Спосіб виробництва профілів швелерного типу
Номер патенту: 23027
Опубліковано: 30.06.1998
Автори: Ганзелинський Сергій Миколайович, Луцький Михайло Борисович, Дорожко Іван Кирилович, Бондаренко Микола Андрійович, Чудновець Олександр Миколайович, Локтіонов Петро Якович, Луценко Віктор Олександрович, Данилович Георгій Володимирович, Салищев Сергій Єгорович, Чічкан Артур Олексійович, Дорофєєв Володимир Миколайович, Молочек Олександр Васильович, Скороход Микола Михайлович, Халюта Володимир Миколайович, Міронов Євген Костянтинович
Формула / Реферат
Способ производства профилей швеллерного типа, включающий прокатку в развернутых калибрах и последующую горячую профилегибку, отличающийся тем, что при прокатке в развернутых калибрах формируют профиль со знакопеременным переломом стенки с отношением вертикальной проекции стенки к ее горизонтальной проекции 0,25-0,38, а последующей горячей профилегибкой формируют стенку с одинарным переломом с сохранением углов раскрытия полок до и после прохода, при этом относительное увеличение ширины горизонтальной проекции средней линии стенки за один проход составляет 0,22-0,30.
Текст
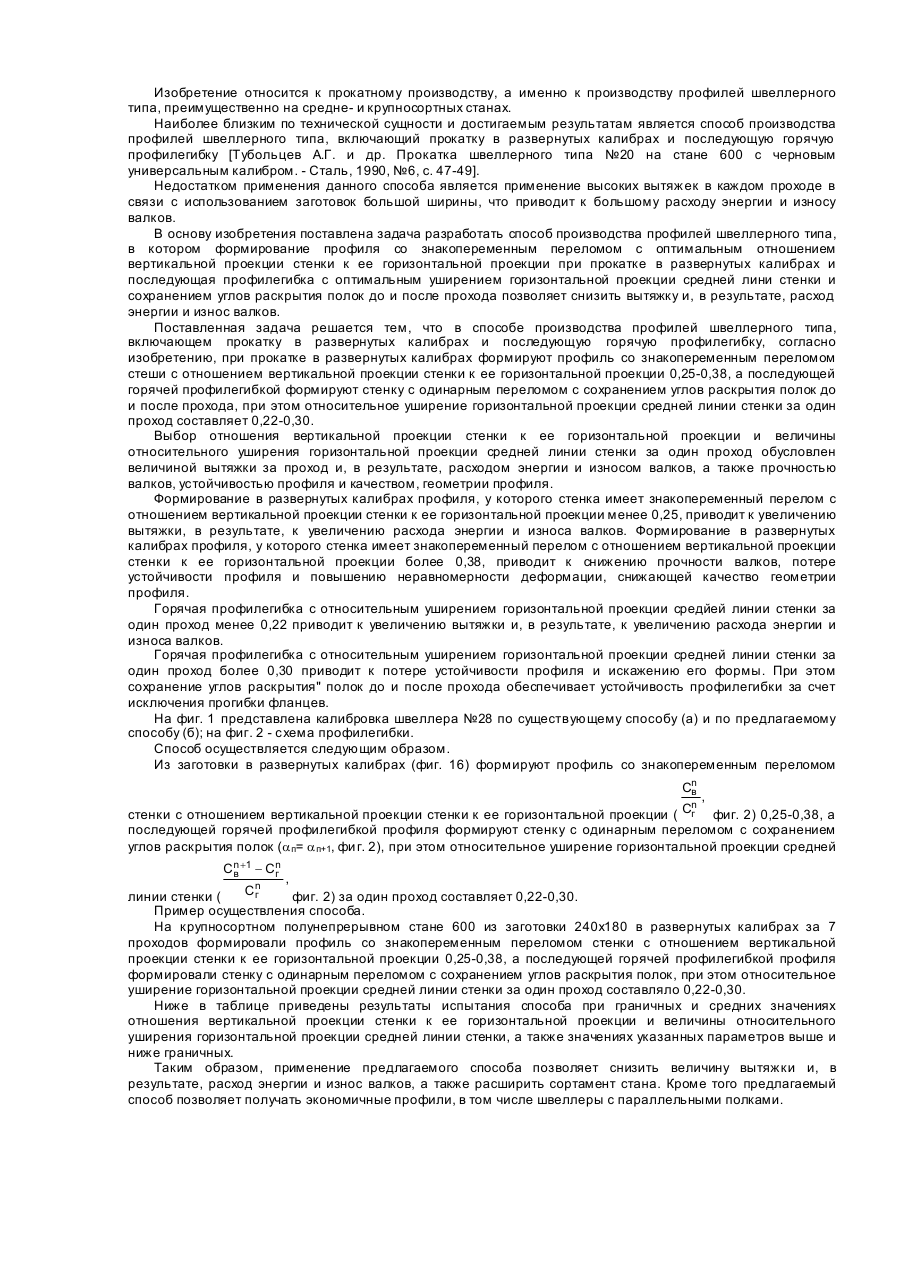
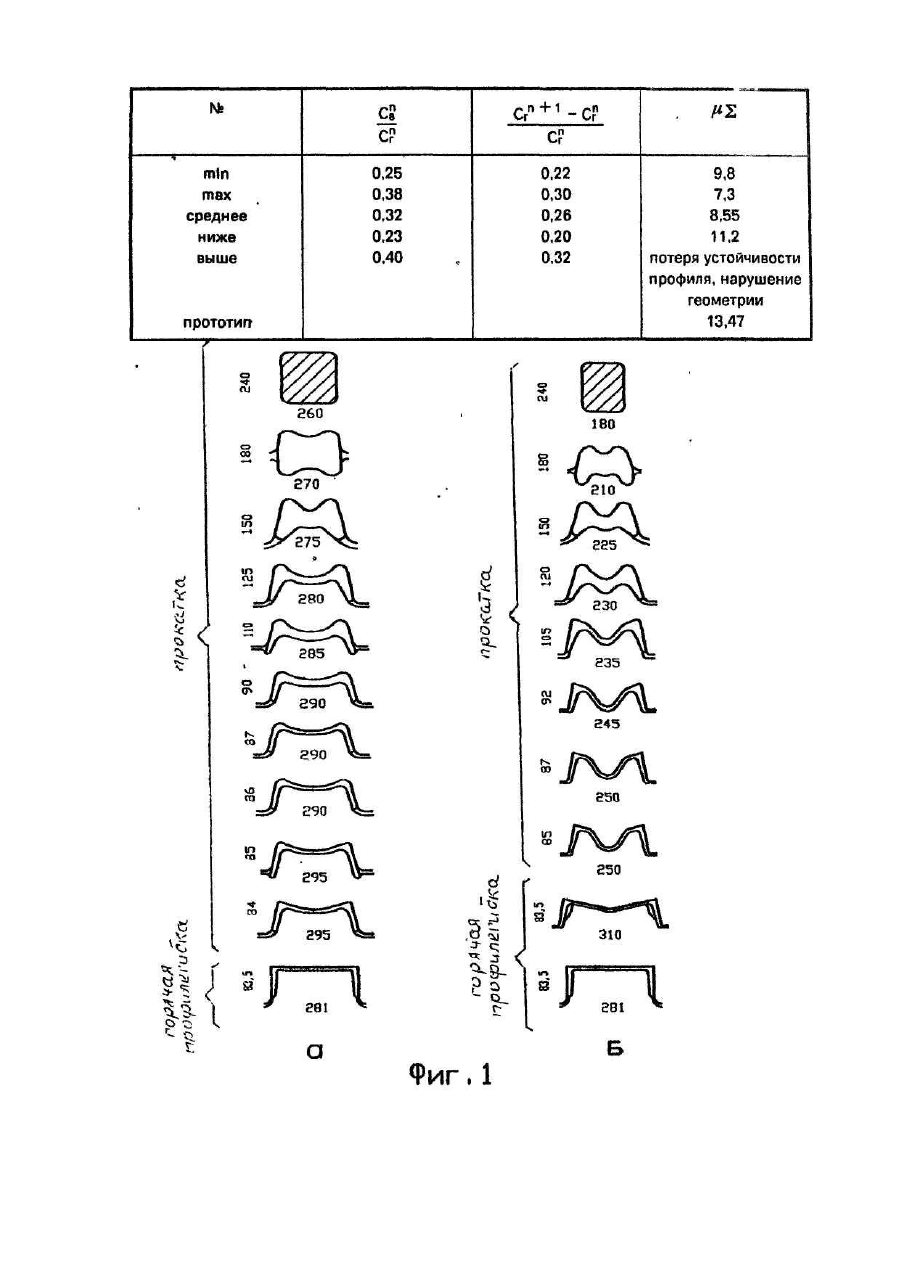
Изобретение относится к прокатному производству, а именно к производству профилей швеллерного типа, преимущественно на средне- и крупносортных станах. Наиболее близким по технической сущности и достигаемым результатам является способ производства профилей швеллерного типа, включающий прокатку в развернутых калибрах и последующую горячую профилегибку [Тубольцев А.Г. и др. Прокатка швеллерного типа №20 на стане 600 с черновым универсальным калибром. - Сталь, 1990, №6, с. 47-49]. Недостатком применения данного способа является применение высоких вытяжек в каждом проходе в связи с использованием заготовок большой ширины, что приводит к большому расходу энергии и износу валков. В основу изобретения поставлена задача разработать способ производства профилей швеллерного типа, в котором формирование профиля со знакопеременным переломом с оптимальным отношением вертикальной