Спосіб прокатки профілів швелерного типу
Номер патенту: 964
Опубліковано: 15.12.1993
Автори: Мних Юрій Вікентійович, Гавриленко Євген Дмитрович, Дорожко Іван Кирилович, Филонов Юрій Всеволодович, Проценко Юрій Юрьєвич, Кірієнко Анатолій Іванович, Мирошниченко Анатолій Васильович
Формула / Реферат
Способ прокатки профилей швеллерного типа, включающий деформацию в черновых проходах развернутого раската с изогнутыми стенкой и полками, выпрямление элементов профиля и подгибку полок по направлению к стенке в чистовом калибре, отличающийся тем, что, с целью улучшения качества проката по механическим свойствам за счет повышения степени проработки структуры металла в полках профиля, в черновых проходах раскат формируют с двойным знакопеременным перегибом полок, смещая зону перегиба от прохода к проходу в направлении кромок полок и сохраняя угол наклона касательной в точке перегиба к горизонтали не более
![]() ,
,
где h - величина прогиба стенки;
В - проекция стенки на горизонталь.
Текст
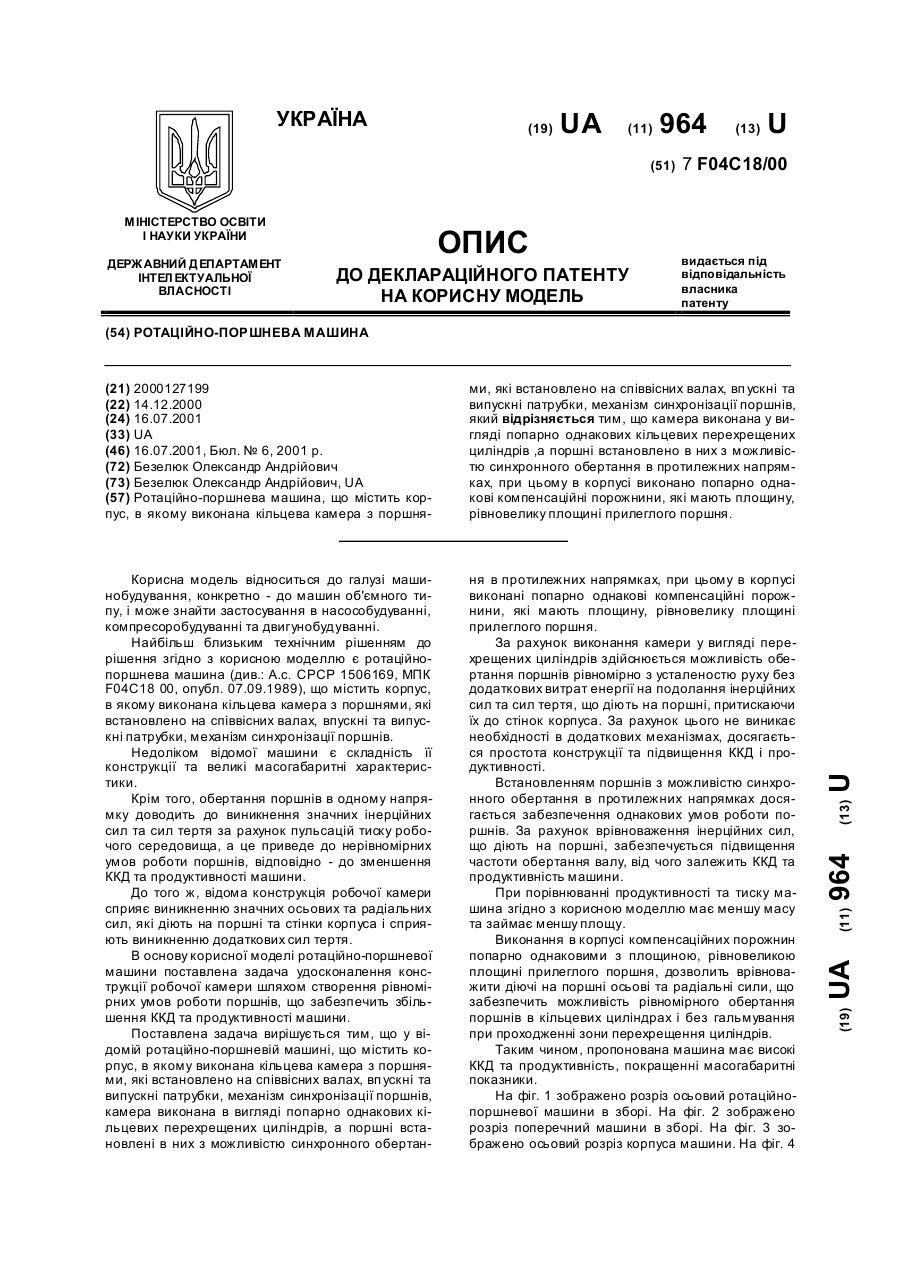
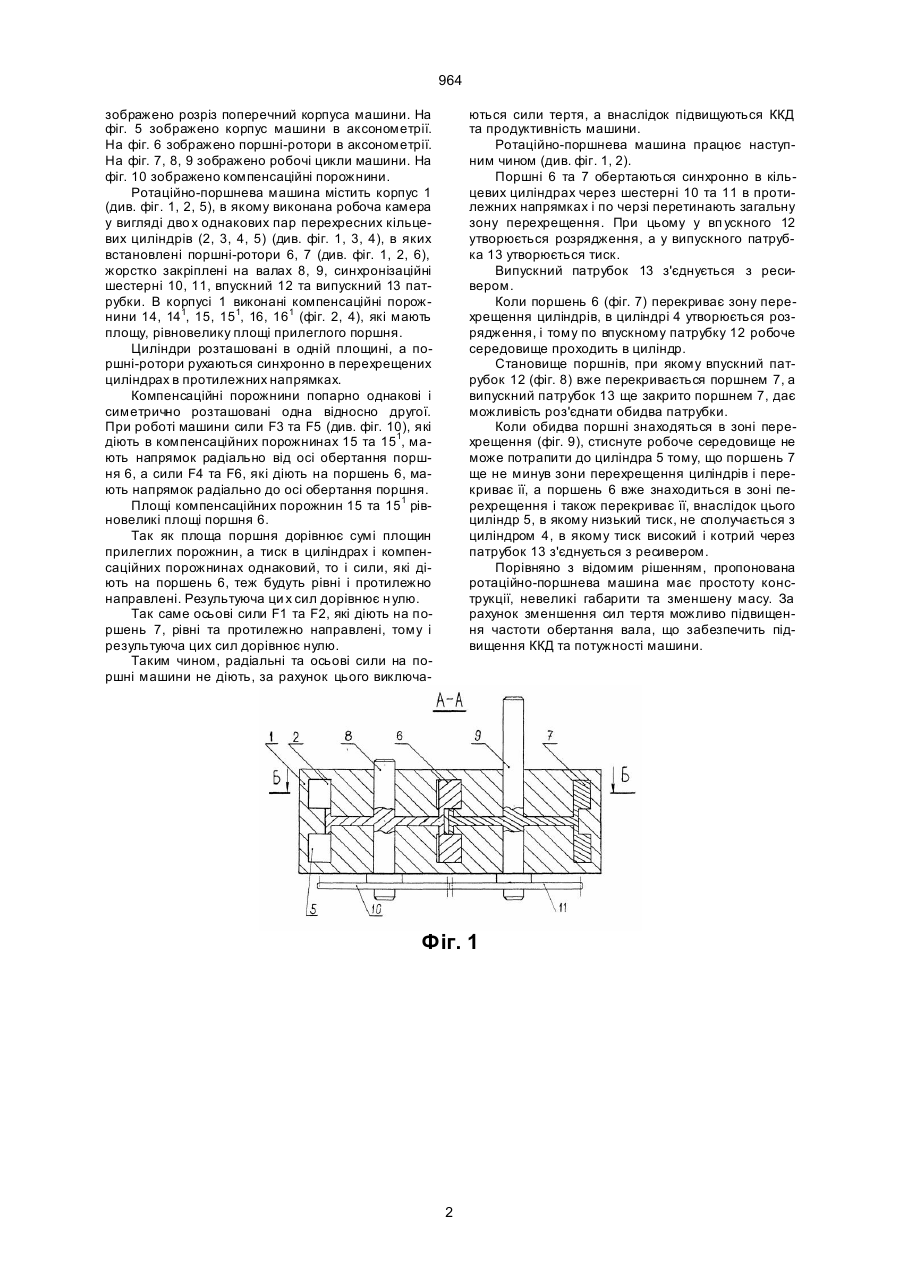
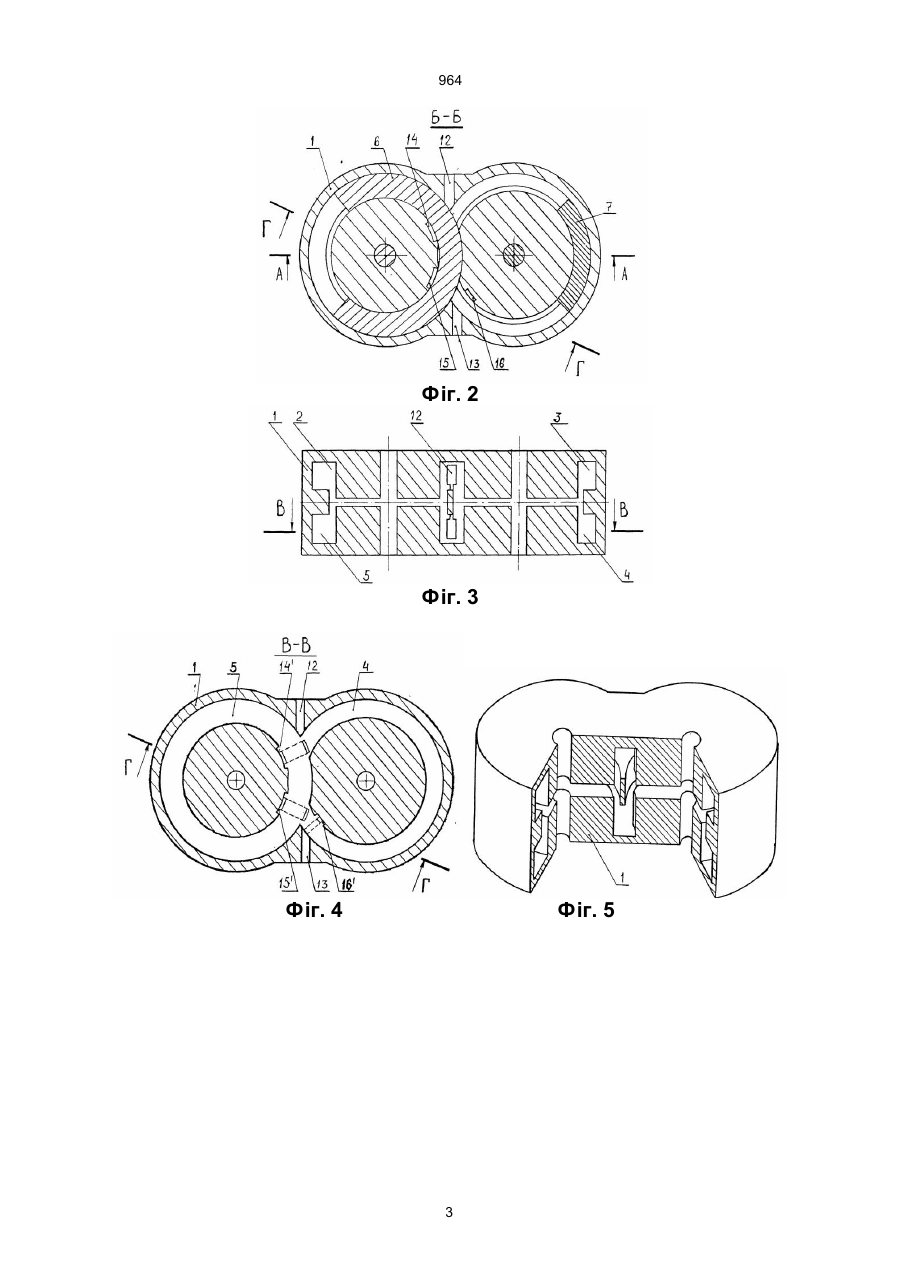
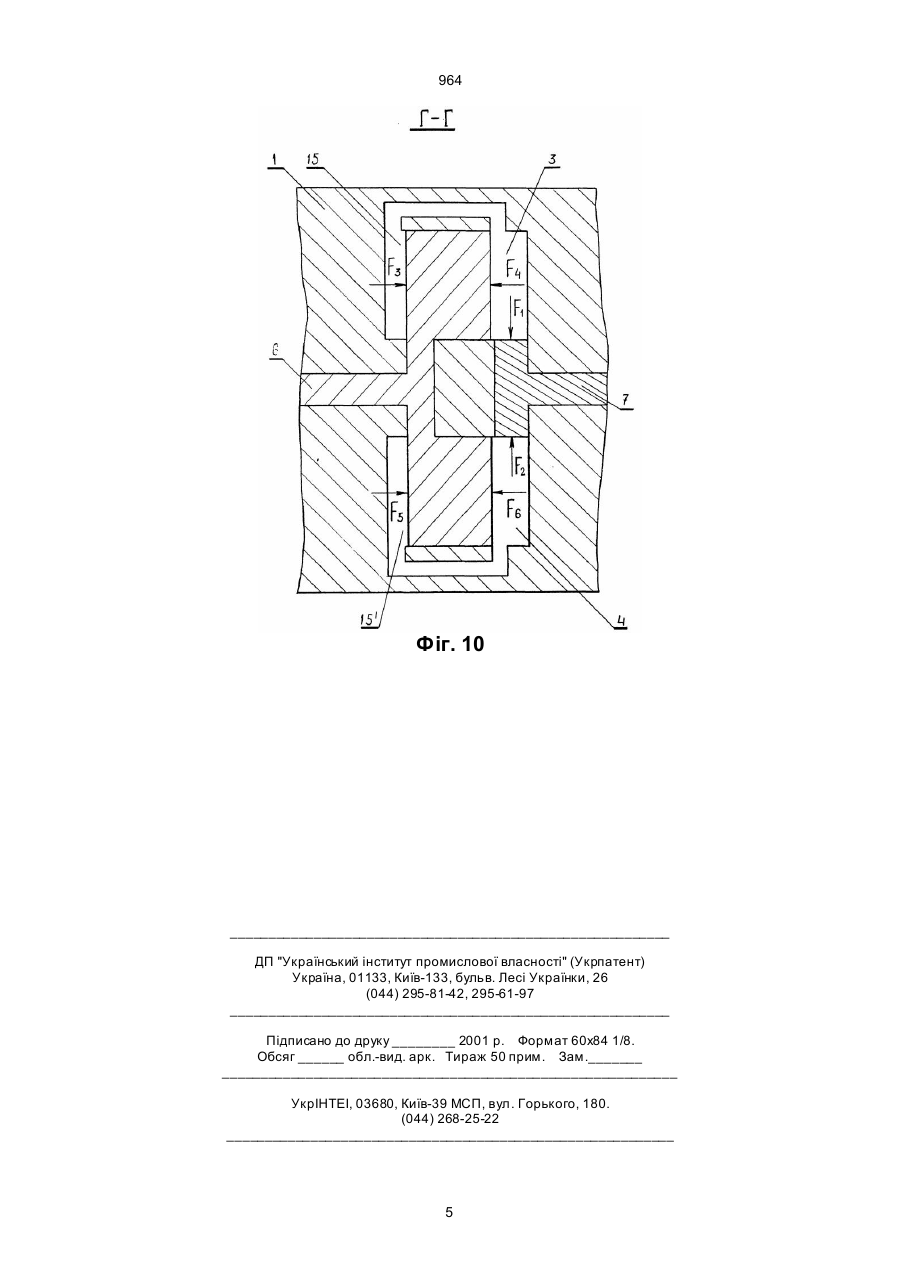
