Спосіб анодного полірування ніобію
Номер патенту: 25415
Опубліковано: 30.10.1998
Автори: Устименко Валерій Миколайович, Федоренко Олександр Михайлович
Формула / Реферат
1. Способ анодного полирования ниобия, включающий анодную обработку изделия в полирующем растворе, отличающийся тем, что для материала обрабатываемого изделия снимают вольтамперную характеристику в полирующем растворе, после чего обработку изделия осуществляют подачей от источника тока импульсов напряжения скважинностью 10 : 1 - 1 : 1 со временем паузы между импульсами 5 - 60с, постоянной амплитудой 2 - 7,5В, таким образом, чтобы максимальная величина устанавливаемого на ванне напряжения соответствовала области. пассивного и транспассивного участков предварительно снятой вольтамперной характеристики обрабатываемого материала.
2. Способ по п.1, отличающийся тем, что за время паузы между импульсами с помощью дополнительного источника тока на аноде устанавливают постоянный потенциал 0,5 - 5В.
Текст
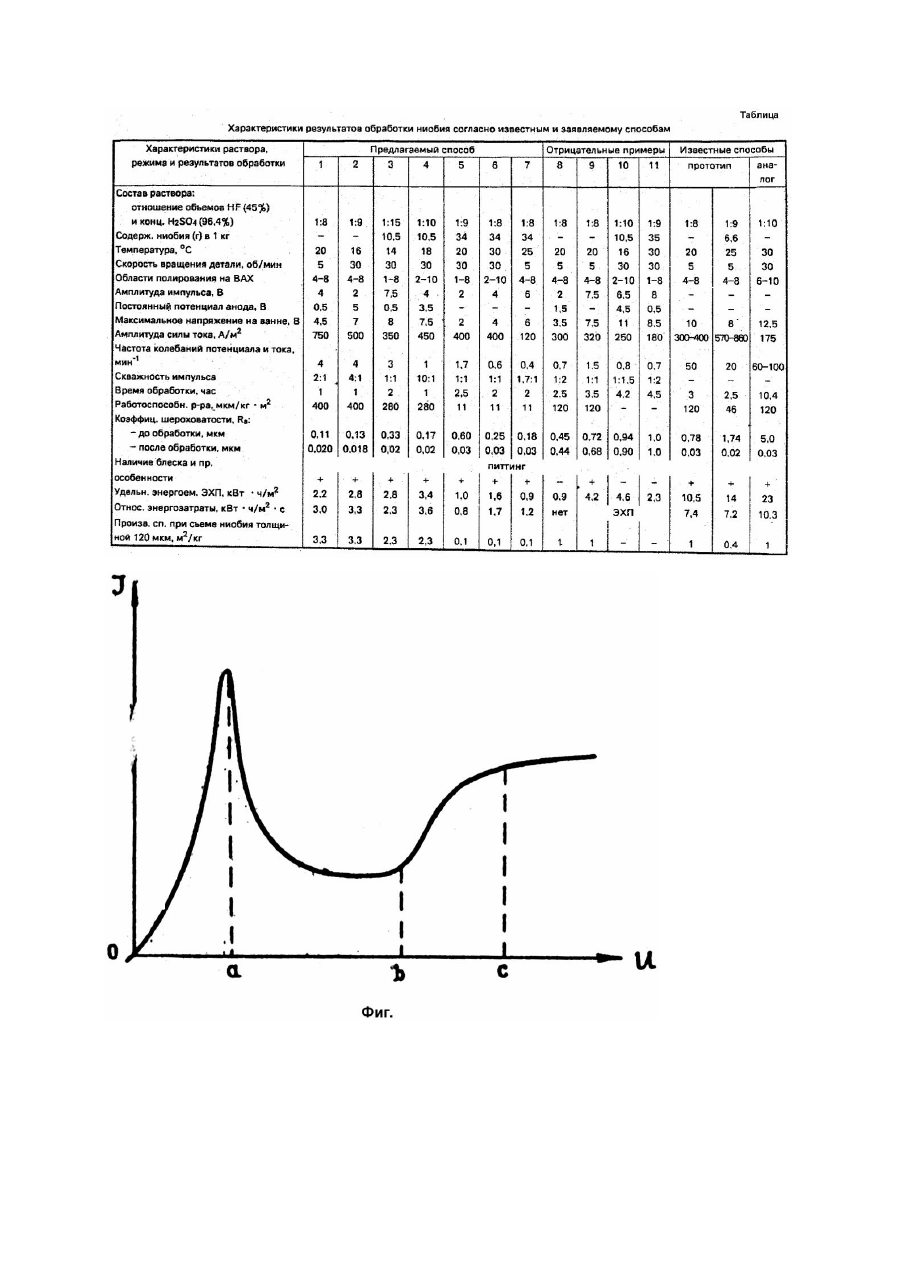
Изобретение относится к технологическим процессам, позволяющим проводить размерную электрохимическую обработку, а именно, анодное полирование (АП) изделий из ниобия, применяемых в радиотехнике СВЧ-диапазона, для улучшения эксплуатационных параметров. Известным способом АП является электрохимическое полирование (ЭХП) ниобия [1] в растворе, содержащем серную кислоту, фтористый водород и воду, по которому постоянное напряжение на ванне в пределах 9 - 15В устанавливается таким образом, чтобы возникали затухающие колебания тока, наложенные на ток в электролите; отключение напряжения осуществляется в момент окончательного затухания колебаний тока; периоды включения и выключения напряжения повторяют многократно. К недостаткам этого способа следует отнести нестабильность самого режима затухающи х колебаний, как это было обнаружено при его использовании на практике [2], а также, сложность управления режимом ЭХП для обеспечения синхронизации работы коммутирующего устройства с моментом времени окончательного затухания токовых колебаний (ТК), также непостоянство во времени амплитуды колебаний, вследствие чего объем ниобия по толщине идет с различной скоростью и, тем самым, усложняются как технологические расчеты, так и контроль за процессом ЭХП. Кроме того, была обнаружена низкая работоспособность полирующего раствора и необходимость введения в него органических добавок при накоплении в 1кг раствора 10,4г растворенного ниобия [3], что усложняет проведение ЭХП. Наиболее близким к заявляемому является способ электрохимической обработки ниобия и его сплавов [4] путем анодной обработки в электролите при подаче на анод потенциала 2,5 - 12,5В и при одновременности колебаний анодного потенциала и тока в интервале 1 - 20А/дм 2 за счет вращения анода с заданной скоростью или вибрации его с заданной частотой в течение 0,1 - 3с в моменты затухания колебаний. Полирование проводится в режиме затухающи х токовых колебаний (ТК), причем одновременно с этим происходят колебания величины потенциала на ниобии в интервале 6,5 - 10,0В с амплитудой 0,5 