Спосіб виробництва прокату
Номер патенту: 23862
Опубліковано: 31.08.1998
Автори: Іванов Євген Анатольович, Сахно Валерій Олександрович, Бабіцький Марк Самойлович, Матросов Юрій Івановіч, Морозов Юрій Дімітровіч, Булянда Олександр Олексійович, Бітков Владімір Ніколаєвіч
Формула / Реферат
1. Способ производства проката, включающий выплавку стали, аустенизацию, предварительную и окончательную деформации в реверсивном режиме, окончательное охлаждение, отличающийся тем, что выплавляют сталь следующего химического состава при соотношении ингредиентов, мас.%:
Углерод 0,05-0,15
Марганец 1,0-1,7
Кремний 0,15-0,4
Ниобий 0,01- 0,04
Ванадий 0,03-0,07
Титан 0,01-0,04
Кальций 0,001-0,01
Азот 0,003-0,010
Медь 0,02-0,20
Никель 0,01-0,30
Алюминий 0,02-0,06
Сера 0,001-0,008
Железо Остальное
при соотношении Ca/S = 0,05-2,0 и Nb + Ti + V£0,1-0,12, аустенизацию осуществляют при температуре на 60-100°С ниже температуры растворимости нитридов титана, предварительную деформацию заканчивают при Аr3 + (120-180)°С, подстуживают со скоростью 0,5-4,0 град/с до Аr3 + 40 - Аr3 - 10°С, деформируют при этой температуре и заканчивают при Аr3 - (20-100)°С, а охлаждают со скоростью 1-4 град/с до Аr3 - (150- 250)°С,
2. Способ по п. 1,отличающийся тем, что после операции охлаждения и достижения температуры на 150-250°С ниже Аr1 прокат подвергают подогреву со скоростью 0,5-3,0 град/с до температуры на 800-100°С ниже Ar1 с последующим окончательным охлаждением со скоростью 0,5-2,0 град/с.
3. Способ по п. 1, отличающийся тем, что после операции охлаждения со скоростью 1-4 град/с и достижения температуры на 150-250°С ниже Ar1, дальнейшее охлаждение проката осуществляют со скоростью 0,01-0,5 град/с.