Ротаційно-поршнева машина, що містить корпус, в якому виконана кільцева камера з поршня 964 зображено розріз поперечний корпуса машини. На фіг. 5 зображено корпус машини в аксонометрії. На фіг. 6 зображено поршні-ротори в аксонометрії. На фіг. 7, 8, 9 зображено робочі цикли машини. На фіг. 10 зображено компенсаційні порожнини. Ротаційно-поршнева машина містить корпус 1 (див. фіг. 1, 2, 5), в якому виконана робоча камера у вигляді дво х однакових пар перехресних кільцевих циліндрів (2, 3, 4, 5) (див. фіг. 1, 3, 4), в яких встановлені поршні-ротори 6, 7 (див. фіг. 1, 2, 6), жорстко закріплені на валах 8, 9, синхронізаційні шестерні 10, 11, впускний 12 та випускний 13 патрубки. В корпусі 1 виконані компенсаційні порожнини 14, 141, 15, 151, 16, 161 (фіг. 2, 4), які мають площу, рівновелику площі прилеглого поршня. Циліндри розташовані в одній площині, а поршні-ротори рухаються синхронно в перехрещених циліндрах в протилежних напрямках. Компенсаційні порожнини попарно однакові і симетрично розташовані одна відносно другої. При роботі машини сили F3 та F5 (див. фіг. 10), які діють в компенсаційних порожнинах 15 та 151, мають напрямок радіально від осі обертання поршня 6, а сили F4 та F6, які діють на поршень 6, мають напрямок радіально до осі обертання поршня. Площі компенсаційних порожнин 15 та 151 рівновеликі площі поршня 6. Так як площа поршня дорівнює сумі площин прилеглих