Статор електричної машини змінного струму та спосіб його виготовлення
Формула / Реферат
1. Статор электрической машины переменного тока, содержащий пластины с пазово-эубцовой зоной в виде прямоугольников с центральным отверстием под расточку, собранных в граненый с поворотом пластин пакет магнитопровода с обмоткой, на четырех углах и смежных гранях которого образованы при помощи коробов, скрепленных с ребрами охлаждения, осевые вентиляционные каналы, закрытые на выходе, отличающийся тем, что пластины в пакете имеют стороны разной величины и через каждые две смещены на 90° и скреплены между собой в местах пересечения в угловых вентиляционных каналах, на длинной стороне пластин расположены перпендикулярно оси машины ребра охлаждения, а между ними на короткой стороне образованы дополнительные вентиляционные каналы.
2. Способ изготовления статора электрической машины переменного тока, включающий разрезку рулонов из ленты, штамповку из нее пластин, шихтовку и скрепление из них пакетов, отличающийся тем, что пластины штампуют из ленты, ширина которой равна длинной стороне пластины, затем на гладкую круглую оправку набирают их в пакеты и предварительно спрессовывают в осевом направлении с усилием 0,1-0,15 от номинального, поворачивают в пакете каждые две пластины по отношению к двум соседним на угол 90°, путем введения гребенки внутрь пакета и перемещения ее между пластинами до их взаимно перпендикулярного расположения, после чего пакет окончательно спрессовывают с номинальным усилием 1-1,5 МПа и скрепляют сваркой в местах пересечения пластин в угловых вентиляционных каналах.
Текст
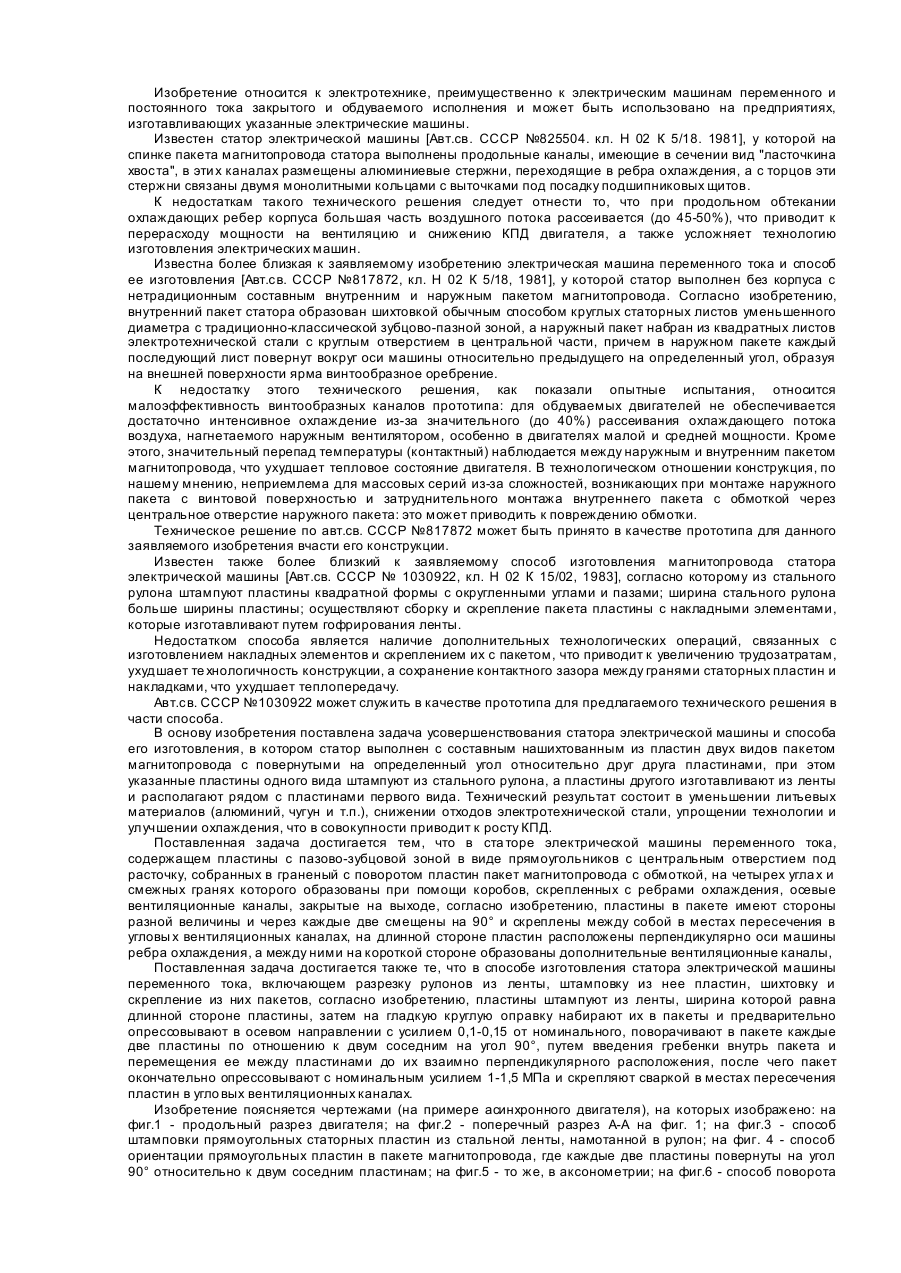
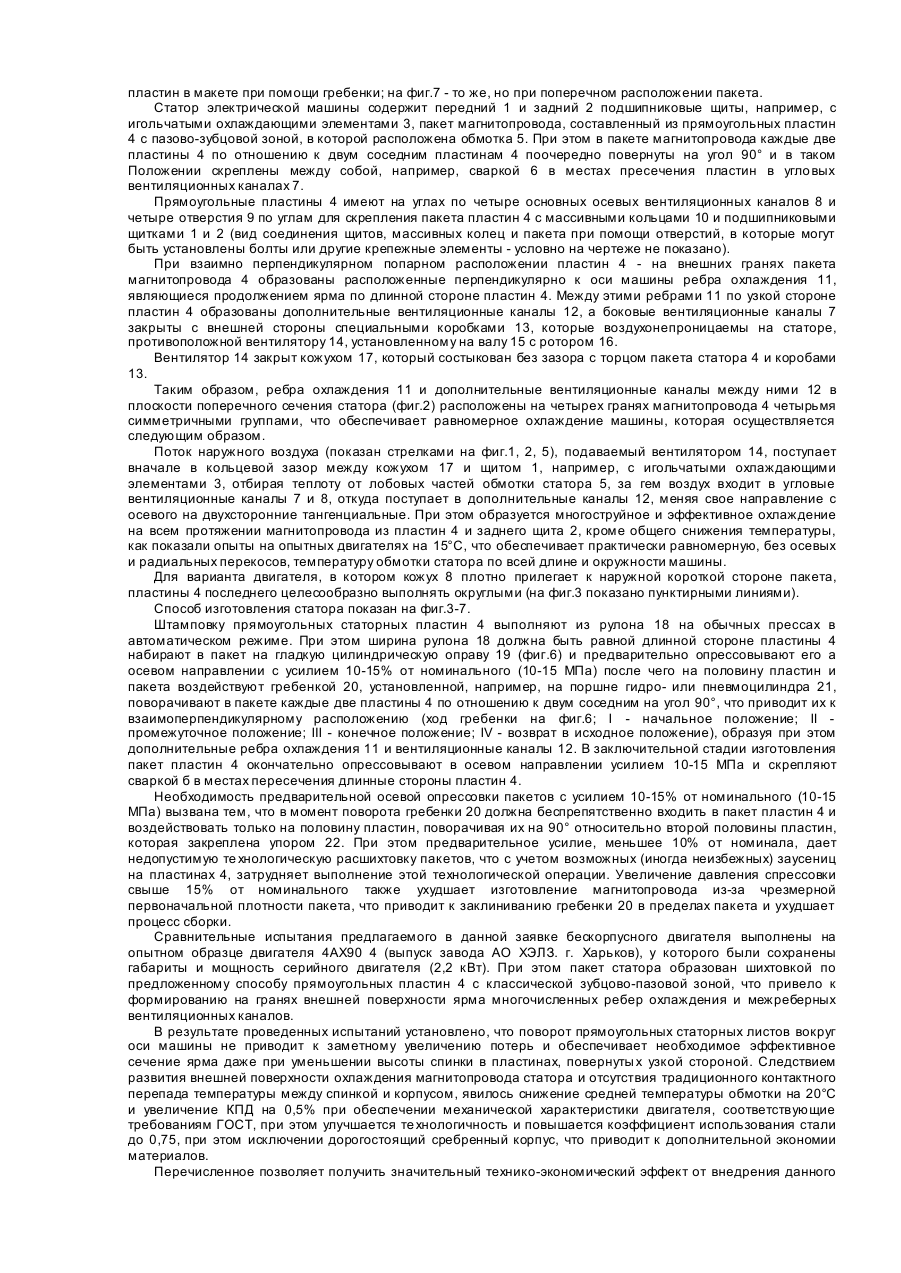
Изобретение относится к электротехнике, преимущественно к электрическим машинам переменного и постоянного тока закрытого и обдуваемого исполнения и может быть использовано на предприятиях, изготавливающих указанные электрические машины. Известен статор электрической машины [Авт.св. СССР №825504. кл. Η 02 К 5/18. 1981], у которой на спинке пакета магнитопровода статора выполнены продольные каналы, имеющие в сечении вид "ласточкина хвоста", в эти х каналах размещены алюминиевые стержни, переходящие в ребра охлаждения, а с торцов эти стержни связаны двумя монолитными кольцами с выточками под посадку подшипниковых щитов. К недостаткам такого технического решения следует отнести то, что при продольном обтекании охлаждающих ребер корпуса большая часть воздушного потока рассеивается (до 45-50%), что приводит к перерасходу мощности на вентиляцию и снижению КПД двигателя, а также усложняет технологию изготовления электрических машин. Известна более близкая к заявляемому изобретению электрическая машина переменного тока и способ ее изготовления [Авт.