Текст
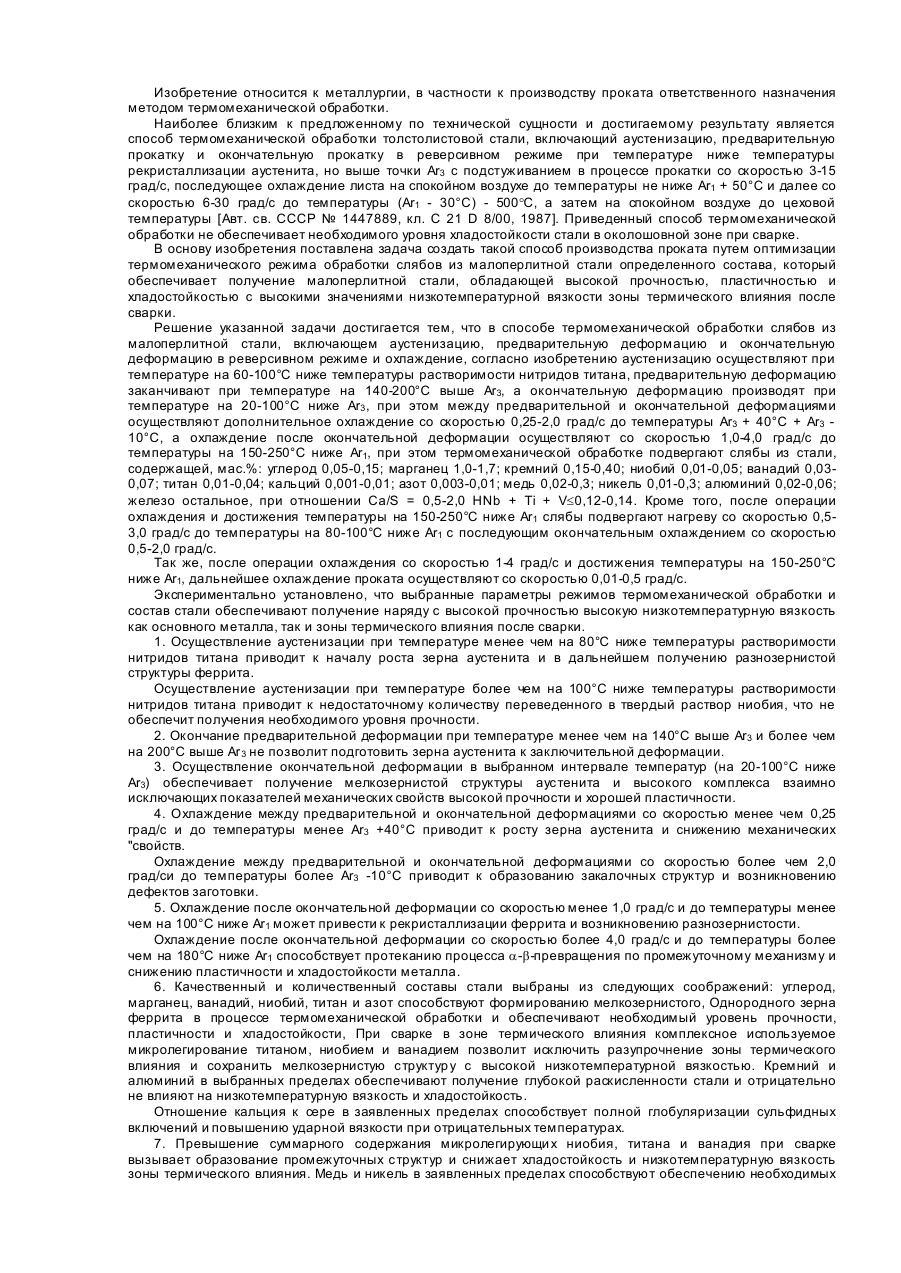
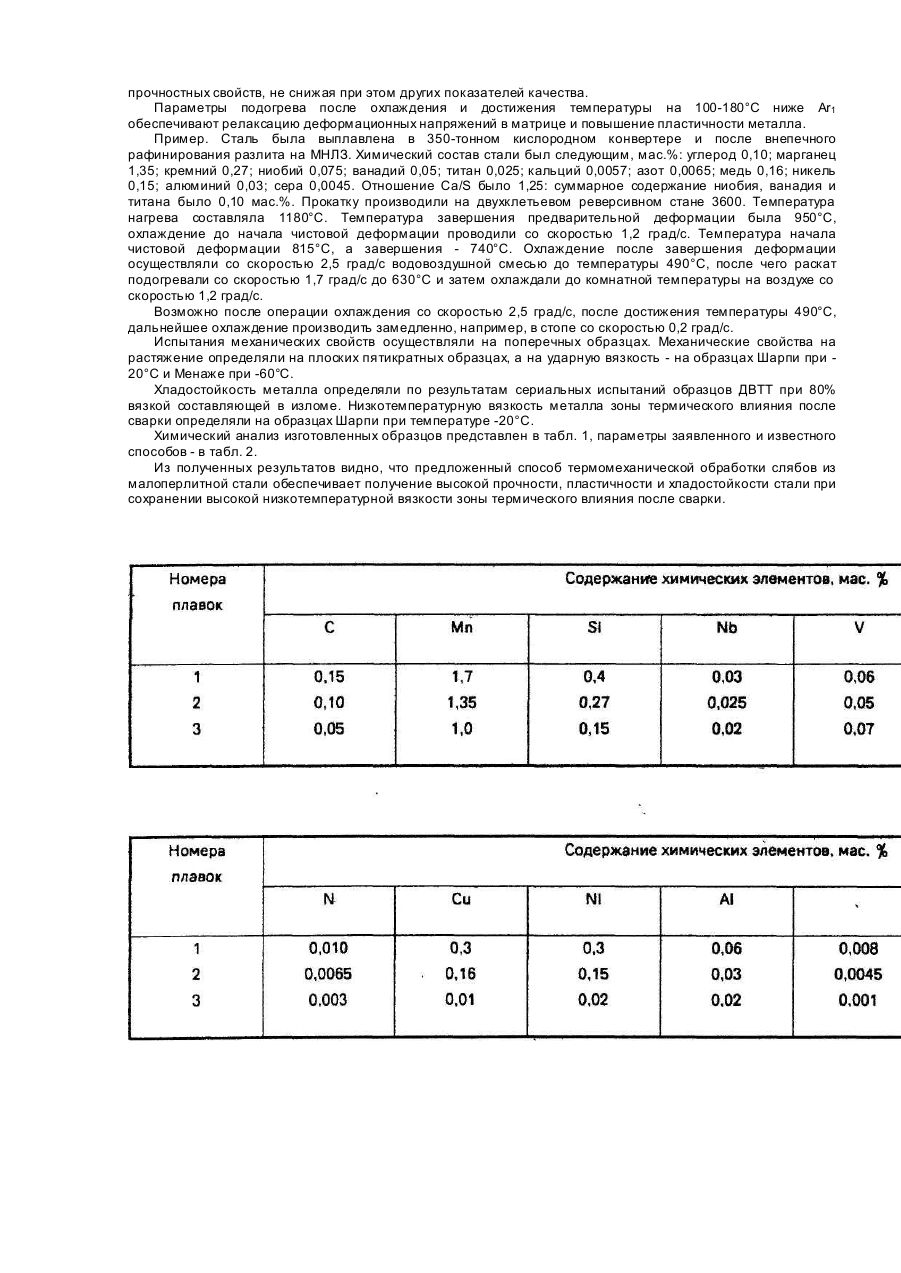
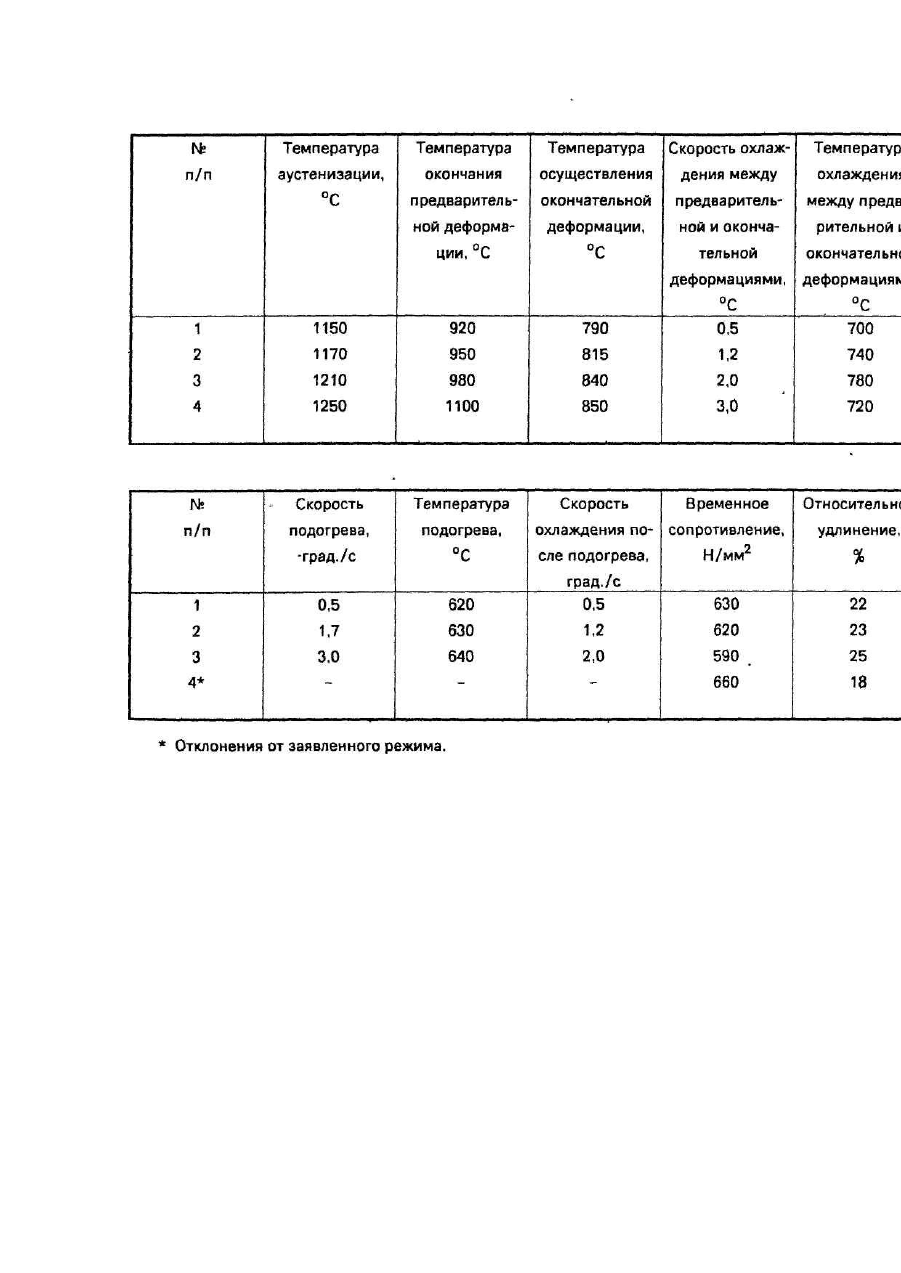
Изобретение относится к металлургии, в частности к производству проката ответственного назначения методом термомеханической обработки. Наиболее близким к предложенному по технической сущности и достигаемому результату является способ термомеханической обработки толстолистовой стали, включающий аустенизацию, предварительную прокатку и окончательную прокатку в реверсивном режиме при температуре ниже температуры рекристаллизации аустенита, но выше точки Аr3 с подстуживанием в процессе прокатки со скоростью 3-15 град/с, последующее охлаждение листа на спокойном воздухе до температуры не ниже Аr1 + 50°С и далее со скоростью 6-30 град/с до температуры (Ar1 - 30°С) - 500°С, а затем на спокойном воздухе до цеховой температуры [Авт. св. СССР № 1447889, кл. С 21 D 8/00, 1987]. Приведенный способ термомеханической обработки не обеспечивает необходимого уровня хладостойкости стали в околошовной зоне при сварке. В основу изобретения поставлена задача создать такой способ производства проката путем оптимизации термомеханического режима обработки слябов из малоперлитной стали определенного состава, который обеспечивает получение малоперлитной стали, обладающей высокой прочностью, пластичностью и хладостойкостью с высокими значениями низкотемпературной вязкости зоны термического влияния после сварки. Решение указанной задачи достигается тем, что в способе термомеханической обработки слябов из малоперлитной стали, включающем аустенизацию, предварительную деформацию и окончательную деформацию в реверсивном режиме и охлаждение, согласно