Спосіб виробництва швелерів
Номер патенту: 21262
Опубліковано: 04.11.1997
Автори: Гринавцев Валерій Микитович, Гринавцев Олег Валерійович
Формула / Реферат
Способ производства швеллеров, включающий прокатку заготовки в разрезном калибре, формирование фасонного раската в предчистовом калибре с неравномерной толщиной стенки, окончательную прокатку фасонного раската в чистовом калибре с постоянной толщиной стенки, отличающийся тем, что в предчистовом калибре формируют заготовки швеллерного раската со стенкой двояковыпуклого сечения, а деформацию двояковыпуклой стенки швеллерного раската в чистовом калибре осуществляют с абсолютным обжатием посредине выпуклости на 10+90% большим, чем у края полосы и в зоне соответствующей средине стенки швеллерного раската.
Текст
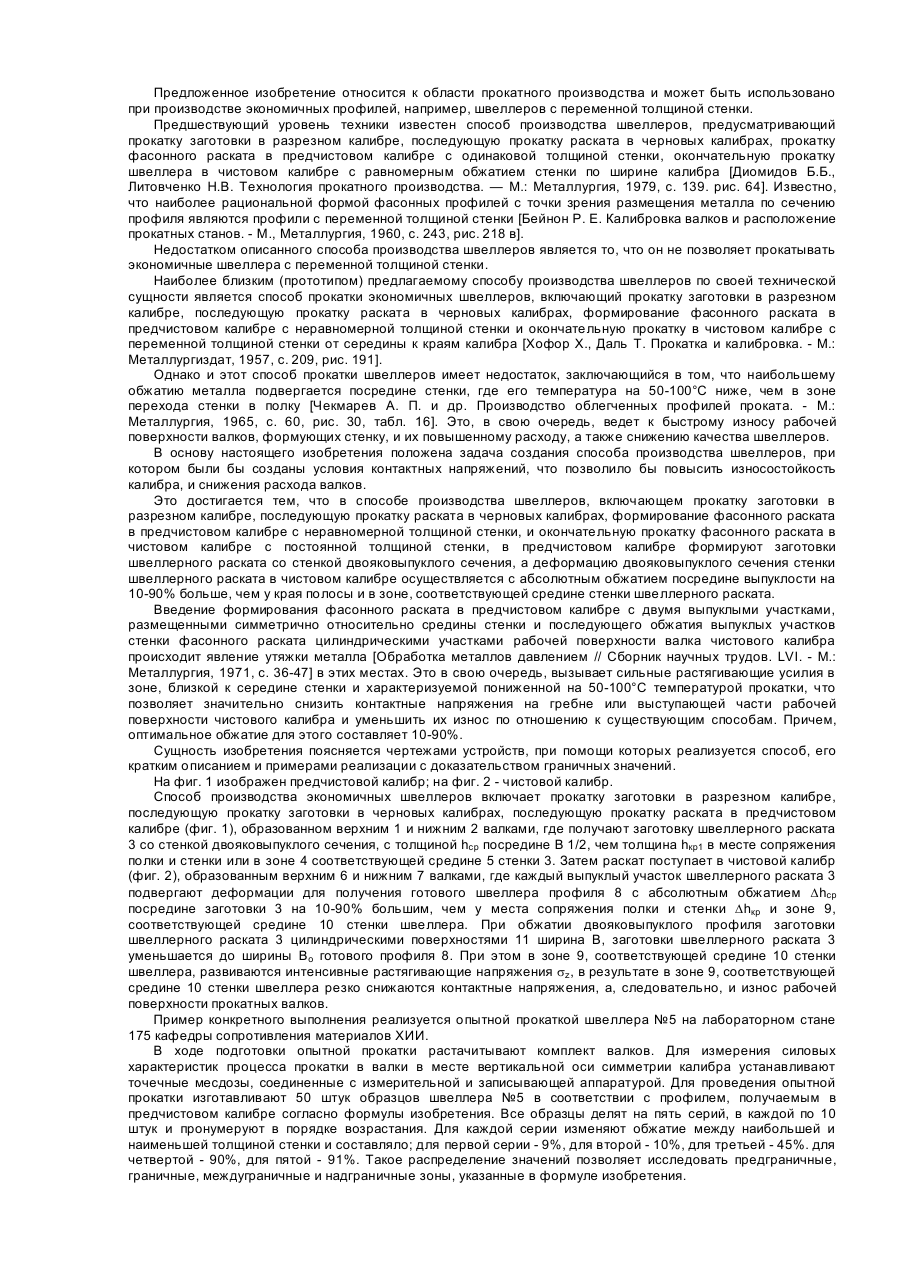
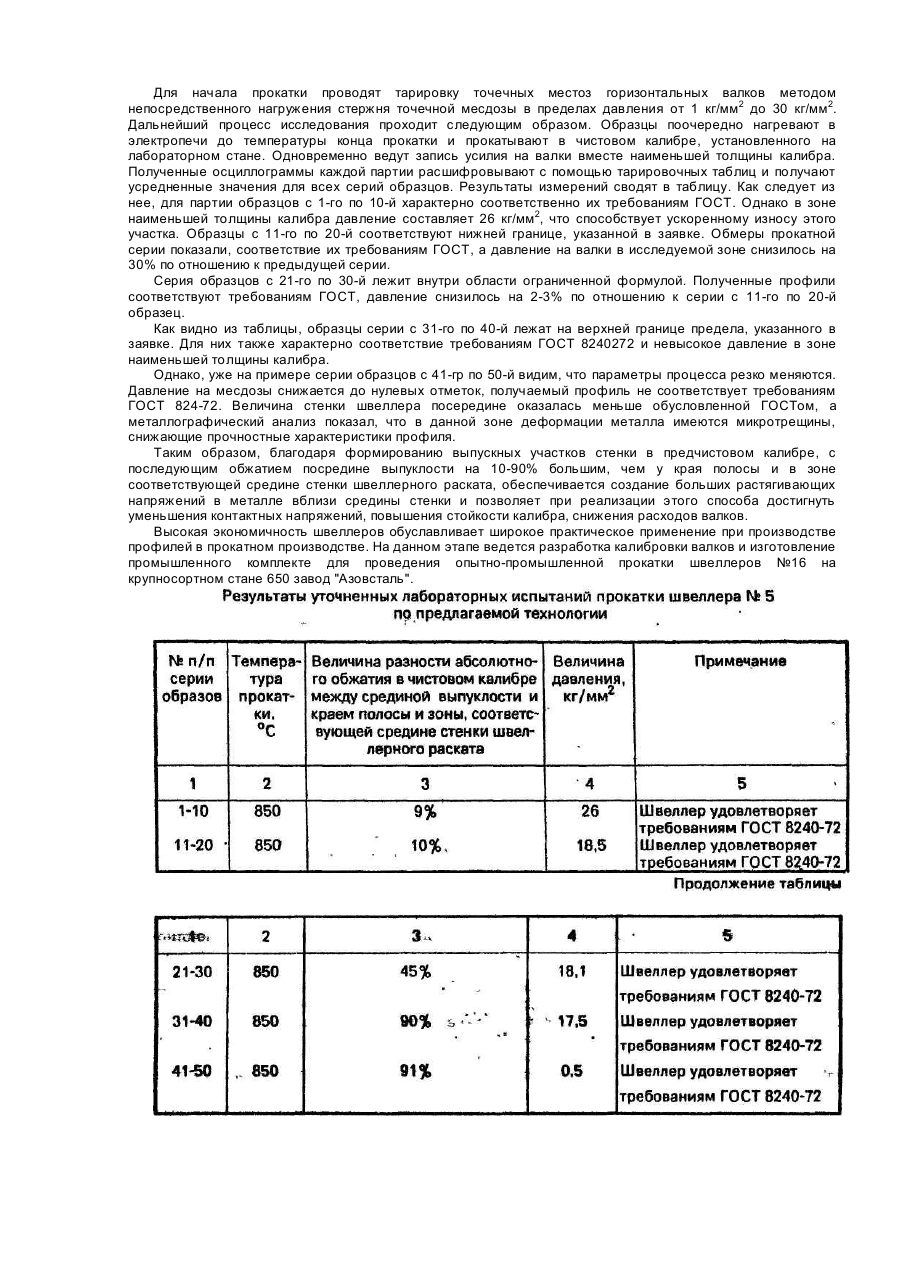
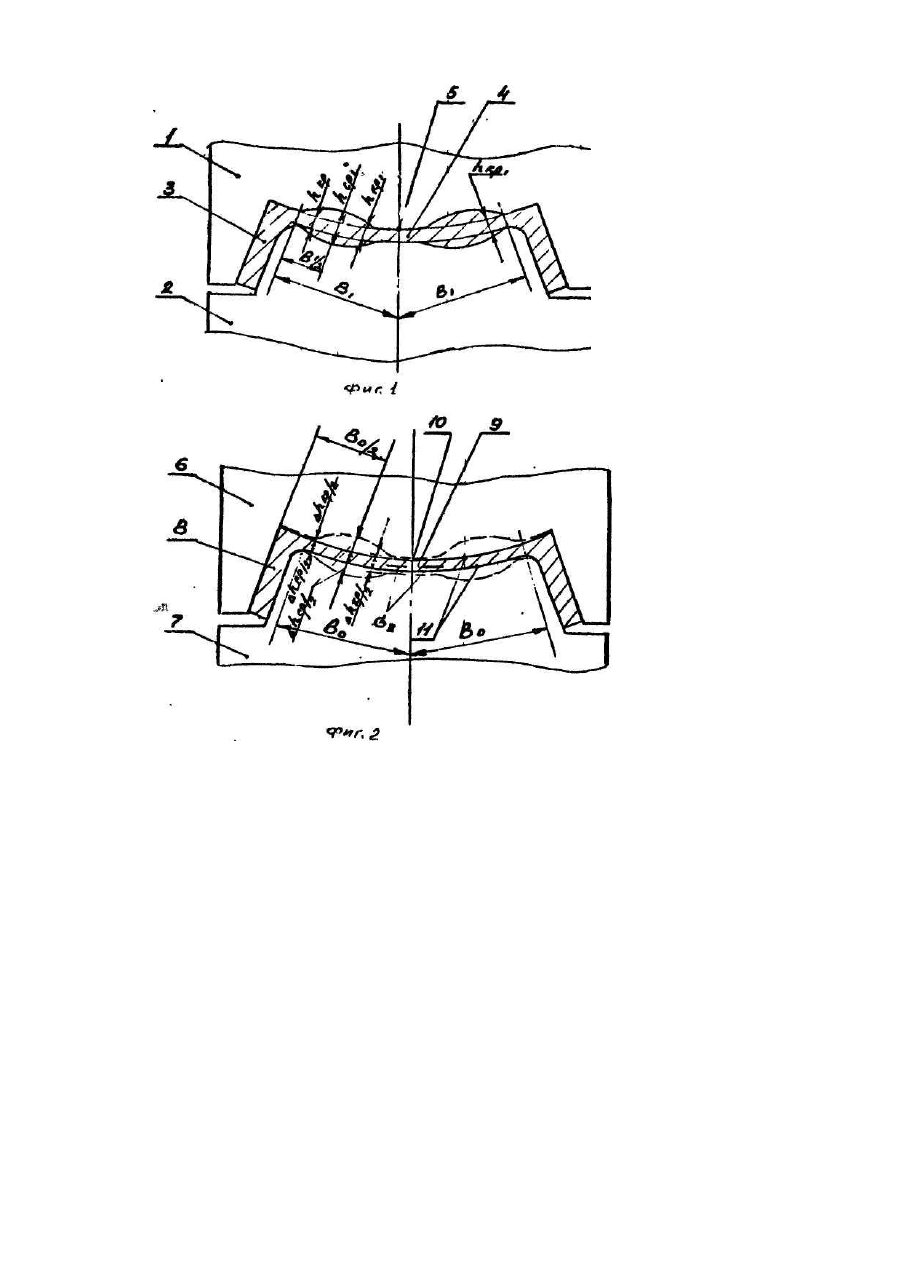
Предложенное изобретение относится к области прокатного производства и может быть использовано при производстве экономичных профилей, например, швеллеров с переменной толщиной стенки. Предшествующий уровень техники известен способ производства швеллеров, предусматривающий прокатку заготовки в разрезном калибре, последующую прокатку раската в черновых калибрах, прокатку фасонного раската в предчистовом калибре с одинаковой толщиной стенки, окончательную прокатку швеллера в чистовом калибре с равномерным обжатием стенки по ширине калибра [Диомидов Б.Б., Литовченко Н.В. Технология прокатного производства. — М.: Металлургия, 1979, с. 139. рис. 64]. Известно, что наиболее рациональной формой фасонных профилей с точки зрения размещения металла по сечению профиля являются профили с переменной толщиной стенки [Бейнон Р. Е. Калибровка валков и расположение прокатных станов. - М., Металлургия, 1960, с. 243, рис. 218 в]. Недостатком описанного способа производства швеллеров является то, что он не позволяет прокатывать экономичные швеллера с переменной толщиной стенки. Наиболее близким (прототипом) предлагаемому