Спосіб виготовлення магнітопроводу електричної машини
Номер патенту: 25375
Опубліковано: 30.10.1998
Автори: Ставинський Андрій Андрійович, Ставинський Ростислав Андрійович
Формула / Реферат
1. Способ изготовления магнитопровода электрической машины, включающий вырубку из полосы электротехнической стали пластин с внутренними отверстиями и внешним контуром некруглой формы, а также набор и опрессовку пакета магнитопровода с выступами охлаждения, отличающийся тем, что осуществляют вырубку пластин с различной чередующейся формой внешнего контура поперечной разделкой полосы штампом с двойным шагом штамповки по отношению к шагу штамповки внутренних отверстий и двумя равноудаленными относительно поперечной оси каждой пластины режущими кромками, затем набирают пакет с чередованием полученных пластин различной формы внешнего контура.
2. Магнитопровод по п.1, отличающийся тем, что опрессовку пакета осуществляют совместно с отгибом выступов зубчатой формы, полученных поперечной разделкой полосы зубчатыми режущими кромками штампа.
Текст
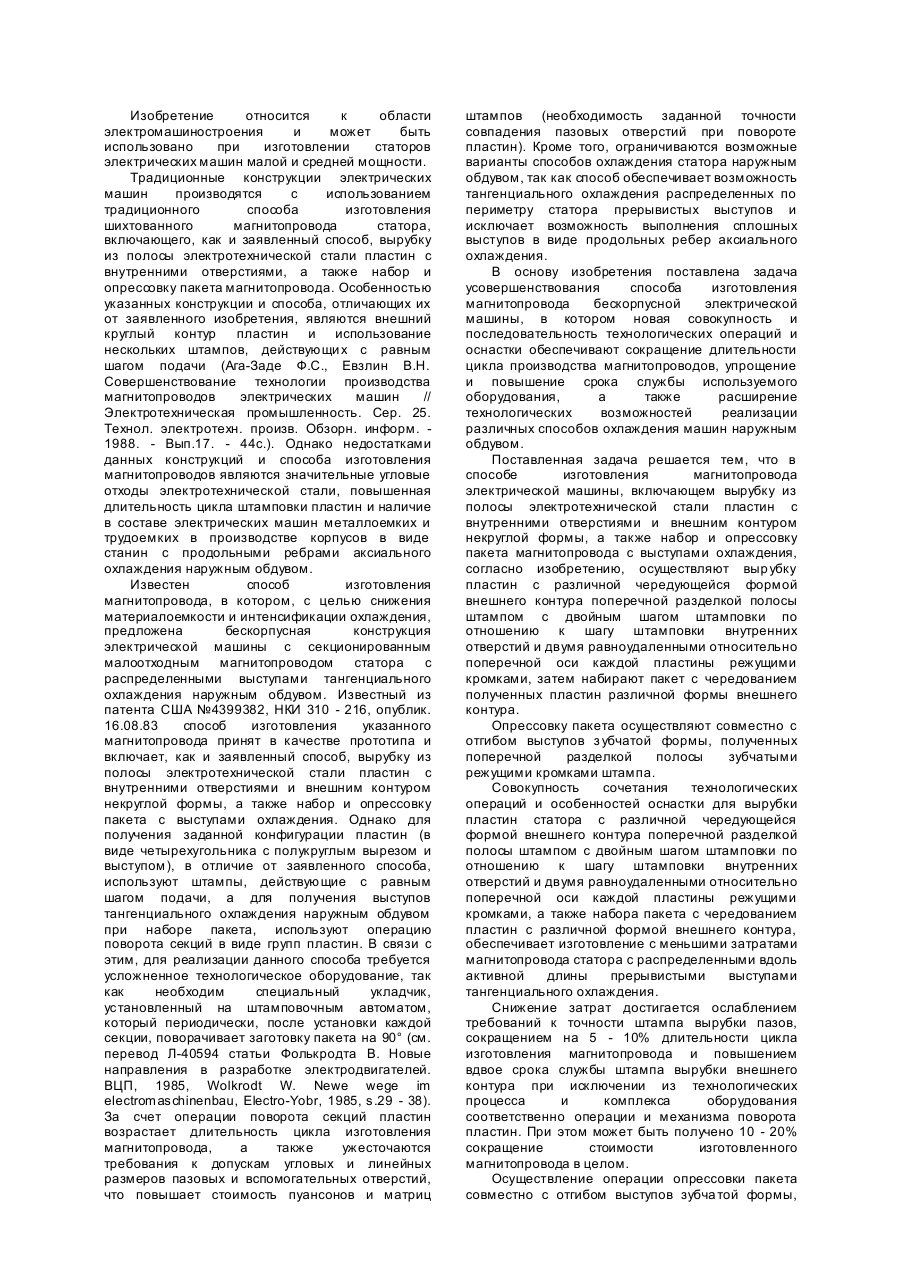
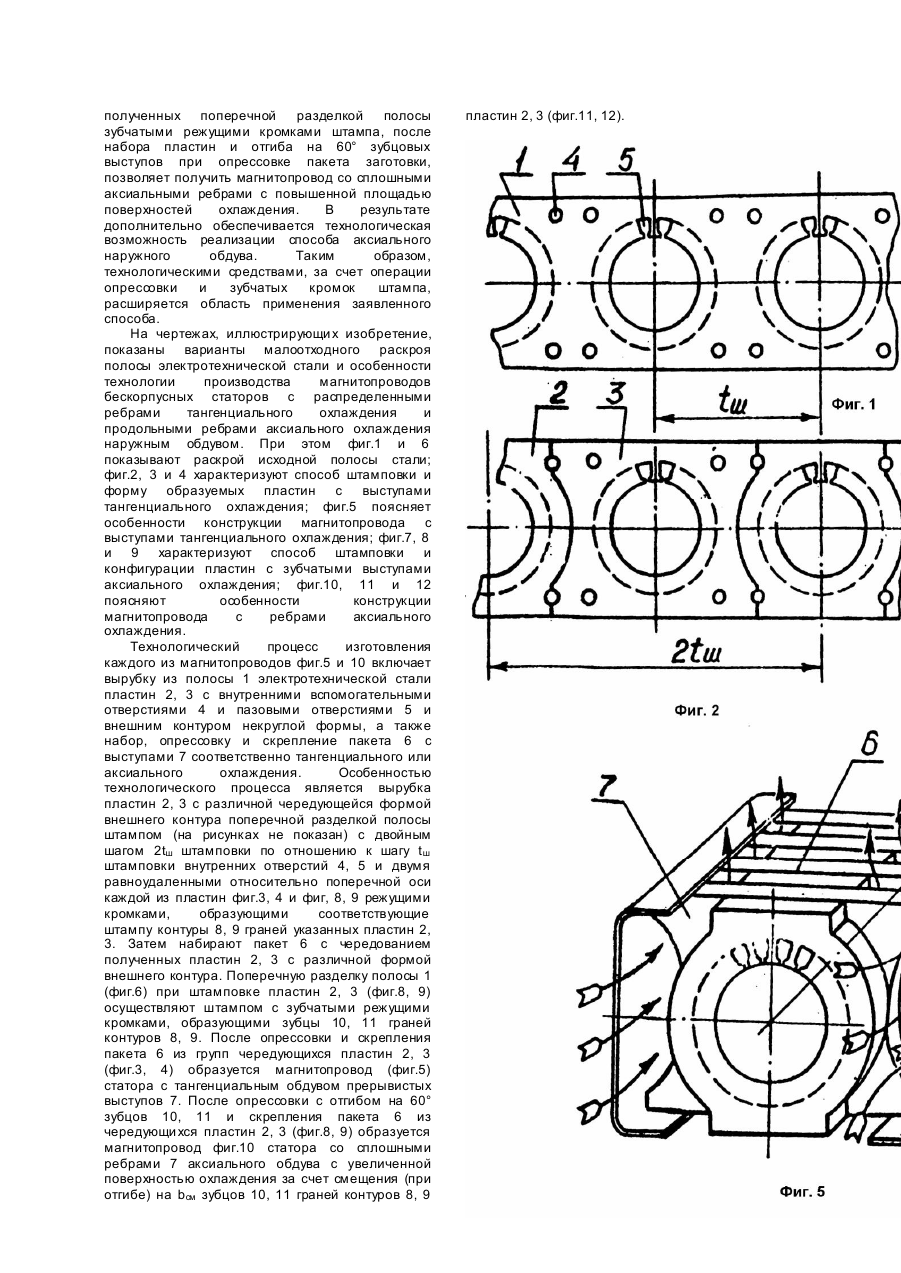
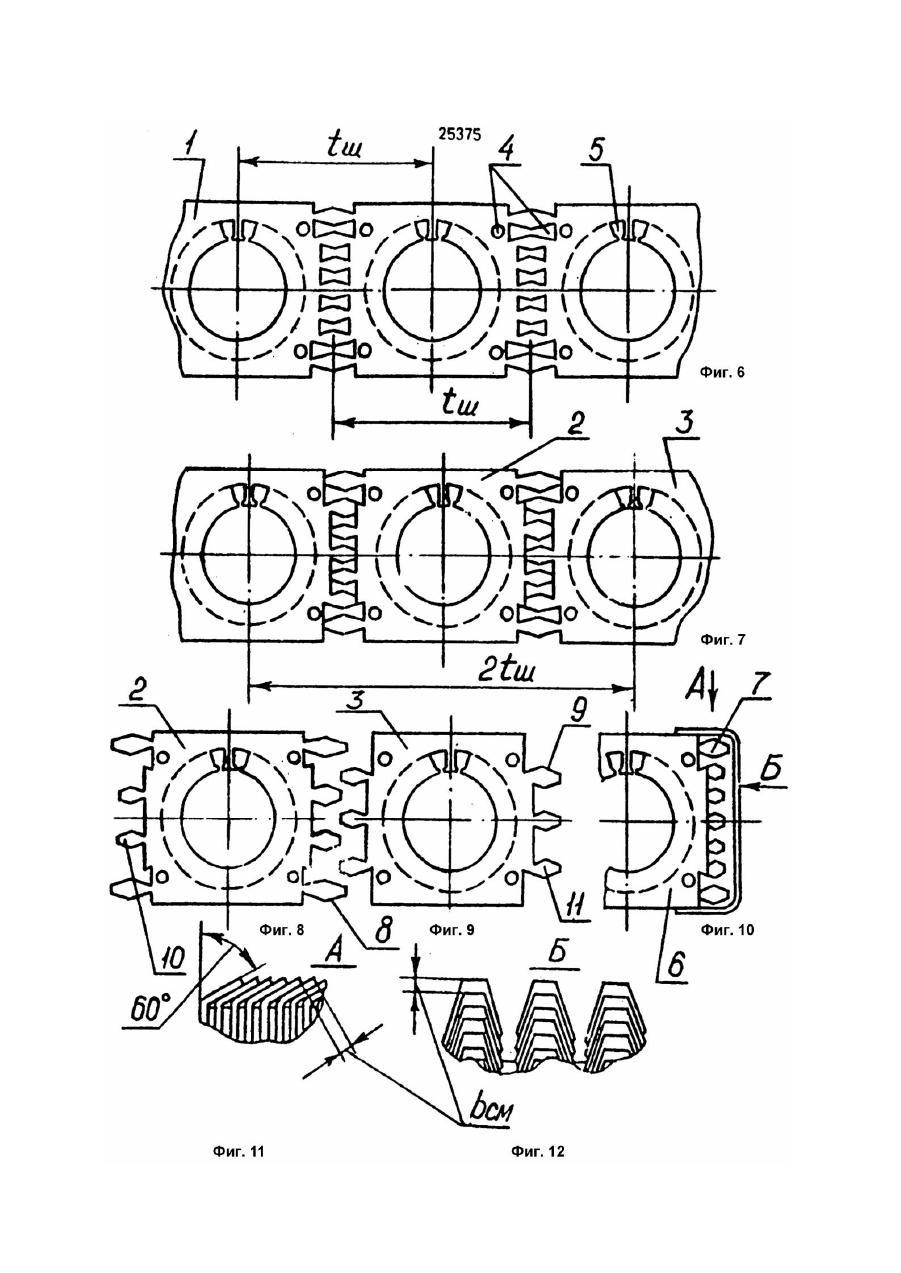
Изобретение относится к области электромашиностроения и может быть использовано при изготовлении статоров электрических машин малой и средней мощности. Традиционные конструкции электрических машин производятся с использованием традиционного способа изготовления шихтованного магнитопровода статора, включающего, как и заявленный способ, вырубку из полосы электротехнической стали пластин с внутренними отверстиями, а также набор и опрессовку пакета магнитопровода. Особенностью указанных конструкции и способа, отличающих их от заявленного изобретения, являются внешний круглый контур пластин и использование нескольких штампов, действующи х с равным шагом подачи (Ага-Заде Ф.С., Евзлин В.Н. Совершенствование технологии производства магнитопроводов электрических машин // Электротехническая промышленность. Сер. 25. Технол. электротехн. произв. Обзорн. информ. 