Спосіб отримання зносостійких дискретних азотованих шарів
Номер патенту: 25412
Опубліковано: 10.08.2007
Автори: Іщук Наталія Володимирівна, Писаренко Володимир Миколайович, Кіндрачук Мирослав Васильович, Мутхі Собхі Яхья, Головко Леонід Федорович
Формула / Реферат
Спосіб отримання зносостійких азотованих шарів, що включає лазерну обробку поверхні сталевих виробів з наступним азотуванням в середовищі аміаку при температурі 800-860 К із витримкою 15-20 годин, який відрізняється тим, що лазерну обробку виконують дискретно із площею обробки 15-25 % від загальної площі сталевого виробу з потужністю 103-104 Вт/см2.
Текст
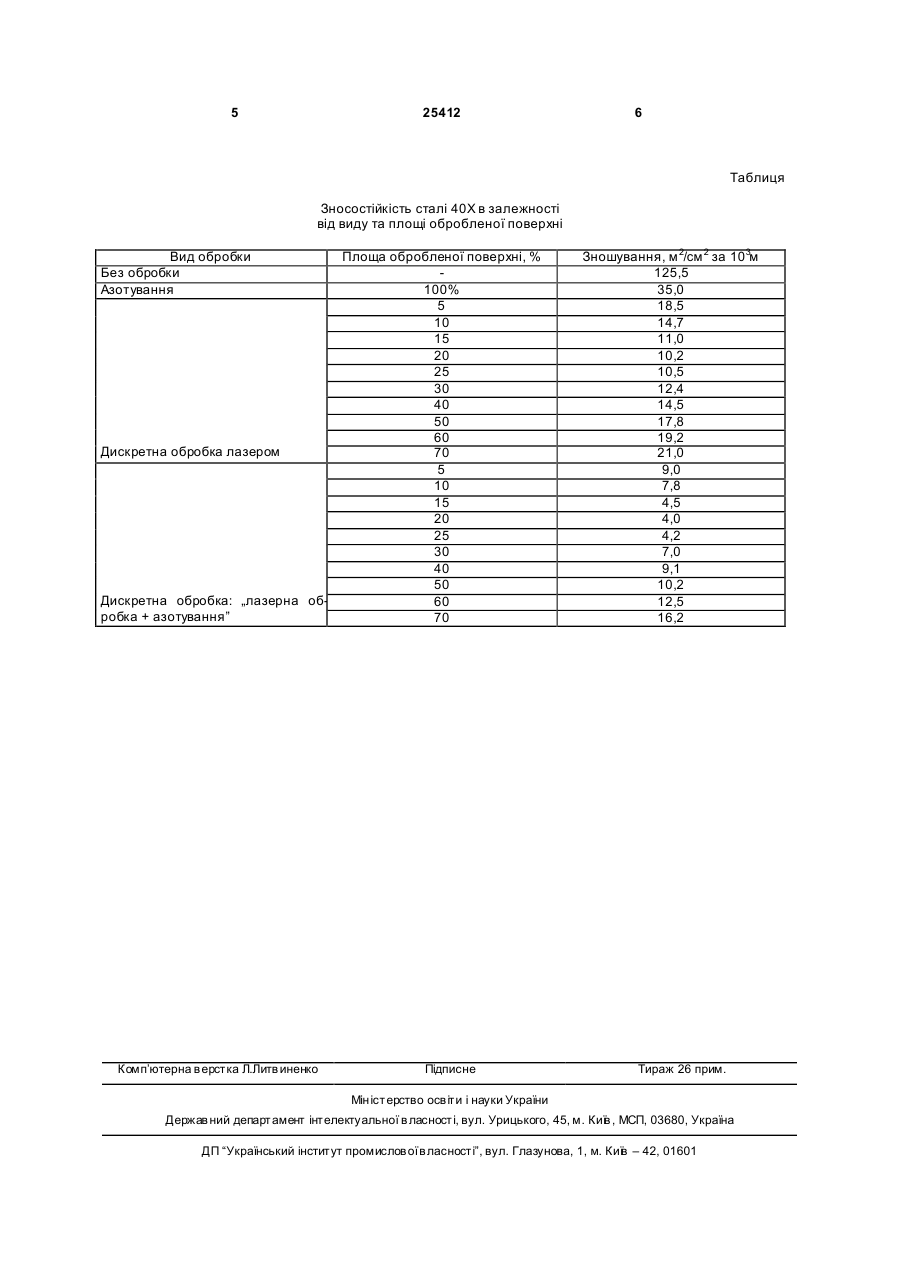
Спосіб отримання зносостійких азотованих шарів, що включає лазерну обробку поверхні сталевих виробів з наступним азотуванням в середовищі аміаку при температурі 800-860 К із витримкою 15-20 годин, який відрізняється тим, що лазерну обробку виконують дискретно із площею обробки 15-25% від загальної площі сталевого виробу з потужністю 103-104 Вт/см 2. (19) (21) u200703002 (22) 22.03.2007 (24) 10.08.2007 (46) 10.08.2007, Бюл. № 12, 2007 р. (72) Кіндрачук Мирослав Васильович, Іщук Наталія Володимирівна, Писаренко Володимир Миколайович, Головко Леонід Федорович, Мутхі Собхі Яхья, IQ (73) НАЦІОН АЛЬНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ УКРАЇНИ "КИЇВСЬКИЙ ПОЛІТЕХНІЧНИЙ ІНСТИТУТ" 3 25412 дослідження є процес місцевого гартування сталі та чавун у за рахунок імпульсного та послідовного багаточисельного одиничного внесення енергії. Було отримано невпорядковане за розташуванням острівців покриття. Даний винахід полягає в гартуванні поверхні деталей зі сталей та чавунів електроіскровим методом з наступним охолодженням. Дозволяє отримати поверхневі загартовані шари, що мають малий рівень макроскопічних напружень через локальність поверхневої обробки у порівнянні з іншими способами гартування. Найбільш близьким до способу, що заявляється є „ Спосіб комбінованої лазерно-хімікотермічної обробки матеріалів". [Патент №19551 кл. С23С9/2. Автори: Іщук Н.В., Кіндрачук М.В., Писаренко В.М., Головко Л.Ф.]. Спосіб включає обробку поверхні виробу з метою збільшення дефектів кристалічної грати та подальшу хіміко-термічну обробку поверхні сталевих виробів зі швидкістю лазерного випромінювання 0,5; 0,8; 1,2; 1,4м/хв. та наступним азотуванням в середовищі аміаку при температурах 800-860К. Лазерну обробку сталей здійснювали на установці „ЛАТУС-31" за режимів: потужність випромінювання - 0,9-1,1кВт, швидкість лазерного променя -0,5; 0,8; 1,2; 1,4м/хв. Із витримкою 15-20год. Було досліджено вплив попередньої лазерної обробки