св. СССР №817872, кл. Η 02 К 5/18, 1981], у которой статор выполнен без корпуса с нетрадиционным составным внутренним и наружным пакетом магнитопровода. Согласно изобретению, внутренний пакет статора образован шихтовкой обычным способом круглых статорных листов уменьшенного диаметра с традиционно-классической зубцово-пазной зоной, а наружный пакет набран из квадратных листов электротехнической стали с круглым отверстием в центральной части, причем в наружном пакете каждый последующий лист повернут вокруг оси машины относительно предыдущего на определенный угол, образуя на внешней поверхности ярма винтообразное оребрение. К недостатку этого технического решения, как показали опытные испытания, относится малоэффективность винтообразных каналов прототипа: для обдуваемых двигателей не обеспечивается достаточно интенсивное охлаждение из-за значительного (до 40%) рассеивания охлаждающего потока воздуха, нагнетаемого наружным вентилятором, особенно в двигателях малой и средней мощности. Кроме этого, значительный перепад температуры (контактный) наблюдается между наружным и внутренним пакетом магнитопровода, что ухудшает тепловое состояние двигателя. В технологическом отношении конструкция, по нашему мнению, неприемлема для массовых серий из-за сложностей, возникающих при монтаже наружного пакета с винтовой поверхностью и затруднительного монтажа внутреннего пакета с обмоткой через центральное отверстие наружного пакета: это может приводить к повреждению обмотки. Техническое решение по авт.св. СССР №817872 может быть принято в качестве прототипа для данного заявляемого изобретения вчасти его конструкции. Известен также более близкий к заявляемому способ изготовления магнитопровода статора электрической машины [Авт.св. СССР № 1030922, кл. Η 02 К 15/02, 1983], согласно которому из стального рулона штампуют пластины квадратной формы с округленными углами и пазами; ширина стального рулона больше ширины пластины; осуществляют сборку и скрепление пакета пластины с накладными элементами, которые изготавливают путем гофрирования ленты. Недостатком способа является наличие дополнительных технологических операций, связанных с изготовлением накладных элементов и скреплением их с пакетом, что приводит к увеличению трудозатратам, ухудшает те хнологичность конструкции, а сохранение контактного зазора между гранями статорных пластин и накладками, что ухудшает теплопередачу. Авт.