1988. - Вып.17. - 44с.). Однако недостатками данных конструкций и способа изготовления магнитопроводов являются значительные угловые отходы электротехнической стали, повышенная длительность цикла штамповки пластин и наличие в составе электрических машин металлоемких и трудоемких в производстве корпусов в виде станин с продольными ребрами аксиального охлаждения наружным обдувом. Известен способ изготовления магнитопровода, в котором, с целью снижения материалоемкости и интенсификации охлаждения, предложена бескорпусная конструкция электрической машины с секционированным малоотходным магнитопроводом статора с распределенными выступами тангенциального охлаждения наружным обдувом. Известный из патента США №4399382, НКИ 310 - 216, опублик. 16.08.83 способ изготовления указанного магнитопровода принят в качестве прототипа и включает, как и заявленный способ, вырубку из полосы электротехнической стали пластин с внутренними отверстиями и внешним контуром некруглой формы, а также набор и опрессовку пакета с выступами охлаждения. Однако для получения заданной конфигурации пластин (в виде четырехугольника с полукруглым вырезом и выступом), в отличие от заявленного способа, используют штампы, действующие с равным шагом подачи, а для получения выступов тангенциального охлаждения наружным обдувом при наборе пакета, используют операцию поворота секций в виде групп пластин. В связи с этим, для реализации данного способа требуется усложненное технологическое оборудование, так как необходим специальный укладчик, установленный на штамповочным автоматом, который периодически, после установки каждой секции, поворачивает заготовку пакета на 90° (см. перевод Л-40594 статьи Фолькродта В. Новые направления в разработке электродвигателей. ВЦП, 1985, Wolkrodt W. Newe wege im electromaschinenbau, Electro-Yobr, 1985, s.29 - 38). За счет операции поворота секций пластин возрастает длительность цикла изготовления