та кінцевого азотування на структур у, товщину, фазовий склад, мікротвердість та вміст азоту поверхневих шарів зразків на сталі У8 методами металографічного аналізу в Feк a випромінюванні, дюрометричного та газового аналізів з використанням відповідно металографічного мікроскопу "Neophot 21" з цифровою приставкою, ДРОН-3, ПМТ-3 та аналізатора фірми „Леко" ТМ-114. Аналіз отриманих результатів показав, що після лазерної обробки мало місце подрібнення зеренної структури поверхневих шарів сталі У8, а після наступного азотування утворювався азотований шар більшої товщини (до 0,46×10-3м) і більшої мікротвердості (до 8ГПа) у порівнянні з чисто азотованими ділянками (без попередньої лазерної обробки), на яких товщина дифузійного шару не перевищувала 0,15×10-3м, а мікротвердість 3,5ГПа. Такий ефект пояснювався полегшенням дифузії атомів азоту і підвищенням його розчинності внаслідок утворення більш дефектної структури металу після лазерного опромінювання (підвищення густини дислокацій, подрібнення зерен і збільшен 4 ня протяжності їх границь). Аналогічний вплив попередньої лазерної обробки фіксували при азотуванні та цементації сталей ОХ18Н10Т та 40Х13. В основу корисної моделі поставлена задача удосконалити відомий спосіб шляхом дискретної лазерної обробки, що забезпечує підвищення зносостійкості азотованих шарів сталевих виробів за рахунок зниження напруження при терті. Поставлена задача вирішується тим, що в способі отримання зносостійких азотованих шарів виробів, що включає лазерну обробку з наступним азотуванням в середовищі аміаку при температурі 800-860К із витримкою 15-20год, згідно з корисною моделлю, новим є те, що лазерну обробку виконують дискретною із площею обробки 15-25% від загальної площі сталевого виробу, з потужністю випромінювання 103-104Вт/см 2. Наш спосіб також включає дискретну обробку поверхні лазерним опромінюванням з наступним азотуванням з метою підвищення зносостійкості. На дискретно обробленому матеріалі, в якому між зміцненою ділянкою і матрицею є кільцева перехідна зона з відомим законом зміни в ній механічних властивостей, досліджено характер напруженого стану, що виникає в умовах навантаження силами тертя ковзання. Показано, що локальні напруження в матеріалі в залежності від виду навантаження елементарного об'єму можуть бути спрогнозовані і розраховані зважаючи на механічні властивості, вигляд і структур у перехідної зони, яка виникає в результаті лазерної обробки. Експериментальними дослідженнями встановлено, що площа обробки повинна бути 15-25%. Це обумовлено створенням такого напруженодеформованого стану, який забезпечує