проекции стенки к ее горизонтальной проекции при прокатке в развернутых калибрах и последующая профилегибка с оптимальным уширением горизонтальной проекции средней лини стенки и сохранением углов раскрытия полок до и после прохода позволяет снизить вытяжку и, в результате, расход энергии и износ валков. Поставленная задача решается тем, что в способе производства профилей швеллерного типа, включающем прокатку в развернутых калибрах и последующую горячую профилегибку, согласно изобретению, при прокатке в развернутых калибрах формируют профиль со знакопеременным переломом стеши с отношением вертикальной проекции стенки к ее горизонтальной проекции 0,25-0,38, а последующей горячей профилегибкой формируют стенку с одинарным переломом с сохранением углов раскрытия полок до и после прохода, при этом относительное уширение горизонтальной проекции средней линии стенки за один проход составляет 0,22-0,30. Выбор отношения вертикальной проекции стенки к ее горизонтальной проекции и величины относительного уширения горизонтальной проекции средней линии стенки за один проход обусловлен величиной вытяжки за проход и, в результате, расходом энергии и износом валков, а также прочностью валков, устойчивостью профиля и качеством, геометрии профиля. Формирование в развернутых калибрах профиля, у которого стенка имеет знакопеременный перелом с отношением вертикальной проекции стенки к ее горизонтальной проекции менее 0,25, приводит к увеличению вытяжки, в результате, к увеличению расхода энергии и износа валков. Формирование в развернутых калибрах профиля, у которого стенка имеет знакопеременный перелом с отношением вертикальной проекции стенки к ее горизонтальной проекции более 0,38, приводит к снижению прочности валков, потере устойчивости профиля и повышению неравномерности деформации, снижающей качество геометрии профиля. Горячая профилегибка с относительным уширением горизонтальной проекции средйей линии стенки за один проход менее 0,22 приводит к увеличению вытяжки и, в результате, к увеличению расхода энергии и износа валков. Горячая профилегибка с относительным