магнитопровода, а также ужесточаются требования к допускам угловых и линейных размеров пазовых и вспомогательных отверстий, что повышает стоимость пуансонов и матриц штампов (необходимость заданной точности совпадения пазовых отверстий при повороте пластин). Кроме того, ограничиваются возможные варианты способов охлаждения статора наружным обдувом, так как способ обеспечивает возможность тангенциального охлаждения распределенных по периметру статора прерывистых выступов и исключает возможность выполнения сплошных выступов в виде продольных ребер аксиального охлаждения. В основу изобретения поставлена задача усовершенствования способа изготовления магнитопровода бескорпусной электрической машины, в котором новая совокупность и последовательность технологических операций и оснастки обеспечивают сокращение длительности цикла производства магнитопроводов, упрощение и повышение срока службы используемого оборудования, а также расширение технологических возможностей реализации различных способов охлаждения машин наружным обдувом. Поставленная задача решается тем, что в способе изготовления магнитопровода электрической машины, включающем вырубку из полосы электротехнической стали пластин с внутренними отверстиями и внешним контуром некруглой формы, а также набор и опрессовку пакета магнитопровода с выступами охлаждения, согласно изобретению, осуществляют выр убку пластин с различной чередующейся формой внешнего контура поперечной разделкой полосы штампом с двойным шагом штамповки по отношению к шагу штамповки внутренних отверстий и двумя равноудаленными относительно поперечной оси каждой пластины режущими кромками, затем набирают пакет с чередованием полученных пластин различной формы внешнего контура. Опрессовку пакета осуществляют совместно с отгибом выступов з убчатой формы, полученных поперечной разделкой полосы зубчатыми режущими кромками штампа. Совокупность сочетания технологических операций и особенностей оснастки для вырубки пластин статора с