мінімальні напруження при терті, що встановлено аналітичними розрахунками композиційного матеріалу, а також підтверджено експериментально. Мінімально навантажена матриця дає можливість релаксувати напруження, викликані силами тертя. Точкові зміцнюючі зони мають розміри 3-5мм та розташовані на відстані »10мм між центрами. В якості матеріалів, що зміцнюються, були використані сталі 18ХГТ, 40Х, 38Х2 М10А. Підвищення зносостійкості при дискретній обробці, у порівнянні з суцільною обробкою (див. таблицю), обумовлено таким напружено-деформованим станом, при якому напруження будуть мінімальними. 5 25412 6 Таблиця Зносостійкість сталі 40Х в залежності від виду та площі обробленої поверхні Вид обробки Без обробки Азотування Дискретна обробка лазером Дискретна обробка: „лазерна обробка + азотування” Комп’ютерна в ерстка Л.Литв иненко Площа обробленої поверхні, % 100% 5 10 15 20 25 30 40 50 60 70 5 10 15 20 25 30 40 50 60 70 Підписне Зношування, м 2/см 2 за 103м 125,5 35,0 18,5 14,7 11,0 10,2 10,5 12,4 14,5 17,8 19,2 21,0 9,0 7,8 4,5 4,0 4,2 7,0 9,1 10,2 12,5 16,2 Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for obtaining of wearproof discrete nitrided layers
Автори англійськоюKindrachuk Miroslav Vasyliovych, Ischuk Nataliia Volodymyrivna, Pysarenko Volodymyr Mykolaiovych, Holovko Leonid Fedorovych, Mudhi Subhi Yehea
Назва патенту російськоюСпособ получения износоустойчивых дискретных азотированных слоев
Автори російськоюКиндрачук Мирослав Васильевич, Ищук Наталья Владимировна, Писаренко Владимир Николаевич, Головко Леонид Федорович, Мутхи Собхи Яхья
МПК / Мітки
МПК: C23C 8/02
Мітки: азотованих, дискретних, зносостійких, отримання, шарів, спосіб
Код посилання
<a href="https://ua.patents.su/3-25412-sposib-otrimannya-znosostijjkikh-diskretnikh-azotovanikh-shariv.html" target="_blank" rel="follow" title="База патентів України">Спосіб отримання зносостійких дискретних азотованих шарів</a>
Спосіб нанесення дискретних зносостійких покриттів
Номер патенту: 33410
Опубліковано: 15.02.2001
Автори: Ляшенко Борис Артемович, Єрмолаєв Володимир Васильович
МПК: C23C 4/02
Мітки: спосіб, покриттів, дискретних, нанесення, зносостійких
Текст:
...окремого фрагменту покриття під час роботи деталі навіть па відкритому повітрі виникають ;они контактної коровії через різницю величин електродних потенціалів матеріалів покриття і основи й наявності агресивного еередоішша. Тому мають місце випадки, коли при контактних навантаженнях в умовах фретінг-корозії до вичерпання прогнозованого строку експлуатації - ресурсу, покриття руйнується. R основу передбачуваного винаходу покладене завдання...
