Спосіб валкової формовки штабового металу
Номер патенту: 25204
Опубліковано: 30.10.1998
Автори: Степаненко Михайло Андрійович, Зіньковський Анатолій Федорович, Ковіка Микола Данилович, Коваленко Анатолій Панасович, Білий Олександр Іванович, Хаустов Георгій Йосипович, Полуектов Вадим Володимирович, Ульянов Віктор Михайлович, Мельник Анатолій Максимович, Фурманов Валерій Борисович, Новіков Леонід Миколайович
Формула / Реферат
Способ валковой формовки полосового металла, включающий деформацию поперечного изгиба полосы в ряде последовательно расположенных валковых калибров от ее плоского состояния перед первым валковым калибром до необходимого конечного профиля за последним валковым калибром, отличающийся тем, что перед первым валковым калибром плоскую полосу последовательно подвергают одному или нескольким циклам знакопеременной деформации поперечного изгиба и последующего поперечного разгиба, а в первом валковом калибре поступающую в него полосу желобчатого профиля подвергают поперечному изгибу в районе кромок с одновременным поперечным разгибом средней части полосы.
Текст
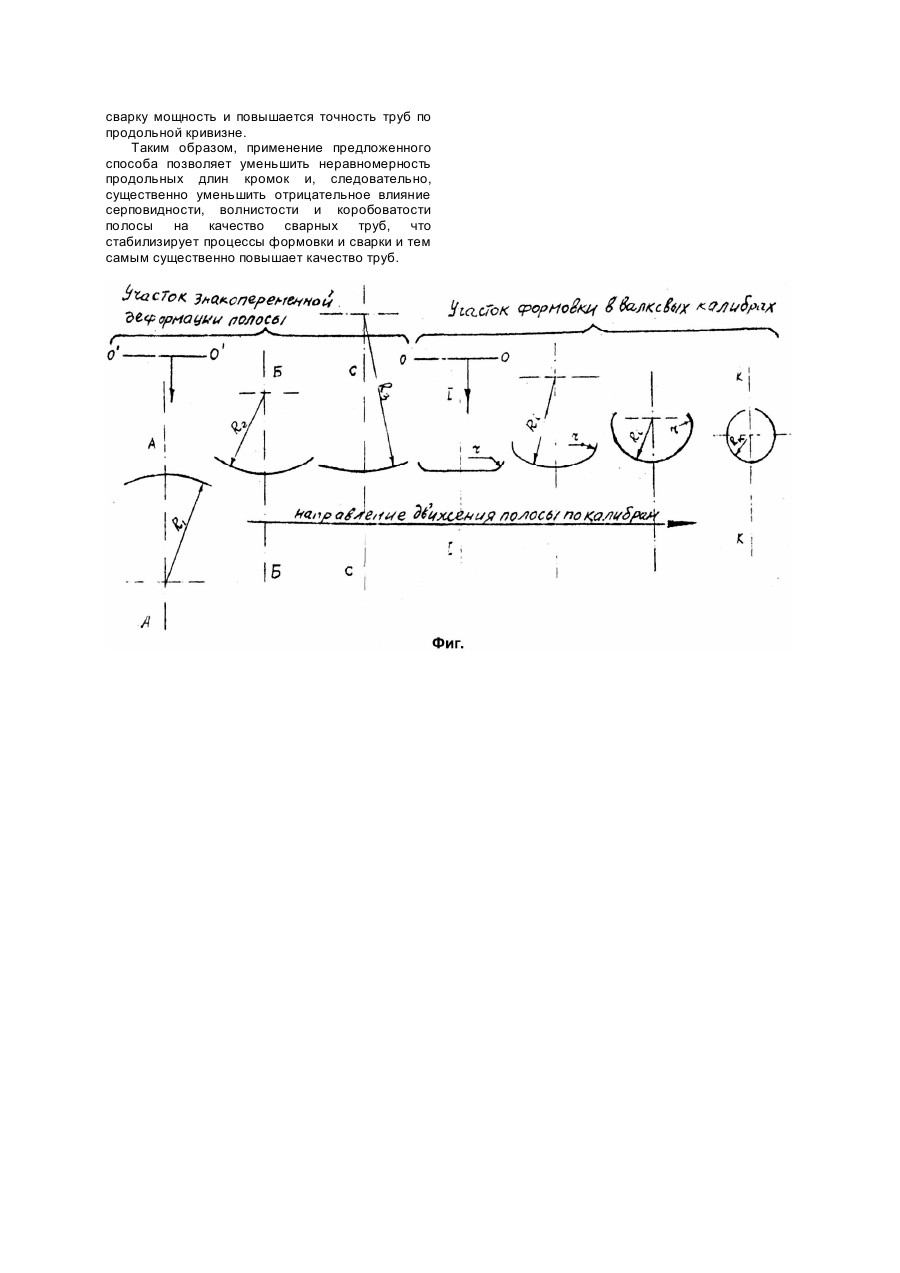
Изобретение предусматривает уменьшение неравномерности продольных длин кромок полосового металла при его серповидности, волнистости, коробоватости и относится к повышению качества рулонной стали и листов при производстве из них сварных круглых и профильных труб, а также гнутых открытых профилей (уголок, швеллер и т.д.). Изобретение может быть использовано при изготовлении сварных труб и гнутых открытых профилей разных размеров, из различных марок сталей, цветных металлов и т.д., а также как самостоятельная операция для выравнивания серповидности, волнистости и коробоватости рулонной полосы и листов. Известен способ производства электросварных труб из плоской рулонной полосы при котором в первом формующем калибре одновременно с подгибкой кромок производится подгибка средней части полосы в сторону противоположную направлению подгибки кромок, а в следующей клети разгибают эту среднюю часть полосы без какой-либо деформации кромок и в дальнейшем ведут обычный процесс валковой формовки (Жуковский Б.Д., Осада Я.Е., Чекмарев А.П. и др. Производство труб электросваркой методом сопротивления. - М.: Металлургиздат, 1953. - С.244 - 245). Этот способ предназначался для улучшения выформовки кромок путем перемещения кромки в нижнюю часть калибра за счет изгиба средней части заготовки в противоположном направлении. В то же время этот способ не позволяет уменьшить неравномерность продольных длин кромок, являющейся основной причиной серповидности и волнистости полосы, т.к. кромки, при данном способе, формуясь по необходимому радиусу беспрепятственно могут иметь различную длину, а приобретенная при этом их жесткость мешает в дальнейшем выравнивать их длины. При этом подгибка средней части плоской полосы, хотя и происходит в противоположную сторону подгибке кромок, по сравнению с обычным двухрадиусным калибром это существенно не может изменить характер продольных деформаций и, следовательно, существенно повлиять на процесс уменьшения неравномерности продольных длин кромок, что и подтверждено на практике. Поэтому данное решение не нашло практического применения. В то же время, серповидность и волнистость полосы приводит к нестабильности процесса формовки и сварки, а, следовательно, отрицательно сказывается на качестве сварного соединения труб и при производстве открытых гнутых профилей на их точность. Известен способ выравнивания кромок трубной заготовки перед их сваркой путем их знакопеременного продольного изгиба, по аналогии с правкой полосы в листоправильной машине (Рымов В.А., Полухин П.И., Потапов И.