различной чередующейся формой внешнего контура поперечной разделкой полосы штампом с двойным шагом штамповки по отношению к шагу штамповки внутренних отверстий и двумя равноудаленными относительно поперечной оси каждой пластины режущими кромками, а также набора пакета с чередованием пластин с различной формой внешнего контура, обеспечивает изготовление с меньшими затратами магнитопровода статора с распределенными вдоль активной длины прерывистыми выступами тангенциального охлаждения. Снижение затрат достигается ослаблением требований к точности штампа вырубки пазов, сокращением на 5 - 10% длительности цикла изготовления магнитопровода и повышением вдвое срока службы штампа вырубки внешнего контура при исключении из технологических процесса и комплекса оборудования соответственно операции и механизма поворота пластин. При этом может быть получено 10 - 20% сокращение стоимости изготовленного магнитопровода в целом. Осуществление операции опрессовки пакета совместно с отгибом выступов зубча той формы, полученных поперечной разделкой полосы зубчатыми режущими кромками штампа, после набора пластин и отгиба на 60° зубцовых выступов при опрессовке пакета заготовки, позволяет получить магнитопровод со сплошными аксиальными ребрами с повышенной площадью поверхностей охлаждения. В результате дополнительно обеспечивается технологическая возможность реализации способа аксиального наружного обдува. Таким образом, технологическими средствами, за счет операции опрессовки и зубчатых кромок штампа, расширяется область применения заявленного способа. На чертежах, иллюстрирующи х изобретение, показаны варианты малоотходного раскроя полосы электротехнической стали и особенности технологии производства магнитопроводов бескорпусных статоров с распределенными ребрами тангенциального охлаждения и продольными ребрами аксиального охлаждения наружным обдувом. При этом фиг.1 и 6 показывают раскрой исходной полосы стали; фиг.2, 3 и 4 характеризуют способ штамповки и