Спосіб магнітно-абразивного об’ємного полірування
Номер патенту: 16512
Опубліковано: 29.08.1997
Автори: Крамаровський Борис Ілліч, Андронов Олексій Васильович, Верменко Віталій Якович, Шлюко Володимир Якович, Шпатаковський Олександр Федорович, Майборода Віктор Станіславович, Степанов Олег Васильович
Формула / Реферат
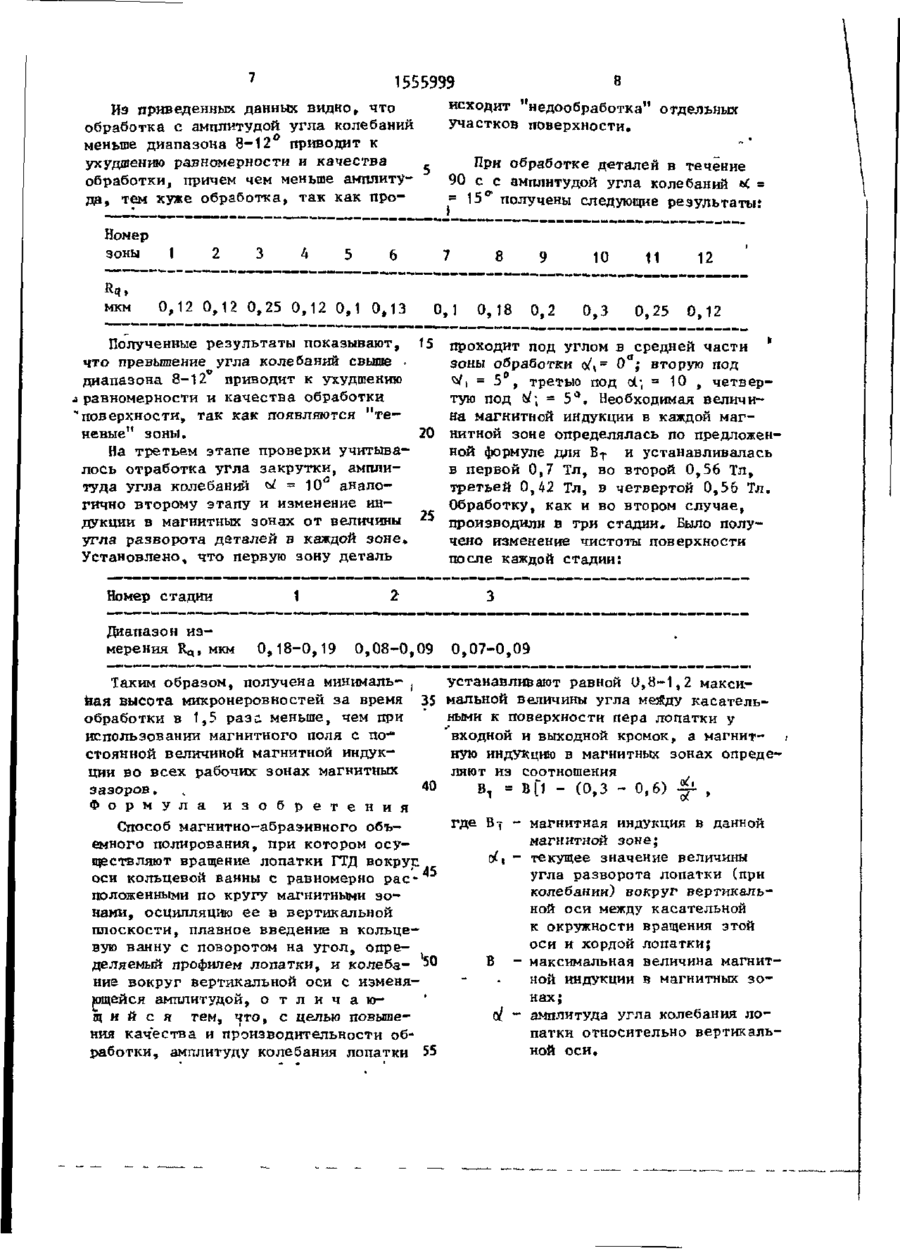
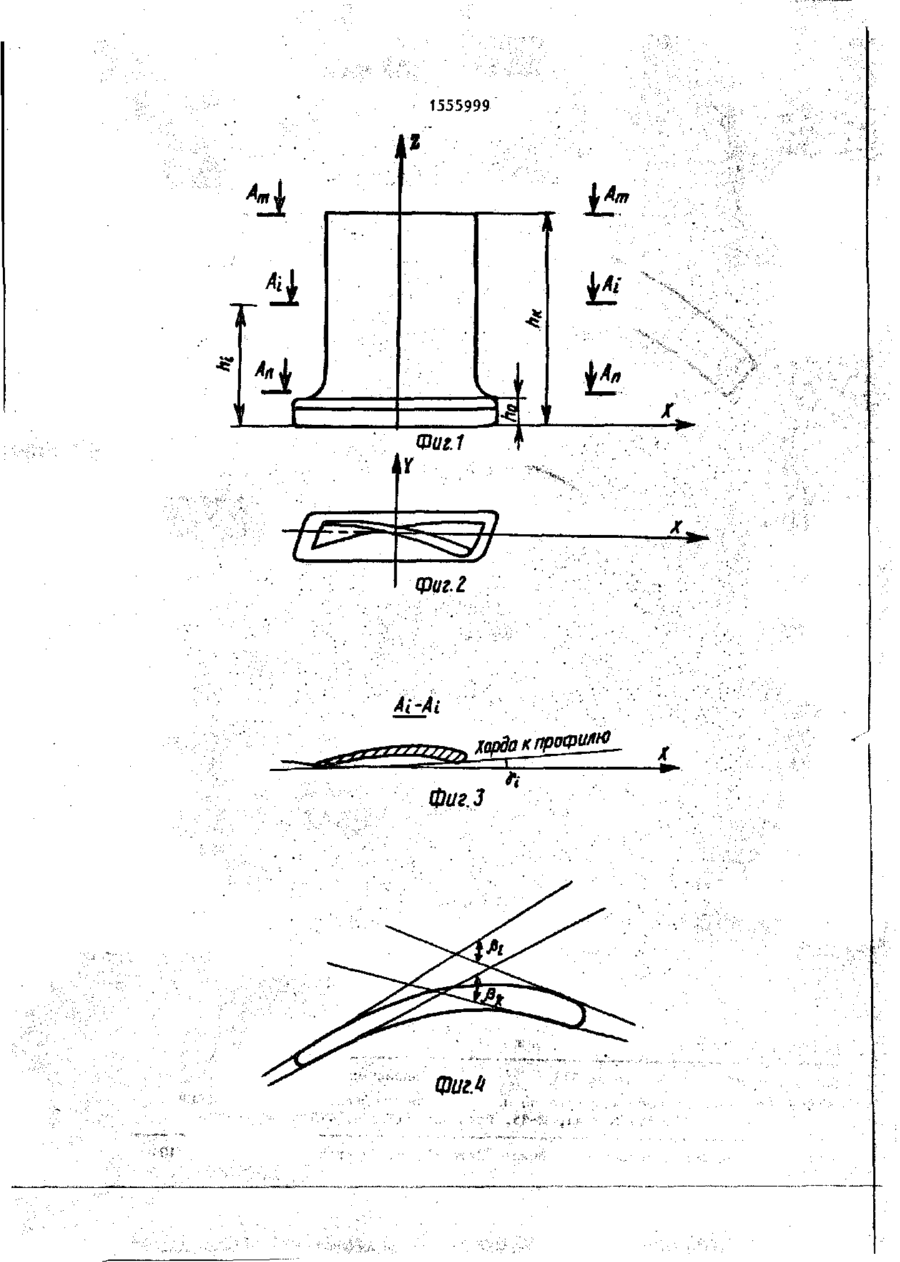
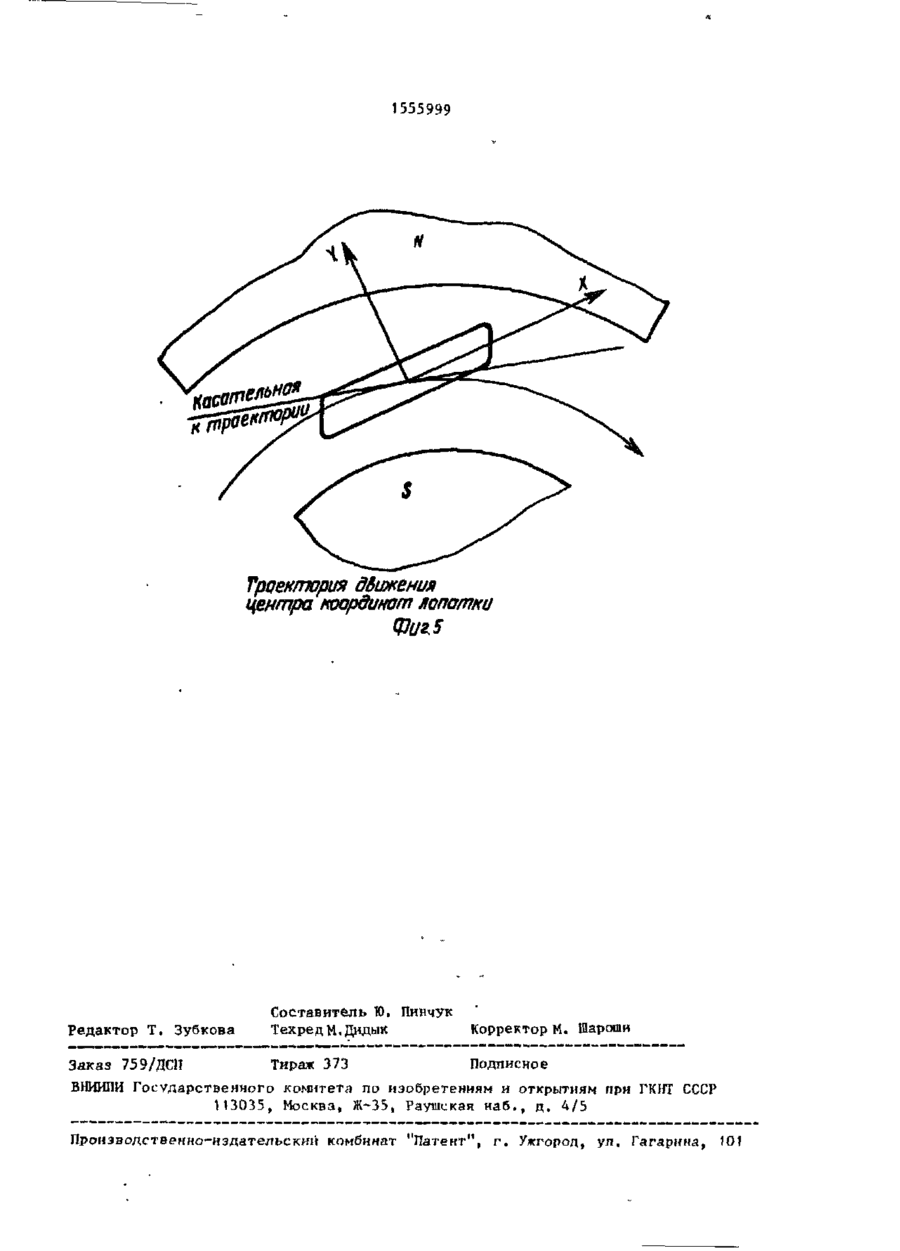
Способ магнитно-абразивного объемного полирования, при котором осуществляют вращение лопатки ГТД вокруг оси кольцевой ванны с равномерно расположенными по кругу магнитными зонами, осцилляцию ее в вертикальной плоскости. плавное введение в кольцевую ванну с поворотом на угол, определяемый профилем лопатки, и колебание вокруг вертикальной оси с изменяющейся амплитудой, отличающийся тем, что. с целью повышения качества и производительности обработки, амплитуду колебания лопатки устанавливают равной 0,8—1,2 максимальной величины угла между касательными к поверхности пера лопатки у входной и выходной кромок, а магнитную индукцию в магнитных зонах определяют из соотношения
В^ВЦ-«),3-0,6)^,
где В^ - магнитная индукция в данной магнитной зоне;
а, - текущее значение величины угла разворота лопатки (при колебании) вокруг вертикальной оси между касательной к окружности вращения этой оси и хордой лопатки;
В - максимальная величина магнитной индукции в магнитных зонах;
а. -амплитуда угла колебания лопатки относительно вертикальной оси.
Текст
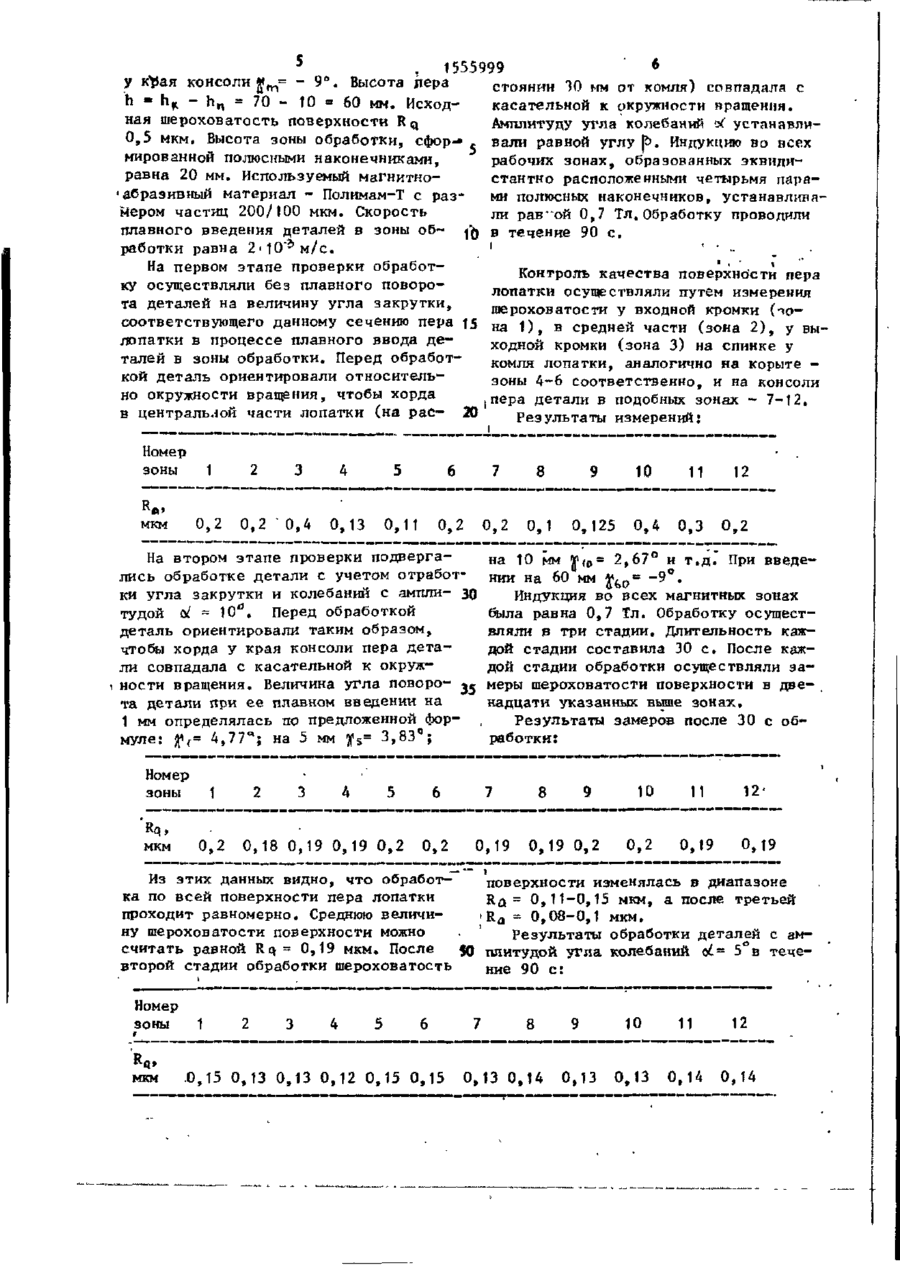
