Система калібрів для прокатки кутових профілів
Формула / Реферат
Система калібрів для прокатки кутових профілів, що містить закриті чорнові калібри з розгорнутими полицями, закриті передчистові калібри з розгорнутими полицями та чистовий калібр з прямими полицями, яка відрізняється тим, що система додатково обладнана відкритими калібрами з прямими полицями, які разом зі згаданим чистовим калібром встановлені з чергуванням зі згаданими калібрами з розгорнутими полицями.
Текст
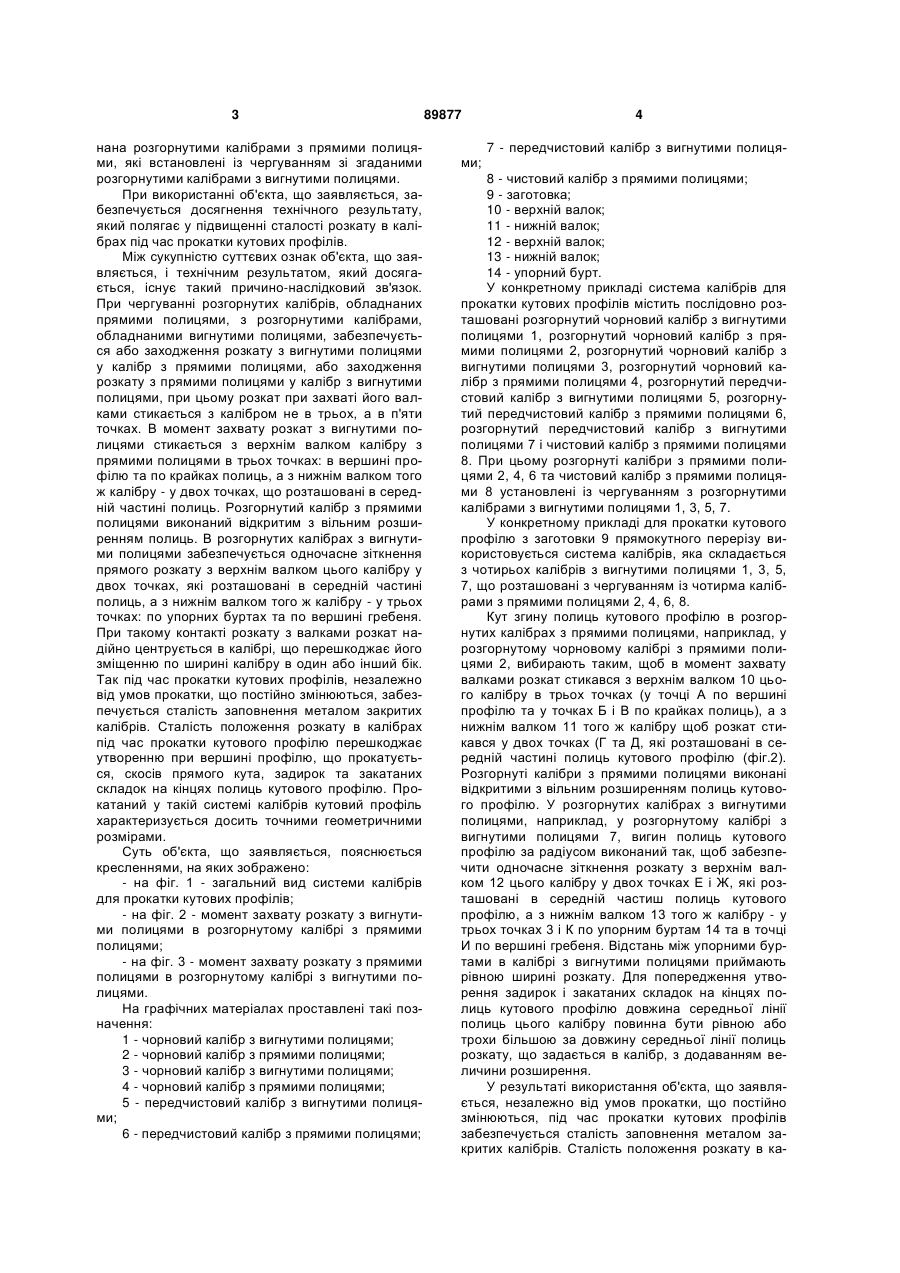
Система калібрів для прокатки кутових профілів, що містить закриті чорнові калібри з розгорнутими полицями, закриті передчистові калібри з розгорнутими полицями та чистовий калібр з прямими полицями, яка відрізняється тим, що система додатково обладнана відкритими калібрами з прямими полицями, які разом зі згаданим чистовим калібром встановлені з чергуванням зі згаданими калібрами з розгорнутими полицями. (19) (21) a200807944 (22) 12.06.2008 (24) 10.03.2010 (46) 10.03.2010, Бюл.№ 5, 2010 р. (72) МЕДВЕДЕВ ВІКТОР СТЕПАНОВИЧ (73) УКРАЇНСЬКИЙ ДЕРЖАВНИЙ НАУКОВОТЕХНІЧНИЙ ЦЕНТР З ТЕХНОЛОГІЇ ТА ОБЛАДНАННЯ, ОБРОБКИ МЕТАЛІВ, ЗАХИСТУ НАВКОЛИШНЬОГО СЕРЕДОВИЩА ТА ВИКОРИСТАННЯ ВТОРИННИХ РЕСУРСІВ ДЛЯ МЕТАЛУРГІЇ ТА МАШИНОБУДУВАННЯ "ЕНЕРГОСТАЛЬ" (56) Чекмарев А. П. Калібрування прокатних валків. – М.: Металургія, 1971. – С. 284, мал.124. 3 нана розгорнутими калібрами з прямими полицями, які встановлені із чергуванням зі згаданими розгорнутими калібрами з вигнутими полицями. При використанні об'єкта, що заявляється, забезпечується досягнення технічного результату, який полягає у підвищенні сталості розкату в калібрах під час прокатки кутових профілів. Між сукупністю суттєвих ознак об'єкта, що заявляється, і технічним результатом, який досягається, існує такий причино-наслідковий зв'язок. При чергуванні розгорнутих калібрів, обладнаних прямими полицями, з розгорнутими калібрами, обладнаними вигнутими полицями, забезпечується або заходження розкату з вигнутими полицями у калібр з прямими полицями, або заходження розкату з прямими полицями у калібр з вигнутими полицями, при цьому розкат при захваті його валками стикається з калібром не в трьох, а в п'яти точках. В момент захвату розкат з вигнутими полицями стикається з верхнім валком калібру з прямими полицями в трьох точках: в вершині профілю та по крайках полиць, а з нижнім валком того ж калібру - у двох точках, що розташовані в середній частині полиць. Розгорнутий калібр з прямими полицями виконаний відкритим з вільним розширенням полиць. В розгорнутих калібрах з вигнутими полицями забезпечується одночасне зіткнення прямого розкату з верхнім валком цього калібру у двох точках, які розташовані в середній частині полиць, а з нижнім валком того ж калібру - у трьох точках: по упорних буртах та по вершині гребеня. При такому контакті розкату з валками розкат надійно