2,0В. Частота колебаний тока и потенциала составляют 20 - 50мин-1. В ходе процесса производится отключение напряжения через каждые 3-5-10мин с паузами между включениями 10 - 5 - 3мин. К недостаткам такого способа относится нестабильность характеристик полирующего режима, связанная с затуханием ТК, что усложняет технологические расчеты и контроль за процессом ЭХП, а также сложность управления режимом ЭХП для обеспечения синхронизации как механического движения детали - анода, так и работы коммутирующего устройства с электрическими параметрами цепи управления в связи с прекращением или уменьшением до 10% ТК. Кроме того, для установления режима ЭХП необходимы специальные сложные условия и генерирования ТК, причем, выбор этих необходимых условий для разного типа изделий не определен и, потому, является сложной задачей для технолога. И наконец, по известному способу в 1кг полирующего раствора можно обработать не более 1м 2 поверхности ниобия при съеме металла толщиной 120мкм (что соответствует накоплению в растворе 10,4г ниобия). Также, расчеты относительных энергетических затрат показывают, что для уменьшения коэффициента шероховатости в 10 раз на 1м 2 поверхности необходимо большое количество электроэнергии - 7,4кВт-час. В основу изобретения поставлена задача усовершенствования существующего способа анодного полирования ниобия, в котором за счет изменения характера наложения электрического поля обеспечивается упрощение контроля за способом, а также уменьшение удельной энергоемкости и относительных энергозатрат процесса ЭХП и увеличение его производительности. Поставленная задача решается тем, что в способе анодного полирования ниобия. представляющем собой анодную обработку. изделия в полирующем растворе, согласно изобретению, для материала обрабатываемого изделия в полирующем растворе снимают вольтамперную характеристику, после чего обработку изделия осуществляют подачей от источника тока импульсов напряжения, скважностью 10 : 1 - 1 : 1, со временем паузы между импульсами 5 - 60с, постоянной амплитудой 2 - 7,5В, причем, максимальная величина устанавливаемого на ванне напряжения соответствует области пассивного и транспассивного участков, полученных на снятой предварительно, вольтамперной характеристике обрабатываемого материала. Кроме того, за время паузы между импульсами с помощью дополнительного источника тока на аноде устанавливают постоянный потенциал 0,5 - 5В. Процесс ведут при условии, что обрабатываемое изделие является анодом. Чередование импульсов напряжения вызывает появление импульсов тока постоянной амплитуды, таким образом генерируют незатухающие ТК постоянной амплитуды в отличие от затухающи х ТК переменной амплитуды у прототипа, что стабилизирует режим ЭХП, упрощает контроль за процессом и способ управления, поскольку включение и выключение источника тока по истечении времени не зависит ни от характера механического движения детали анода, ни от движения в нем раствора, ни от изменения амплитуды ТК. Выбор условий генерирования ТК в заявляемом способе, по сравнению с прототипом, является достаточно простым