Изобретение относится к отделочной магнитно-абразивной обработке лопаток турбин и позволяет повысить к а ч е с т в о и производительность обработ Изобретение относится к отделочной магнитно-абразивной обработке д е т а л е й сложной формы и может быть использовано для полирования лопаток ГТД. Целью изобретения является повышение к а ч е с т в а и производительности обработки путем создания одинаковых условий обработки по всему профилю детали. На фиг. 1 схематично изображена лопатка турбины; на фиг. 2 - то же, вид с в е р х у ; на фиг. 3 - сечение А£-А/ на фиг. 1; на фиг. 4 - сечение лопатки с обозначением у г л о в , х а р а к т е р и з у ющих кривизну пера лопатки; на фиг.5 13-90 кн. Способ заключается в том, что обрабатываемая лопатка вращается в кольцевой ванне относительно ее о с и , пересекая магнитные зоны, заполненные магнитно-абразивным порошком. При ' этом лопатка поворачивается вокруг вертикальной (собственной) оси на угол, соответствующий ее углу з а к р у т ки. Кроме т о г о , лопатка совершает вертикальное осевое движение и вращательное относительно этой оси колебательное движение, которое синхронизировано с изменением величины магнитной индукции магнитных з о н , что позволяет поддерживать постоянным рабочее давление магнитно-абразивного порошка на поверхность лопатки. Это обеспечива& ет повышение равномерности шероховатости поверхностей лопатки по всему контуру и производительности процесса. 5 ил. схема расположения лопатки в магнитной з о н е . Предлагаемый способ магнитно-абразивной объемной полировки заключается в том, что кольцевую ванну с равномерно расположенными магнитными рабочими зонами заполняют магнитно-абразивным порошком, который удерживается в