св. СССР №1030922 может служить в качестве прототипа для предлагаемого технического решения в части способа. В основу изобретения поставлена задача усовершенствования статора электрической машины и способа его изготовления, в котором статор выполнен с составным нашихтованным из пластин двух видов пакетом магнитопровода с повернутыми на определенный угол относительно друг друга пластинами, при этом указанные пластины одного вида штампуют из стального рулона, а пластины другого изготавливают из ленты и располагают рядом с пластинами первого вида. Технический результат состоит в уменьшении литьевых материалов (алюминий, чугун и т.п.), снижении отходов электротехнической стали, упрощении технологии и улучшении охлаждения, что в совокупности приводит к росту КПД. Поставленная задача достигается тем, что в ста торе электрической машины переменного тока, содержащем пластины с пазово-зубцовой зоной в виде прямоугольников с центральным отверстием под расточку, собранных в граненый с поворотом пластин пакет магнитопровода с обмоткой, на четырех угла х и смежных гранях которого образованы при помощи коробов, скрепленных с ребрами охлаждения, осевые вентиляционные каналы, закрытые на выходе, согласно изобретению, пластины в пакете имеют стороны разной величины и через каждые две смещены на 90° и скреплены между собой в местах пересечения в угловы х вентиляционных каналах, на длинной стороне пластин расположены перпендикулярно оси машины ребра охлаждения, а между ними на короткой стороне образованы дополнительные вентиляционные каналы, Поставленная задача достигается также те, что в способе изготовления статора электрической машины переменного тока, включающем разрезку рулонов из ленты, штамповку из нее пластин, шихтовку и скрепление из них пакетов, согласно изобретению, пластины штампуют из ленты, ширина которой равна длинной стороне пластины, затем на гладкую круглую оправку набирают их в пакеты и предварительно опрессовывают в осевом направлении с усилием 0,1-0,15 от номинального, поворачивают в пакете каждые две пластины по отношению к двум соседним на угол 90°, путем введения гребенки внутрь пакета и перемещения ее между пластинами до их взаимно перпендикулярного расположения, после чего пакет окончательно опрессовывают с номинальным усилием 1-1,5 МПа и скрепляют сваркой в местах пересечения пластин в угло вых вентиляционных каналах. Изобретение поясняется чертежами (на примере асинхронного двигателя), на которых изображено: на фиг.1 - продольный