Спосіб виробництва прокату на обтискних станах
Номер патенту: 22516
Опубліковано: 17.03.1998
Автори: Феофілактов Андрій Вікторович, Альохін Сергій Григорович, Азаров Сергій Іванович, Кукуй Давид Пенхусович, Юнаков Олександр Михайлович, Горбаньов Аркадій Олексійович, Літвінов Леонід Федорович, Шишко Юрій Борисович, Маншилін Олександр Гейнійович
Формула / Реферат
1. Способ производства проката на обжимных станах, состоящих из блюминга и непрерывно-заготовочного стана, включающий нагрев слитков различных марок сталей сортамента стана в нагревательных колодцах до различных для каждой марки стали температур, соответствующих регламентируемой величине сопротивления деформации в зависимости от марки стали, прокатку слитков на блюминге и непрерывно-заготовочном стане, отличающийся тем, что нагрев слитков каждой марки стали ведут до температуры, обеспечивающей их сопротивление деформации равным сопротивлению деформации наиболее прочной марки стали сортамента обжимного стана при наименьшей ее температуре прокатки по длине непрерывно-заготовочного стана.
2. Способ по п. 1, отличающийся тем, что температуру нагрева слитков различных марок стали устанавливают исходя из зависимости Тн = (2,87Т1-1500)° С, гдеТ1 - температура прокатки различных марок стали, скорректированная по сопротивлению деформации наиболее прочной марки стали сортамента при наименьшей ее температуре прокатки по длине непрерывно-заготовочного стана.
Текст
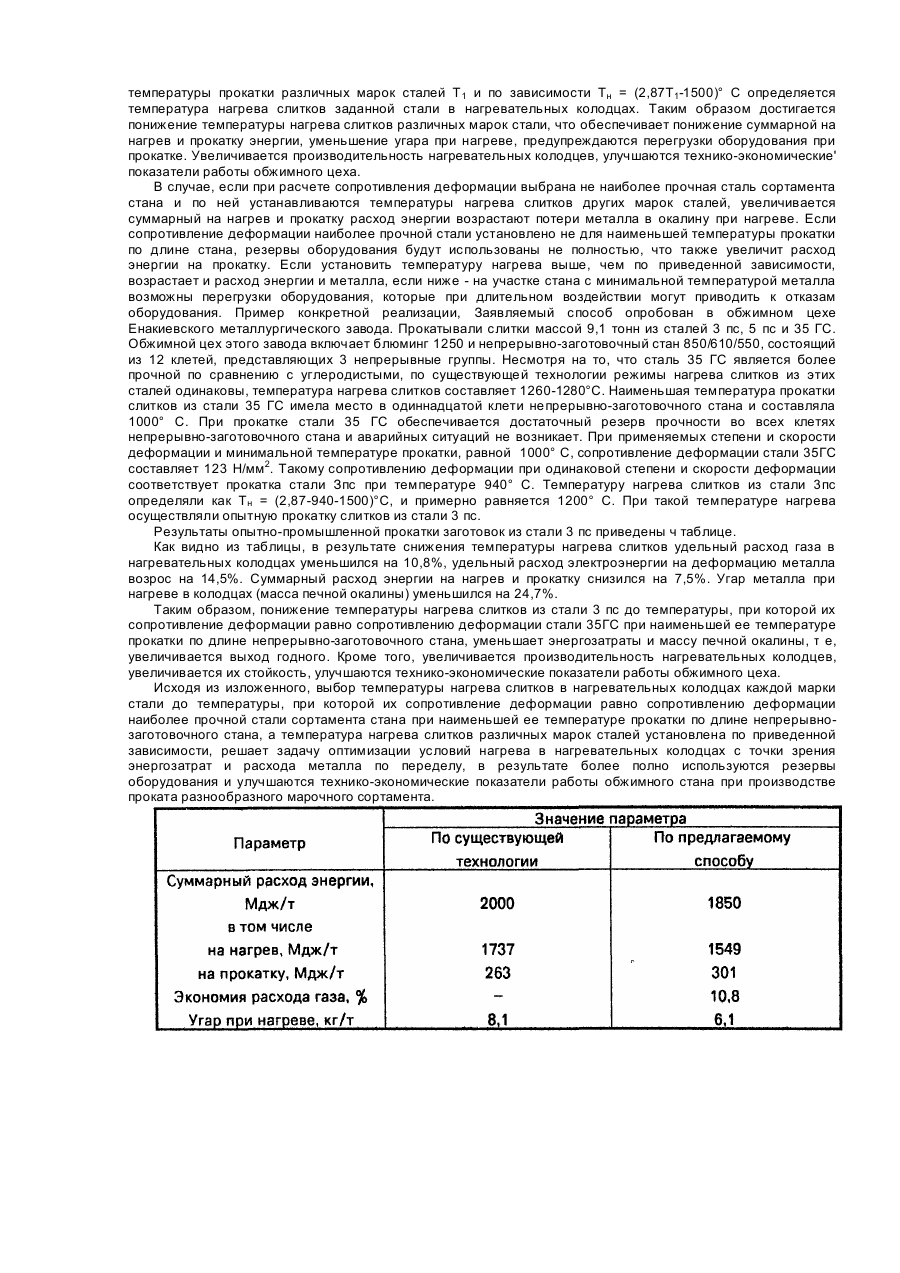
Изобретение относится к области металлургии, а именно к способам производства проката из сталей различного марочного сортамента на обжимных станах и может быть использовано при производстве заготовок на расположенных в одном технологическом потоке блюмингах и непрерывно-заготовочных станах. Обжимно-заготовочные станы предназначены для производства заготовок из различных марок стали. Нагрев слитков производится в нагревательных колодцах по режимам, обеспечивающим высокую пластичность металла и величину нагрузок при прокатке, не превышающую допускаемую. Известно, что на нагрев заготовок затрачивается до 80% суммарной на нагрев и прокатку энергии, поэтому прокатка с пониженными температурами нагрева позволяет понизить расход суммарной энергии за счет снижения расхода газа и уменьшить угар металла при нагреве. Известен способ производства проката ' на мелкосортных и проволочных станах, включающий нагорев и прокатку партии металла некоторого марочного сортамента в зафиксированной системе калибров с сохранением степени и скорости деформации для каждой марки стали, при этом прокатку разных марок стали начинают с разных температур нагрева, при которых их сопротивление деформации равно сопротивлению деформации наименее пластичного материала партии при максимально возможной температуре его нагрева [Авт.св. СССР Ns 1710155, "Способ производства проката на непрерывных мелкосортных и проволочных станах"]. Недостатком известного способа является повышение энергозатрат на нагрев и снижение выхода годного за счет повышения потерь металла в окалину при нагреве, поскольку наименее пластичная сталь не всегда является наиболее прочной. Кроме этого, прокатка наименее пластичного материала производится при максимальной температуре нагрева, что также приводит к дополнительному расходу энергии на нагрев, повышению расхода металла, снижению производительности печи. При этом ухудшаются техникоэкономические показатели работы прокатного цеха в целом. В качестве прототипа принят способ производства проката, включающий нагрев слитков различных марок стали сортамента стана в нагревательных колодцах до различных для каждой марки стали температуры, соответствующей регламентированной величине сопротивления деформации в зависимости от марки стали, прокатку на блюминге и непрерывно-заготовочном стане [Полухин П.