и надежным, поскольку основан на получении и анализе информации об электрохимических свойствах материала изделия в видеозаписи его вольтамперной характеристики (ВАХ), представленной на чертеже. (Методика получения ВАХ описана в литературе [5]). На чертеже (фиг.) изображена ВАХ ниобия в рабочем растворе с обозначением областей значений потенциалов: пассивной (ab) и транспассивной (bc), в которых возможен процесс ЭХП ниобия [6]. Обозначения: u - величина потенциала детали-анода, I - величина тока, проходящего через ванну. Выбор условий генерирования ТК для режима анодного полирования состоит в том, чтобы при подаче на ванну импульсов напряжения максимальная величина напряжения соответствовала области потенциалов на пассивном и транспассивном участках на ВАХ. Пример 1. Пластину из ниобия марки НбРО вращали по цилиндрической образующей с частотой вращения 5об/мин в растворе концентрированной плавиковой кислоты (45%) и серной кислоты (96,4%), смешанных в объемном соотношении 1 : 8. С помощью потенциостата ПИ-50 - 1.1 и самопишущего потенциометра ПДП4 - 002 получили анодную вольтамперную характеристику (ВАХ) ниобиевой пластины согласно рисунка (фиг.) - области полирования соответствовали значениям потенциалов анода 4 - 8 при 20°C. Затем, от цепи управления потенциостатом на анод накладывался постоянный потенциал 0,5В, а от источника тока задавалась амплитуда импульсов напряжения на ванне 4В частотой 4 импульса в минуту и скважностью импульсов 2 : 1. Амплитуда силы тока составляла 750А/м 2. Через 1 час обработки коэффициент шероховатости поверхности (Ra) уменьшился от 0,11мкм до 0,02мкм, поверхность пластинки приобрела зеркальный блеск. Удельная энергоемкость процесса, рассчитываемая как произведение u × i × t (u - напряжение на ванне, I - плотность тока, t - время прохождения тока через ванну), оказалась равной 2,2кВт × час/м 2. Относительные энергозатраты рассчитывались как отношение удельной энергоемкости к величине lg R0/R1, где R0, R1 - коэффициенты шероховатости поверхности до и после обработки, их величина составила 3,0кВт × час/м 2. Работоспособность раствора оценена величиной 400мкм/кг × м 2 согласно данным примеров 7 и 11 (таблица) о максимально возможном накоплении ниобия в работающем растворе до 35г/кг, что соответствует максимальной производительности способа - в 1кг раствора можно обработать 3,3м 2 поверхности ниобия при съеме металла толщиной 120мкм. Результаты указаны в графе 1 таблицы. Пример 2. Смешали 53,4мл раствора HF (45%) и 534мл концентрированной H 2SO4 (96,4%). Масса приготовленного раствора составила 1кг. В этом растворе растворили 10,5г ниобиевой фольги под действием анодного тока силой 800А/м 2 в течение 6,5час. В этом растворе известные способы ЭХП оказались уже неприменимыми, поскольку ни при каких условиях не генерировались токовые колебания. В полученном растворе вращали по цилиндрической образующей ниобиевую пластину марки НВЧ с частотой вращения 30об/мин. С помощью потенциостата ПИ-50 - 1.1 и самопишущего потенциометра ПДП4 - 002 получили анодную ВАХ пластины согласно рисунка (фиг.) - области