разрез двигателя; на фиг.2 - поперечный разрез А-А на фиг. 1; на фиг.3 - способ штамповки прямоугольных статорных пластин из стальной ленты, намотанной в рулон; на фиг. 4 - способ ориентации прямоугольных пластин в пакете магнитопровода, где каждые две пластины повернуты на угол 90° относительно к двум соседним пластинам; на фиг.5 - то же, в аксонометрии; на фиг.6 - способ поворота пластин в макете при помощи гребенки; на фиг.7 - то же, но при поперечном расположении пакета. Статор электрической машины содержит передний 1 и задний 2 подшипниковые щиты, например, с игольчатыми охлаждающими элементами 3, пакет магнитопровода, составленный из прямоугольных пластин 4 с пазово-зубцовой зоной, в которой расположена обмотка 5. При этом в пакете магнитопровода каждые две пластины 4 по отношению к двум соседним пластинам 4 поочередно повернуты на угол 90° и в таком Положении скреплены между собой, например, сваркой 6 в местах пресечения пластин в угло вых вентиляционных каналах 7. Прямоугольные пластины 4 имеют на углах по четыре основных осевых вентиляционных каналов 8 и четыре отверстия 9 по углам для скрепления пакета пластин 4 с массивными кольцами 10 и подшипниковыми щитками 1 и 2 (вид соединения щитов, массивных колец и пакета при помощи отверстий, в которые могут быть установлены болты или другие крепежные элементы - условно на чертеже не показано). При взаимно перпендикулярном попарном расположении пластин 4 - на внешних гранях пакета магнитопровода 4 образованы расположенные перпендикулярно к оси машины ребра охлаждения 11, являющиеся продолжением ярма по длинной стороне пластин 4. Между этими ребрами 11 по узкой стороне пластин 4 образованы дополнительные вентиляционные каналы 12, а боковые вентиляционные каналы 7 закрыты с внешней стороны специальными коробками 13, которые воздухонепроницаемы на статоре, противоположной вентилятору 14, установленному на валу 15 с ротором 16. Вентилятор 14 закрыт кожухом 17, который состыкован без зазора с торцом пакета статора 4 и коробами 13. Таким образом, ребра охлаждения 11 и дополнительные вентиляционные каналы между ними 12 в плоскости поперечного сечения статора (фиг.2) расположены на четырех гранях магнитопровода 4 четырьмя симметричными группами, что обеспечивает равномерное охлаждение машины, которая осуществляется следующим образом. Поток наружного воздуха (показан стрелками на фиг.1, 2, 5), подаваемый вентилятором 14, поступает вначале в кольцевой зазор между кожухом 17 и щитом 1, например, с игольчатыми охлаждающими элементами 3, отбирая теплоту