уширением горизонтальной проекции средней линии стенки за один проход более 0,30 приводит к потере устойчивости профиля и искажению его формы. При этом сохранение углов раскрытия" полок до и после прохода обеспечивает устойчивость профилегибки за счет исключения прогибки фланцев. На фиг. 1 представлена калибровка швеллера №28 по существующему способу (а) и по предлагаемому способу (б); на фиг. 2 - схема профилегибки. Способ осуществляется следующим образом. Из заготовки в развернутых калибрах (фиг. 16) формируют профиль со знакопеременным переломом Cn в , n стенки с отношением вертикальной проекции стенки к ее горизонтальной проекции ( Cг фиг. 2) 0,25-0,38, а последующей горячей профилегибкой профиля формируют стенку с одинарным переломом с сохранением углов раскрытия полок (a п= a п+1, фи г. 2), при этом относительное уширение горизонтальной проекции средней C n +1 - C n в г , Cn г линии стенки ( фиг. 2) за один проход составляет 0,22-0,30. Пример осуществления способа. На крупносортном полунепрерывном стане 600 из заготовки 240x180 в развернутых калибрах за 7 проходов формировали профиль со знакопеременным переломом стенки с отношением вертикальной проекции стенки к ее горизонтальной проекции 0,25-0,38, а последующей горячей профилегибкой профиля формировали стенку с одинарным переломом с сохранением углов раскрытия полок, при этом относительное уширение горизонтальной проекции средней линии стенки за один проход составляло 0,22-0,30. Ниже в таблице приведены результаты испытания способа при граничных и средних значениях отношения вертикальной проекции стенки к ее горизонтальной проекции и величины относительного уширения горизонтальной проекции средней линии стенки, а также значениях указанных параметров выше и ниже граничных. Таким образом, применение предлагаемого способа позволяет снизить величину вытяжки и, в результате, расход энергии и износ валков, а также расширить сортамент стана. Кроме того предлагаемый способ позволяет получать экономичные профили, в том числе швеллеры с параллельными полками.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing profiles of channel type