способу производства швеллеров по своей технической сущности является способ прокатки экономичных швеллеров, включающий прокатку заготовки в разрезном калибре, последующую прокатку раската в черновых калибрах, формирование фасонного раската в предчистовом калибре с неравномерной толщиной стенки и окончательную прокатку в чистовом калибре с переменной толщиной стенки от середины к краям калибра [Хофор X., Даль Т. Прокатка и калибровка. - М.: Металлургиздат, 1957, с. 209, рис. 191]. Однако и этот способ прокатки швеллеров имеет недостаток, заключающийся в том, что наибольшему обжатию металла подвергается посредине стенки, где его температура на 50-100°С ниже, чем в зоне перехода стенки в полку [Чекмарев А. П. и др. Производство облегченных профилей проката. - М.: Металлургия, 1965, с. 60, рис. 30, табл. 16]. Это, в свою очередь, ведет к быстрому износу рабочей поверхности валков, формующих стенку, и их повышенному расходу, а также снижению качества швеллеров. В основу настоящего изобретения положена задача создания способа производства швеллеров, при котором были бы созданы условия контактных напряжений, что позволило бы повысить износостойкость калибра, и снижения расхода валков. Это достигается тем, что в способе производства швеллеров, включающем прокатку заготовки в разрезном калибре, последующую прокатку раската в черновых калибрах, формирование фасонного раската в предчистовом калибре с неравномерной толщиной стенки, и окончательную прокатку фасонного раската в чистовом калибре с постоянной толщиной стенки, в предчистовом калибре формируют заготовки швеллерного раската со стенкой двояковыпуклого сечения, а деформацию двояковыпуклого сечения стенки швеллерного раската в чистовом калибре осуществляется с абсолютным обжатием посредине выпуклости на 10-90% больше, чем у края полосы и в зоне, соответствующей средине стенки швеллерного раската. Введение формирования фасонного раската в предчистовом калибре с двумя выпуклыми участками, размещенными