Токарний верстат для обробки колісних пар без викочування їх з-під локомотива
Номер патенту: 77531
Опубліковано: 15.12.2006
Формула / Реферат
1. Токарний верстат для обробки колісних пар без викочування їх з-під локомотива, який містить станину зі змонтованими на ній засобами піднімання та підтримки оброблюваної колісної пари, роликовими приводами робочого обертання оброблюваної колісної пари та двома розташованими поза зоною роликових приводів супортами, кожний із яких містить каретку з механізмом робочого поздовжнього переміщення, на похилих напрямних якої змонтовані полозки з різцем з механізмом робочого поперечного переміщення, який відрізняється тим, що супорти, що містять каретки робочого поздовжнього переміщення з різцевими полозками робочого поперечного переміщення, встановлені на додаткових, змонтованих на поперечних напрямних станини, полозках, встановлювальний рух яких у горизонтальній площині синхронізовано з встановлювальним рухом у вертикальній площині рухомих деталей засобів піднімання та підтримки оброблюваної колісної пари.
2. Верстат за п. 1, який відрізняється тим, що додаткові полозки оснащені механізмом встановлювального поперечного переміщення супортів у горизонтальній площині і суміщення напрямку робочого руху різальної кромки різця у одній площині з віссю обертання оброблюваної колісної пари, який зв'язаний з механізмом синхронізації власного руху з роботою механізму встановлювального переміщення рухомих у вертикальній площині деталей засобів піднімання та підтримки оброблюваної колісної пари.
3. Верстат за п. 1 або 2, який відрізняється тим, що механізм синхронізації роботи механізму встановлювального поперечного переміщення супортів у горизонтальній площині з роботою механізму встановлювального переміщення рухомих деталей засобів піднімання та підтримки оброблюваної колісної пари у вертикальній площині виконано у вигляді двох зв'язаних зубчасто-рейкових передач, рейки однієї з яких закріплено на рухомих у вертикальній площині деталях засобів піднімання та підтримки оброблюваної колісної пари і уведені у зачеплення з відповідними зубчастими колесами, які змонтовано у корпусі станини на одному загальному валу з аналогічними зубчастими колесами другої зубчасто-рейкової передачі, які уведені у зачеплення з відповідними, закріпленими на переміщуваних у горизонтальній площині додаткових полозках, рейками механізму встановлювального поперечного переміщення супортів у горизонтальній площині і суміщення напрямку робочого руху різальної кромки різця у одній площині з віссю обертання оброблюваної колісної пари.
Текст
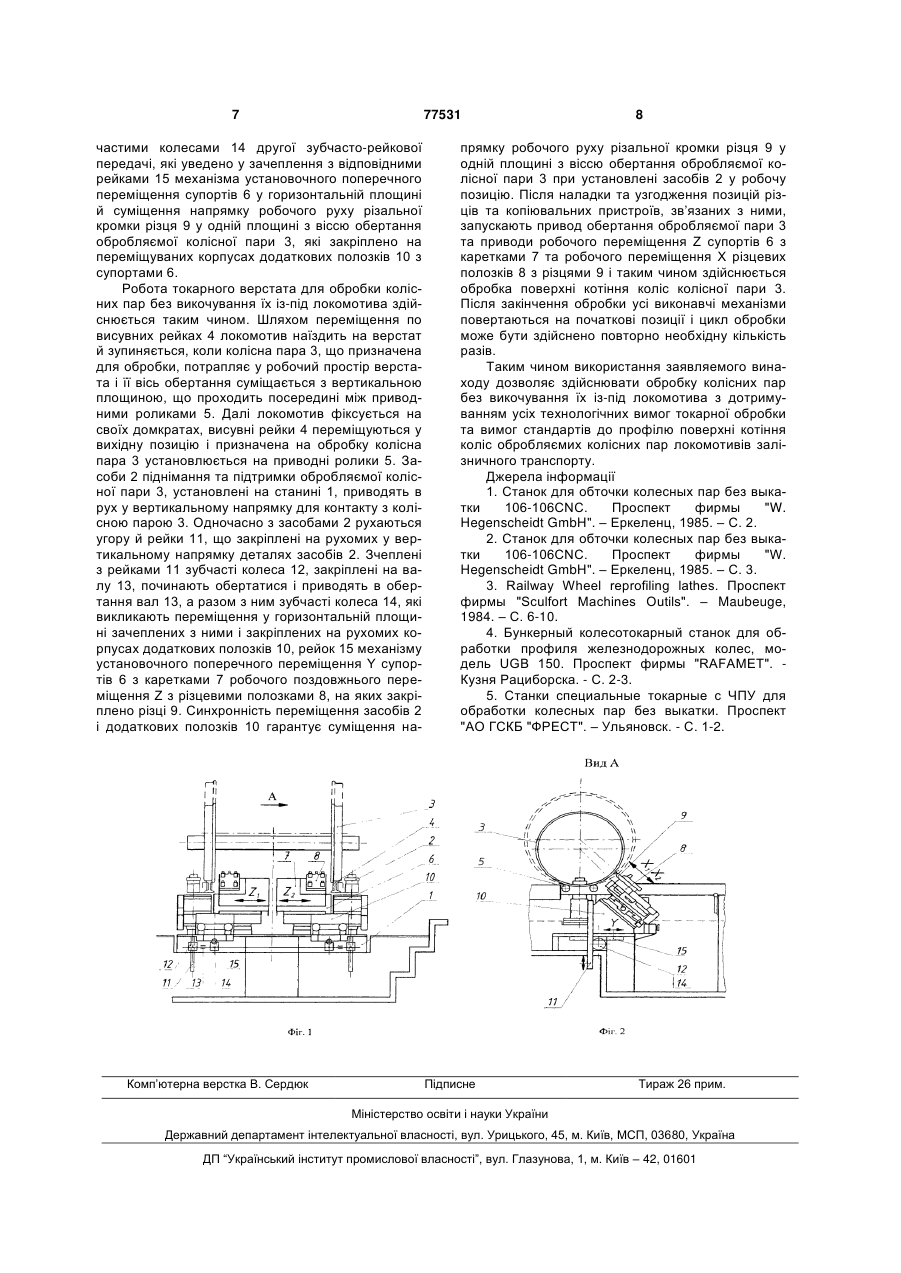
1. Токарний верстат для обробки колісних пар без викочування їх з-під локомотива, який містить станину зі змонтованими на ній засобами піднімання та підтримки оброблюваної колісної пари, роликовими приводами робочого обертання оброблюваної колісної пари та двома розташованими поза зоною роликових приводів супортами, кожний із яких містить каретку з механізмом робочого поздовжнього переміщення, на похилих напрямних якої змонтовані полозки з різцем з механізмом робочого поперечного переміщення, який відрізняється тим, що супорти, що містять каретки робочого поздовжнього переміщення з різцевими полозками робочого поперечного переміщення, встановлені на додаткових, змонтованих на поперечних напрямних станини, полозках, встановлювальний рух яких у