изобретению аустенизацию осуществляют при температуре на 60-100°С ниже температуры растворимости нитридов титана, предварительную деформацию заканчивают при температуре на 140-200°С выше Аr3, а окончательную деформацию производят при температуре на 20-100°С ниже Аr3 , при этом между предварительной и окончательной деформациями осуществляют дополнительное охлаждение со скоростью 0,25-2,0 град/с до температуры Аr3 + 40°С + Аr3 10°С, а охлаждение после окончательной деформации осуществляют со скоростью 1,0-4,0 град/с до температуры на 150-250°С ниже Аr1, при этом термомеханической обработке подвергают слябы из стали, содержащей, мас.%: углерод 0,05-0,15; марганец 1,0-1,7; кремний 0,15-0,40; ниобий 0,01-0,05; ванадий 0,030,07; титан 0,01-0,04; кальций 0,001-0,01; азот 0,003-0,01; медь 0,02-0,3; никель 0,01-0,3; алюминий 0,02-0,06; железо остальное, при отношении Ca/S = 0,5-2,0 HNb + Ti + V£0,12-0,14. Кроме того, после операции охлаждения и достижения температуры на 150-250°С ниже Аr1 слябы подвергают нагреву со скоростью 0,53,0 град/с до температуры на 80-100°С ниже Аr1 с последующим окончательным охлаждением со скоростью 0,5-2,0 град/с. Так же, после операции охлаждения со скоростью 1-4 град/с и достижения температуры на 150-250°С ниже Аr1, дальнейшее охлаждение проката осуществляют со скоростью 0,01-0,5 град/с. Экспериментально установлено, что выбранные параметры режимов термомеханической обработки и состав стали обеспечивают получение наряду с высокой прочностью высокую низкотемпературную вязкость как основного металла, так и зоны термического влияния после сварки. 