симметрично относительно средины стенки и последующего обжатия выпуклых участков стенки фасонного раската цилиндрическими участками рабочей поверхности валка чистового калибра происходит явление утяжки металла [Обработка металлов давлением // Сборник научных трудов. LVI. - М.: Металлургия, 1971, с. 36-47] в этих местах. Это в свою очередь, вызывает сильные растягивающие усилия в зоне, близкой к середине стенки и характеризуемой пониженной на 50-100°С температурой прокатки, что позволяет значительно снизить контактные напряжения на гребне или выступающей части рабочей поверхности чистового калибра и уменьшить их износ по отношению к существующим способам. Причем, оптимальное обжатие для этого составляет 10-90%. Сущность изобретения поясняется чертежами устройств, при помощи которых реализуется способ, его кратким описанием и примерами реализации с доказательством граничных значений. На фиг. 1 изображен предчистовой калибр; на фиг. 2 - чистовой калибр. Способ производства экономичных швеллеров включает прокатку заготовки в разрезном калибре, последующую прокатку заготовки в черновых калибрах, последующую прокатку раската в предчистовом калибре (фиг. 1), образованном верхним 1 и нижним 2 валками, где получают заготовку швеллерного раската 3 со стенкой двояковыпуклого сечения, с толщиной hcp посредине В 1/2, чем толщина hкр1 в месте сопряжения полки и стенки или в зоне4 соответствующей средине 5 стенки 3. Затем раскат поступает в чистовой калибр (фиг. 2), образованным верхним 6 и нижним 7 валками, где каждый выпуклый участок швеллерного раската 3 подвергают деформации для получения готового швеллера профиля 8 с абсолютным обжатием Dhср посредине заготовки 3 на 10-90% большим, чем у места сопряжения полки и стенки Dhкр и зоне 9, соответствующей средине 10 стенки швеллера. При обжатии двояковыпуклого профиля заготовки швеллерного раската 3 цилиндрическими поверхностями 11 ширина В, заготовки швеллерного раската 3 уменьшается до ширины Во готового профиля 8. При этом в зоне 