горизонтальній площині синхронізовано з встановлювальним рухом у вертикальній площині рухомих деталей засобів піднімання та підтримки оброблюваної колісної пари. C2 2 (11) 1 3 країн світу, що виготовляли верстати такого призначення, перейшли до розробки та виробництва верстатів, в яких відновлення поверхні котіння колісних пар у переважній більшості виконують шляхом обточування [1]. Більшість таких верстатів мають багато схожих конструктивних особливостей. Вони розміщуються нижче рівня підлоги й містять станину, на якій змонтовано засоби піднімання та підтримки оброблюваної колісної пари, спарені роликові приводи робочого обертання колісної пари та два супорти з різцевими полозками, несучими металорізний інструмент у вигляді різців. Для переміщення локомотива й встановлювання колісної пари на вісь верстату використовують висувні рейки, які механічно встановлюють над верстатом. Після установки локомотива на домкрати висувні рейки переміщують з зони різання у вихідну позицію. Як засіб піднімання та підтримки оброблюваної колісної пари можуть бути використані домкрати, або затисні пристрої букс, або центрові бабки. Утворення робочого крутного моменту на оброблюваній колісній парі здійснюється за допомогою привода з роликами тертя шляхом взаємодії з поверхнею котіння колеса. Привідні ролики передають крутний момент від електродвигуна на колісну пару шляхом безпосереднього контакту з поверхнею котіння колеса колісної пари. Різець, безпосередньо виконуючий обробку поверхні котіння, встановлено на різцевих полозках супорта з можливістю поздовжнього переміщення паралельно осі обертання оброблюваної колісної пари та у напрямку до тієї ж осі у вертикальній площині між привідними роликами з постійною орієнтацією на вісь обертання колісної пари і може працювати як з використанням гідравлічного або механічного копіювального пристрою, так і з керуванням від системи числового програмного керування [2]. Відомі верстати призначені для обробки поверхні котіння коліс колісних пар локомотивів залізничного транспорту без їх демонтажу й викочування із-під локомотивів, які розроблено й виготовлено різними фірмами у відповідності з вищевикладеною конструкцією, можуть відрізнятися несуттєвими технічними рішеннями окремих вузлів, наприклад, конструкцією механізма центрування колісної пари, призначеної для обробки, за допомогою приводних роликів, які встановлюють у робочу позицію за допомогою оригінальної важільної системи [3], або здійснення робочого обертання колісної пари спочатку роликами центрального центруючого приводного домкрату з контактом роликів з кологребеневою поверхнею із зміною у процесі обробки на привод від роликів зовнішніх домкратів з контактом роликів з поверхнею котіння колеса [4]. Порівнювальний аналіз вищенаведених аналогів дозволяє виявити один важливий загальний недолік - розташування обробляючих різців у вертикальній площині між приводними роликами, що особливо утруднює візуальний контроль зони різання й особливо стає на перешкоді відводу стружки, яка незважаючи на широке використання всіляких засобів і методів формування й дробіння стружки, виходить із-під різців у неподрібленому 77531 4 зливному вигляді й потрапляє як у механізми привідних роликів, так і безпосередньо між поверхнею котіння коліс й контактуючими з нею приводними роликами. Відомі спеціальні токарні верстати для обробки поверхні котіння коліс колісних