1. Осуществление аустенизации при температуре менее чем на 80°С ниже температуры растворимости нитридов титана приводит к началу роста зерна аустенита и в дальнейшем получению разнозернистой структуры феррита. Осуществление аустенизации при температуре более чем на 100°С ниже температуры растворимости нитридов титана приводит к недостаточному количеству переведенного в твердый раствор ниобия, что не обеспечит получения необходимого уровня прочности. 2. Окончание предварительной деформации при температуре менее чем на 140°С выше Аr3 и более чем на 200°С выше Аr 3 не позволит подготовить зерна аустенита к заключительной деформации. 3. Осуществление окончательной деформации в выбранном интервале температур (на 20-100°С ниже Аr3) обеспечивает получение мелкозернистой структуры аустенита и высокого комплекса взаимно исключающих показателей механических свойств высокой прочности и хорошей пластичности. 4. Охлаждение между предварительной и окончательной деформациями со скоростью менее чем 0,25 град/с и до температуры менее Аr3 +40°С приводит к росту зерна аустенита и снижению механических "свойств. Охлаждение между предварительной и окончательной деформациями со скоростью более чем 2,0 град/си до температуры более Аr3 -10°С приводит к образованию закалочных структур и возникновению дефектов заготовки. 5. Охлаждение после окончательной деформации со скоростью менее 1,0 град/с и до температуры менее чем на 100°С ниже Аr1 может привести к рекристаллизации феррита и возникновению разнозернистости. Охлаждение после окончательной деформации со скоростью более 4,0 град/с и до температуры более чем на 180°С ниже Аr1 способствует протеканию процесса a-b-превращения по промежуточному механизму и снижению пластичности и хладостойкости металла. 