Н. Совершенствование производства сварных труб. М.: Металлургия, 1983. - С.241 - 243). Этот знакопеременный продольный изгиб кромок, аналогичный изгибу полосы в листоправильной машине, не позволяет уменьшить отрицательного влияния серповидности и волнистости (как и при ее правке в листоправильной машине) из-за невозможности создания условий выравнивания продольных деформаций и поэтому не получил распространения на практике. Кроме этого большая продольная жесткость уже сформованной (желобчатой) заготовки препятствует этому. Известен способ многопереходной формовки заготовки конечной длины (листов), при котором на промежуточном этапе заготовку разгибают в направлении противоположном направлению формовки, отличающийся тем, что с целью повышения качества концевых участков деталей заготовку формуют на угол больше заданного, а разгибают до угла меньше заданного на величину равную величине пружинения (Авт. св. СССР №369958, 1973, Бюл. №11, с.23). Этот способ предполагает разгибку уже сформованной (желобчатой) заготовки на "промежуточном этапе", т.е. непосредственно в формовочном стане, а именно для данного случая в последнем его калибре. При этом сформованная заготовка в виде желоба уже имеет большую продольную жесткость и основные недостатки полосы (или листа), т.е. серповидность, коробоватость и волнистость, останутся в заготовке, что в дальнейшем отрицательно скажется на качестве сварного соединения и, следовательно, на качестве трубы. Кроме этого, в данном случае величина разгибки уже сформованной заготовки определяется только усредненным углом ее поперечного пружинения и никак не связана с неравномерностью продольных длин кромок и других продольных сечений полосового металла. В то же время, резкая неравномерность продольных деформаций по ширине полосы (от одной кромки до другой) не позволяет пользоваться усредненной величиной угла поперечного гиба или разгиба полосы, а требует внесения в процесс неравномерных поперечных деформаций по ширине полосы, т.е. вносимые поперечные деформации на кромке должны быть совершенно другими как по величине так и по знаку по сравнению с поперечными деформациями средней части полосы. Задачей предлагаемого изобретения является уменьшение неравномерности продольных длин кромок и других продольных сечений полосы по ее ширине, т.е. уменьшение серповидности, волнистости и коробоватости полосы, что например, при производстве сварных труб стабилизирует процессы формовки и сварки и, следовательно, повышает качество и надежность сварного шва, а при производстве, например, открытых гнутых профилей повышает их точность. Кроме этого, данное изобретение помогает уменьшить неравномерность напряжений в готовом изделии и усреднить механические свойства в нем, что уменьшает продольную кривизну труб и гнутых профилей. Одной из основных отличительных особенностей предлагаемого изобретения является то, что мероприятия предусмотренные в нем осуществляются еще на плоской полосе (перед формовочным станом) и частично в первой клети, где подгибаются только кромки, т.е. там где продольная жесткость полосы весьма мала и в значительно меньшей степени препятствует проведению этих мероприятий. Эта задача решена тем, что в способе формовки полосового металла, включающем деформацию поперечного изгиба полосы в ряде последовательно расположенных валковых калибров от ее плоского состояния перед первым валковым калибром до необходимого конечного профиля за последним валковым калибром, согласно изобретению, перед первым валковым калибром плоскую полосу последовательно подвергают одному или нескольким циклам знакопеременной деформации поперечного изгиба и последующего поперечного разгиба, а в первом валковом калибре поступающую в него полосу желобчатого профиля подвергают поперечному изгибу в районе кромок с одновременным поперечным разгибом средней части полосы. Отличием предлагаемого способа от прототипа является: знакопеременная деформация поперечного изгиба и последующего поперечного разгиба плоской полосы перед первым валковым калибром, т.