от лобовых частей обмотки статора 5, за гем воздух входит в угловые вентиляционные каналы 7 и 8, откуда поступает в дополнительные каналы 12, меняя свое направление с осевого на двухсторонние тангенциальные. При этом образуется многоструйное и эффективное охлаждение на всем протяжении магнитопровода из пластин 4 и заднего щита 2, кроме общего снижения температуры, как показали опыты на опытных двигателях на 15°С, что обеспечивает практически равномерную, без осевых и радиальных перекосов, температуру обмотки статора по всей длине и окружности машины. Для варианта двигателя, в котором кожух 8 плотно прилегает к наружной короткой стороне пакета, пластины 4 последнего целесообразно выполнять округлыми (на фиг.3 показано пунктирными линиями). Способ изготовления статора показан на фиг.3-7. Штамповку прямоугольных статорных пластин 4 выполняют из рулона 18 на обычных прессах в автоматическом режиме. При этом ширина рулона 18 должна быть равной длинной стороне пластины 4 набирают в пакет на гладкую цилиндрическую оправу 19 (фиг.6) и предварительно опрессовывают его а осевом направлении с усилием 10-15% от номинального (10-15 МПа) после чего на половину пластин и пакета воздействуют гребенкой 20, установленной, например, на поршне гидро- или пневмоцилиндра 21, поворачивают в пакете каждые две пластины 4 по отношению к двум соседним на угол 90°, что приводит их к взаимоперпендикулярному расположению (ход гребенки на фиг.6; I - начальное положение; II промежуточное положение; III - конечное положение; IV - возврат в исходное положение), образуя при этом дополнительные ребра охлаждения 11 и вентиляционные каналы 12. В заключительной стадии изготовления пакет пластин 4 окончательно опрессовывают в осевом направлении усилием 10-15 МПа и скрепляют сваркой б в местах пересечения длинные стороны пластин 4. Необходимость предварительной осевой опрессовки пакетов с усилием 10-15% от номинального (10-15 МПа) вызвана тем, что в момент поворота гребенки 20 должна беспрепятственно входить в пакет пластин 4 и воздействовать только на половину пластин, поворачивая их на 90° относительно второй половины пластин, которая закреплена упором 22. При этом предварительное усилие, меньшее 10% от номинала, дает недопустимую те хнологическую расшихтовку пакетов, что с учетом возможных (иногда неизбежных) заусениц на пластинах 4, затрудняет выполнение этой технологической операции. Увеличение давления спрессовки свыше 15% от номинального также ухудшает изготовление магнитопровода из-за чрезмерной первоначальной плотности