порожнин, а тиск в циліндрах і компенсаційних порожнинах однаковий, то і сили, які діють на поршень 6, теж будуть рівні і протилежно направлені. Результуюча ци х сил дорівнює н улю. Так саме осьові сили F1 та F2, які діють на поршень 7, рівні та протилежно направлені, тому і результуюча цих сил дорівнює нулю. Таким чином, радіальні та осьові сили на поршні машини не діють, за рахунок цього виключа ються сили тертя, а внаслідок підвищуються ККД та продуктивність машини. Ротаційно-поршнева машина працює наступним чином (див. фіг. 1, 2). Поршні 6 та 7 обертаються синхронно в кільцевих циліндрах через шестерні 10 та 11 в протилежних напрямках і по черзі перетинають загальну зону перехрещення. При цьому у вп ускного 12 утворюється розрядження, а у випускного патрубка 13 утворюється тиск. Випускний патрубок 13 з'єднується з ресивером. Коли поршень 6 (фіг. 7) перекриває зону перехрещення циліндрів, в циліндрі 4 утворюється розрядження, і тому по впускному патрубку 12 робоче середовище проходить в циліндр. Становище поршнів, при якому впускний патрубок 12 (фіг. 8) вже перекривається поршнем 7, а випускний патрубок 13 ще закрито поршнем 7, дає можливість роз'єднати обидва патрубки. Коли обидва поршні знаходяться в зоні перехрещення (фіг. 9), стиснуте робоче