полирования соответствовали значениям потенциала 2 - 10В. Затем, от цепи управления потенциостатом на пластину наложили постоянный потенциал +4В, а от источника тока задавались импульсы напряжения амплитудой 3,5В частотой 1 импульс в минуту и скважностью 10 : 1. Амплитуда силы тока составляла 450А/м 2. Через 1 час обработки коэффициент шероховатости поверхности (Ra) уменьшился от 0,17мкм до 0,02мкм, а поверхность приобрела зеркальный блеск. Расчеты удельной энергоемкости и относительных энергозатрат дали величины 3,4 и 3,6кВт × час/м 2, соответственно. Расчет работоспособности этого раствора дал значение 280мкм/кг × м , что позволяет в 1кг его обработать еще 2,3м 2 поверхности при съеме ниобия толщиной 120мкм. Результаты указаны в графе 4 таблицы. Пример 3. Смешали 59мл раствора HF (45%) и 530мл концентрированной серной кислоты (96,4%). Масса приготовленного раствора составила 1кг. В этом растворе растворяли в течение 18час 34г ниобиевой фольги под действием импульсного анодного тока силой 920А/м 2. Известные способы обработки ниобия в нем совершенно неприменимы по причинам, указанным в примере 2. В полученном растворе вращали по цилиндрической образующей ниобиевую пластину марки НбР1 с частотой вращения 30об./мин и получили запись ВАХ пластины с помощью потенциостата и потенциометра ПДП4 - 002. ВАХ имела вид согласно чертежу - потенциалы области полирования имели значения 1 - 8В. Затем, от источника тока задавались в течение 2,5час импульсы напряжения амплитудой 2В частотой 1,7 импульс в минуту и скважностью импульсов 1 : 1. Амплитуда силы тока составила 400А/м 2. После обработки коэффициент шероховатости поверхности (Ra) уменьшился от 0,60 до 0,03мкм, и поверхность приобрела зеркальный блеск. Величины удельной энергоемкости и относительных энергозатрат составили, соответственно, 1,0 и 0,8кВт × час/м 2. Оценка производительности способа дала значение 0,1м 2/кг при съеме ниобия толщиной 120мкм. Результаты указаны в графе 5 таблицы. Различные условия реализации способа и полученные результаты представлены на прилагаемой таблице. Как видно из таблицы, при таком способе анодного полирования можно обработать в 1кг раствора более 3м 2 поверхности ниобия при съеме металла толщиной 120мкм, что соответствует большему накоплению в растворе ниобия - до 35г, т.е. производительность способа возросла более чем в 3 раза. Кроме того, в заявляемом способе удельная энергоемкость процесса ЭХП снизилась до величины 3,4 0,9кВт × час/м 2, а относительные энергозатраты снизились до величины 3,6 - 0,8кВт × час/м 2. Такой положительный эффект изобретения объясняется, возможно, тем, что в импульсном режиме обработки не успевают проявиться в достаточной степени диффузионные ограничения по массопереносу компонентов [5, с.141 - 142], что приводит к росту величины границы насыщения ниобием прианодного слоя (до 35г/кг вместо 10,4г/кг) и, также, к уменьшению электрических потерь в объеме раствора; снижение энергоемкости и относительных энергозатрат анодного полирования может быть обусловлено и стабилизацией колебательного режима по амплитуде ТК.