пар без викочування їх із-під локомотива, які містять два супорти, що розміщені поза зоною приводних роликів й забезпечують можливість поздовжнього переміщення каретки несучої різцеві полозки з різцем паралельно осі обертання оброблюваної колісної пари й переміщення різцевих полозків, встановлених на похилених напрямних каретки з різцем, зорієнтованим у напрямку до тієї ж осі [5]. Таке розміщення супортів значно покращує умови візуального нагляду за зоною різання та контролю за зношенням різців і швидкої їх заміни у разі необхідності, а також умови видалення стружки і виключення попадання її в зону приводних роликів. Проте поряд з одержаними перевагами останнього технічного рішення з розміщенням супортів поза зоною приводних роликів, а точніше з заміною розташування на вертикальній площині, при якому осі обертання усіх обробляємих колісних пар будь-якого діаметру розташовувалися у цій же площині, розташуванням різців поза цієї площини на різцевих полозках, що змонтовані на нахилених під одним постійним кутом напрямних каретки, привело до того, що колісна пара тільки одного діаметру, вісь обертання якої лежить у площині робочого переміщення різцевих полозків, знаходиться у правильних технологічних умовах обробки. Як відомо, обробці на цьому верстаті підлягає певний діапазон діаметрів колісних пар, і виявляється, що більшість обробляємих колісних пар буде оброблятися з порушенням необхідних технологічних умов обробки, тому що площина напрямку робочого руху різальної кромки різця буде або вище, або нижче площини, що проходить через вісь обертання обробляємо! колісної пари, що при обробці точінням неприпустимо. Відсутність можливості регулювання положення різця у залежності від діаметра обробляємої колісної пари позбавляє відоме технічне рішення можливості гарантувати не тільки якість обробки поверхні котіння колісних пар локомотивів залізничного транспорту, але й одержання правильного з геометричної точки зору профіля поверхні котіння коліс колісних пар, який повинен відповідати діючим стандартам, при обробці з використанням копіювальних пристроїв з шаблонами, що відповідають цим стандартами. В основу винаходу поставлена задача запропонувати спеціальний токарний верстат для обробки колісних пар без викочування їх із-під локомотиву, який буде позбавлений виявлених недоліків і збереженням досягнутих при розробці аналогічних верстатів позитивних ознак, а також з дотримуванням усіх умов технології обробки точінням, й з гарантованим одержанням профіля обробляємої поверхні котіння коліс колісних пар, що повинен відповідати вимогам діючих стандартів, шляхом створення конструктивних можливостей регулювання положення супорта з різцевими полозками, а точніше створення можливостей гарантованого 5 суміщення у одній площині напрямку робрчого руху різальної кромки різця, встановленого на різцевих полозках, й осей обертання різних по діаметру обробляємих коліс колісних пар, що повинно забеспечити досягнення технічного результату у вигляді підвищення якості обробки поверхні котіння коліс й отримання відповідного діючим стандартам профіля цієї поверхні при обробці точіння з допомогою копіювальних пристроїв і шаблонів, що відповідають цим стандартам. Поставлена задача вирішується тим, що заявляємий винахід усуває виявлені недоліки відомого рішення та пропонує більш ефективне технічне рішення з новим технічним результатом. Запропонований