пакета, что приводит к заклиниванию гребенки 20 в пределах пакета и ухудшает процесс сборки. Сравнительные испытания предлагаемого в данной заявке бескорпусного двигателя выполнены на опытном образце двигателя 4АХ90 4 (выпуск завода АО ХЭЛЗ. г. Харьков), у которого были сохранены габариты и мощность серийного двигателя (2,2 кВт). При этом пакет статора образован шихтовкой по предложенному способу прямоугольных пластин 4 с классической зубцово-пазовой зоной, что привело к формированию на гранях внешней поверхности ярма многочисленных ребер охлаждения и межреберных вентиляционных каналов. В результате проведенных испытаний установлено, что поворот прямоугольных статорных листов вокруг оси машины не приводит к заметному увеличению потерь и обеспечивает необходимое эффективное сечение ярма даже при уменьшении высоты спинки в пластинах, повернуты х узкой стороной. Следствием развития внешней поверхности охлаждения магнитопровода статора и отсутствия традиционного контактного перепада температуры между спинкой и корпусом, явилось снижение средней температуры обмотки на 20°С и увеличение КПД на 0,5% при обеспечении механической характеристики двигателя, соответствующие требованиям ГОСТ, при этом улучшается те хнологичность и повышается коэффициент использования стали до 0,75, при этом исключении дорогостоящий сребренный корпус, что приводит к дополнительной экономии материалов. Перечисленное позволяет получить значительный технико-экономический эффект от внедрения данного технического решения в серийное производство на заводах Украины.
ДивитисяДодаткова інформація
Назва патенту англійськоюStator of alternating current machine and method of its manufacturing
Автори англійськоюYakovlev Oleksandr Ivanovych
Назва патенту російськоюСтатор электрической машины переменного тока и способ его изготовления
Автори російськоюЯковлев Александр Иванович
МПК / Мітки
МПК: H02K 5/04, H02K 15/02, H02K 5/20
Мітки: виготовлення, статор, електричної, машини, змінного, струму, спосіб
Код посилання
<a href="https://ua.patents.su/5-19483-stator-elektrichno-mashini-zminnogo-strumu-ta-sposib-jjogo-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Статор електричної машини змінного струму та спосіб його виготовлення</a>
Статор електричної машини
Номер патенту: 7669
Опубліковано: 26.12.1995
Автори: Збарський Леонід Олександрович, Волох Валентин Яковлевич, Поршнев Юрій Васильович
Мітки: статор, машини, електричної
Формула / Реферат:
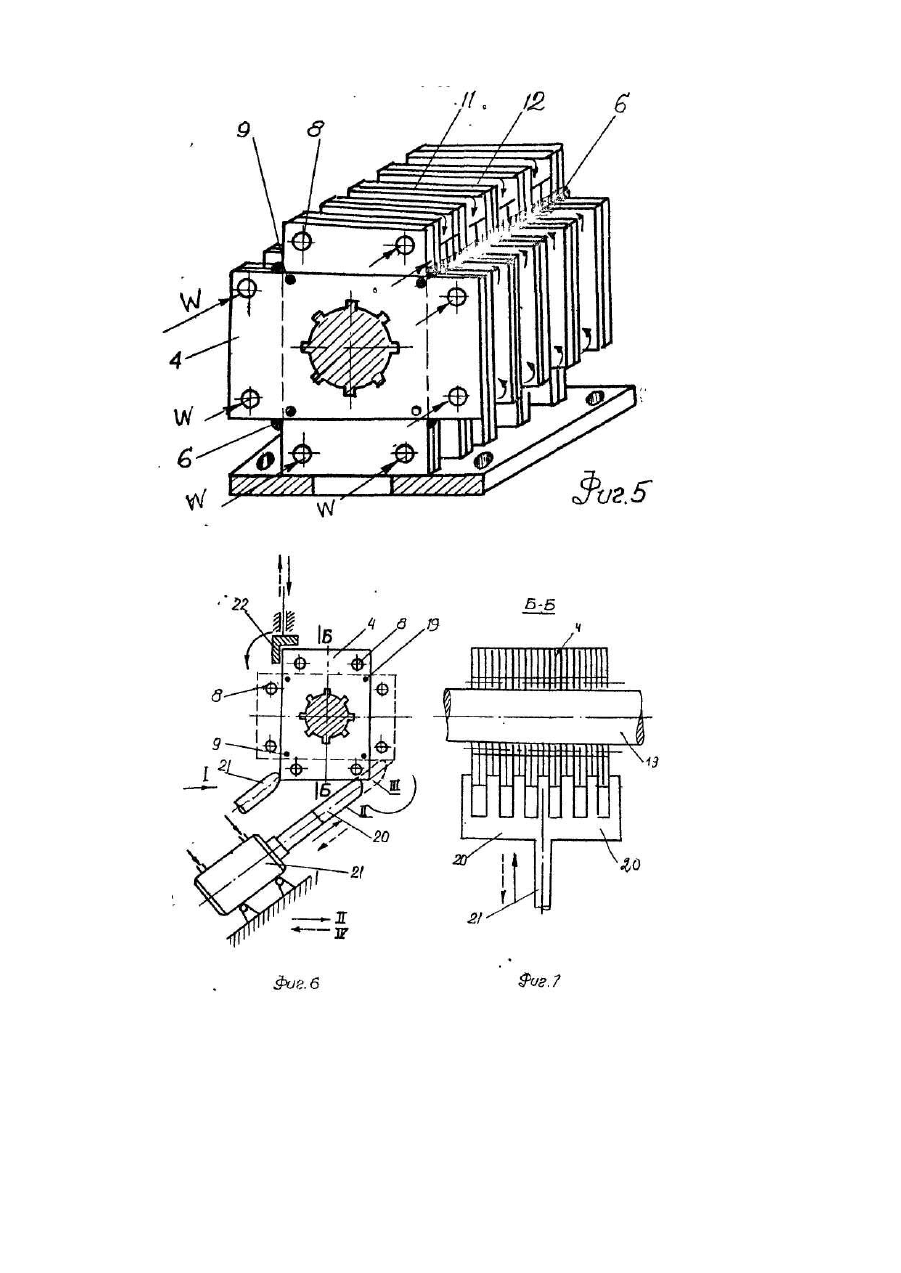
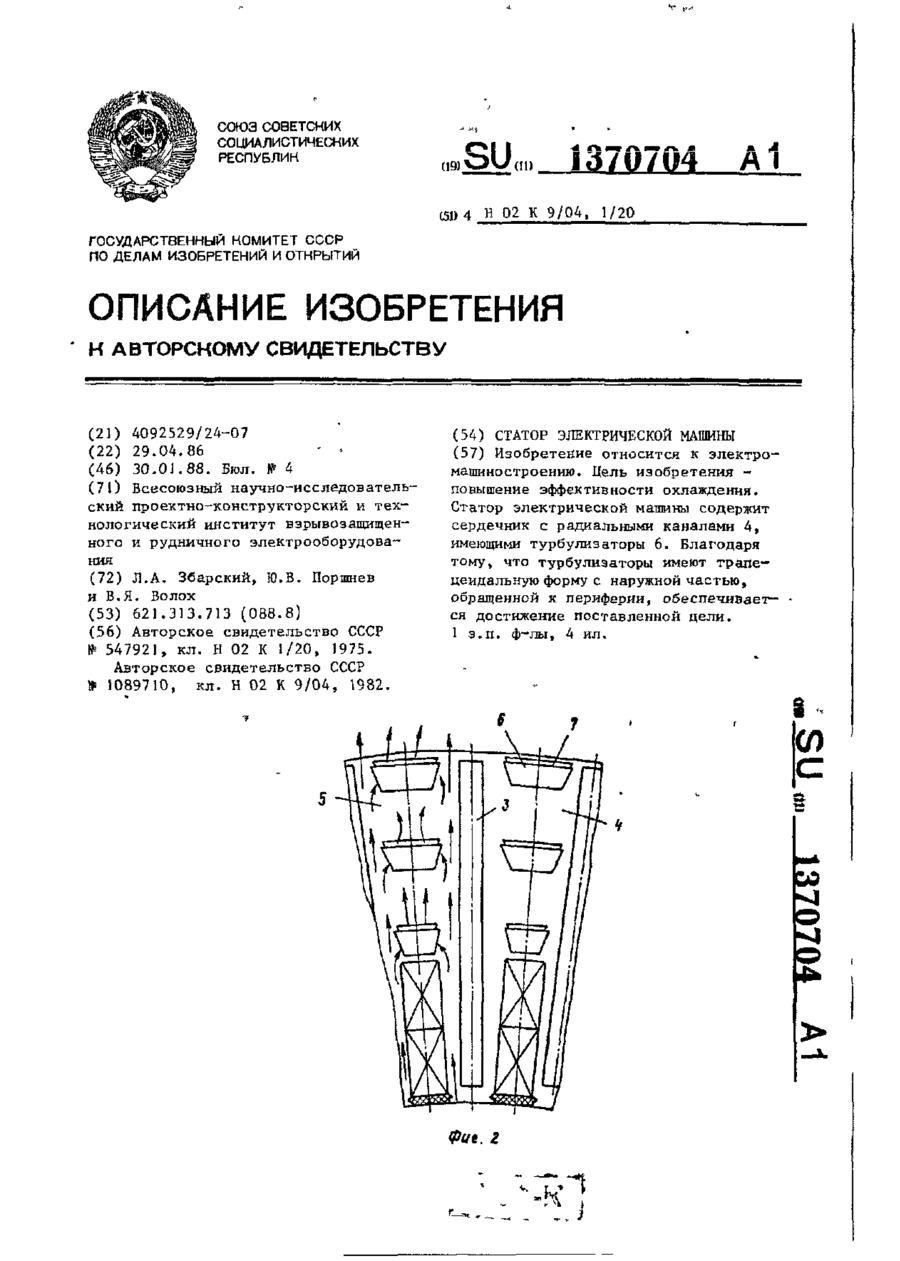