них за счет предварительной подачи тока малого значения на катушки э л е к т р о магнитов, расположенных не каждой в е т ви коаксиального магнитопровода (на фиг. не п о к а з а н о ) . Обрабатываемые д е тали крепят в оправках механической части и размещают у входа в магнитные зоны. По данным геометрических Сл сл со со 1555999 размеров деталей устанавливают на меность лопатки при различных ее полоханизмах создания круговых колебаний жениях, а следовательно, получать и изменения угла поворота деталей равномерную шероховатость поверхнос(угла атаки) в процессе плавного ввети по всему профилю пера лопатки. дения деталей в рабочие зоны необходиВ качестве устройства, реализумые амплитуду угла колебаний и величиющего данный способ, например, можно ну угла поворота, который определяетиспользовать устройство, содержащее ся по формуле эксцентриковый коноидный копир, по которому обкатываются ролики, установ10 ленные на рейках, связанных посредством червячной пары с оправками, имеющими возможность поворота вокруг - текущее значение угла повогде собственной вертикальной оси. Для рота лопатки; каждой рабочей зоны определяют величи- величина угла поворота сечену угла поворота лопаток и устанавлиния пера лопатки у комля по вают величину магнитной индукции, заотношению к продольной оси даваемую регулятором тока данной зозамка', ны обработки. Например, если измене- величина угла поворота сение угла поворота лопаток от зазора чения пера лопатки у края 20 к зазору в процессе обработки за консоли по отношению к проодин оборот вокруг оси кольцевой вандольной оси замка; ны носит характер линейного уменьше- высота