Автори англійськоюDorozhko Ivan Kyrylovych, Lutskyi Mykhailo Borysovych, Chichkan Artur Oleksiiovych, Lutsenko Viktor Oleksandrovych, Dorofieiev Volodymyr Mykolaiovych, Bondarenko Mykola Andriiovych, Skorokhod Mykola Mykhailovych, Mironov Yevhen Kostiantynovych, Hanzelynskyi Serhii Mykolaiovych, Loktionov Petro Yakovych, Chudnovets Oleksandr Mykolaiovych, Molochek Oleksandr Vasyliovych, Khaliuta Volodymyr Mykolaiovych, Danylovych Heorhii Volodymyrovych, Salyschev Serhii Yehorovych
Назва патенту російськоюСпособ производства профилей швеллерного типа
Автори російськоюДорожко Иван Кириллович, Луцкий Михаил Борисович, Чичкан Артур Алексеевич, Луценко Виктор Александрович, Дорофеев Владимир Николаевич, Бондаренко Николай Андреевич, Скороход Николай Михайлович, Миронов Евгений Константинович, Ганзелинский Сергей Николаевич, Локтионов Петр Яковлевич, Чудновец Александр Николаевич, Молочек Александр Васильевич, Халюта Владимир Николаевич, Данилович Георгий Владимирович, Салищев Сергей Егорович
МПК / Мітки
МПК: B21B 1/08
Мітки: типу, спосіб, швелерного, профілів, виробництва
Код посилання
<a href="https://ua.patents.su/3-23027-sposib-virobnictva-profiliv-shvelernogo-tipu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва профілів швелерного типу</a>
Спосіб прокатки профілів швелерного типу
Номер патенту: 964
Опубліковано: 15.12.1993
Автори: Мних Юрій Вікентійович, Дорожко Іван Кирилович, Проценко Юрій Юрьєвич, Кірієнко Анатолій Іванович, Мирошниченко Анатолій Васильович, Филонов Юрій Всеволодович, Гавриленко Євген Дмитрович
Мітки: спосіб, профілів, прокатки, швелерного, типу
Формула / Реферат:
Способ прокатки профилей швеллерного типа, включающий деформацию в черновых проходах развернутого раската с изогнутыми стенкой и полками, выпрямление элементов профиля и подгибку полок по направлению к стенке в чистовом калибре, отличающийся тем, что, с целью улучшения качества проката по механическим свойствам за счет повышения степени проработки структуры металла в полках профиля, в черновых проходах раскат формируют с двойным...
