Спосіб волочіння профільних тонкостінних труб
Номер патенту: 25894
Опубліковано: 27.08.2007
Автори: Мироненко Юрій Анатолійович, Павлов Адольф Опанасович, Овеченко Олег Олександрович, Міроненко Артем Юрійович, Усенко Анатолій Павлович

Формула / Реферат
Спосіб волочіння профільних тонкостінних труб, що включає попереднє формування захватки на передньому кінці круглої трубної заготовки з наступним профілюванням і деформацією заготовки в профільному калібрі, який відрізняється тим, що формування захватки на передньому кінці тільки тієї заготовки, що у процесі волочіння першою проходить через волоку, здійснюють забиванням головки, а на наступних трубних заготовках формування захватки здійснюють шляхом редукування по діаметру переднього кінця заготовки на довжині, рівній довжині захватки першої заготовки, причому величину діаметра цієї захватки Dзax визначають з формули:
Dзax = К x (D3-2 S3),
де: D3 - діаметр переднього кінця заготовки до редукування;
S3 - товщина стінки заготовки;
К - числовий коефіцієнт, що дорівнює 0,96-0,98,
при цьому в процесі волочіння передній кінець кожної заготовки з захваткою у вигляді редукованої ділянки перед заходом її в профільний калібр вставляють в отвір заднього кінця попередньої заготовки, яка вже знаходиться в калібрі.
Текст
Спосіб волочіння профільних тонкостінних труб, що включає попереднє формування захватки на передньому кінці круглої трубної заготовки з наступним профілюванням і деформацією заготовки в профільному калібрі, який відрізняється тим, що формування захватки на передньому кінці 3 25894 формування захватки й умов здійснення процесу волочіння, у результаті чого зменшується його трудомісткість при волочінні труб складного та несиметричного профілю з одночасним підвищенням виходу придатного. Поставлена задача вирішена тим, що в способі волочіння профільних тонкостінних труб, що включає формування захватки на передньому кінці круглої тр убної заготовки з наступним профілюванням і деформацією заготовки в профільному калібрі, відповідно до корисної моделі, формування захватки на передньому кінці заготовки, що у процесі волочіння першою проходить через профільний калібр, здійснюють забиванням головки, а на наступних тр убних заготовках формування захва тки здійснюють шляхом редукування по діаметру переднього кінця заготовки на довжині, рівній довжині захватки першої заготовки, причому величину діаметра цієї захватки Dзax визначають з формули: Dзax=K´(D 3-2S3) де: D3 - діаметр переднього кінця заготовки до редукування; S3 - товщина стінки заготовки; К - числовий коефіцієнт що дорівнює 0,96-0,98, при цьому в процесі волочіння передній кінець кожної заготовки з захваткою у ви гляді редукованої ділянки перед заходом її в профільний калібр вставляють у отвір заднього кінця попередньої заготовки, яка вже знаходиться в калібрі. Усі параметри способу отримані дослідним шляхом. Відмінністю пропонованого способу від найбільш близького з аналогів є формування захватки, що заявляється, у сполученні з запропонованою умовою її установки в процесі волочіння. Технічним результатом використання пропонованої корисної моделі є зниження трудомісткості способу при волочінні труб складного та несиметричного профілю з одночасним підвищенням виходу придатного. Це досягається тим, що запропоноване редукування переднього кінця заготовки при формуванні захватки з наступним уведенням її в задній кінець попередньої заготовки замість установки спеціального захвата значно простіше у виконанні, тому що редукування може здійснюватися шляхом проштовхування заготовки через кільце потрібного діаметра або за один прохід у ротаційно-обтискній машині. Крім того, при використанні даного способу не відбувається спотворювання профілю труби, тому що передній кінець входить у профільний калібр у з'єднанні з заднім кінцем попередньої заготовки. На Фіг. представлений профіль тонкостінних труб, що виготовляються волочінням. Пропонований спосіб здійснюється таким чином. Спочатку в ротаційно-кувальній машині в кілька проходів формують захватку на першій загото 4 вці шляхом забивання головки, а потім передній кінець всіх інших заготовок на довжин, рівній довжині першої сформованої захватки піддають редукуванню, наприклад, у ротаційно-кувальній машині за один прохід для одержання необхідної