ДивитисяДодаткова інформація
Автори англійськоюUstimenko Valerii Mykolaiovych, Fedorenko Oleksandr Mykhailovych
Автори російськоюУстименко Валерий Николаевич, Федоренко Александр Махайлович
МПК / Мітки
МПК: C25F 3/00
Мітки: ніобію, анодного, полірування, спосіб
Код посилання
<a href="https://ua.patents.su/3-25415-sposib-anodnogo-poliruvannya-niobiyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб анодного полірування ніобію</a>
Розчин для хімічного полірування ніобію
Номер патенту: 3379
Опубліковано: 27.12.1994
Автори: Федоренко Олександр Михайлович, Циганкова Тетяна Аркадіївна, Джафарова Світлана Ейвазовна
МПК: C23F 3/00
Мітки: хімічного, ніобію, розчин, полірування
Формула / Реферат:
Раствор для химического полирования ниобия, содержащий плавиковую, серную, азотную кислоты и воду, отличающийся тем, что он дополнительно содержит карбамид при следующем соотношении компонентов, мас.%: плавиковая кислота (40%) 5,6-6,2 серная кислота (98%) 46,3-46,9 азотная кислота (69%) 25,2-25,7 карбамид ...
Спосіб контролю та коригування полірувальної здатності електроліту для електрохімічного полірування ніобію
Номер патенту: 23120
Опубліковано: 30.06.1998
Автори: Хрульова Ольга Димитровна, Устименко Валерій Миколайович, Федоренко Олександр Михайлович
МПК: C25F 7/00
Мітки: спосіб, коригування, електрохімічного, електроліту, ніобію, контролю, полірування, полірувальної, здатності
Формула / Реферат:
1. Способ контроля и корректировки полирующей способности электролита для электрохимического полирования ниобия, включающих введение добавки реагентов в электролят на основе фтористоводородной и серной кислот, отличающийся тем, что введение добавки осуществляют до совпадения значений пиковых токов при снятии на вольтамперных характеристиках рабочего и эталонного растворов электролита причем наличие участков токовых колебаний на...
Спосіб електрохімічного полірування міді
Номер патенту: 3432
Опубліковано: 27.12.1994
Автори: Сандулов Дмитро Борисович, Кінберг Валентина Генадіївна
МПК: C25F 3/00
Мітки: електрохімічного, міді, спосіб, полірування
Формула / Реферат:
Способ электрохимического полирования меди, включающий анодную обработку в электролите на основе ортофосфорной кислоты и металлического алюминия, отличающийся тем, что анодную обработку ведут в потенциостатическом режиме при напряжении 1.8-2,5 В, плотности тока 1,5-4 А/дм2, температуре 17-30°С при следующем соотношении компонентов, мас. %: ортофосфорная кислота 70-85 металлический ...
Електроліт для електрохімічного полірування хромонікелевих аустенітних сталей

Номер патенту: 20256
Опубліковано: 15.07.1997
Автори: Білошицкий Анатолій Петрович, Юденкова Інна Миколаївна, Гельман Олександр Давидович, Зарубицький Олег Григорович
Мітки: електрохімічного, хромонікелевих, полірування, сталей, електроліт, аустенітних
Формула / Реферат:
Электролит для электролитического полирования хромоникелевых аустенитных сталей, содержащий серную кислоту, отличающийся тем, что он дополнительно содержит ингибиторную композицию Д-1 и сернокислое железо при следующем соотношении компонентов, мас.%:Серная кислота 40-46'Ингибиторная композиция Д-1 7,0-11,0Сернокислое...
Спосіб магнітно-абразивного об’ємного полірування
Номер патенту: 16512
Опубліковано: 29.08.1997
Автори: Шлюко Володимир Якович, Степанов Олег Васильович, Майборода Віктор Станіславович, Андронов Олексій Васильович, Крамаровський Борис Ілліч, Верменко Віталій Якович, Шпатаковський Олександр Федорович
МПК: B24B 31/112
Мітки: полірування, магнітно-абразивного, об`ємного, спосіб
Формула / Реферат:
Способ магнитно-абразивного объемного полирования, при котором осуществляют вращение лопатки ГТД вокруг оси кольцевой ванны с равномерно расположенными по кругу магнитными зонами, осцилляцию ее в вертикальной плоскости. плавное введение в кольцевую ванну с поворотом на угол, определяемый профилем лопатки, и колебание вокруг вертикальной оси с изменяющейся амплитудой, отличающийся тем, что. с целью повышения качества и производительности...
Попередній патент: Льонобральний апарат
Наступний патент: Спосіб визначення показань до внутрішньочеревного післяопераційного лаважу
Випадковий патент: Холодильна установка для торгового обладнання