середовище не може потрапити до циліндра 5 тому, що поршень 7 ще не минув зони перехрещення циліндрів і перекриває її, а поршень 6 вже знаходиться в зоні перехрещення і також перекриває її, внаслідок цього циліндр 5, в якому низький тиск, не сполучається з циліндром 4, в якому тиск високий і котрий через патрубок 13 з'єднується з ресивером. Порівняно з відомим рішенням, пропонована ротаційно-поршнева машина має простоту конструкції, невеликі габарити та зменшену масу. За рахунок зменшення сил тертя можливо підвищення частоти обертання вала, що забезпечить підвищення ККД та потужності машини. Фіг. 1 2 964 Фіг. 2 Фіг. 3 Фіг. 4 Фіг. 5 3 964 Фіг. 6 Фіг. 7 Фіг. 8 Фіг. 9 4 964 Фіг. 10 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 5
ДивитисяДодаткова інформація
Автори англійськоюHavrylenko Yevhen Dmytrovych, Myroshnychenko Anatolii Vasyliovych, Kiriienko Anatolii Ivanovych, Filonov Yurii Vsevolodovych, Mnykh Yurii Vikentiiovych, Dorozhko Ivan Kyrylovych
Автори російськоюГавриленко Евгений Дмитриевич, Мирошниченко Анатолий Васильевич, Кириенко Анатолий Иванович, Филонов Юрий Всеволодович, Мных Юрий Викентиевич, Дорожко Иван Кириллович
МПК / Мітки
Мітки: швелерного, спосіб, профілів, прокатки, типу
Код посилання