9, соответствующей средине 10 стенки швеллера, развиваются интенсивные растягивающие напряжения sz, в результате в зоне 9, соответствующей средине 10 стенки швеллера резко снижаются контактные напряжения, а, следовательно, и износ рабочей поверхности прокатных валков. Пример конкретного выполнения реализуется опытной прокаткой швеллера №5 на лабораторном стане 175 кафедры сопротивления материалов ХИИ. В ходе подготовки опытной прокатки растачитывают комплект валков. Для измерения силовых характеристик процесса прокатки в валки в месте вертикальной оси симметрии калибра устанавливают точечные месдозы, соединенные с измерительной и записывающей аппаратурой. Для проведения опытной прокатки изготавливают 50 штук образцов швеллера №5 в соответствии с профилем, получаемым в предчистовом калибре согласно формулы изобретения. Все образцы делят на пять серий, в каждой по 10 штук и пронумеруют в порядке возрастания. Для каждой серии изменяют обжатие между наибольшей и наименьшей толщиной стенки и составляло; для первой серии - 9%, для второй - 10%, для третьей - 45%. для четвертой - 90%, для пятой - 91%. Такое распределение значений позволяет исследовать предграничные, граничные, междуграничные и надграничные зоны, указанные в формуле изобретения. Для начала прокатки проводят тарировку точечных местоз горизонтальных валков методом непосредственного нагружения стержня точечной месдозы в пределах давления от 1 кг/мм2 до 30 кг/мм2. Дальнейший процесс исследования проходит следующим образом. Образцы поочередно нагревают в электропечи до температуры конца прокатки и прокатывают в чистовом калибре, установленного на лабораторном стане. Одновременно ведут запись усилия на валки вместе наименьшей толщины калибра. Полученные осциллограммы каждой партии расшифровывают с помощью тарировочных таблиц и получают усредненные значения для всех серий образцов. Результаты измерений сводят в таблицу. Как следует из нее, для партии образцов с 1-го по 10-й характерно соответственно их требованиям