Спосіб виробництва спіральних профілів та пристрій для його здійснення
Номер патенту: 5329
Опубліковано: 28.12.1994
Автори: Гребенюк Микола Олександрович, Поленов Олександр Олексійович, Добров Ігор В'ячеславович, Ємел'янов В'ячеслав Григорович, Доброва Світлана Павлівна
МПК: B21C 1/00
Мітки: спосіб, виробництва, спіральних, здійснення, профілів, пристрій
Формула / Реферат:
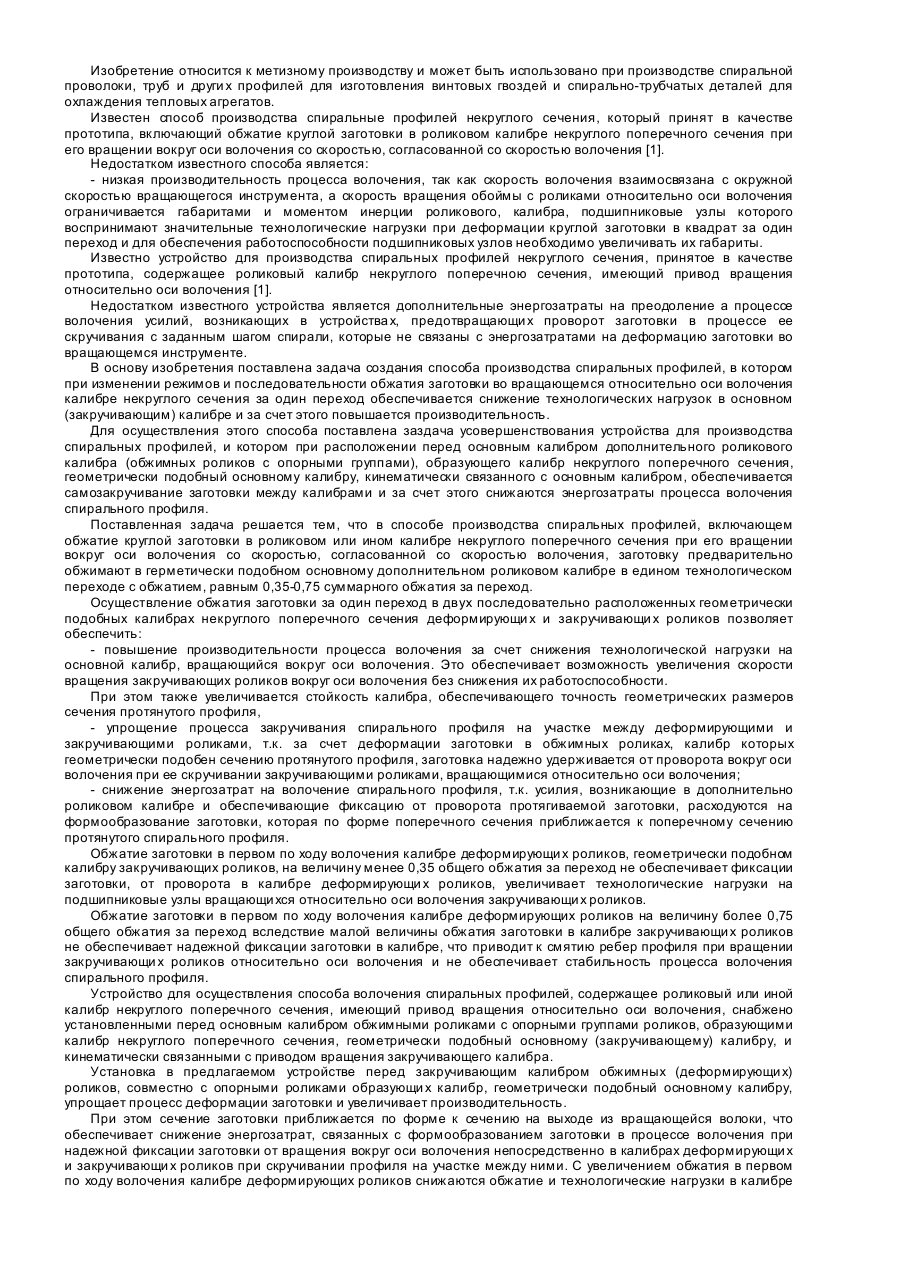
1. Способ производства спиральных профилей, включающий обжатие круглой заготовки в роликовом или ином калибре некруглого поперечного сечения при его вращении вокруг оси волочении со скоростью, согласованной со скоростью волочения, отличающийся тем, что заготовку предварительно обжимают в геометрически подобном основному дополнительном роликовом калибре в едином технологическом переходе с обжатием, равным 0,35-0,75 суммарного обжатия....