форму образуемых пластин с выступами тангенциального охлаждения; фиг.5 поясняет особенности конструкции магнитопровода с выступами тангенциального охлаждения; фиг.7, 8 и 9 характеризуют способ штамповки и конфигурации пластин с зубчатыми выступами аксиального охлаждения; фиг.10, 11 и 12 поясняют особенности конструкции магнитопровода с ребрами аксиального охлаждения. Технологический процесс изготовления каждого из магнитопроводов фиг.5 и 10 включает вырубку из полосы 1 электротехнической стали пластин 2, 3 с внутренними вспомогательными отверстиями 4 и пазовыми отверстиями 5 и внешним контуром некруглой формы, а также набор, опрессовку и скрепление пакета 6 с выступами 7 соответственно тангенциального или аксиального охлаждения. Особенностью технологического процесса является вырубка пластин 2, 3 с различной чередующейся формой внешнего контура поперечной разделкой полосы штампом (на рисунках не показан) с двойным шагом 2tш штамповки по отношению к шагу t ш штамповки внутренних отверстий 4, 5 и двумя равноудаленными относительно поперечной оси каждой из пластин фиг.3, 4 и фиг, 8, 9 режущими кромками, образующими соответствующие штампу контуры 8, 9 граней указанных пластин 2, 3. Затем набирают пакет 6 с чередованием полученных пластин 2, 3 с различной формой внешнего контура. Поперечную разделку полосы 1 (фиг.6) при штамповке пластин 2, 3 (фиг.8, 9) осуществляют штампом с зубчатыми режущими кромками, образующими зубцы 10, 11 граней контуров 8, 9. После опрессовки и скрепления пакета 6 из групп чередующихся пластин 2, 3 (фиг.3, 4) образуется магнитопровод (фиг.5) статора с тангенциальным обдувом прерывистых выступов 7. После опрессовки с отгибом на 60° зубцов 10, 11 и скрепления пакета 6 из чередующи хся пластин 2, 3 (фиг.8, 9) образуется магнитопровод фиг.10 статора со сплошными ребрами 7 аксиального обдува с увеличенной поверхностью охлаждения за счет смещения (при отгибе) на bсм зубцов 10, 11 граней контуров 8, 9 пластин 2, 3 (фиг.11, 12).