ГОСТ. Однако в зоне наименьшей толщины калибра давление составляет 26 кг/мм2, что способствует ускоренному износу этого участка. Образцы с 11-го по 20-й соответствуют нижней границе, указанной в заявке. Обмеры прокатной серии показали, соответствие их требованиям ГОСТ, а давление на валки в исследуемой зоне снизилось на 30% по отношению к предыдущей серии. Серия образцов с 21-го по 30-й лежит внутри области ограниченной формулой. Полученные профили соответствуют требованиям ГОСТ, давление снизилось на 2-3% по отношению к серии с 11-го по 20-й образец. Как видно из таблицы, образцы серии с 31-го по 40-й лежат на верхней границе предела, указанного в заявке. Для них также характерно соответствие требованиям ГОСТ 8240272 и невысокое давление в зоне наименьшей толщины калибра. Однако, уже на примере серии образцов с 41-гр по 50-й видим, что параметры процесса резко меняются. Давление на месдозы снижается до нулевых отметок, получаемый профиль не соответствует требованиям ГОСТ 824-72. Величина стенки швеллера посередине оказалась меньше обусловленной ГОСТом, а металлографический анализ показал, что в данной зоне деформации металла имеются микротрещины, снижающие прочностные характеристики профиля. Таким образом, благодаря формированию выпускных участков стенки в предчистовом калибре, с последующим обжатием посредине выпуклости на 10-90% большим, чем у края полосы и в зоне соответствующей средине стенки швеллерного раската, обеспечивается создание больших растягивающих напряжений в металле вблизи средины стенки и позволяет при реализации этого способа достигнуть уменьшения контактных напряжений, повышения стойкости калибра, снижения расходов валков. Высокая экономичность швеллеров обуславливает широкое практическое применение при производстве профилей в прокатном производстве. На данном этапе ведется разработка калибровки валков и изготовление промышленного комплекте для проведения опытно-промышленной прокатки швеллеров №16 на крупносортном стане 650 завод "Азовсталь".