И„ Федосов Н.М., Королев А.А. Прокатное производство. М.: Металлургиздат, 1960, с. 155-240]. Нагрев слитков производится до температуры 1250...1300° С в зависимости от марки стали, прокатка слитков на блюминге осуществляется за 11...15 проходов. Сечение заготовок после прокатки на непрерывно-заготовочном стане составляет 80x80...150x150 мм. Недостатком известного способа являются повышенные затраты энергии и расход металла за счет неполного использования резервов оборудования вследствие увеличения температур нагрева слитков из сталей с малым сопротивлением деформации, а так-· же отсутствие при реализации этого способа учета падения температуры металла по длине стана, что может привести к увеличению нагрузок в клетях на участке с минимальной по длине стана температурой вплоть до поломок оборудования. Задачей изобретения является разработка способа производства проката на обжимных станах, обеспечивающего оптимальные условия нагрева слитков в нагревательных колодцах с точки зрения суммарных энергозатрат и расхода металла по переделу, а также обеспечения более полного использования резервов оборудования за счет учета характера изменения температуры металла подлине непрерывнозаготовочного стана, в результатне чего обеспечивается минимизация энергопотребления и расхода металла и повышение технико-экономических показателей работы стана при производстве разнообразного марочного сортамента. Решение поставленной задачи обеспечивается тем, что в способе производства проката на обжимных станах, состоящих из блюминга и непрерывно-заготовочного стана, включающем нагрев слитков различных марок сталей сортамента" стана в нагревательных колодцах до различных для каждой марки стали температур, соответствующих регламентируемой величине сопротивления деформации в зависимости от марки стали, прокатку слитков на блюминге и непрерывно-заготовочном стане, дополнительно нагрев слитков каждой марки стали ведут до температуры, обеспечивающей их сопротивление деформации равным сопротивлению деформации наиболее прочной марки стали сортамента обжимного стана при наименьшей ее температуре прокатки по длине непрерывно-заготовочного стана. При этом температуру нагрева слитков различных марок сталей устанавливают исходя из зависимости Т н = (2,87T1-1500)° С, где Т, -температура прокатки различных марок сталей, скорректированная по сопротивлению деформации наиболее прочной марки стали при наименьшей ее температуре прокатки по длине непрерывно-заготовочного стана. Сравнение с прототипом показывает, что заявляемый способ отличается тем, что нагрев слитков каждой марки стали ведут до температуры, обеспечивающей сопротивление деформации равным сопротивлению деформации наиболее прочной марки стали сортамента обжимного стана при наименьшей температуре прокатки этой марки стали по длине непрерывно-заготовочного стана. Температуру нагрева слитков различных марок сталей устанавливают исходя из зависимости Т н = (2,87Т1 - 1500)° С где Т1 - температура прокатки различных марок сталей, скорректированная по сопротивлению деформации наиболее прочной марки стали при наименьшей ее температуре прокатки по длине непрерывно-заготовочного стана (НЗС). Следовательно, заявляемый