ДивитисяДодаткова інформація
Автори англійськоюStavynskyi Andrii Andriiovych, Stavynskyi Rostyslav Andriiovych
Автори російськоюСтавинский Андрей Андреевич, Ставинский Ростислав Андреевич
МПК / Мітки
МПК: H02K 15/02
Мітки: виготовлення, магнітопроводу, спосіб, машини, електричної
Код посилання
<a href="https://ua.patents.su/3-25375-sposib-vigotovlennya-magnitoprovodu-elektrichno-mashini.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення магнітопроводу електричної машини</a>
Сегмент шихтованого магнітопроводу статора електричної машини
Номер патенту: 4968
Опубліковано: 28.12.1994
Автори: Череп Дмитро Олексійович, Усенко Всеволод Васильович, Євзикова Елла Гіршевна, Єлін Володимир Афанасійович, Богуславський Адольф Ілліч, Лейбович Анатолій Романович
МПК: H02K 1/16
Мітки: сегмент, машини, шихтованого, електричної, статора, магнітопроводу
Формула / Реферат:
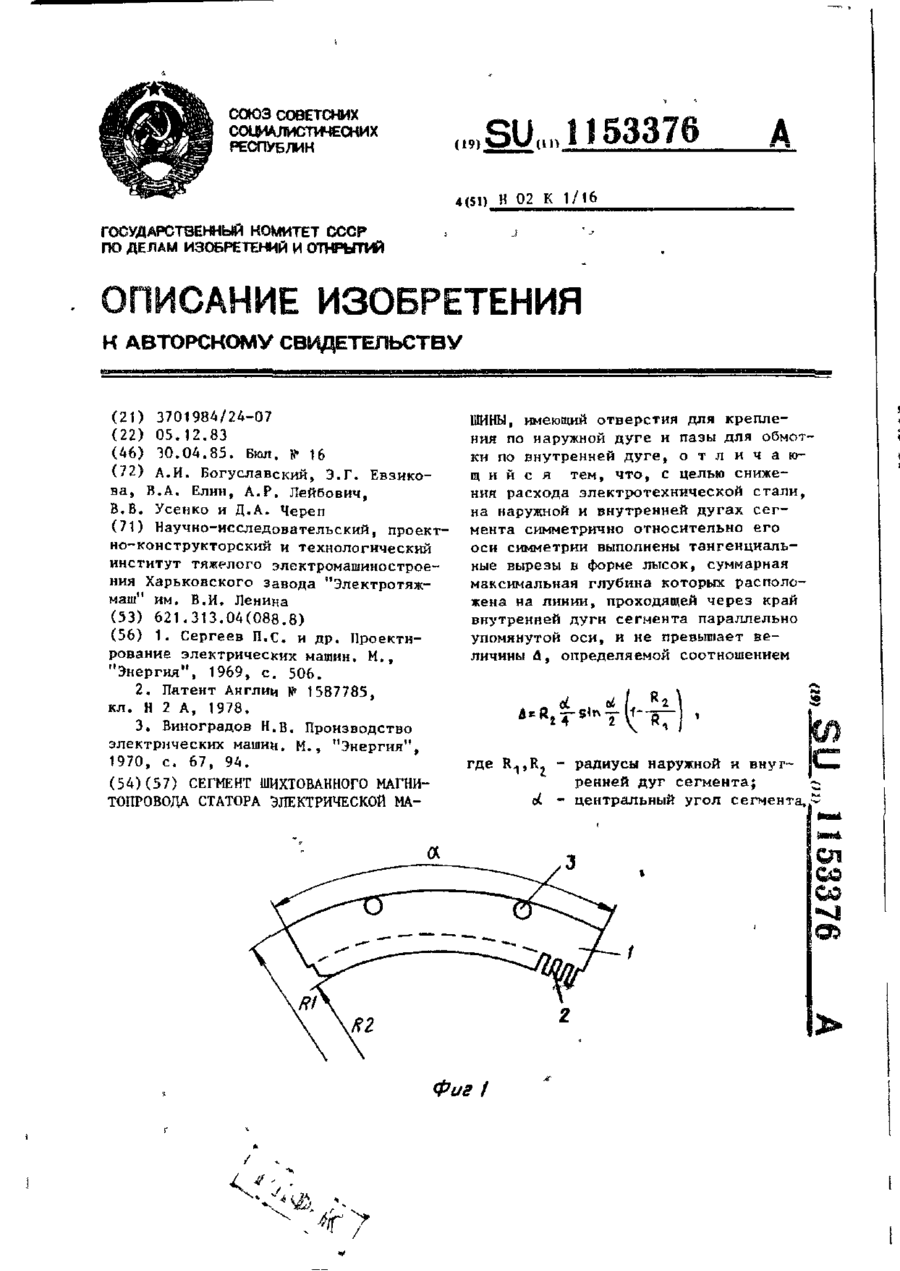
Сегмент шихтованного магнитопровода статора электрической машины, имеющий отверстия для крепления по наружной дуге и пазы для обмотки по внутренней дуге, отличающийся тем, что, с целью снижения расхода электротехнической стали, на наружной и внутренней дугах сегмента симметрично относите.пьно его оси симметрии выполнены тангенциальные вырезы в форме лысок, суммарная максимальная глубина которых расположена на линии, проходящей через...