ДивитисяДодаткова інформація
Автори англійськоюHrynavtsev Valerii Mykytovych, Hrynavtsev Oleh Valeriiovych
Автори російськоюГринавцев Валерий Никитич, Гринавцев Олег Валерийович
МПК / Мітки
МПК: B21B 1/08
Мітки: швелерів, спосіб, виробництва
Код посилання
<a href="https://ua.patents.su/3-21262-sposib-virobnictva-shveleriv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва швелерів</a>
Спосіб прокатки швелерів
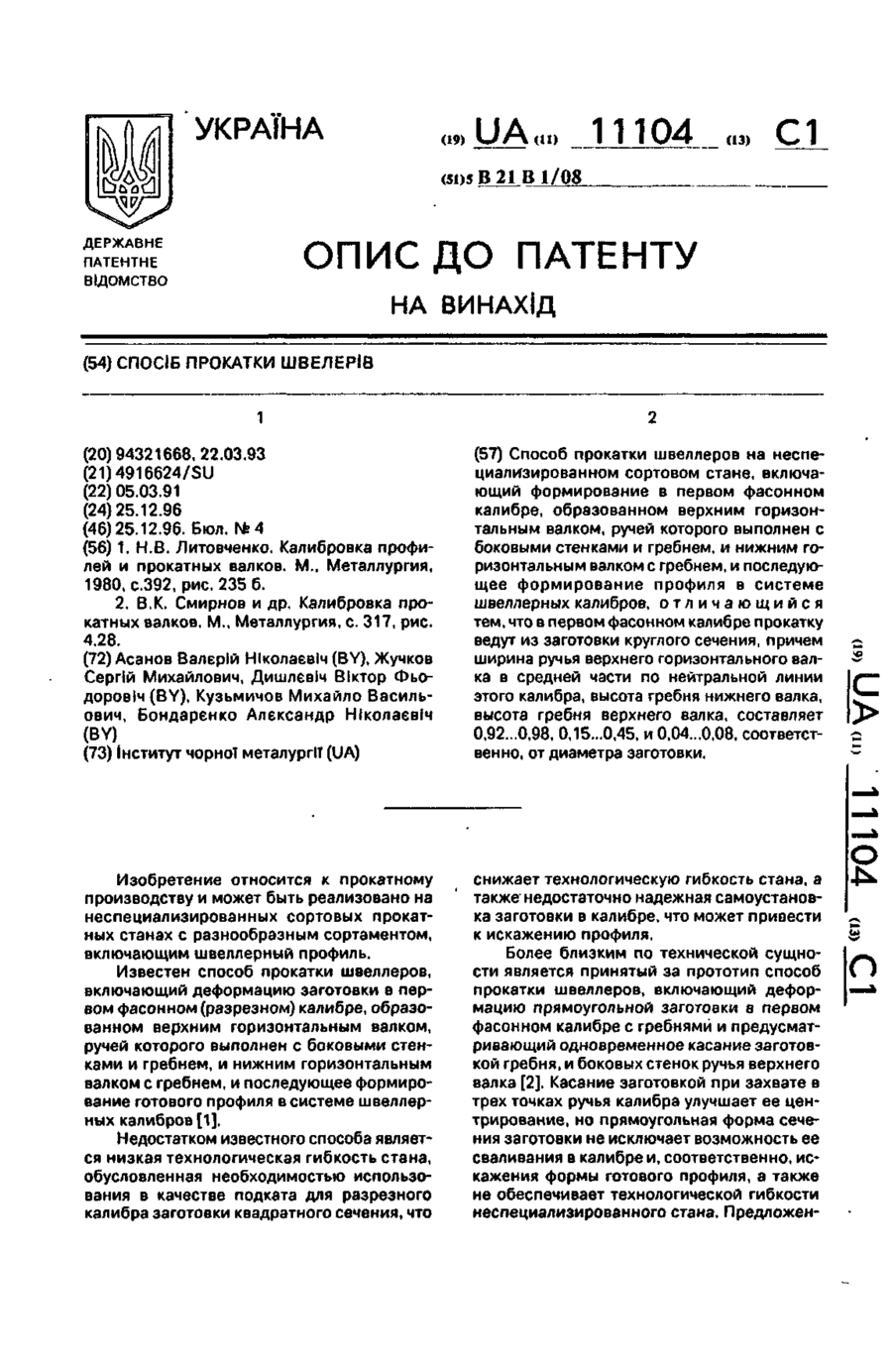
Номер патенту: 11104
Опубліковано: 25.12.1996
Автори: Кузьмичов Михайло Васильович, Асанов Валєрій Ніколаєвіч, Жучков Сергій Михайлович, Дишлєвіч Віктор Фьодоровіч, Бондарєнко Алєксандр Ніколаєвіч
МПК: B21B 1/08
Мітки: спосіб, швелерів, прокатки
Формула / Реферат:
(57) Способ прокатки швеллеров на неспециализированном сортовом стане, включающий формирование в первом фасонном калибре, образованном верхним горизонтальным валком, ручей которого выполнен с боковыми стенками и гребнем, и нижним горизонтальным валком с гребнем, и последующее формирование профиля в системе швеллерных калибров, отличающийся тем, что в первом фасонном калибре прокатку ведут из заготовки круглого сечения, причем ширина ручья...