токарний верстат для обробки колісних пар без викочування їх із-під локомотива має станину з встановленим на ній засобами підйому та підтримки обробляємої колісної пари, у вигляді яких можуть бути використані домкрати, кронштейни з затискачами букс або центруючи бабки. Для приводу обертання оброблюваної колісної пари на верстаті встановлено роликові приводи, а для обробки - два, встановлених поза зоною роликових приводів, супорта, кожний з яких має каретку з механізмом робочого поздовжнього переміщення, на нахилених напрямних якої змонтовані різцеві полозки з механізмом робочого поперечного переміщення з різцем. Відрізняється запропонований токарний верстат тим, що зазначена каретка робочого поздовжнього переміщення з різцевими полозками змонтована на додаткових установлених на станині полозках, які оснащені механізмом установочного поперечного переміщення супортів у горизонтальній площині з суміщенням напрямку робочого руху різальної кромки різця у одній площині з віссю обертання обробляємої колісної пари, який взаємозв'язаний можливістю синхронного руху з механізмом установочного переміщення рухомих у вертикальній площині деталей засобів піднімання та підтримки колісної пари. При цьому обидва ці механізми виконані у вигляді двох взаємозв’язаних зубчасто-рейкових передач, рейки однієї з яких закріплені на рухомих у вертикальній площині деталях засобів піднімання та підтримки обробляємої колісної пари та уведені у зачеплення з відповідними зубчастими колесами, що змонтовані у корпусі станини на одному валу з аналогічними зубчастими колесами другої зубчасто-рейкової передачі, які уведені у зачеплення з відповідними рейками механізму установочного переміщення супортів у горизонтальній площині з суміщенням напрямку робочого руху з віссю обертання обробляємої колісної пари, які закріплено на переміщуваних корпусах додаткових полозків. Технічний результат від використання заявляємого винаходу забезпечується таким чином. Установка кареток робочого поздовжнього переміщення з різцевими полозками робочого поперечного переміщення з різцем на додаткові полозки, які встановлено на поперечних напрямних станини й оснащено механізмом установочного поперечного переміщення супортів у горизонтальній площині з суміщенням напрямку робочого руху різальної кромки різця у одній площині з віссю обертання 77531 6 обробляємої колісної пари, який взаємозв’язаний з можливістю синхронного руху з механізмом установочного переміщення рухомих у вертикальній площині деталей засобів піднімання та підтримки колісної пари, забезпечує створення можливості гарантованого суміщення у одній площині напрямку робочого руху різальної кромки різця, установленого на різцевих полозках, й осей обертання різних по діаметру обробляємих колісних пар. Це повинно забезпечити досягнення нового технічного результату у вигляді досягнення необхідних технологічних вимог при обробці точінням, підвищення якості обробки поверхні котіння коліс та гарантованого одержання відповідного діючим стандартам профіля цієї поверхні при обробці точінням за допомогою копіювальних пристроїв та шаблонів, відповідаючих цим стан-дартам. Далі сутність винаходу пояснюється відповідним описом та кресленнями. На Фіг.1 схематично зображено токарний верстат для обробки колісних пар без викочування їх з-під локомотива. На Фіг.2 - вид на верстат, зображений на Фіг.1, по стрілці А. Токарний