центрується в калібрі, що перешкоджає його зміщенню по ширині калібру в один або інший бік. Так під час прокатки кутових профілів, незалежно від умов прокатки, що постійно змінюються, забезпечується сталість заповнення металом закритих калібрів. Сталість положення розкату в калібрах під час прокатки кутового профілю перешкоджає утворенню при вершині профілю, що прокатується, скосів прямого кута, задирок та закатаних складок на кінцях полиць кутового профілю. Прокатаний у такій системі калібрів кутовий профіль характеризується досить точними геометричними розмірами. Суть об'єкта, що заявляється, пояснюється кресленнями, на яких зображено: - на фіг. 1 - загальний вид системи калібрів для прокатки кутових профілів; - на фіг. 2 - момент захвату розкату з вигнутими полицями в розгорнутому калібрі з прямими полицями; - на фіг. 3 - момент захвату розкату з прямими полицями в розгорнутому калібрі з вигнутими полицями. На графічних матеріалах проставлені такі позначення: 1 - чорновий калібр з вигнутими полицями; 2 - чорновий калібр з прямими полицями; 3 - чорновий калібр з вигнутими полицями; 4 - чорновий калібр з прямими полицями; 5 - передчистовий калібр з вигнутими полицями; 6 - передчистовий калібр з прямими полицями; 89877 4 7 - передчистовий калібр з вигнутими полиця ми; 8 - чистовий калібр з прямими полицями; 9 - заготовка; 10 - верхній валок; 11 - нижній валок; 12 - верхній валок; 13 - нижній валок; 14 - упорний бурт. У конкретному прикладі система калібрів для прокатки кутових профілів містить послідовно розташовані розгорнутий чорновий калібр з вигнутими полицями 1, розгорнутий чорновий калібр з прямими полицями 2, розгорнутий чорновий калібр з вигнутими полицями 3, розгорнутий чорновий калібр з прямими полицями 4, розгорнутий передчистовий калібр з вигнутими полицями 5, розгорнутий передчистовий калібр з прямими полицями 6, розгорнутий передчистовий калібр з вигнутими полицями 7 і чистовий калібр з прямими полицями 8. При цьому розгорнуті калібри з прямими полицями 2, 4, 6 та чистовий калібр з прямими полицями 8 установлені із чергуванням з розгорнутими калібрами з вигнутими полицями 1, 3, 5, 7. У конкретному прикладі для прокатки кутового профілю з заготовки 9 прямокутного перерізу використовується система калібрів, яка складається з чотирьох калібрів з вигнутими полицями 1, 3, 5, 7, що розташовані з чергуванням із чотирма калібрами з прямими полицями 2, 4, 6, 8. Кут згину полиць кутового профілю в розгорнутих калібрах з прямими полицями, наприклад, у розгорнутому чорновому калібрі з прямими полицями 2, вибирають таким, щоб в момент захвату валками розкат стикався з верхнім валком 10 цього калібру в трьох точках (у точці А по вершині профілю та у точках Б і В по крайках полиць), а з нижнім валком 11 того ж калібру щоб розкат стикався у двох точках (Г та Д, які розташовані в середній частині полиць