Спосіб отримання квадратної заготівки
Номер патенту: 6968
Опубліковано: 31.03.1995
Автори: Чічкан Артур Олексійович, Скороход Микола Михайлович, Луценко Віктор Олександрович, Селіщев Сергій Єгорович, Дорожко Іван Кирилович, Локтіонов Петро Якович, Дяченко Михайло Григорійович, Плотніков Петро Іванович, Міронов Євген Костянтинович, Молочєк Олександр Васильович, Луцький Михайло Борисович
МПК: B21B 1/02
Мітки: заготівки, спосіб, отримання, квадратної
Формула / Реферат:
Способ получения квадратной заготовки, преимущественно на непрерывных и полунепрерывных станах, включающий нагрев заготовки и прокатку в ящичных калибрах чистовой группы, отличающийся тем, что прокатку в чистовом калибре производят с продольной деформацией, составляющей 6...7% от суммарной продольной деформации заготовки.
Спосіб прокатки швелерних профілів
Номер патенту: 12831
Опубліковано: 28.02.1997
Автори: Дорожко Іван Кирилович, Гавриленко Євген Дмитрович, Хорошілов Микола Макарович, Кірієнко Анатолій Іванович, Славський Анатолій Ілліч, Скороход Микола Михайлович, Локтіонов Петро Якович, Мирошниченко Анатолій Васильович, Филонов Юрій Всеволодович, Чудновець Олександр Миколайович
МПК: B21B 1/08
Мітки: швелерних, спосіб, профілів, прокатки
Формула / Реферат:
(57) Способ прокатки швеллерных профилей, включающий получение в черновых калибрах полосового раската с треугольными выступами в местах сопряжений полок и стенки профиля, подгибку полок в предчистовых калибрах и окончательное формирование профиля в чистом калибре, отличающий-с я тем, что, по меньшей мере в первом проходе, осуществляемом с подгибкой полок профиля, обжимают полки раската на локальных участках, примыкающих к треугольным...