<a href="https://ua.patents.su/5-964-sposib-prokatki-profiliv-shvelernogo-tipu.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки профілів швелерного типу</a>
Спосіб прокатки штабового металу
Номер патенту: 652
Опубліковано: 15.12.1993
Автори: Гончар Володимир Павлович, Кузнєцов Лев Федорович, Ющевський Віктор Карлович, Прохода Григорій Сергійович, Гавриленко Євген Дмитрович, Сапригін Хразален Михайлович, Єремєєв Віктор Іванович, Крупник Ісаак Абрамович, Филонов Юрій Всеволодович
МПК: B21B 1/38
Мітки: металу, спосіб, штабового, прокатки
Формула / Реферат:
1. Способ прокатки полосового металла, включающий неравномерную деформацию заготовки по ширине с образованием центральной и прикромочных зон прокаткой в профилированных валках с чередованием их в четных и нечетных проходах, отличающийся тем, что, с целью повышения качества проката путем увеличения механических свойств, прокатку в четных проходах центральной и прикромочных зон осуществляют с градиентом коэффициента обжатия,...
Спосіб безперервної прокатки штабів
Номер патенту: 805
Опубліковано: 15.12.1993
Автори: Букрєєв Іван Іванович, Шишко Юрій Борисович, Ющевський Віктор Карлович, Гавриленко Євген Дмитрович, Єрємєєв Віктор Іванович, Кузнєцов Лев Федорович, Холодило Валерій Андрійович, Филонов Юрій Всеволодович, Андрійчук Сергій Андрійович