6. Качественный и количественный составы стали выбраны из следующих соображений: углерод, марганец, ванадий, ниобий, титан и азот способствуют формированию мелкозернистого, Однородного зерна феррита в процессе термомеханической обработки и обеспечивают необходимый уровень прочности, пластичности и хладостойкости, При сварке в зоне термического влияния комплексное используемое микролегирование титаном, ниобием и ванадием позволит исключить разупрочнение зоны термического влияния и сохранить мелкозернистую структур у с высокой низкотемпературной вязкостью. Кремний и алюминий в выбранных пределах обеспечивают получение глубокой раскисленности стали и отрицательно не влияют на низкотемпературную вязкость и хладостойкость. Отношение кальция к сере в заявленных пределах способствует полной глобуляризации сульфидных включений и повышению ударной вязкости при отрицательных температурах. 7. Превышение суммарного содержания микролегирующи х ниобия, титана и ванадия при сварке вызывает образование промежуточных структур и снижает хладостойкость и низкотемпературную вязкость зоны термического влияния. Медь и никель в заявленных пределах способствуют обеспечению необходимых прочностных свойств, не снижая при этом других показателей качества. Параметры подогрева после охлаждения и достижения температуры на 100-180°С ниже Аr1 обеспечивают релаксацию деформационных напряжений в матрице и повышение пластичности металла. Пример. Сталь была выплавлена в 350-тонном кислородном конвертере и после внепечного рафинирования разлита на МНЛЗ. Химический состав стали был следующим, мас.