Спосіб виготовлення заготівок
Номер патенту: 1466
Опубліковано: 25.07.1994
Автори: Тарасов Віктор Іванович, Луценко Віктор Олександрович, Дорожко Іван Кирилович, Бондаренко Микола Андрійович, Проценко Юрій Юрійович, Луцький Михайло Борисович, Локтіонов Петро Якович, Чічкан Артур Олексійович
МПК: B21B 1/02
Мітки: заготівок, спосіб, виготовлення
Формула / Реферат:
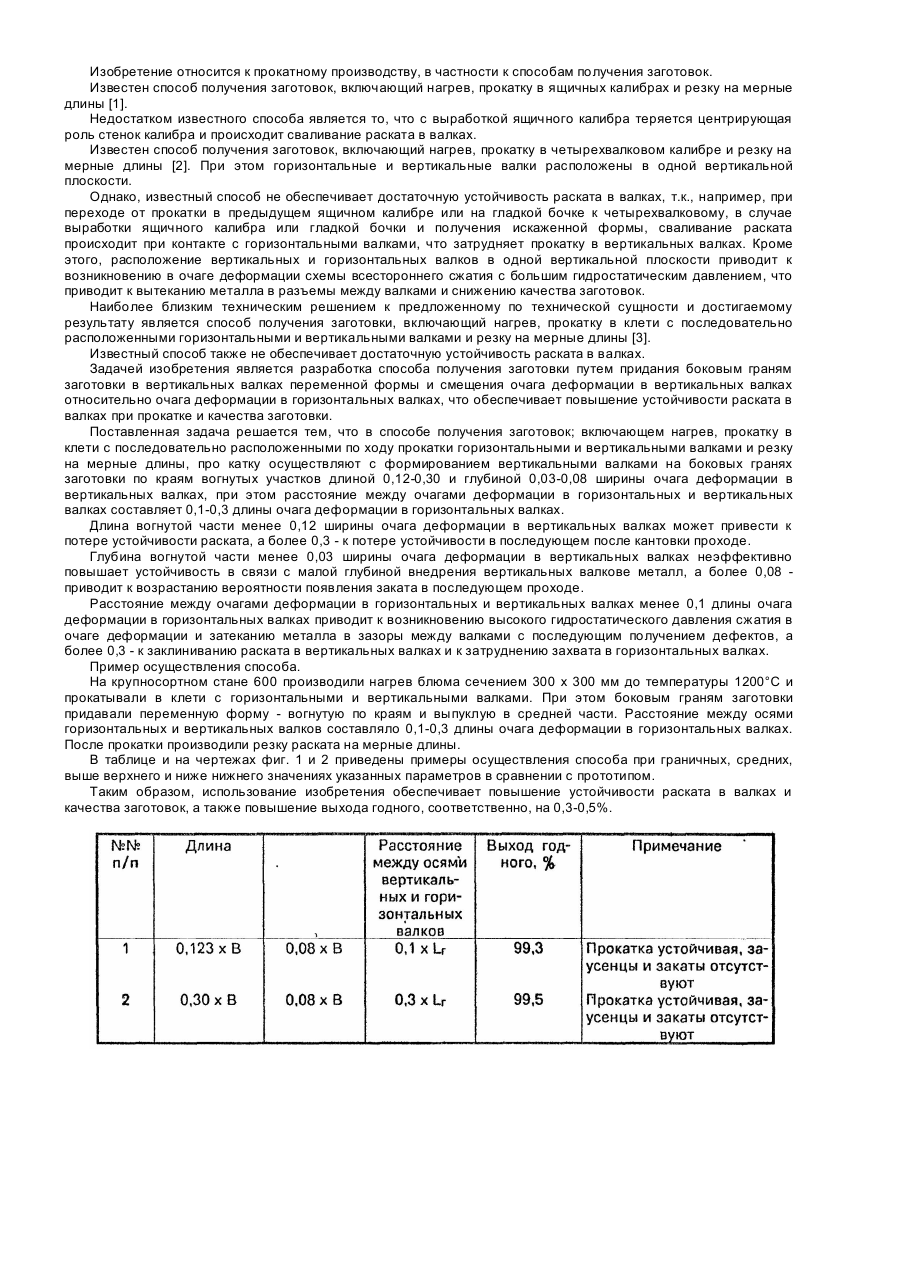
Способ получения заготовки, включающий нагрев, прокатку в клети с последовательно расположенными по ходу прокатки горизонтальными и вертикальными валками и резку на мерные длины, отличающийся тем, что прокатку осуществляют с формированием вертикальными валками на боковых гранях заготовки по краям вогнутых участков длиной 0,12-0,30 и глубиной 0,03-0,08 ширины очага деформации в вертикальных валках, при этом расстояние между очагами...
Спосіб прокатування профілів
Номер патенту: 5339
Опубліковано: 28.12.1994
Автори: Толпа Анатолій Андрійович, Ніколаєв Едуард Петрович
МПК: B21B 1/02
Мітки: профілів, спосіб, прокатування
Формула / Реферат:
Способ прокатки профилей, включающий формирование подката в ящичном калибре в виде прямоугольника с переходными участками между его сторонами и прокатку его в калибрах простой формы с первоначальным контактом при захвате боковых поверхностей калибров с переходными участками, отличающийся тем, что, с целью повышения устойчивости процесса за счет улучшения условий захвата в калибрах простой формы, подкат формируют с двугранными переходными...
Попередній патент: Рівнемір
Наступний патент: Очисник головок коренеплодів
Випадковий патент: Спосіб одержання мінеральної кормової добавки для сільськогосподарських тварин "сапоніт с"