Спосіб нанесення зносостійких дискретних композиційних покриттів на робочу поверхню металевої деталі
Номер патенту: 69428
Опубліковано: 15.09.2004
Автори: Яковлев Віталій Васильович, Мокеєв Юрій Геннадійович, Немчин Олександр Федорович, Лопатин Ігор Петрович, Дігам Марко Семенович
Мітки: дискретних, композиційних, зносостійких, нанесення, робочу, поверхню, металевої, спосіб, деталі, покриттів
Формула / Реферат:
1. Спосіб нанесення зносостійких дискретних композиційних покриттів на робочу поверхню тертя металевої деталі, який передбачає включення деталі та електродів через генератор та програматор в електричне коло, надання принаймні одному електродові обертово-поступального руху вздовж робочої поверхні деталі з одночасним поданням електричних імпульсів через електроди та формування дискретних ділянок покриття як дискретно-мозаїчного шару з...
Спосіб отримання зносостійких сталей
Номер патенту: 58156
Опубліковано: 15.07.2003
Автори: Шевченко Сергій Миколайович, Башев Валерій Федорович, Большаков Володимир Іванович, Білецька Ольга Євгенівна, Брехаря Григорій Павлович
МПК: B22D 7/00
Мітки: отримання, спосіб, зносостійких, сталей
Формула / Реферат:
Спосіб отримання зносостійких високомарганцовистих аустенітових сталей, який включає нагрівання і гартування сталей, який відрізняється тим, що нагрівання здійснюють високоенергетичними джерелами, а гартування сталей проводять з рідкого стану із швидкістю охолодження
Спосіб отримання шарів сульфоселенідів цинку з дірковою провідністю