%: углерод 0,10; марганец 1,35; кремний 0,27; ниобий 0,075; ванадий 0,05; титан 0,025; кальций 0,0057; азот 0,0065; медь 0,16; никель 0,15; алюминий 0,03; сера 0,0045. Отношение Ca/S было 1,25: суммарное содержание ниобия, ванадия и титана было 0,10 мас.%. Прокатку производили на двухклетьевом реверсивном стане 3600. Температура нагрева составляла 1180°С. Температура завершения предварительной деформации была 950°С, охлаждение до начала чистовой деформации проводили со скоростью 1,2 град/с. Температура начала чистовой деформации 815°С, а завершения - 740°С. Охлаждение после завершения деформации осуществляли со скоростью 2,5 град/с водовоздушной смесью до температуры 490°С, после чего раскат подогревали со скоростью 1,7 град/с до 630°С и затем охлаждали до комнатной температуры на воздухе со скоростью 1,2 град/с. Возможно после операции охлаждения со скоростью 2,5 град/с, после достижения температуры 490°С, дальнейшее охлаждение производить замедленно, например, в стопе со скоростью 0,2 град/с. Испытания механических свойств осуществляли на поперечных образцах. Механические свойства на растяжение определяли на плоских пятикратных образцах, а на ударную вязкость - на образцах Шарпи при 20°С и Менаже при -60°С. Хладостойкость металла определяли по результатам сериальных испытаний образцов ДВТТ при 80% вязкой составляющей в изломе. Низкотемпературную вязкость металла зоны термического влияния после сварки определяли на образцах Шарпи при температуре -20°С. Химический анализ изготовленных образцов представлен в табл. 1, параметры заявленного и известного способов - в табл. 2. Из полученных результатов видно, что предложенный способ термомеханической обработки слябов из малоперлитной стали обеспечивает получение высокой прочности, пластичности и хладостойкости стали при сохранении высокой низкотемпературной вязкости зоны термического влияния после сварки.