Спосіб виготовлення гнутих профілей
Номер патенту: 2979
Опубліковано: 26.12.1994
Автори: Здибель Микола Маркович, Марченко Віктор Семенович, Калужський Володимир Борисович
МПК: B21D 5/06
Мітки: спосіб, виготовлення, профілей, гнутих
Формула / Реферат:
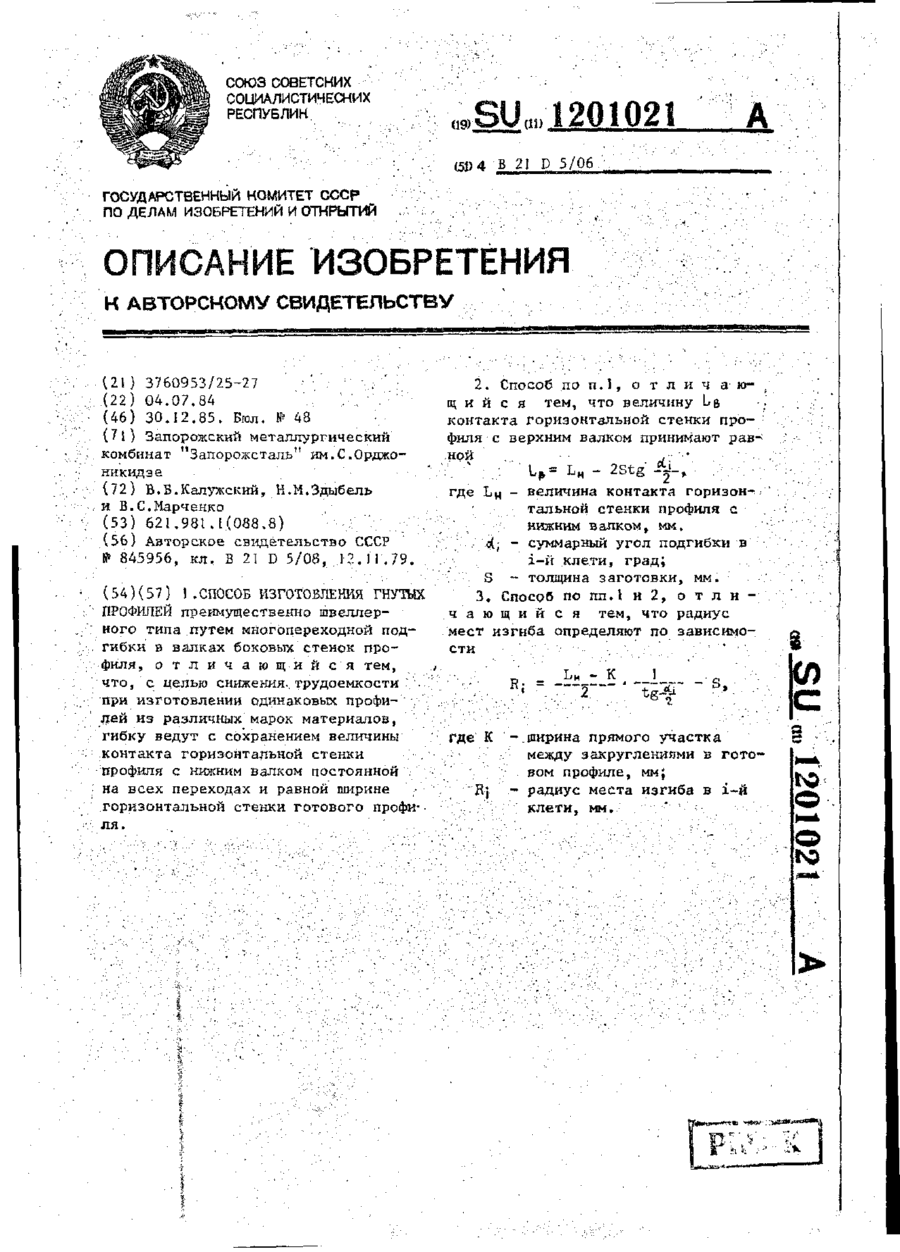
1. Способ изготовления гнутых профилей преимущественно швеллерного типа путем многопереходной подгибки в валках боковых стенок профиля, отличающийся тем, что, с целью снижения трудоемкости при изготовлении одинаковых профилей из различных марок материалов, гибку ведут с сохранением величины контакта горизонтальной стенки профиля с нижним валком постоянной на всех переходах и равной ширине горизонтальной стенки готового профиля. 2....