е. перед процессом формовки; поперечный изгиб кромок полосы с одновременным поперечным разгибом средней части полосы в первом калибре. Техническим результатом использования предлагаемого способа является уменьшение неравномерности продольных длин кромок и других продольных сечений полосы по ее ширине, т.е. уменьшение серповидности, волнистости и коробоватости полосы, что, например, при производстве сварных труб стабилизирует процесс формовки и сварки и, следовательно повышает качество и надежность сварного шва, а при производстве, например, открытых профилей повышает их точность. Кроме этого, данное изобретение уменьшает неравномерность напряжений в готовом изделии и усредняет механические свойства в нем, что уменьшает продольную кривизну труб и гнутых профилей. Это обусловлено тем, что: значительно облегчается процесс уменьшения неравномерности продольных деформаций в плоской полосе при ее знакопеременной деформации поперечного гиба и поперечного разгиба перед первым валковым калибром, т.е. до формовочного стана; происходит существенное усреднение и уменьшение величины продольных деформаций в первом калибре при подгибке кромок и одновременной разгибке средней части полосы в нем, т.к. при такой схеме деформации продольные деформации возникающие в кромках при изгибе имеют другой знак по сравнению с продольными деформациями при разгибе средней части полосы; предлагаемые схемы знакопеременных деформаций плоской полосы до первого валкового калибра и в нем уменьшают неравномерность напряжений в готовом изделии и усредняют механические свойства в нем, что уменьшает кривизну труб и гнутых профилей. Таким образом, применение предлагаемого способа за счет ведения процессов знакопеременной деформации плоской полосы до первого валкового калибра и в нем позволяет при производстве сварных труб стабилизировать процесс сварки их кромок, повысить надежность сварного шва, уменьшить продольную кривизну труб, а при производстве открытых гнутых профилей -повысить точность профиля и уменьшить его продольную кривизну. На чертеже (фиг.) в виде примера показан один из возможных вариантов предлагаемой схемы знакопеременной деформации полосы перед первым калибром и в нем для случая формовки заготовки в валковом формовочном стане при производстве сварных труб из рулонной полосы. На участке знакопеременной деформации возможно применение и меньшего количества циклов изгиба. Обычный процесс валковой формовки происходит следующим образом. Плоская полоса 0 - 0 (условно показана сверху) поступает з первый валковый калибр (ось I - I), где происходит подгибка кромок полосы на радиус r. В следующих клетях происходит подгибка средней части полосы текущим радиусом R1, который уменьшается по клетям по направлению движения полосы. Для упрощения схемы количество валковых калибров с текущим радиусом R1, расположенных между первым валковым калибром (ось I - I) и последним валковым калибром (ось K - K), уменьшено по сравнению с реальными трубоформовочными станами. После последнего валкового калибра (ось K - K) происходит сварка кромок заготовки в сварочном калибре (не показан). На рис. профили полосы в валковых калибрах условно развернуты на 90° к направлению ее движения. Схема для реализации предлагаемого способа (см. чертеж) заключается в следующем. Плоская полоса O' - O' (условно показана сверху) поступает в первый калибр (ось A - A) участка знакопеременной деформации полосы, который находится перед участком формовки, т.