способ соответствует критерию "новизна". Сравнение с другими техническими решениями в данной области техники не позволило выявить в них признаки, отличающие заявляемое техническое решение от прототипа. Следовательно заявляемый способ имеет "изобретательский уровень". Способ осуществляется следующим образом. Из марочного сортамента сталей, прокатываемых на обжимном стане, выявляют наиболее прочную сталь и устанавливают распределение температуры ее прокатки по длине НЗС, выявляя при этом участок стана с минимальной температурой прокатки. Затем определяют сопротивление деформации наиболее прочной стали при наименьшей температуре прокатки. Величина этого сопротивления деформации принимается одинаковой для остальных марок сталей. По установленному сопротивлению деформации определяются температуры прокатки различных марок сталей Τ 1 и по зависимости Тн = (2,87Τ1-1500)° С определяется температура нагрева слитков заданной стали в нагревательных колодцах. Таким образом достигается понижение температуры нагрева слитков различных марок стали, что обеспечивает понижение суммарной на нагрев и прокатку энергии, уменьшение угара при нагреве, предупреждаются перегрузки оборудования при прокатке. Увеличивается производительность нагревательных колодцев, улучшаются технико-экономические' показатели работы обжимного цеха. В случае, если при расчете сопротивления деформации выбрана не наиболее прочная сталь сортамента стана и по ней устанавливаются температуры нагрева слитков других марок сталей, увеличивается суммарный на нагрев и прокатку расход энергии возрастают потери металла в окалину при нагреве. Если сопротивление деформации наиболее прочной стали установлено не для наименьшей температуры прокатки по длине стана, резервы оборудования будут использованы не полностью, что также увеличит расход энергии на прокатку. Если установить температуру нагрева выше, чем по приведенной зависимости, возрастает и расход энергии и металла, если ниже - на участке стана с минимальной температурой металла возможны перегрузки оборудования, которые при длительном воздействии могут приводить к отказам оборудования. Пример конкретной реализации, Заявляемый способ опробован в обжимном цехе Енакиевского металлургического завода. Прокатывали слитки массой 9,1 тонн из сталей 3 пс, 5 пс и 35 ГС. Обжимной цех этого завода включает блюминг 1250 и непрерывно-заготовочный стан 850/610/550, состоящий из 12 клетей, представляющих 3 непрерывные группы. Несмотря на то, что сталь 35 ГС является более прочной по сравнению с углеродистыми, по существующей технологии режимы нагрева слитков из этих сталей одинаковы, температура нагрева слитков составляет 1260-1280°С. Наименьшая температура прокатки слитков из стали 35 ГС имела место в одиннадцатой клети непрерывно-заготовочного стана и составляла 1000° С. При прокатке стали 35 ГС обеспечивается достаточный резерв прочности во всех клетях непрерывно-заготовочного стана и аварийных ситуаций не возникает. При применяемых степени и скорости деформации и минимальной температуре прокатки, равной 1000° С, сопротивление деформации стали 35ГС составляет 123 Н/мм2. Такому сопротивлению деформации при одинаковой степени и скорости деформации соответствует прокатка стали Зпс при температуре 940° С. Температуру нагрева слитков из стали 3пс определяли как Тн = (2,87-940-1500)°С, и примерно равняется 1200° С. При такой температуре нагрева осуществляли опытную прокатку слитков из стали 3 пс. Результаты опытно-промышленной