Статор електричної машини змінного струму та спосіб його виготовлення
Номер патенту: 19483
Опубліковано: 25.12.1997
Автор: Яковлев Олександр Іванович
МПК: H02K 5/20, H02K 5/04, H02K 15/02
Мітки: спосіб, виготовлення, статор, машини, струму, електричної, змінного
Формула / Реферат:
1. Статор электрической машины переменного тока, содержащий пластины с пазово-эубцовой зоной в виде прямоугольников с центральным отверстием под расточку, собранных в граненый с поворотом пластин пакет магнитопровода с обмоткой, на четырех углах и смежных гранях которого образованы при помощи коробов, скрепленных с ребрами охлаждения, осевые вентиляционные каналы, закрытые на выходе, отличающийся тем, что пластины в пакете имеют стороны...
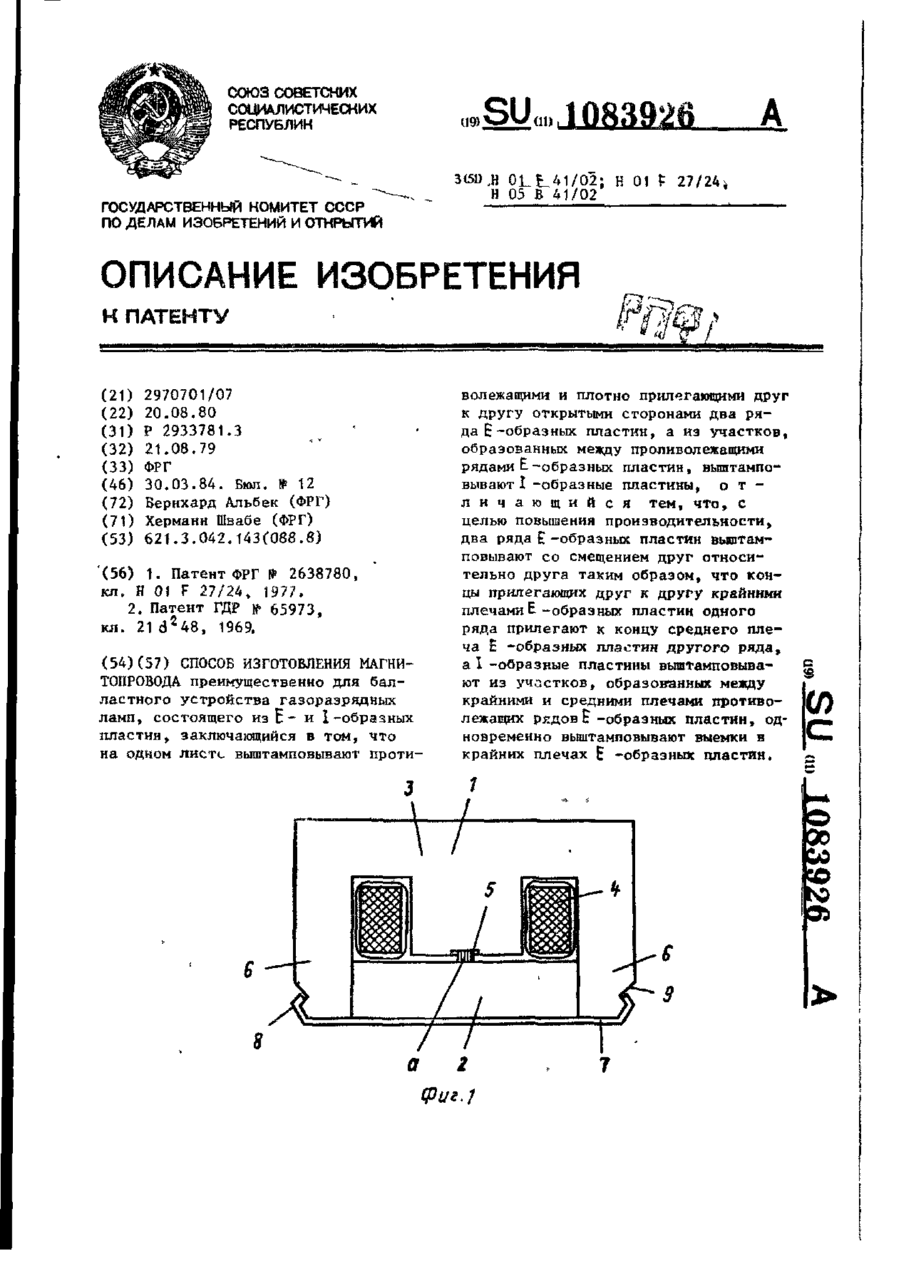
Спосіб виготовлення магнітопроводу
Номер патенту: 7590
Опубліковано: 29.09.1995
Автор: Бернхард Альбек
МПК: H01F 27/24, H05B 41/00, H01F 41/02
Мітки: магнітопроводу, виготовлення, спосіб
Формула / Реферат:
Способ изготовления магнитопровода преимущественно для балластного устройства газоразрядных ламп, состоящего из Е- и I-образных пластин, заключающийся в том, что на одном листе, выштамповывают противолежащими и плотно прилегающими друг к другу открытыми сторонами два ряда Е-образных пластин, а из участков, образованных между противолежащими рядами Е-образных пластин, выштамповывают I-образные пластины, отличающийся тем, что, с целью...
Спосіб виготовлення корозамкненого ротора електричної машини
Номер патенту: 6698
Опубліковано: 29.12.1994