лопатки; ния угла, а затем линейного увеличе- высота замка и прикомлевой ния, то магнитная индукция от зазора полки лопатки; 25 к зазору должна сперва линейно возЬ, - текущее значение высоты лорастать до максимального значения инпатки, дукции, оптимального для обработки того материала, из которого изготовамплитуду колебаний угла поворота лены лопатки, а затем линейно пониустанавливают равной 0,8-1,2 максижаться. Обрабатываемым лопаткам сообмальной величины угла между касательщают вращение вокруг оси кольцевой ными к поверхности пера деталей у ванны, осциллирует движение в вертивходной и выходной кромок (см.фиг.4), кальной плоскости, изменяют угол поа индукцию в рабочих зонах магнитных ворота относительно оси, параллельной зазоров, равномерно расположенных по 35 оси кольцевой ванны и плавно вводят их кругу, изменяют по зависимости в рабочие зоны магнитных зазоров, осуществляя постепенный поворот на необхоВт = В[1 - (0,3-0,6)-£-] , димый угол. В результате перемещения лопаток в ферроабразивном порошке, удергде Вт - магнитная индукция, устанавливаемая в данной рабо- 40 живаемом силами магнитного поля, происходит их равномерная обработка. чей зоне; ° І - текущее значение величины ^ П р и м е р . Магнитно-абразивной угла разворота лопатки вообработке были подвергнуты лопатки, круг вертикальной оси между 45 изготовленные из сплава ВТ-18У. Изкасательной к окружности вестно, что оптимальная индукция при вращения этой оси и хордой обарботке цилиндрических стержней из лопатки; данного сплава порошком Полимам-Т на В — максимальная величина магустановке типа М Р равна 0,6-0,8 Тл. АС нитной индукции