прокатки заготовок из стали 3 пс приведены ч таблице. Как видно из таблицы, в результате снижения температуры нагрева слитков удельный расход газа в нагревательных колодцах уменьшился на 10,8%, удельный расход электроэнергии на деформацию металла возрос на 14,5%. Суммарный расход энергии на нагрев и прокатку снизился на 7,5%. Угар металла при нагреве в колодцах (масса печной окалины) уменьшился на 24,7%. Таким образом, понижение температуры нагрева слитков из стали 3 пс до температуры, при которой их сопротивление деформации равно сопротивлению деформации стали 35ГС при наименьшей ее температуре прокатки по длине непрерывно-заготовочного стана, уменьшает энергозатраты и массу печной окалины, τ е, увеличивается выход годного. Кроме того, увеличивается производительность нагревательных колодцев, увеличивается их стойкость, улучшаются технико-экономические показатели работы обжимного цеха. Исходя из изложенного, выбор температуры нагрева слитков в нагревательных колодцах каждой марки стали до температуры, при которой их сопротивление деформации равно сопротивлению деформации наиболее прочной стали сортамента стана при наименьшей ее температуре прокатки по длине непрерывнозаготовочного стана, а температура нагрева слитков различных марок сталей установлена по приведенной зависимости, решает задачу оптимизации условий нагрева в нагревательных колодцах с точки зрения энергозатрат и расхода металла по переделу, в результате более полно используются резервы оборудования и улучшаются технико-экономические показатели работы обжимного стана при производстве проката разнообразного марочного сортамента.
ДивитисяДодаткова інформація
Автори англійськоюYunakov Oleksandr Mykhailovych, Manshylin Oleksandr Heiniiovych, Litvinov Leonid Fedorovych, Kukui Davyd Penhusovych, Kukuj Davyd Penkhusovych, Kukui Davyd Penkhusovych, Azarov Serhii Ivanovych, Horbaniov Arkadii Oleksiiovych, Aliokhin Serhii Hryhorovych, Shyshko Yurii Borysovych, Feofilaktov Andrii Viktorovych
Автори російськоюЮнаков Александр Михайлович, Маншилин Александр Гейниевич, Литвинов Леонид Федорович, Кукуй Давид Пенхусович, Азаров Сергей Иванович, Горбанев Аркадий Алексеевич, Алёхин Сергей Григорьевич, Шишко Юрий Борисович, Феофилактов Андрей Викторович
МПК / Мітки
МПК: B21B 1/16
Мітки: прокату, спосіб, станах, виробництва, обтискних
Код посилання
<a href="https://ua.patents.su/2-22516-sposib-virobnictva-prokatu-na-obtisknikh-stanakh.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва прокату на обтискних станах</a>
Спосіб прокатки зливків пірамідальної форми на обтискних та заготівельних станах
Номер патенту: 15415
Опубліковано: 30.06.1997
Автори: Димченко Євген Миколайович, Наумов Олександр Олексійович, Маншилін Олександр Гейнійович, Азаров Сергій Іванович, Горбуньов Олег Георгійович, Літвінов Леонід Федорович, Ємченко Юрій Борисович, Оробцев Юрій Вікторович, Онищенко Сергій Олександрович, Кукуй Давид Пенхусович
МПК: B21B 1/02
Мітки: спосіб, зливків, заготівельних, обтискних, пірамідальної, прокатки, станах, форми
Формула / Реферат:
Способ прокатки слитков пирамидальной формы на обжимных и заготовочных станах, включающий деформацию слитков в двух взаимно перпендикулярных плоскостях с промежуточными кантовками при переходе деформации из одной плоскости в другую, причем в первом и в первом после кантовки пропусках слиток задают в валки широкой частью, отличающийся тем, что в первом и в первом после кантовки пропусках слиток деформируют с абсолютным обжатием 0,75 - 0,95...