1. Статор электрической машины с радиально согласной вентиляцией, содержащий сердечник, состоящий из шихтованных пакетов, разделенных радиальными каналами, на стенках которых по концентрическим окружностям расположены выступающие в радиальный канал турбулизаторы, отличающийся тем, что, с целью повышения эффективности охлаждения, последние выполнены в виде отдельных секторов, преимущественно трапецеидальной формы, наружная часть каждого...
Статор електричної машини
Номер патенту: 15783
Опубліковано: 30.06.1997
Автори: Пенськой Віталій Федорович, Черемісов Іван Якович, Новіков Яків Михайлович, Ракогон Володимир Григорович, Кузьмін Віктор Володимирович
МПК: H02K 1/12
Мітки: машини, статор, електричної
Формула / Реферат:
Статор электрической машины, содержащий корпус с продольными стяжными ребрами, на которые нашихтован сердечник из сегментов электротехнической стали с пазами для обмотки, разделенный радиальными вентиляционными каналами на пакеты, включающие в себя средние пакеты и крайние пакеты, причем крайние пакеты расположены с торцов сердечника, имеют ступенчатую обсечку по внутреннему диаметру и утоньшены относительно средних пакетов, в сегментах...
Статор електричної машини

Номер патенту: 9805
Опубліковано: 30.09.1996
Автор: Дибан Юрій Євгенович
Мітки: статор, електричної, машини
Формула / Реферат:
(57) 1. Статор электрической машины, содержащий обмотку, шихтованный сердечник с вентиляционными каналами, образованными радиальными распорками между пакетами, вентиляционные элементы, установленные в радиальных каналах, отличающийся тем, что вентиляционные элементы выполнены в виде обтекаемых тел цилиндрической формы, жестко закрепленных между радиальными распорками и расположенных на их продольной оси симметрии с продольным шагом между...
Пристрій автоматичного початкового збудження електричної машини змінного струму
Номер патенту: 6813
Опубліковано: 29.12.1994
Автори: Сітніков Владімір Фьодоровіч, Хруслов Лєв Лєонтьєвіч, Радченко Віталій Васильович
МПК: H02P 9/14
Мітки: пристрій, збудження, початкового, змінного, електричної, машини, автоматичного, струму
Формула / Реферат:
(57) Устройство автоматического начального возбуждения электрической машины переменного тока, содержащее первый и второй выводы для подключения к фазной обмотке электрической машины, второй и третий выводы для подключения обмотки возбуждения электрической машины переменного тока, основной тиристор, дроссель насыщения, первым выводом подключенный к аноду первого разделительного диода, вторым выводом дроссель насыщения подсоединенк первому...