е. перед формовочным станом. В этом калибре (ось А - А) заготовка подвергается "обратному" изгибу, на радиус R1, т.е. изгибу в противоположном направлении по сравнению с процессом формовки. Затем полоса попадает в следующий калибр (ось Б - Б) где изгибается в обратную сторону радиусом R2. После этого полоса разгибается в калибре (ось С - С) на радиус R3 (т.е. R3 > R2). После этого полоса попадает в первый калибр (ось I - I) участка формовки, где происходит подгибка ее кромок на радиус r и разгибка средней части полосы. Далее полоса, как при обычной формовке, проходит остальные формовочные валковые калибры вплоть до последнего (ось K - K) и сварочного калибра (не показан). Пример осуществления способа, По мере прохождения полосы шириной »500мм (труба Æ159мм, стенка 5 - 6мм) в валковых калибрах участка знакопеременной деформации и участка формовки (рис.1) полосу подвергают "обратному" изгибу в калибре (ось А - А) на радиус R1 = 1700мм, затем обычному изгибу в калибре (ось Б Б) на радиус R2 = 690мм и разгибает в калибре (ось С - С) на радиус R3 = 1400мм. После этого труба попадает в первый калибр (ось I - I) участка формовки (формовочного стана) где подгибаются ее кромки на радиус r = 70мм, а средняя часть разгибается до плоского состояния. Результаты испытаний показали, что при этом существенно стабилизировались процессы формовки полосы и сварки кромок, качество сварного соединения резко улучшилось. Все это позволило уменьшить выход труб более низкого качества (ГОСТ 10705 группа "Б") в среднем в 2,5 раза и, следовательно, соответственно повысить выход труб высокого качества (ТУ 14 - 3 - 377 - 87). Кроме этого уменьшается затрачиваемая на сварку мощность и повышается точность труб по продольной кривизне. Таким образом, применение предложенного способа позволяет уменьшить неравномерность продольных длин кромок и, следовательно, существенно уменьшить отрицательное влияние серповидности, волнистости и коробоватости полосы на качество сварных труб, что стабилизирует процессы формовки и сварки и тем самым существенно повышает качество труб.
ДивитисяДодаткова інформація
Автори англійськоюFurmanov Valerii Borysovych, Melnyk Anatolii Maksymovych, Kovika Mykola Danylovych, Ul'ianov Viktor Mykhailovych, Bilyi Oleksandr Ivanovych, Khaustov Heorhii Yosypovych, POLUEKTOV VADYM VOLODYMYROVYCH
Автори російськоюФурманов Валерий Борисович, Мельник Анатолий Максимович, Ковика Николай Данилович, Ульянов Виктор Михайлович, Белый Александр Иванович, Хаустов Георгий Иосифович, Полуэктов Вадим Владимирович
МПК / Мітки
МПК: B21C 37/15, B21C 37/08
Мітки: формовки, спосіб, металу, валкової, штабового
Код посилання
<a href="https://ua.patents.su/3-25204-sposib-valkovo-formovki-shtabovogo-metalu.html" target="_blank" rel="follow" title="База патентів України">Спосіб валкової формовки штабового металу</a>
Спосіб прокатки штабового металу
Номер патенту: 652
Опубліковано: 15.12.1993
Автори: Прохода Григорій Сергійович, Кузнєцов Лев Федорович, Филонов Юрій Всеволодович, Сапригін Хразален Михайлович, Ющевський Віктор Карлович, Крупник Ісаак Абрамович, Гавриленко Євген Дмитрович, Гончар Володимир Павлович, Єремєєв Віктор Іванович
МПК: B21B 1/38
Мітки: спосіб, прокатки, штабового, металу
Формула / Реферат:
1. Способ прокатки полосового металла, включающий неравномерную деформацию заготовки по ширине с образованием центральной и прикромочных зон прокаткой в профилированных валках с чередованием их в четных и нечетных проходах, отличающийся тем, что, с целью повышения качества проката путем увеличения механических свойств, прокатку в четных проходах центральной и прикромочных зон осуществляют с градиентом коэффициента обжатия,...