Спосіб виробництва прокату
Номер патенту: 14763
Опубліковано: 18.02.1997
Автори: Морозов Юрій Дмітрієвіч, Лєвін Димитрій Юрійович, Булянда Олександр Олексійович, Матросов Юрій Івановіч, Сахно Валерій Олексійович, Кукуш Сергій Федорович, Гоцуляк Анатолій Олександрович, Бабіцький Марк Самойлович, Степаненко Володимир Миколайович, Бітков Владімір Ніколаєвіч
Мітки: виробництва, спосіб, прокату
Формула / Реферат:
1. Способ производства проката, включающий выплавку стали, обработку металла в ковше, разливку, аустенизацию, предварительную и окончательную деформации в реверсивном режиме, окончательное охлаждение, отличающийся тем, что выплавляют сталь следующего химического состава при соотношении ингредиентов, мас.%: Углерод 0,05-0,3 Марганец 0,3-2,0 Кремний 0,15-1,0 ...
Спосіб прокатки заготівок на обтискних і заготівельних станах
Номер патенту: 13826
Опубліковано: 25.04.1997
Автори: Кукуй Давид Пенхусович, Дуднік Валерій Вікторович, Губайдулін Вячеслав Фуатович, Любарев Михайло Генрихович, Корінь Андрій Олександрович, Шевченко Олег Вікторович
МПК: B21B 1/02
Мітки: прокатки, заготівок, заготівельних, станах, обтискних, спосіб
Формула / Реферат:
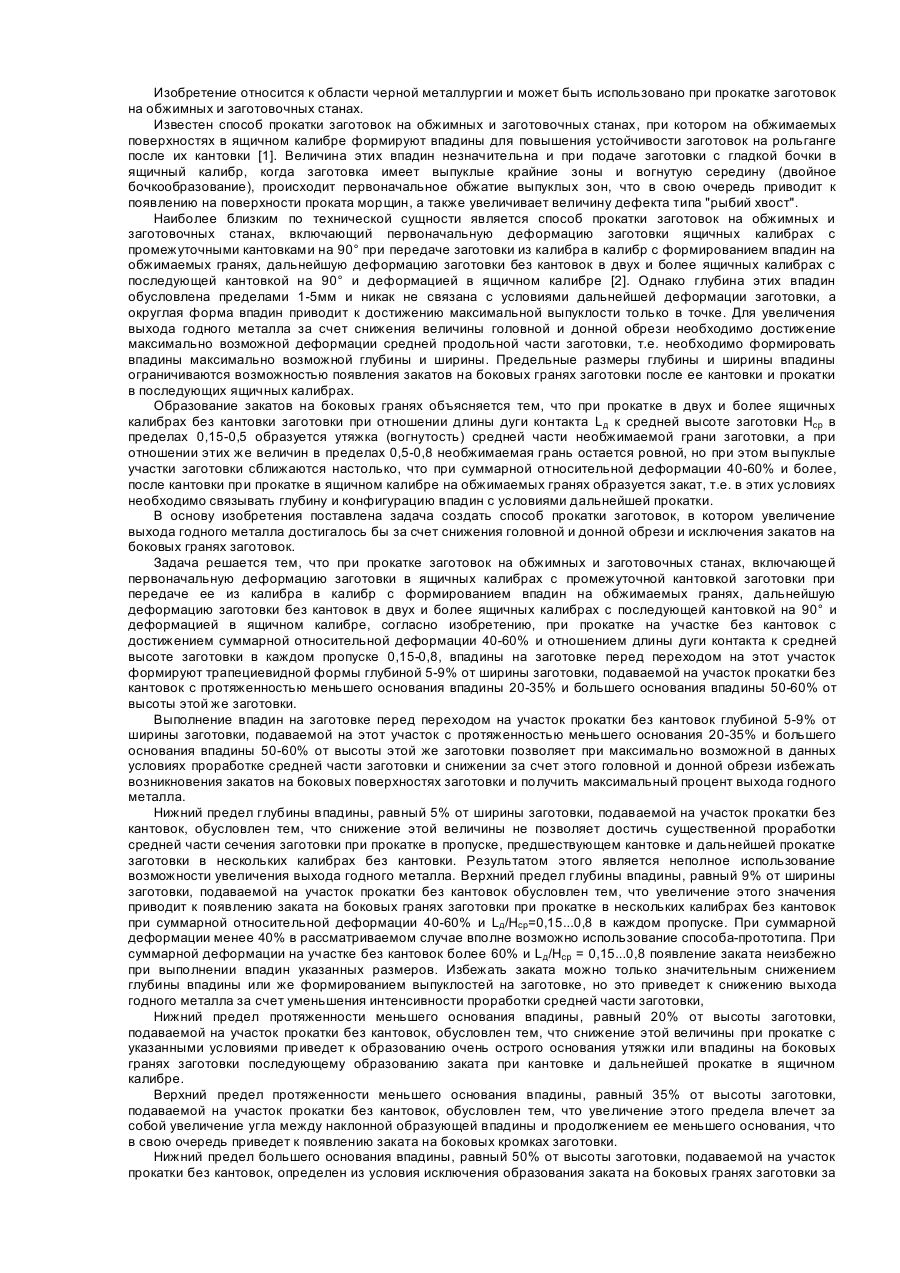