верстат для обробки колісних пар без викочування їх із-під локомотива встановлено у цеху депо нижче рівня рейок. Він містить станину 1, на якій змонтовані засоби 2 піднімання та підтримки обробляємої колісної пари 3 під час обробки, яку установлюють на вісь верстата шляхом переміщення локомотива по висувних рейках 4, які механічно встановлюють над верстатом, а після установки колісної пари на вісь верстата, а локомотива на домкрати, переміщують з зони різання у вихідну позицію. Для обертання колісної пари на станині 1 змонтовано приводні ролики 5, хоч робоче обертання обробляємої колісної пари може бути виконано й тягловим двигуном електровозу, що приєднано до цієї колісної пари. Окрім цього, на станині поза зоною приводних роликів, встановлено два супорти 6, які являють собою дзеркальні відображення один другого. Кожний з супортів 6 містить каретку 7 з механізмом робочого поздовжнього переміщення Z, на нахилених напрямних якої змонтовані різцеві полозки 8, з механізмом робочого поперечного переміщення X, з різцем 9. Самі супорти 6 змонтовані на додаткових полозках 10, які встановлено на поперечних напрямних станини 1, і оснащені механізмом установочного поперечного переміщення Y супортів 6 у горизонтальній площині для суміщення напрямку робочого руху різальної кромки різця 9 у одній площині з віссю обертання обробляємої колісної пари 3. Сам механізм установочного поперечного переміщення супортів у горизонтальній площині й механізм установочного переміщення засобів 2 піднімання та підтримки обробляємої колісної пари 3 у вертикальній площині виконано у вигляді двох взаємозв’язаних зубчасто-рейкових передач, рейки 11 однієї з яких закріплені на рухомих у вертикальній площині деталях засобів 2 піднімання та підтримки обробляємої колісної пари 3 і уведені в зачеплення з відповідними зубчастими колесами 12, які змонтовані у корпусі станини 1 на одному загальному валу 13 з аналогічними зуб 7 77531 частими колесами 14 другої зубчасто-рейкової передачі, які уведено у зачеплення з відповідними рейками 15 механізма установочного поперечного переміщення супортів 6 у горизонтальній площині й суміщення напрямку робочого руху різальної кромки різця 9 у одній площині з віссю обертання обробляємої колісної пари 3, які закріплено на переміщуваних корпусах додаткових полозків 10 з супортами 6. Робота токарного верстата для обробки колісних пар без викочування їх із-під локомотива здійснюється таким чином. Шляхом переміщення по висувних рейках 4 локомотив наїздить на верстат й зупиняється, коли колісна пара 3, що призначена для обробки, потрапляє у робочий простір верстата і її вісь обертання суміщається з вертикальною площиною, що проходить посередині між приводними роликами 5. Далі локомотив фіксується на своїх домкратах, висувні рейки 4 переміщуються у вихідну позицію і призначена на обробку колісна пара 3 установлюється на приводні ролики 5. Засоби 2 піднімання та підтримки обробляємої колісної пари 3, установлені на станині 1, приводять в рух у вертикальному напрямку для контакту з колісною парою 3. Одночасно з засобами 2 рухаються угору й рейки 11, що закріплені на рухомих у вертикальному напрямку деталях засобів 2. Зчеплені з рейками 11 зубчасті колеса 12, закріплені на валу 13, починають обертатися і приводять в обертання вал 13, а разом з ним зубчасті колеса 14, які викликають переміщення у горизонтальній площині