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for production of rolled metal
Автори англійськоюBulianda Oleksandr Oleksiiovych, Sakhno Valerii Oleksandrovych, Babitskyi Mark Samoilovych, Ivanov Yevhen Anatoliovych, Matrosov Yurii Ivanovych, Morozov Yurii Dmytrovych, Bitkov Vladimir Nikolaievich
Назва патенту російськоюСпособ производства проката
Автори російськоюБулянда Александр Алексеевич, Сахно Валерий Александрович, Бабицький Марк Самойлович, Иванов Евгений Анатольевич, Матросов Юрий Иванович, Морозов Юрий Димитрович, Битков Владимир Николаевич
МПК / Мітки
МПК: C21D 1/02
Мітки: спосіб, прокату, виробництва
Код посилання
<a href="https://ua.patents.su/3-23862-sposib-virobnictva-prokatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва прокату</a>
Спосіб виробництва прокату
Номер патенту: 14763
Опубліковано: 18.02.1997
Автори: Булянда Олександр Олексійович, Морозов Юрій Дмітрієвіч, Гоцуляк Анатолій Олександрович, Сахно Валерій Олексійович, Бітков Владімір Ніколаєвіч, Лєвін Димитрій Юрійович, Бабіцький Марк Самойлович, Степаненко Володимир Миколайович, Матросов Юрій Івановіч, Кукуш Сергій Федорович
Мітки: прокату, виробництва, спосіб
Формула / Реферат:
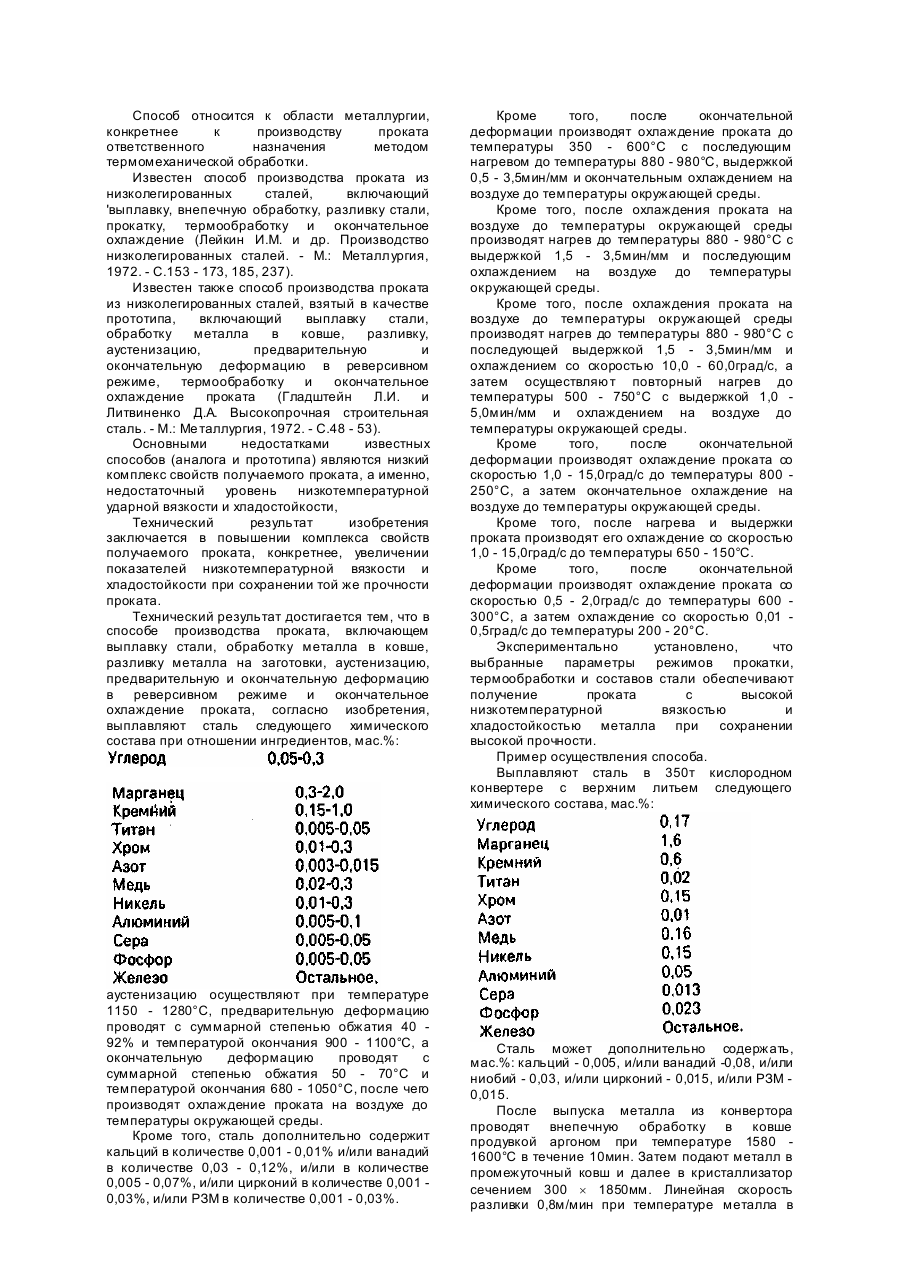
1. Способ производства проката, включающий выплавку стали, обработку металла в ковше, разливку, аустенизацию, предварительную и окончательную деформации в реверсивном режиме, окончательное охлаждение, отличающийся тем, что выплавляют сталь следующего химического состава при соотношении ингредиентов, мас.%: Углерод 0,05-0,3 Марганец 0,3-2,0 Кремний 0,15-1,0 ...