в магнитных Установлено, что оптимальная скорость 50 зонах; обработки лопаток из сплава ВТ—181 & - амплитуда угла колебаний составляет 3,5-4,5 м/с. У исследулопатки относительно веремых деталей величина угла закрутки е тикальной осн. составляла Я - 14 *. Максимальная ве I личина угла между касательными к поТаким образом, изменение магнитной 55 верхности пера деталей у входной и выходиндукции согласуется с положением ной кромок равна |Ь= 10°. Величина угла лопатки при колебании вокруг вертиповорота сечения пера у комля по откальной оси, что позволяет сохранять і постоянным давление порошка на поверх- ношению к продольной оси замкаI (в= 5°, 5 1555999 * у іфая консоли 2*^= - 9°. Высота jiepa стоянии 30 мм от комля) совпадала с h * h% - h n = 70 - 10 = 60 мм. Исходкасательной к окружности вращения. ная шероховатость поверхности RQ 0,5 мкм. Высота зоны обработки, сформированной полюсными наконечниками, равна 20 мм. Используемый магнитно1 абразивный материал - Полимам-Т с размером частиц 200/100 мкм. Скорость плавного введения деталей в зоны об- 1 " О работки равна 2'10' г 'м/с. На первом этапе проверки обработку осуществляли без плавного поворота деталей на величину угла закрутки, соответствующего данному сечению пера 15 лопатки в процессе плавного ввода деталей в зоны обработки. Перед обработкой деталь ориентировали относительно окружности вращения, чтобы хорда в центральной части лопатки (на рас- 20 Номер зоны Контроль качества поверхности пера лопатки осуществляли путем измерения шероховатости у входной кромки (пона 1), в средней части (зона 2), у выходной кромки (зона 3) на спинке у комля