зачеплених з ними і закріплених на рухомих корпусах додаткових полозків 10, рейок 15 механізму установочного поперечного переміщення Y супортів 6 з каретками 7 робочого поздовжнього переміщення Z з різцевими полозками 8, на яких закріплено різці 9. Синхронність переміщення засобів 2 і додаткових полозків 10 гарантує суміщення на Комп’ютерна верстка В. Сердюк 8 прямку робочого руху різальної кромки різця 9 у одній площині з віссю обертання обробляємої колісної пари 3 при установлені засобів 2 у робочу позицію. Після наладки та узгодження позицій різців та копіювальних пристроїв, зв’язаних з ними, запускають привод обертання обробляємої пари 3 та приводи робочого переміщення Z супортів 6 з каретками 7 та робочого переміщення X різцевих полозків 8 з різцями 9 і таким чином здійснюється обробка поверхні котіння коліс колісної пари 3. Після закінчення обробки усі виконавчі механізми повертаються на початкові позиції і цикл обробки може бути здійснено повторно необхідну кількість разів. Таким чином використання заявляемого винаходу дозволяє здійснювати обробку колісних пар без викочування їх із-під локомотива з дотримуванням усіх технологічних вимог токарної обробки та вимог стандартів до профілю поверхні котіння коліс обробляємих колісних пар локомотивів залізничного транспорту. Джерела інформації 1. Станок для обточки колесных пар без выкатки 106-106CNC. Проспект фирмы "W. Hegenscheidt GmbH". – Еркеленц, 1985. – С. 2. 2. Станок для обточки колесных пар без выкатки 106-106CNC. Проспект фирмы "W. Hegenscheidt GmbH". – Еркеленц, 1985. – С. 3. 3. Railway Wheel reprofiling lathes. Проспект фирмы "Sculfort Machines Outils". – Maubeuge, 1984. – С. 6-10. 4. Бункерный колесотокарный станок для обработки профиля железнодорожных колес, модель UGB 150. Проспект фирмы "RAFAMET". Кузня Рациборска. - С. 2-3. 5. Станки специальные токарные с ЧПУ для обработки колесных пар без выкатки. Проспект "АО ГСКБ "ФРЕСТ". – Ульяновск. - С. 1-2. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMachine tool for treating the pairs of wheels without their rolling from under the locomotives
Назва патенту російськоюСтанок для обработки колесных пар без выкатывания их из-под локомотивов
МПК / Мітки
МПК: B23B 5/08
Мітки: локомотива, обробки, пар, колісних, верстат, з-під, викочування, токарний
Код посилання
<a href="https://ua.patents.su/4-77531-tokarnijj-verstat-dlya-obrobki-kolisnikh-par-bez-vikochuvannya-kh-z-pid-lokomotiva.html" target="_blank" rel="follow" title="База патентів України">Токарний верстат для обробки колісних пар без викочування їх з-під локомотива</a>
Верстат для обточування колісних пар рухомого складу без викочування
Номер патенту: 1157
Опубліковано: 15.02.2002
Автори: Дорошенко Станіслав Михайлович, Калачинський Олександр Васильович, Цвеюк Михайло Петрович
МПК: B23B 19/00, B23B 21/00, B23B 3/00, B23B 23/00
Мітки: рухомого, верстат, колісних, пар, обточування, викочування, складу
Формула / Реферат:
Верстат для обточування колісних пар рухомого складу без викочування який складається зі станини, поворотних столів супортів, супортів, різцетримачів, пневмогідродомкратів підйому колісних пар, електроприводу супортів, електроприводу обертання колісної пари з редуктором, електрошафи, пультів керування, який відрізняється тим, що плунжерна пара поршень-циліндр виконана діаметром 125 мм, ущільнюючі елементи в ній - гумовими, в системі...