Пристрій для формовки і обрізки виводів радіоелементів
Номер патенту: 1826
Опубліковано: 20.12.1994
Автор: Гаркавий Віктор Васильович
МПК: H05K 13/00
Мітки: формовки, виводів, пристрій, радіоелементів, обрізки
Формула / Реферат:
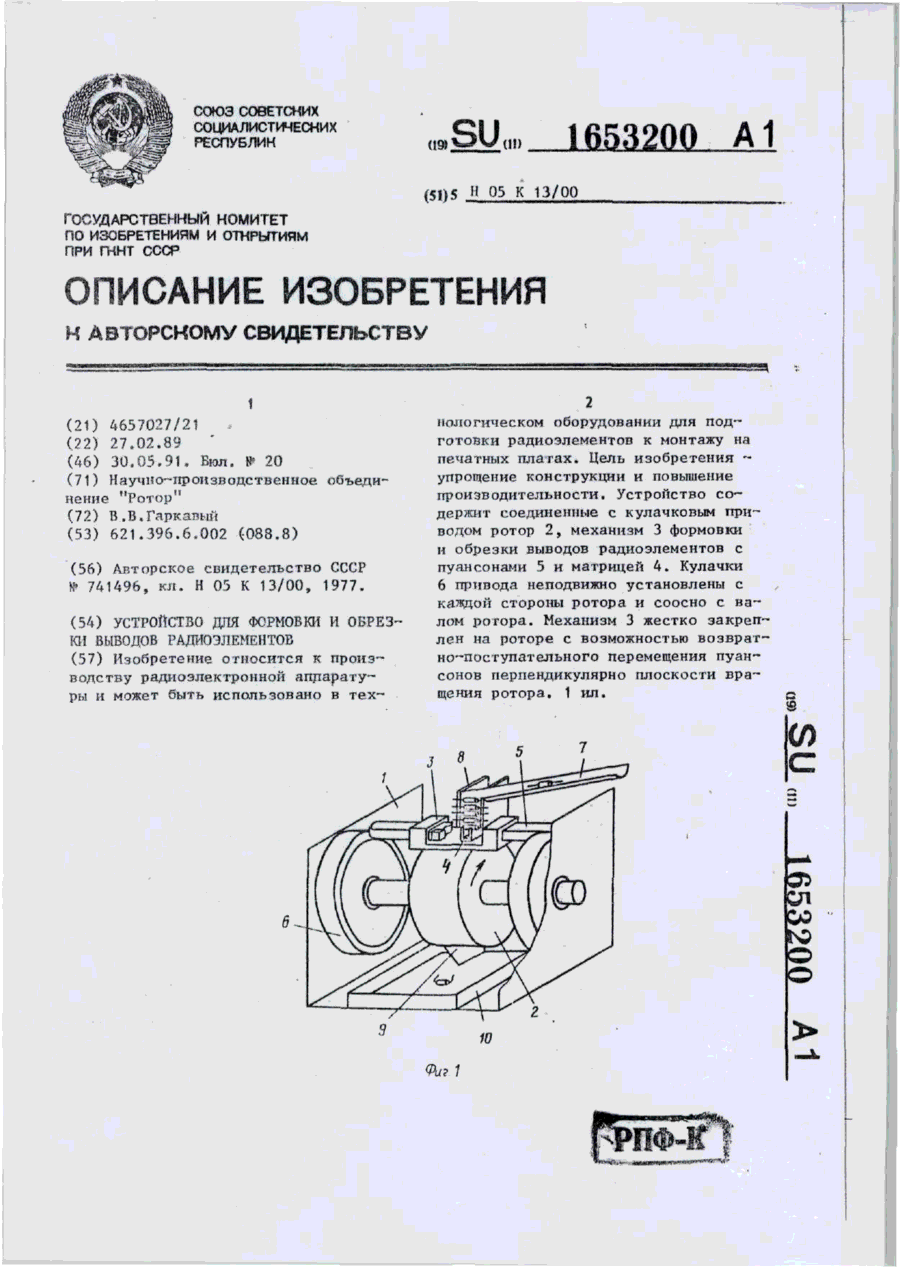
Устройство для формовки и обрезки выводов радиоэлементов, содержащее соединенные с кулачковым приводом ротор, механизм формовки и обрезки выводов радиоэлементов с пуансонами и матрицей, отличающееся тем, что, с целью упрощения конструкции и повышения производительности, кулачки привода неподвижно установлены с каждой стороны ротора и соосно с валом ротора, при этом механизм формовки и обрезки выводов жестко закреплен на роторе с...