лопатки, аналогично на корыте зоны 4-6 соответственно, н на консоли пера детали в подобных зонах - 7-12. Результаты измерений; 10 1 0,2 мкм Амплитуду утла колебаний ^ устанавливали равной углу р. Индукцию во всех рабочих зонах, образованных эквидистантно расположенными четырьмя парами полюсных наконечников, устанавливали рав'ой 0,7 Тл.Обработку проводили в течение 90 с. 0,2 0,4 0,13 0,11 0,2 0,2 На втором этапе проверки подвергались обработке детали с учетом отработки угла закрутки и колебаний с ампли- 30 тудой Ы. - 10 d . Перед обработкой деталь ориентировали таким образом, чтобы хорда у края консоли пера детали совпадала с касательной к окружности вращения. Величина угла поворо- 35 та детали при ее плавном введении на 1 мм определялась по предложенной формуле: ft(= 4,77 а ; на 5 мм ffs= 3,83°; 0,1 0,125 Rq, мкм 10 1 0,2 0,18 0,19 0,19 0,2 0,2 12 0,3 0,2 на 10 мм Т| 0 = 2,67° и т.д. При введении на 60 мм # Ь р = -9°. Индукция во всех магнитных зонах была равна 0,7 Тл. Обработку осуществляли в три стадии. Длительность каждой стадии составила 30 с. После каждой стадии обработки осуществляли замеры шероховатости поверхности в двенадцати указанных выше зонах. Результаты замеров после 30 с обработки: Номер зоны 0,4 11 0,19 0,19 0,2 0,2 11 0,19 12 0,19 Из этих данных видно, что обработповерхности изменялась в диапазоне ка по всей поверхности пера лопатки Ка = 0,11-0,15 мкм, а после третьей проходит равномерно. Среднюю величи>Ra = 0,08-0,1 мкм, ну шероховатости поверхности можно . ' результаты обработки деталей с амсчитать равной R
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of magnetic-abrasive three dimensional polishing