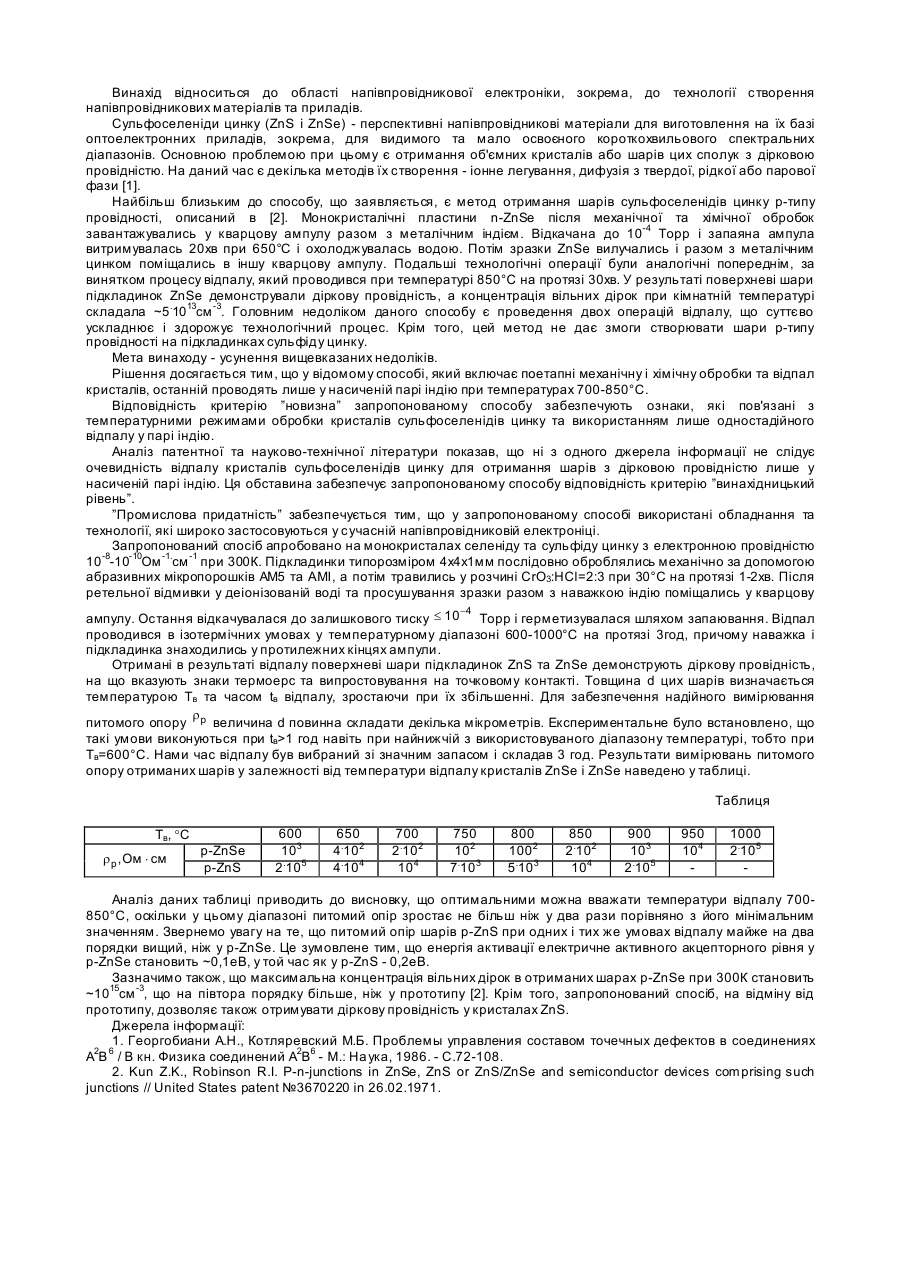
Номер патенту: 63548
Опубліковано: 15.01.2004
Автори: Махній Віктор Петрович, Мельник Володимир Васильович
МПК: C30B 31/00
Мітки: провідністю, цинку, дірковою, спосіб, отримання, шарів, сульфоселенідів
Формула / Реферат:
Спосіб отримання шарів сульфоселенідів цинку з дірковою провідністю, що включає механічну і хімічну обробки та відпал кристалів, який відрізняється тим, що відпал кристалів проводять у насиченій парі індію при температурі 700-850°С.
Спосіб отримання тонких шарів а ііі в v
Номер патенту: 10404
Опубліковано: 15.11.2005
Автори: Чернов Андрій Юрійович, Шутов Станіслав Вікторович, Саріков Андрій Вікторович
МПК: H01C 17/00
Мітки: шарів, тонких, спосіб, ііі, отримання
Формула / Реферат:
Спосіб отримання тонких шарів сполук АІІІВV, що включає формування на підкладці шару насиченого розчину-розплаву шляхом термічного напилення у вакуумі елемента III групи, нагріву структури у градієнті температури до температури початку епітаксії, гомогенізацію розчину-розплаву і примусове охолодження, який відрізняється тим, що насичення розчину-розплаву здійснюють із шару термічно напиленого елемента V групи в градієнті температури,...
Попередній патент: Токарний верстат з числовим програмним керуванням для обробки полігональних поверхонь
Наступний патент: Подрібнювач матеріалів
Випадковий патент: Двовалкова ливарна машина для виготовлення тонкої литої сталевої стрічки (варіанти) та спосіб її застосування