Спосіб виробництва прокату
Номер патенту: 21831
Опубліковано: 30.04.1998
Автори: Тихонюк Леонід Сергійович, Матросов Юрій Івановіч, Левін Димитрій Юрійович, Гусаков Борис Валер'янович, Бабіцький Марк Самойлович, Гоцуляк Анатолій Олександрович, Булянда Олександр Олексійович, Морозов Юрій Дмітрієвіч, Бітков Владімір Ніколаєвіч, Сахно Валерій Олександрович
Мітки: прокату, виробництва, спосіб
Формула / Реферат:
1. Способ производства проката, включающий получение заготовки из стали, аустенизацию, предварительную и окончательную деформацию в реверсивном режиме с заданными степенями обжатия и охлаждение, отличающийся тем, что заготовку получают из стали следующего химического состава, мас.%:Углерод 0,5-0,3 Марганец 0,30-2,0 Кремний ...
Спосіб виробництва прокату на обтискних станах
Номер патенту: 22516
Опубліковано: 17.03.1998
Автори: Маншилін Олександр Гейнійович, Юнаков Олександр Михайлович, Горбаньов Аркадій Олексійович, Шишко Юрій Борисович, Феофілактов Андрій Вікторович, Літвінов Леонід Федорович, Кукуй Давид Пенхусович, Азаров Сергій Іванович, Альохін Сергій Григорович
МПК: B21B 1/16
Мітки: спосіб, виробництва, станах, прокату, обтискних
Формула / Реферат:
1. Способ производства проката на обжимных станах, состоящих из блюминга и непрерывно-заготовочного стана, включающий нагрев слитков различных марок сталей сортамента стана в нагревательных колодцах до различных для каждой марки стали температур, соответствующих регламентируемой величине сопротивления деформации в зависимости от марки стали, прокатку слитков на блюминге и непрерывно-заготовочном стане, отличающийся тем, что нагрев слитков...
Спосіб обробки стального прокату

Номер патенту: 4887
Опубліковано: 28.12.1994
Автор: Макс Айхер
МПК: C23F 15/00, B21B 45/02
Мітки: прокату, обробки, стального, спосіб
Формула / Реферат:
1. Способ обработки стального проката, преимущественно арматурной стали, проволоки, включающий удаление окалины с проката, поступающего с прокатного нагрева после деформации, нанесение покрытия из цветного металла, предпочтительно цинка, отличающийся тем, что, с целью повышения коррозионной стойкости, непосредственно после удаления окалины осущeствляют непрерывное охлаждение поверхности проката до температур нанесения покрытия ниже 6000С,...
Спосіб виготовлення термічно-зміцненого прокату із низьковуглецевої та низьколегованої сталі
Номер патенту: 5308
Опубліковано: 28.12.1994
Автори: Черненко Валерій Тарасович, Нечепоренко Володимир Андрійович, Костюченко Михайло Іванович, Худик Валер'ян Тарасович, Івченко Олександр Васильович, Кокшаров Олександр Миколайович, Нечепоренко Анатолій Петрович, Гунькін Ігор Олександрович
Мітки: прокату, спосіб, низьковуглецевої, термічно-зміцненого, виготовлення, сталі, низьколегованої
Формула / Реферат:
Способ изготовления термически упрочненного проката из низкоуглеродистой и низколегированной стали, включающий нагрев заготовки, горячую прокатку, охлаждение со скоростью больше критической до заданной температуры через 0,1-0,15 с после выхода проката из последней клети стана, порезку на мерные длины и повторное охлаждение со скоростью больше критической через 0,1-0,3 с после порезки, отличающийся тем, что охлаждение после горячей прокатки...
Попередній патент: Спосіб визначення вмісту жиру у молоці
Наступний патент: Метальний пристрій
Випадковий патент: Прохідницький комбайн