Способ прокатки заготовок на обжимных и заготовочных станах, включающий первоначальную деформацию заготовки в ящичных калибрах с промежуточными кантовками на 90° при передаче заготовки из калибра в калибр с формированием впадин на обжимаемых гранях, дальнейшую деформацию заготовки без кантовок в двух и более ящичных калибрах с последующей кантовкой на 90° и деформацию в ящичном калибре, отличающийся тем, что при прокатке на участке без...
Спосіб прокатки напівфабрикатів на обтискних і заготівельних станах
Номер патенту: 19144
Опубліковано: 25.12.1997
Автори: Кукуй Давид Пенхусович, Валуєв Володимир Миколайович, Бруханський Володимир Миколайович, Корінь Андрій Олександрович, Дишковець Генадій Анатольович, Губайдулін Вячеслав Фуатович, Нечепоренко Володимир Андрійович
МПК: B21B 1/02
Мітки: обтискних, напівфабрикатів, спосіб, станах, прокатки, заготівельних
Формула / Реферат:
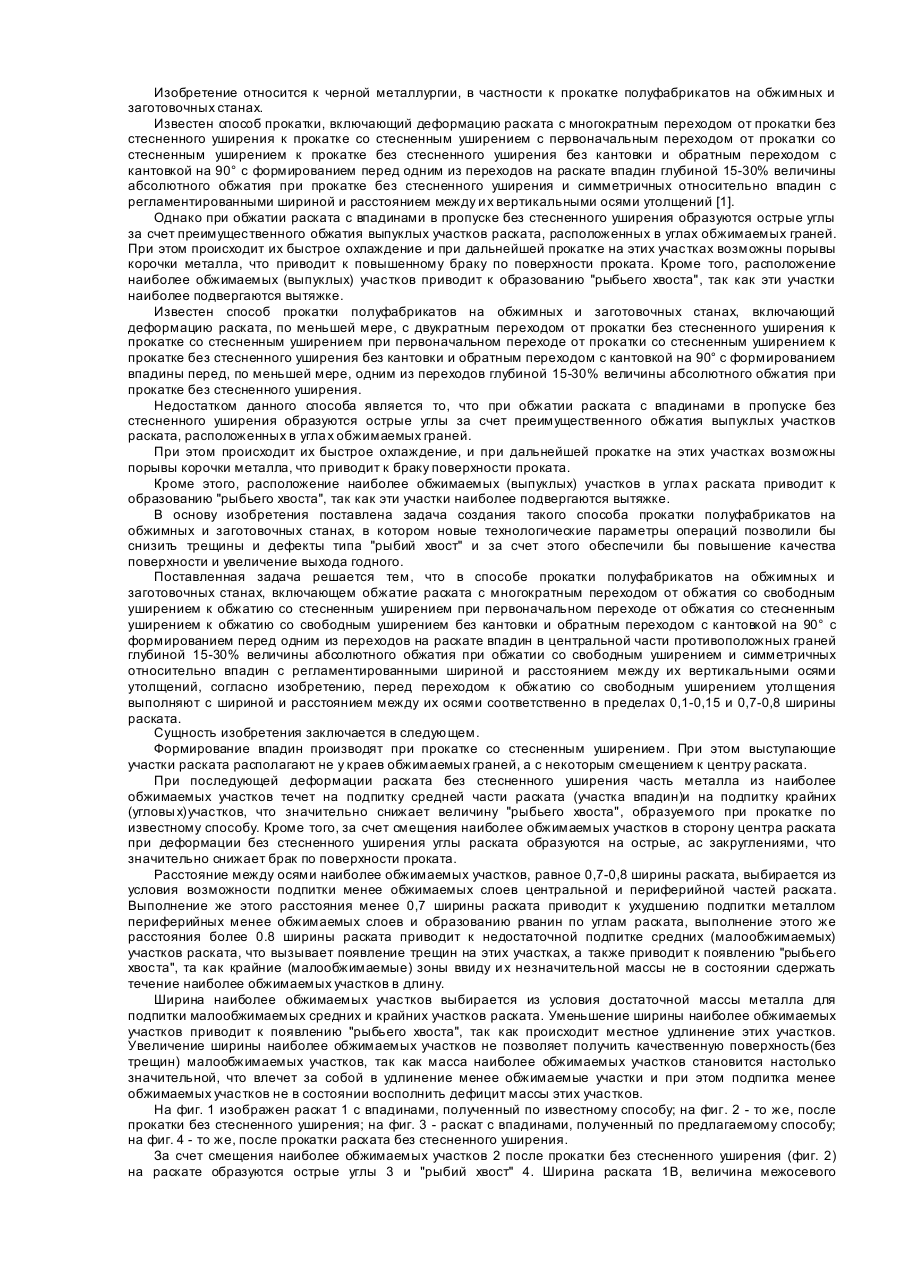
Изобретение относится к черной металлургии, в частности к прокатке полуфабрикатов на обжимных и заготовочных станах.Известен способ прокатки, включающий деформацию раската с многократным переходом от прокатки без стесненного уширения к прокатке со стесненным уширением с первоначальным переходом от прокатки со стесненным уширением к прокатке без стесненного уширения без кантовки и обратным переходом с кантовкой на 90° с формированием...
Спосіб прокатки заготовок на обтискних і заготівельних станах

Номер патенту: 7958
Опубліковано: 26.12.1995
Автори: Губайдулін Вячеслав Фуатович, Альохін Вячеслав Григорович, Ємченко Юрій Борисович, Кац Давід Наумович, Мінаєв Олександр Анатолійович, Альохін Сергій Григорович, Кукуй Давид Пенхусович, Азаров Сергій Іванович, Корінь Андрій Олександрович
МПК: B21B 1/02
Мітки: обтискних, заготівельних, заготовок, станах, прокатки, спосіб
Формула / Реферат:
Способ прокатки заготовок на обжимных и заготовочных станах, включающий деформацию заготовки в ящичных калибрах с формированием впадин на обжимаемых гранях глубиной, составляющей 15-30% от величины абсолютного обжатия в первом пропуске последующего калибра, отличающийся тем, что при прокатке заготовки с отношением длины дуги контакта к средней ее высоте в последнем пропуске предыдущего ящичного калибра в пределах 0,5-0,8 в первом пропуске...
Попередній патент: Машина для збирання льону
Наступний патент: Пристрій для руйнування важковантажних масивів
Випадковий патент: Гербіцидна комбінація та спосіб боротьби з бур'янами