Автори англійськоюMaiboroda Viktor Stanislavovych, Shliuko Volodymyr Yakovych, Stepanov Oleh Vasyliovych, Vermenko Vitalii Yakovych, Kramarovskyi Borys Illich, Shpatakovskyi Oleksandr Fedorovych, Andronov Oleksii Vasyliovych
Назва патенту російськоюСпособ магнитно-абразивного объемного полирования
Автори російськоюМайборода Виктор Станиславович, Шлюко Владимир Яковлевич, Степанов Олег Васильевич, Верменко Виталий Яковлевич, Крамаровский Борис Ильич, Шпатаковский Александр Федорович, Андронов Алексей Васильевич
МПК / Мітки
МПК: B24B 31/112
Мітки: полірування, магнітно-абразивного, об`ємного, спосіб
Код посилання
<a href="https://ua.patents.su/6-16512-sposib-magnitno-abrazivnogo-obehmnogo-poliruvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб магнітно-абразивного об’ємного полірування</a>
Пристрій для магнітно-абразивної обробки
Номер патенту: 13115
Опубліковано: 28.02.1997
Автори: Горбачов Олександр Федорович, Кукса Анатолій Володимирович, Кулагін Олексій Іванович, Степаненко Володимир Миколайович, Долматов Анатолій Іванович
МПК: B24B 31/112
Мітки: магнітно-абразивної, пристрій, обробки
Формула / Реферат:
(57) Устройство для магнитно-абразивной обработки деталей, содержащее индуктор, торцевая рабочая поверхность которого образована постоянными магнитами, закреп ленными на рычагах, установленных в корпусе индуктора равномерно по окружности с возможностью поворота вокруг осей, лежащих в плоскости, перпендикулярной оси вращения индуктора, средство фиксации поворота рычагов и привод вращения индуктора, отличающееся тем, что устройство снабжено...
