І. «Спосіб виготовлення сонячного елементу з п +-р-р+-структурою». 4. W.P.Mulligan, D.H.Rose, M.J.Cudzinovic Manufacture of solar cells with 21% Efficiency //19th European Photovoltaic Solar Energy Conference, 7-11 June 2004, Paris France.- P.387-390. 5. Патент США №4475682 від 9.10.1984р. 6. Патент США №5118362 від 06.02.1992р. 7. Saadoun M., Ezzaouia H., Bessais D., Formation of porous silicon for large-area silicon solar cells: Anew method //Solar Energy Materials & Solar Cells.-1999.-59.-P.377-385. 8. Патент Росії №2139600, кл. Н01L31/18 від 10.10.99.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing sollar cell
Автори англійськоюShmyrieva Oleksandra Mykolaivna, Melnychenko Mykola Mykolaiovych
Назва патенту російськоюСпособ изготовления солнечного элемента
Автори російськоюШмырева Александра Николаевна, Мельниченко Николай Николаевич
МПК / Мітки
МПК: H01L 31/18
Мітки: елемента, сонячного, спосіб, виготовлення
Код посилання
<a href="https://ua.patents.su/3-22241-sposib-vigotovlennya-sonyachnogo-elementa.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення сонячного елемента</a>
Спосіб виготовлення сонячного елемента
Номер патенту: 16254
Опубліковано: 17.07.2006
Автори: Цибенко Олександр Сергійович, Ярошенко Павло Олександрович, Пешко Анатолій Володимирович
МПК: H01L 31/18
Мітки: виготовлення, елемента, спосіб, сонячного
Формула / Реферат:
1. Спосіб виготовлення сонячного елемента, який включає операції формування на лицьовій поверхні n+ шару, створення на тильній поверхні підкладки p+ шару, травлення торців пластини, нанесення просвітлюючого покриття і формування контактів, який відрізняється тим, що n+ шар, легований фосфором, утворюють шляхом двоетапної дифузії з заганянням домішки протягом 5-20 хв і розгонкою домішки протягом 30-100 хв при температурі 790...870°С, проводять...
Спосіб виготовлення нагрівального елемента
Номер патенту: 10581
Опубліковано: 25.12.1996
Автори: Кисіль Лідія Володимирівна, Левін Євген Михайлович, Яворів Ігор Богданович, Дудекевич Олександра Всеволодівна, Калашник Ліна Дмитрівна
МПК: H05B 3/22
Мітки: елемента, нагрівального, спосіб, виготовлення
Формула / Реферат:
Спосіб виготовлення нагрівального елемента за товстоплівковою технологією, що полягає в нанесенні на діелектричні підкладки електропровідної пасти методом трафаретного друку, відпалі її та кріпленні виводів, який відрізняється тим, що електропровідна паста включає:скло 2-10 мас.% від провідної фази,органічна зв'язка 25-30 мас.% від загальної маси,провідна композиція слідуючого складу,...
Спосіб виготовлення струмознімального ковзного елемента
Номер патенту: 8679
Опубліковано: 15.08.2005
Автори: Барановський Денис Миколайович, Барановська Мар'яна Юріївна, Аулін Віктор Васильович
МПК: H01R 39/00
Мітки: струмознімального, ковзного, елемента, спосіб, виготовлення
Формула / Реферат:
1. Спосіб виготовлення струмознімального ковзного елемента, в матеріал якого входить графіт і мідь, який відрізняється тим, що шар міді та шар графіту наносяться послідовно один за одним, вздовж або поперек цього елемента під кутом 0-90° до робочої поверхні, при наступному співвідношенні компонентів в матеріалі, мас.% : мідь 5-48 графіт решта. 2. Спосіб за п. 1, який...
Спосіб виготовлення патронного фільтрувального елемента
Номер патенту: 45412
Опубліковано: 15.04.2002
Автори: Конєв Федір Андрійович, Майборода Михайло Михайлович, Резанова Наталія Михайлівна, Цебренко Марія Василівна
МПК: B01D 27/06
Мітки: виготовлення, фільтрувального, спосіб, патронного, елемента
Формула / Реферат:
1. Спосіб виготовлення патронного фільтрувального елемента шляхом гофрування пакета, що складається з фільтрувального матеріалу, розміщеного між шарами конструкційного матеріалу, формування заготовки гофрованого пакета і герметизації поздовжнього шва шляхом зварювання крайніх гофрів, який відрізняється тим, що гофрування пакета здійснюють з використанням сорбційно активної вуглецевої тканини.2. Спосіб за п. 1, який відрізняється тим,...
Електроосмотичний спосіб виготовлення нагрівального елемента
Номер патенту: 71514
Опубліковано: 15.11.2004
Автор: Северин Олексій Анатолійович
МПК: H05B 3/14
Мітки: виготовлення, електроосмотичний, елемента, спосіб, нагрівального
Формула / Реферат:
Спосіб виготовлення нагрівального елемента з бетелу, що включає перемішування піску, води, цементу і здрібненого до фракційності цементу, до однорідної маси, запеченого коксу, встановлення на дно форми пластинчастого електрода, укладання маси у форму, укладання поверх маси другого пластинчастого електрода і підключення електродів до джерела струму, який відрізняється тим, що з метою зменшення енергоємності джерела струму і виключення...
Попередній патент: Пристрій воронцова для фізіотерапевтичного лікування місцевим контактним впливом негативним потенціалом високих значень
Наступний патент: Стоматологічна серветка
Випадковий патент: Спосіб моделювання гострого геморагічного інсульту у білих мишей для проведення імунологічних досліджень