Спосіб забирання недокатів з проміжного рольгангу безперервного штабового стану та обладнання для його здійснення
Номер патенту: 373
Опубліковано: 30.04.1993
Автори: Федоров Анатолій Михайлович, Ісіров Дмитро Іванович, Коросташевський Павло Володимирович, Голубченко Анатолій Костянтинович, Тріщенко Володимир Дмитрович, Коросташевський Володимир Павлович
МПК: B21B 39/34
Мітки: рольгангу, проміжного, спосіб, штабового, стану, безперервного, обладнання, забирання, здійснення, недокатів
Формула / Реферат:
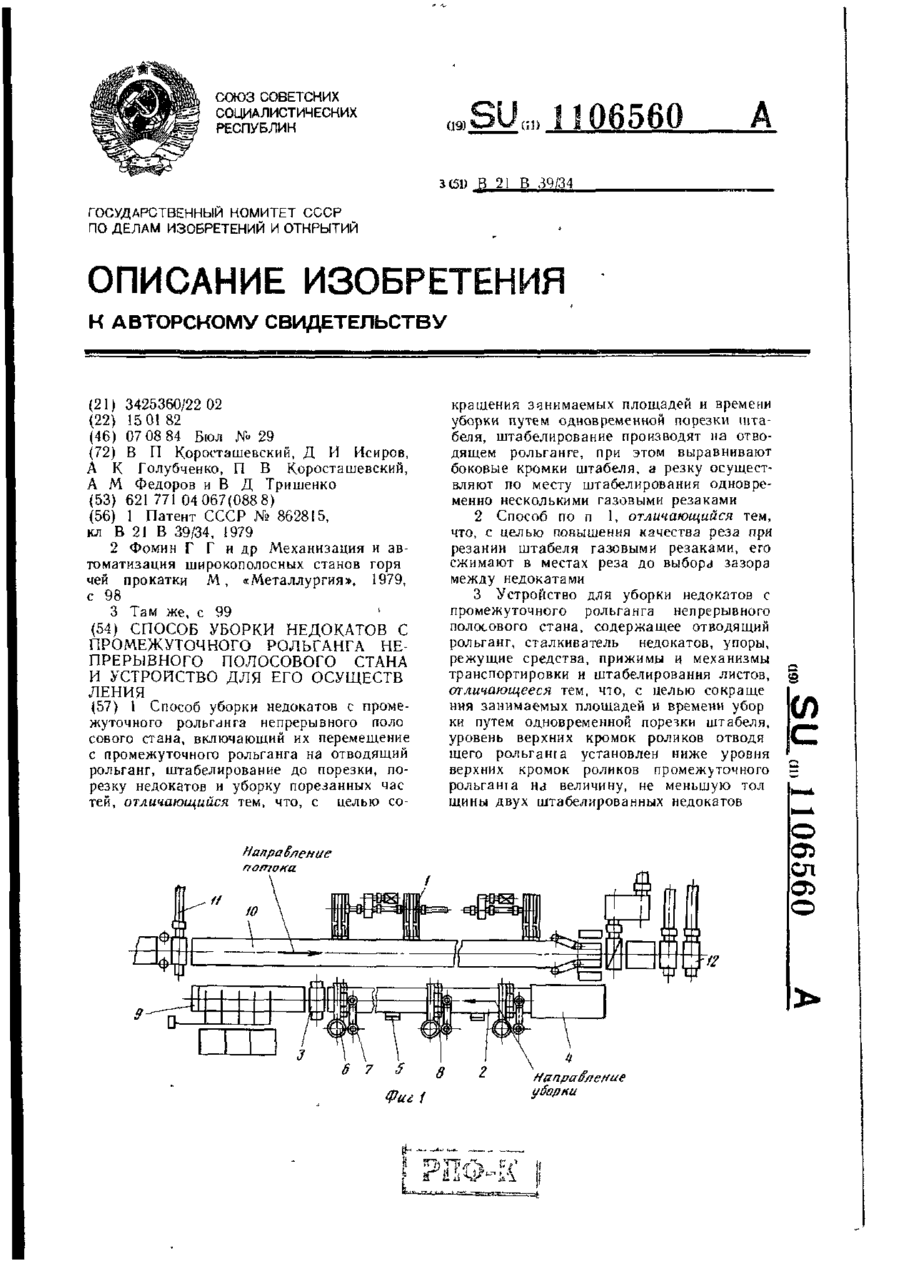
(57) 1. Способ уборки недокатов с промежуточного рольганга непрерывного полосового стана, включающий их перемещениес промежуточного рольганга на отводящий рольганг, штабелирование до порезки, порезку недокатов и уборку порезанных частей, отличающийся тем, что, с целью сокращения занимаемых площадей и времени уборки путем одновременной порезки штабеля, штабелирование производят на отводящем рольганге, при этом выравнивают боковые кромки...