МПК: B21B 1/26
Мітки: прокатки, спосіб, штабів, безперервної
Формула / Реферат:
Способ непрерывной прокатки полос, преимущественно высоких, в системо ребрового и пластового калибров, включающий создание момента осевого скручивания раската на выходе из калибра в процессе ребрового обжатия, отличающийся тем, что, с целью облегчения кантовки раската при передаче его из ребрового в пластовый калибр, в ребровом калибре создают утолщения в угловых зонах по одной из диагоналей профиля раската путем преимущественного...
Спосіб виробництва вина типу марсала
Номер патенту: 797
Опубліковано: 15.12.1993
Автори: Баргман Григорій Іларіонович, Пушкарйов Микола Михайлович, Лянна Валентина Іванівна, Ольшанська Людмила Іванівна, Міндадзе Раінді Капітонович
МПК: C12G 1/02
Мітки: типу, спосіб, марсала, виробництва, вина
Формула / Реферат:
1. Способ производства вина типа Марсала, предусматривающий приготовление сухого вино-материала сбраживанием сусла, спиртованного сусла до 18—19 об.% путем его спиртования, и концентрированного сусла путем уваривания до 60—70% сахара с последующим их купажированием, отличающийся тем, что с целью повышения качества готового продукта и упрощения процесса, сухой виноматериал готовят из сорта винограда Сухолиманский белый, концентрированное...