Спосіб шліфування та полірування деталей складної конфігурації та пристрій для його здійснення
Номер патенту: 6457
Опубліковано: 29.12.1994
Автори: Пісьман Лазар Ісаакович, Каленський Едуард Борисович, Кац Леонід Соломонович
МПК: B24B 7/00, B23Q 41/00
Мітки: здійснення, конфігурації, деталей, спосіб, полірування, шліфування, пристрій, складної
Формула / Реферат:
(57) 1. Способ шлифования и полирования деталей сложной конфигурации, заключающийся в загрузке деталей приспособления кругового транспортера и последовательной их обработке силовыми головками, расположенными вокруг транспортера, отличающийся тем, что сначала за один оборот транспортера обрабатывают одну группу поверхностей соответствующими силовыми головками, затем, на позиции загрузки, детали переустанавливают в другие приспособления и за...
Спосіб алмазного виглажування деталей
Номер патенту: 15688
Опубліковано: 30.06.1997
Автори: Лук'янов Валентин Семенович, Мігунов Віталій Михайлович, Казанський Володимир Георгійович, Гліксон Ігор Леонідович, Захожий Юрій Володимирович, Аніщенков Віталій Михайлович, Казанський Віктор Георгійович
МПК: B24B 39/00
Мітки: спосіб, виглажування, деталей, алмазного
Формула / Реферат:
(57) Способ алмазного выглаживания деталей, преимущественно лопаток газотурбинных двигателей, согласно которому инструменту-индентору сообщают вращение вокруг оси, эксцентричной его геометрической оси, и осуществляют относительное продольное перемещение инструмента и лопатки под острым углом к продольной оси, а последней сообщают дискретное поперечное перемещение путем поворота лопатки вокруг оси цилиндра, аппроксимирующего профиль пера...
Спосіб двосторонньої розмірної електрохімічної обробки лопаток гтд
Номер патенту: 12712
Опубліковано: 28.02.1997
Автори: Пасько Юрій Тихонович, Перелигін Ігор Миколайович
МПК: B23H 3/00
Мітки: двосторонньої, лопаток, спосіб, електрохімічної, гтд, розмірної, обробки
Формула / Реферат:
(57) Способ двухсторонней размерной злектрохимической обработки лопаток ГТД в проточном электролите, при котором лопатку помещают между электродами, а в канале для подвода электролита перед передней кромкой пера лопатки располагают формирующий потоки электролита в рабочие зоны элемент, в виде пластины, длина которой равна длине пера лопатки, отличающийся тем, что расположение формирующего элемента определяют по эталонной лопатке так, чтобы...
Спосіб алмазного виглажування пера лопаток
Номер патенту: 15687
Опубліковано: 30.06.1997
Автори: Казарський Володимир Георгійович, Мігунов Сергій Віталійович, Лук'янов Валентин Семенович, Гліксон Ігор Леонідович, Аніщенков Віталій Михайлович
МПК: B24B 39/00
Мітки: спосіб, пера, лопаток, алмазного, виглажування
Формула / Реферат:
(57)Способ алмазного выглаживания пера лопаток газотурбинных двигателей, согласно которому обрабатываемой лопатке сообщают продольные перемещения, в конце каждого из которых ее дискретно смещают на шаг продольной строчки, отличающийся тем, что лопатку устанавливают с возможностью самоустановки вокруг двух взаимно перпендикулярных осей между оппозитно расположенными алмазными выглаживателями, один из которых крепят жестко, а вторым ее упруго...
Попередній патент: Суднопідйомник
Наступний патент: Порошковий склад для запобігання і придушення вибухів у вугільних шахтах
Випадковий патент: Спосіб хірургічного лікування кіст нирок ендовідеохірургічним методом при ретроперитонеальному доступі