Спосіб виробництва швелерів
Номер патенту: 21262
Опубліковано: 04.11.1997
Автори: Гринавцев Олег Валерійович, Гринавцев Валерій Микитович
МПК: B21B 1/08
Мітки: швелерів, виробництва, спосіб
Формула / Реферат:
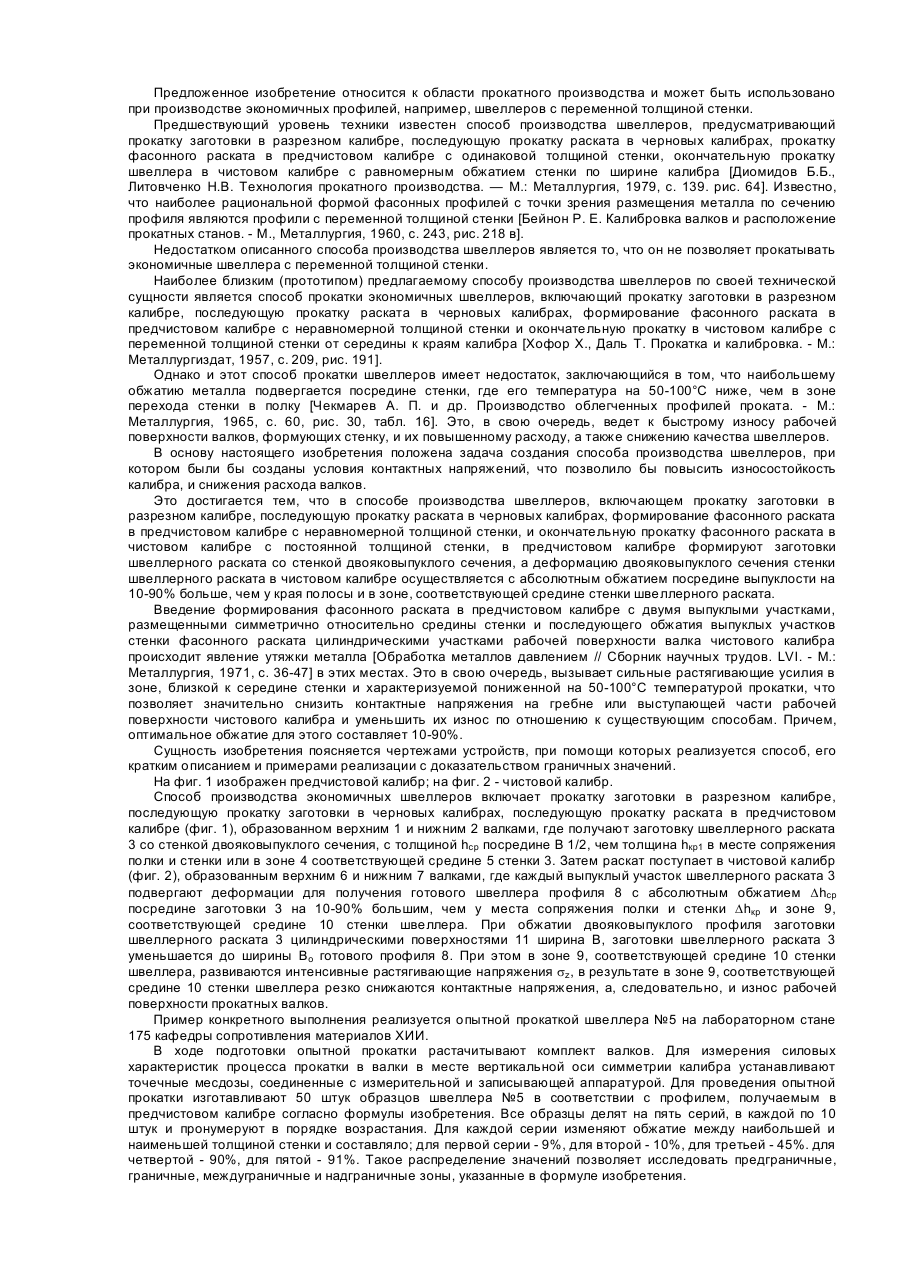
Способ производства швеллеров, включающий прокатку заготовки в разрезном калибре, формирование фасонного раската в предчистовом калибре с неравномерной толщиной стенки, окончательную прокатку фасонного раската в чистовом калибре с постоянной толщиной стенки, отличающийся тем, что в предчистовом калибре формируют заготовки швеллерного раската со стенкой двояковыпуклого сечения, а деформацию двояковыпуклой стенки швеллерного раската в чистовом...