кутового профілю (фіг.2). Розгорнуті калібри з прямими полицями виконані відкритими з вільним розширенням полиць кутового профілю. У розгорнутих калібрах з вигнутими полицями, наприклад, у розгорнутому калібрі з вигнутими полицями 7, вигин полиць кутового профілю за радіусом виконаний так, щоб забезпечити одночасне зіткнення розкату з верхнім валком 12 цього калібру у двох точках Ε і Ж, які розташовані в середній частиш полиць кутового профілю, а з нижнім валком 13 того ж калібру - у трьох точках 3 і К по упорним буртам 14 та в точці И по вершині гребеня. Відстань між упорними буртами в калібрі з вигнутими полицями приймають рівною ширині розкату. Для попередження утворення задирок і закатаних складок на кінцях полиць кутового профілю довжина середньої лінії полиць цього калібру повинна бути рівною або трохи більшою за довжину середньої лінії полиць розкату, що задається в калібр, з додаванням величини розширення. У результаті використання об'єкта, що заявляється, незалежно від умов прокатки, що постійно змінюються, під час прокатки кутових профілів забезпечується сталість заповнення металом закритих калібрів. Сталість положення розкату в ка 5 89877 лібрах 1-8 під час прокатки кутового профілю перешкоджає утворенню при вершині профілю, що прокатується, скосів прямого кута, задирок та закатаних складок на кінцях полиць кутового профі Комп’ютерна верстка І.Скворцова 6 лю. Прокатаний у такій системі калібрів кутовий профіль характеризується точними геометричними розмірами. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюSystem of passes for rolling angle sections
Автори англійськоюMedvedev Viktor Stepanovych
Назва патенту російськоюСистема калибров для прокатки угловых профилей
Автори російськоюМедведев Виктор Степанович
МПК / Мітки
Мітки: калібрів, прокатки, система, профілів, кутових
Код посилання
<a href="https://ua.patents.su/3-89877-sistema-kalibriv-dlya-prokatki-kutovikh-profiliv.html" target="_blank" rel="follow" title="База патентів України">Система калібрів для прокатки кутових профілів</a>
Спосіб прокатки кутових профілів та системa калібрів для його здійснення
Номер патенту: 37425
Опубліковано: 15.05.2001
Автори: Босий Володимир Миколайович, Носаньов Олександр Григорович, Олійник Олександр Іванович, Андрійчук Сергій Андрійович, Балабєй Євген Михайлович
МПК: B21B 1/09
Мітки: калібрів, система, прокатки, спосіб, кутових, профілів, здійснення
Формула / Реферат:
1. Спосіб прокатки кутових профілів, який включає послідовне рівномірне обтиснення елементів кутового профілю у чорнових калібрах та обтиснення за шириною зовнішніх поверхонь полиць кутового профілю у передчистовому та чистовому калібрах, який відрізняється тим, що у передчистовому калібрі переважному обтисненню піддають зони спряження полиць та кінцеві ділянки полиць, формуючи виступи у середній частині зовнішньої поверхні полиць, а у...