Спосіб випробування відцентрового регулятора
Номер патенту: 22
Опубліковано: 30.04.1993
Автор: Музичук Федір Максимович
МПК: F02D 1/08
Мітки: відцентрового, спосіб, випробування, регулятора
Формула / Реферат:
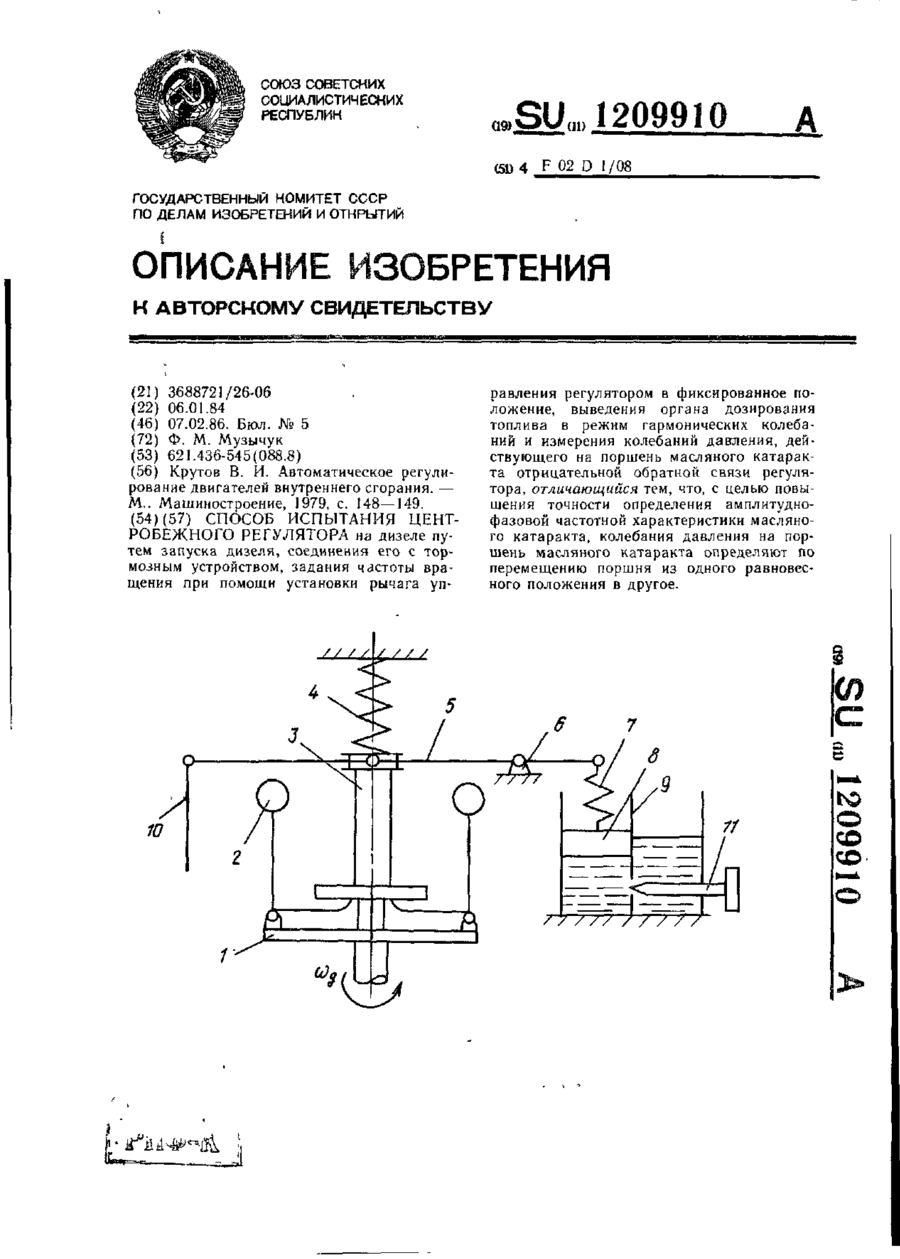
(57) СПОСОБ ИСПЫТАНИЯ ЦЕНТРОБЕЖНОГО РЕГУЛЯТОРА на дизеле путем запуска дизеля, соединения его с тормозным устройством, задания частоты вращения при помощи установки рычага управления регулятором в фиксированное положение, выведения органа дозирования топлива в режим гармонических колебаний и измерения колебаний давления, действующего на поршень масляного катаракта отрицательной обратной связи регулятора, отличающийся тем, что, с целью...