Спосіб прокатування круглих профілів
Номер патенту: 5340
Опубліковано: 28.12.1994
Автори: Ніколаєв Едуард Петрович, Толпа Анатолій Андрійович
МПК: B21B 1/16
Мітки: прокатування, спосіб, профілів, круглих
Формула / Реферат:
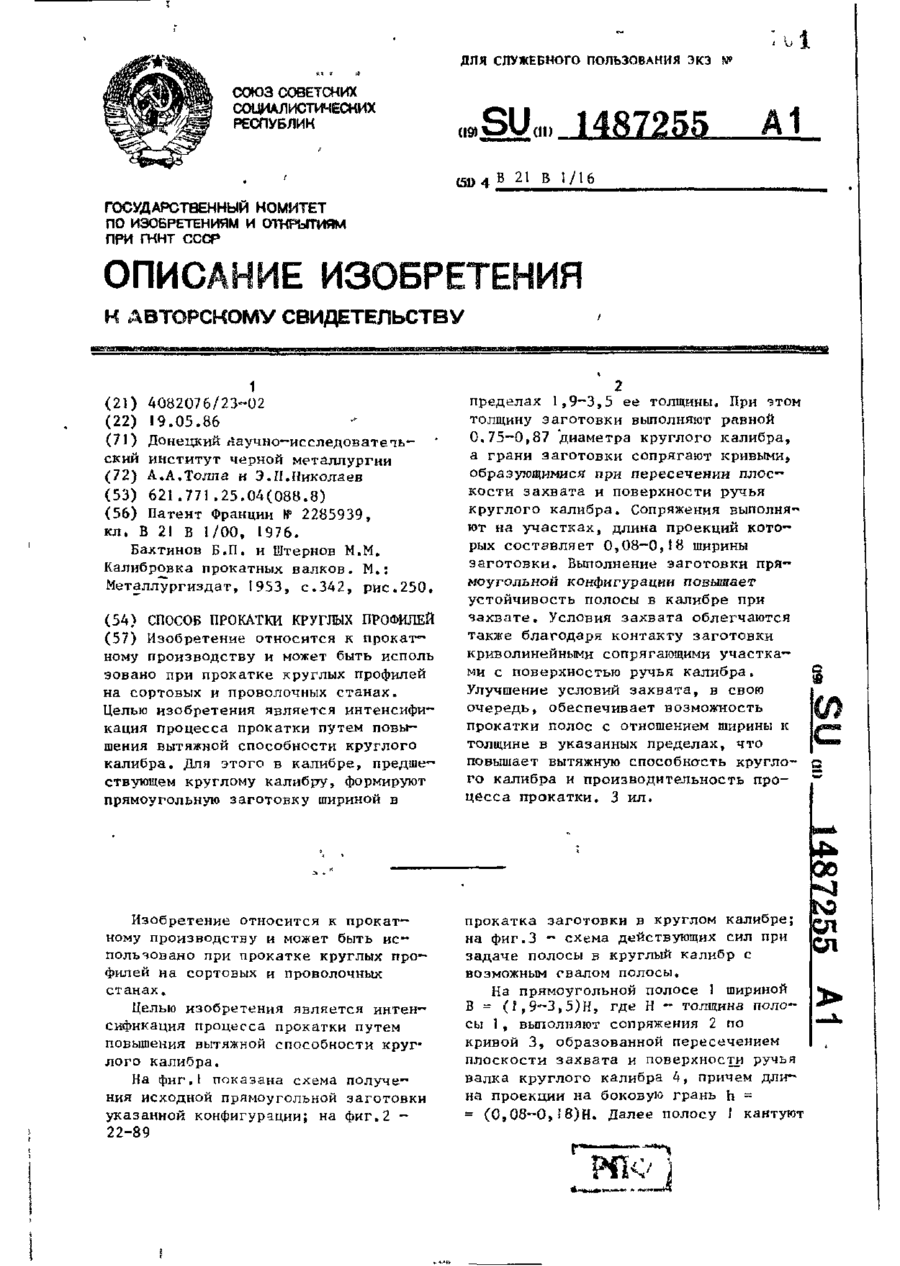
Способ прокатки круглых профилей, включающий ребровую прокатку в круглом калибре полосовой заготовки с плоскими боковыми гранями, имеющей толщину в пределах 0,75-0,87 диаметра круглого калибра, отличающийся тем, что, с целью интенсификации процесса прокатки путем повышения вытяжной способности круглого калибра, прокатку в нем ведут из прямоугольной заготовки с отношением ширины к толщине в пределах 1,9-3,5, грани которой сопряжены...