Спосіб зміцнення робочої поверхні гребеня та пригребеневої поверхні котіння коліс колісних пар залізничного транспорту та верстат для його здійснення
Номер патенту: 77086
Опубліковано: 16.10.2006
Автори: Шишмаков Олександр Анатолійович, Луконін Віктор Сергійович, Шпортенко Геннадій Пантелеймонович
МПК: B24B 39/00, B21H 1/00, B23Q 15/007
Мітки: транспорту, колісних, верстат, залізничного, пригребеневої, спосіб, коліс, зміцнення, гребеня, робочої, поверхні, пар, котіння, здійснення
Формула / Реферат:
l. Спосіб зміцнення робочої поверхні гребеня та пригребеневої поверхні котіння коліс колісних пар залізничного транспорту, який включає поверхневе пластичне деформування згаданих поверхонь обкочуванням вільно обертовими накочувальними роликами, який відрізняється тим, що обкочування здійснюють з плавним автоматичним змінюванням зусилля тиснення накочувального ролика на зміцнювану поверхню, причому це зусилля змінюють у відповідності з наданим...
Пристрій для виявлення буксування колісних пар локомотива
Номер патенту: 15171
Опубліковано: 15.06.2006
Автор: Шапран Євген Миколайович
МПК: B60L 3/10, G01P 15/16
Мітки: колісних, пристрій, локомотива, буксування, виявлення, пар
Формула / Реферат:
Пристрій для виявлення буксування колісних пар локомотива, який містить датчики струму і напруги тягових двигунів, підключених до входів відповідних диференціюючих блоків, елемент затримки, інвертор, логічний елемент кон'юнкції, виконавчий блок, а також задатчик інтервалів часу, перший та другий ключові елементи, виходи яких з'єднані з входами логічного елемента кон'юнкції, перший та другий інтегратори, перші входи яких з'єднані з виходами...
Hапівавтоматична лінія для плазмового поверхневого зміцнення колісних пар залізничного транспорту
Номер патенту: 48180
Опубліковано: 15.08.2002
Автори: Давиденко Вадим Валентинович, Лашко Анатолій Дмитрович, Дворак Володимир Дмитрович, Масловець Юрій Миколайович, Петров Станіслав Володимирович, Приходько Володимир Іванович, Коваленко Юрій Миколайович, Сааков Олександр Герасимович
Мітки: транспорту, поверхневого, плазмового, лінія, колісних, hапівавтоматична, залізничного, зміцнення, пар
Формула / Реферат:
1. Напівавтоматична лінія для плазмового поверхневого зміцнення колісних пар залізничного транспорту, яка відрізняється тим, що включає стенд, жорстко закріплені на ньому напрямні та стержні, на яких установлено модулі з плазмотронами і насадками, які мають можливість осьового переміщення по них, обладнані упорними роликами, що забезпечують підтискання модуля і постійний проріз між плазмотронами і профілем котіння коліс різного типорозміру з...
Пристрій безперервного діагностування технічного стану колісних пар залізничного екіпажу
Номер патенту: 34828
Опубліковано: 15.03.2001
Автори: Богданов Олександр Вікторович, Осенін Юрій Іванович
МПК: G08B 23/00
Мітки: пар, залізничного, безперервного, колісних, пристрій, діагностування, екіпажу, стану, технічного
Формула / Реферат:
Пристрій безперервного діагностування технічного стану колісних пар залізничного екіпажа, який складається з блоків сигналізації, блока управління й контролю, який відрізняється тим, що сигнал про порушення технічного стану колісної пари передасться безконтактне, для цього, в пристрої передбачені блоки сигналізації, встановлені на колісні диски, кожен з яких складається із датчика для реєстрації взаємних переміщень елементів нероз'ємних...
Попередній патент: Пружно-демпферний модуль підвіски
Наступний патент: Похідні піридазин-3(2н)-ону як інгібітори фосфодіестерази 4 (pde4)
Випадковий патент: Спосіб визначення урбахівської енергії твердих тіл