Гідросистема механізму затиску деталей контактної стикової зварювальної машини кліщового типу
Номер патенту: 315
Опубліковано: 30.04.1993
Автори: Голомовзюк Іван Корнійович, Кривенко Валерій Георгійович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: кліщового, контактної, гідросистема, деталей, машини, затиску, типу, стикової, зварювальної, механізму
Формула / Реферат:
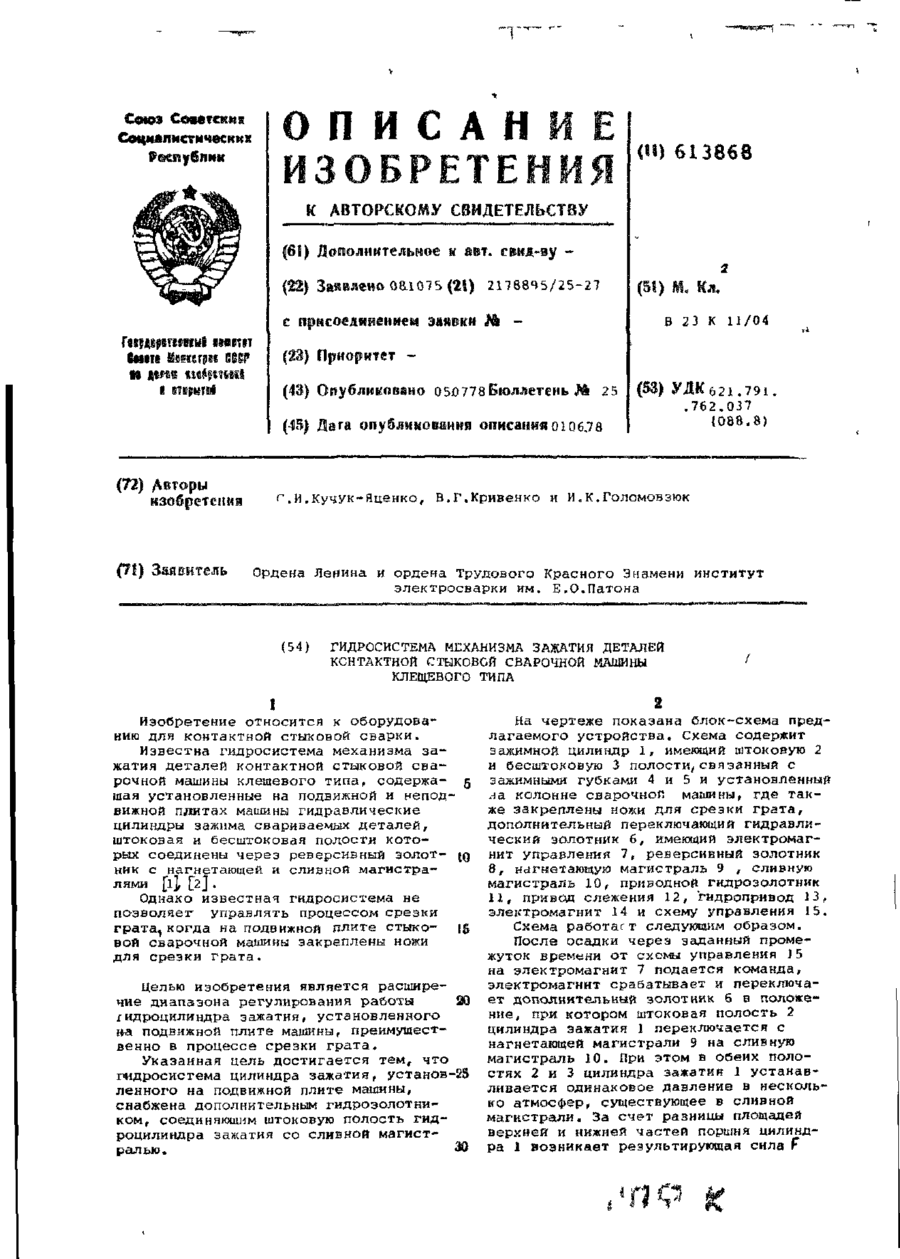
Формула изобретенияГидросистема механизма зажатия деталей контактной стыковой сварочной машины клещевого типа, содержащая установленные на подвижной и неподвижной плитах машины гидравлические цилиндры зажатия свариваемых деталей, штоковая и бесштоковая полости которых соединены через реверсивный золотник с нагнетающей и сливной магистралями, отличающаяся тем, что, с целью расширения диапазона регулирования работы гидроцилиндра зажатия,...
Попередній патент: Миючий засіб для прання
Наступний патент: Землерийна машина
Випадковий патент: Похідні піроло[3,2-d]-піримідин-4-ону та їх застосування у терапії