Пристрій для формовки виробів із тіста з начинкою
Номер патенту: 2086
Опубліковано: 26.12.1994
Автор: Сохань Василь Арсентійович
МПК: A21C 9/00
Мітки: тіста, пристрій, начинкою, формовки, виробів
Формула / Реферат:
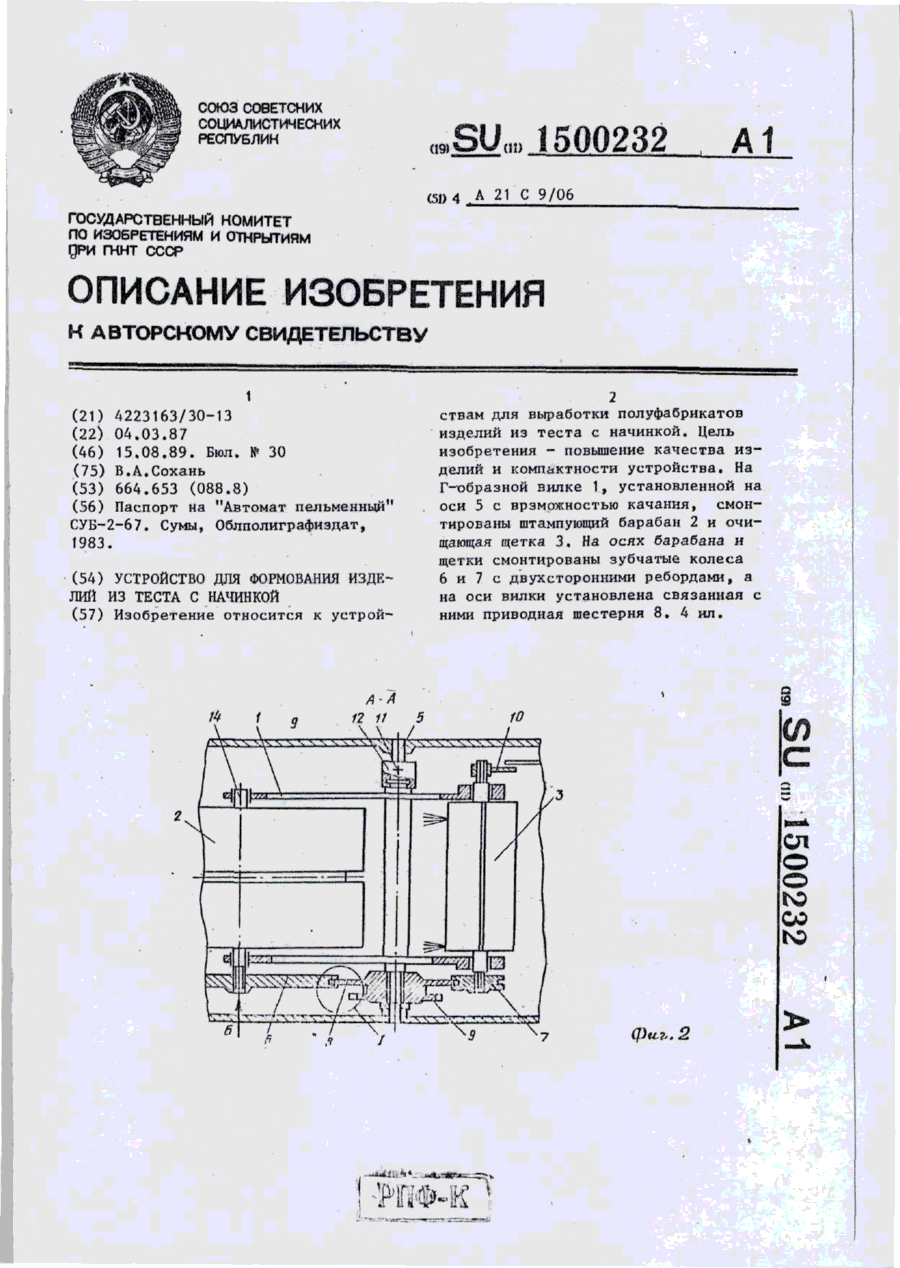
Устройство для формования изделий из теста с начинкой, содержащее установленный на вилке штампующий барабан и очищающую щетку, бункер для муки, отличающееся тем, что, с целью повышения качества изделий и компактности устройства, вилка выполнена Г-образной и установлена средней частью на оси с возможностью качания и перемещения вдоль последней, при этом штампующий барабан и очищающая щетка установлены на свободных концах вилки, на осях...