Статор електричної машини
Номер патенту: 4248
Опубліковано: 27.12.1994
Автори: Ракогон Володимир Григорович, Кузьмін Віктор Володимирович, Крамарський Володимир Анатолійович, Смородін Вячеслав Іванович, Черемісов Іван Якович, Зозулін Юрій Васильович
МПК: H02K 3/00
Мітки: електричної, статор, машини
Формула / Реферат:
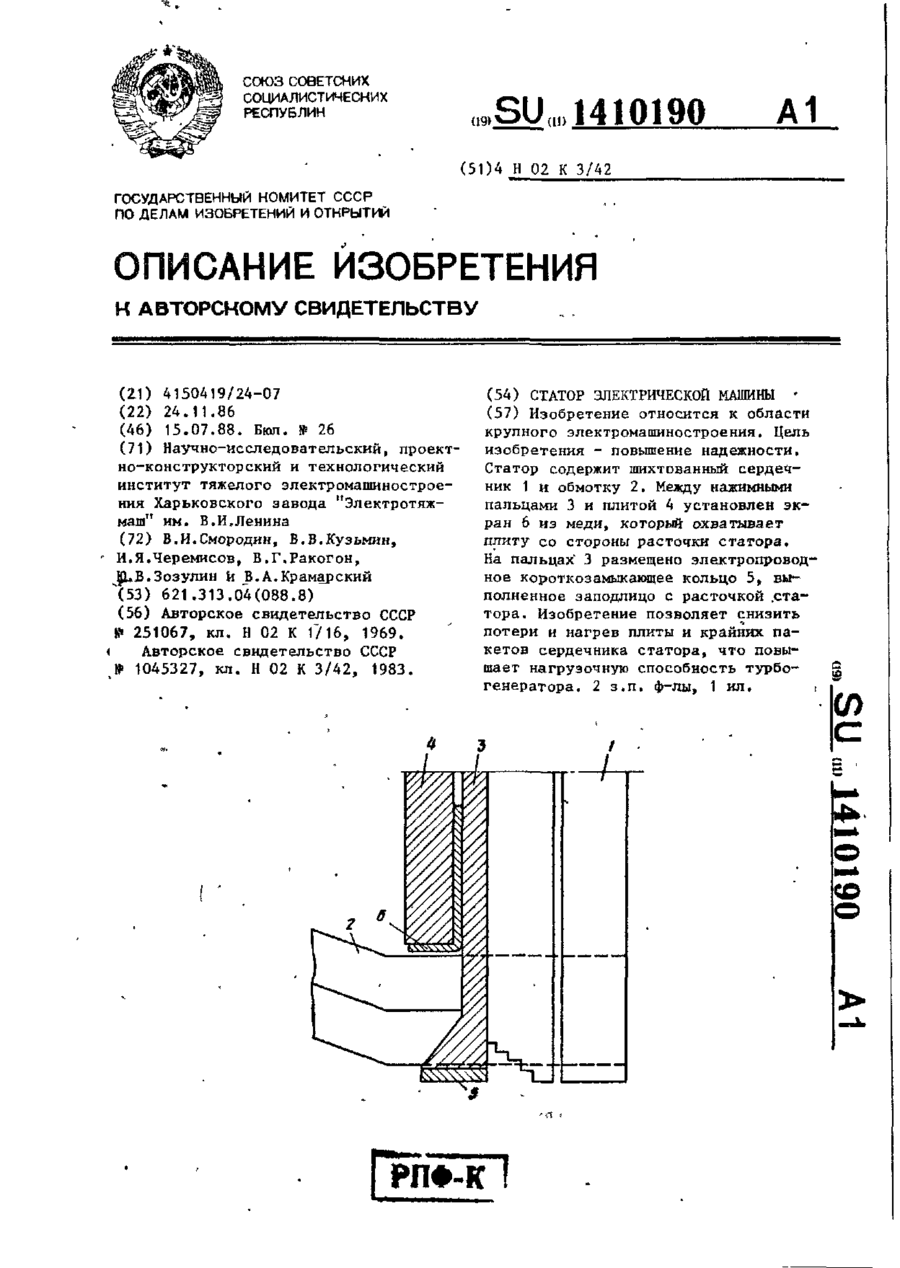
1. Статор электрической машины, содержащий шихтованный сердечник с обмоткой, на торце которого установлены нажимная плита и нажимные пальцы, с короткозамыкагощим кольцом из электропроводного материала, расположенным со стороны расточки статора, отличающийся тем, что, с целью повышения надежности и нагрузочной способности, между нажимной плитой и нажимными пальцами установлено короткозамыкающее кольцо из электропроводного...
Попередній патент: Спосіб витягання твердої маси з ємкостей головним чином розривного заряду з корпусів боєприпасу
Наступний патент: Пристрій для накопичування нитки
Випадковий патент: Болтове з'єднання із застосуванням гайки з поліпропіленовою вставкою у транспортерах до сільськогосподарської техніки