Автори: Штефан Анатолій Михайлович, Бондарєв Віктор Миколайович, Ільяшенко Микола Тимофійович
МПК: H02K 15/02
Мітки: корозамкненого, спосіб, ротора, машини, виготовлення, електричної
Формула / Реферат:
(57) 1. Способ изготовления короткозамкнутого ротора электрической машины, согласно которому собирают пакет ротора из пластин электротехнической стали, образуют в пазах пакета изоляционный слой в виде окисной пленки и стержни короткозамкнутой обмотки путем заливки расплава электропроводного металла, отличающийся тем, что окисную пленку образуют на поверхности стержней короткозамкнутой обмотки в процессе заливки и кристаллизации расплава...
Спосіб виготовлення вуглеграфітового колектора електричної машини
Номер патенту: 9007
Опубліковано: 30.09.1996
Автори: Калитка Мирон Іванович, Захаров Сергій Володимирович, Будіщев Михайло Сергійович, Завгородня Таісія Іванівна
МПК: H01R 43/06
Мітки: колектора, електричної, машини, спосіб, вуглеграфітового, виготовлення
Формула / Реферат:
Способ изготовления углеграфитового коллектора электрической машины, включающий выполнение диэлектрического основания с металлизированными отверстиями, выполнение углеграфитовых пластин, отличающийся тем, что, с целью уменьшения расхода углеграфитового материала, упрощения технологии изготовления и повышение надежности, на диэлектрическом основании выполняют металлизированные участки по размеру коллекторных пластин и соединенные с...
Попередній патент: Спосіб регулювання напруги
Наступний патент: Транспортно-імобілізаційна шина
Випадковий патент: Котел