Спосіб поздовжньої прокатки труб
Номер патенту: 19508
Опубліковано: 25.12.1997
Автор: Сизоненко Григорій Олександрович
МПК: B21B 17/00
Мітки: прокатки, поздовжньої, спосіб, труб
Формула / Реферат:
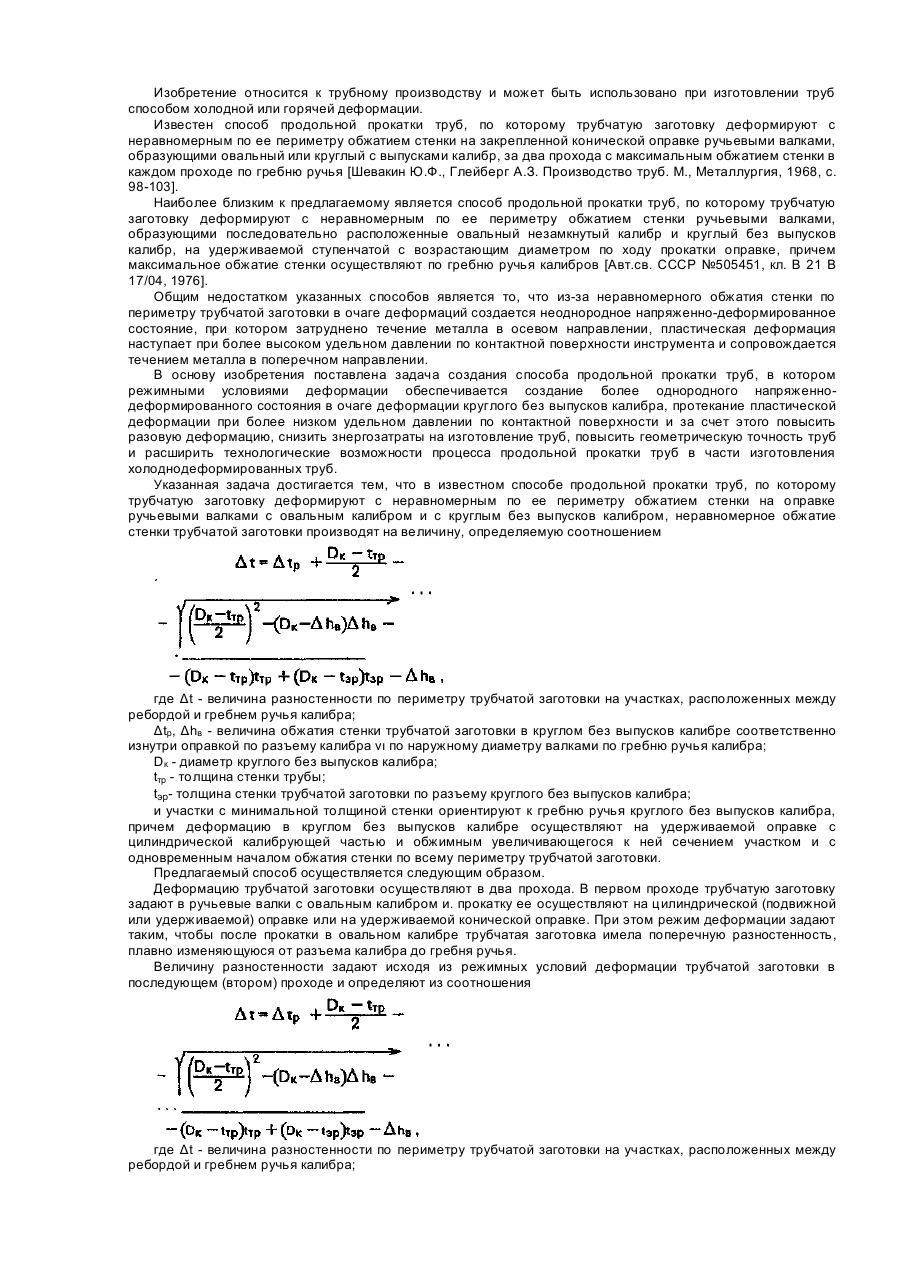
Способ продольной прокатки труб, при котором трубчатую заготовку деформируют с неравномерным по ее периметру обжатием стенки на оправке ручьевыми валками с овальным калибром и с круглым без выпусков калибром, отличающийся тем, что неравномерное обжатие стенки трубчатой заготовки производят на величину, определяемую соотношениемгде Δt - величина разностенности по периметру трубчатой заготовки на участках,...
Попередній патент: Компенсатор осьового зміщення коробчатих провідників жорсткого армування стволів шахт
Наступний патент: Спосіб поверхневого ущільнення грунту з його закріпленням
Випадковий патент: Спосіб виготовлення печінкового паштету з використанням високого тиску та ультразвуку