Система двовалкових калібрів для прокатки круглих профілів
Номер патенту: 5799
Опубліковано: 15.03.2005
Автори: Луцький Михайло Борисович, Чічкан Артур Олексійович, Луценко Віктор Олександрович, Дорожко Іван Кирилович
МПК: B21B 27/00, B21B 1/08
Мітки: калібрів, двовалкових, прокатки, круглих, профілів, система
Формула / Реферат:
Система двовалкових калібрів для прокатки круглих профілів, утворених струмками з горизонтальною площиною розніму, яка включає підготовчий, передчистовий і чистовий калібри, які складаються із зв'язаних криволінійних і прямолінійних ділянок, яка відрізняється тим, що довжина прямолінійної ділянки дна струмка підготовчого калібру складає 0,70 - 0,74 ширини дна калібру; прямолінійні ділянки зв'язані з бічними стінками калібру криволінійними...
Спосіб прокатки кутових профілів на безперервному стані
Номер патенту: 12030
Опубліковано: 16.01.2006
Автори: Макаренко Олександр Анатолійович, Паламар Дмитро Григорович, Хрустенко Юрій Михайлович, Курочкін Олександр Федорович, Білий Микола Павлович, Токмаков Павло Вадимович, Жучков Сергій Михайлович
МПК: B21B 1/02
Мітки: прокатки, кутових, профілів, спосіб, безперервному, стані
Формула / Реферат:
Спосіб прокатки кутових профілів на безперервному стані, що включає деформацію вихідної заготовки в системі ящикових калібрів, формування чорнового кутового профілю в системі горизонтальних клітей з нижнім некаліброваним валком і верхнім валком з рівчаком, що утворює вершину кутового профілю, деформацію отриманого розкату в системі кутових проміжних калібрів і остаточне формування кутового профілю, у двох відкритих передчистовому і чистовому...
Система калібрів та спосіб прокатки в них круглих профілів
Номер патенту: 18721
Опубліковано: 25.12.1997
Автори: Гончар Володимир Павлович, Єфремов Віктор Іванович, Енвальд Анатолій Васильович, Гладков Владіслав Сєргєєвіч, Віногадов Анатолій Вікторович, Матвєєв Генадій Леонідович, Сапригін Хразален Михайлович, Крупник Ісаак Абрамович, Филонов Юрій Всеволодович, Гавриленко Євген Дмитрович
Мітки: них, профілів, спосіб, прокатки, калібрів, круглих, система
Формула / Реферат:
(57) 1. Система калибров для прокатки круглых профилей, содержащая предчистовой овальный и чистовой круглый калибры, отличающаяся тем, что овальный и круглый калибры выполнены асимметричными со смещением разъемов на величину "е", определяемую выражениемгде - величина...
Спосіб прокатки профілів швелерного типу
Номер патенту: 75971
Опубліковано: 15.06.2006
Автори: Пелих Ігор Володимирович, Антонюк Сергій Михайлович, Бергеман Геннадій Володимирович, Білик Анатолій Миколайович, Бойко Володимир Іванович
МПК: B21B 27/02
Мітки: швелерного, прокатки, профілів, спосіб, типу
Формула / Реферат:
Спосіб прокатки профілів швелерного типу з застосуванням закритих розгорнутих калібрів, що включає формування складових елементів профілю у вигляді вигнутої стінки і розгорнутих полиць з досягненням ними кінцевих геометричних розмірів, який відрізняється тим, що передчистовий прямополичний калібр виконаний відкритим з кутом між прямолінійною поверхнею полиць профілю і...
Попередній патент: Лінія виготовлення порошкового дроту
Наступний патент: Пристрій для змішування текучих середовищ
Випадковий патент: Спосіб одержання засобу з листя малини з гемостатичною та жарознижуючою дією