величини діаметра захватки Dзax, що попередньо розраховують по формулі: Dзax=К´(D 3-2S3) де: D3 - діаметр переднього кінця заготовки до редукування; S3 - товщина стінки заготовки; К- числовий коефіцієнт що дорівнює 0,96-0,98. Підготовлені таким чином заготовки піддають профілюванню і деформації в профільному калібрі. При цьому, у процесі волочіння передній кінець кожної заготовки з захваткою у ви гляді редукованої ділянки перед заходом її в профільний калібр вставляють в отвір заднього кінця попередньої заготовки яка вже знаходиться в калібрі. Після проходження калібру труби самостійно під дією подовжніх зусиль роз'єднувались. Приклад здійснення пропонованого способу. Деформації піддавалися круглі заготовки з титанового сплаву діаметром 25мм і товщиною стінки 1мм, що профілювались у 3-х пелюсткові труби (див. Фіг.). Забивання головки на першій трубі були здійснені шляхом 5 проходів із проміжною термообробкою на ротаційно-кувальній машині на довжині 100мм. Формування захваток на наступних заготовках здійснювалось на тій же машині шляхом редукування по діаметру за один прохід до величини, визначеної відповідно до формули і складає: Dзax=(0,96-0,98)´(25мм-2´1мм)=22,08-22,54мм. Отримані труби відповідали пред'явленим вимогам. При виході за межі розрахованої за пропонованою формулою величини діаметрів захватки спостерігалося погіршення процесу волочіння, а саме: при збільшенні діаметра понад 22,54мм утруднювалось введення редукованої ділянки заготовки в отвір заднього кінця попередньої заготовки через можливі овалізації чи граненості поперечного перерізу редукованої ділянки, а при зменшенні величини діаметра захватки менш 22,08мм сили тертя в сполученні не забезпечують стабільності з'єднання при спільному русі труб у жолобі волочильного стану, що задає при волочінні. При одержанні аналогічного виду тр уб за допомогою найбільш близького з аналогів потрібно було виго товлення складного захвата з Uобразними елементами, а відбракування через спотворення профілю склало 5%. Таким чином, запропонований спосіб у порівнянні з найбільш близьким з аналогів менш трудомісткий і витрати часу на його здійснення набагато нижчі. 5 Комп’ютерна в ерстка І.Скворцов а 25894 6 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for drawing of profile thin-walled tubes
Автори англійськоюOvechenko Oleh Oleksandrovych, Pavlov Adolf Opanasovych, Usenko Anatolii Pavlovych, Mironenko Yurii Anatoliiovych, Mironenko Artem Yuriiovych
Назва патенту російськоюСпособ волочения профильных тонкостенных труб
Автори російськоюОвеченко Олег Александрович, Павлов Адольф Афанасиевич, Усенко Анатолий Павлович, Мироненко Юрий Анатольевич, Мироненко Артем Юрьевич
МПК / Мітки
Мітки: труб, волочіння, спосіб, тонкостінних, профільних
Код посилання
<a href="https://ua.patents.su/3-25894-sposib-volochinnya-profilnikh-tonkostinnikh-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб волочіння профільних тонкостінних труб</a>
Спосіб волочіння труб
Номер патенту: 72679
Опубліковано: 15.03.2005
Автори: Шифрін Євген Ісайович, Козловський Альфред Іванович, Гуляєв Юрій Геннадійович, Шляхов Павло Олександрович, Гармашев Денис Юрійович
Мітки: волочіння, труб, спосіб
Формула / Реферат:
Спосіб волочіння труб, що включає деформацію трубчатої заготовки на короткій утримуваній від осьового переміщення оправці, при якому послідовно здійснюють редукування заготовки по діаметру конічною ділянкою волоки, обтиснення стінки заготовки проміж конічною ділянкою волоки та циліндричною ділянкою оправки, двобічну поліровку заготовки проміж циліндричними ділянками волоки та оправки і однобічну поліровку заготовки циліндричною ділянкою...
Спосіб підготовки кінців труб до волочіння
Номер патенту: 45847
Опубліковано: 15.04.2002
Автори: Павлов Адольф Опанасович, Алпатов Євгеній Миколайович, Мироненко Юрій Анатолійович, Усенко Анатолій Павлович
МПК: B21C 5/00
Мітки: труб, спосіб, підготовки, кінців, волочіння
Формула / Реферат:
Спосіб підготовки кінців труб до волочіння, що включає проштовхування через волоку переднього кінця труби з приєднаним V-подібним захватом, який відрізняється тим, що захват із пружинної сталі розміщують зовні труби, при цьому кінці захвата, загнуті всередину на 90°, уводять в заздалегідь виконані в стінці кінця труби на відстані, що дорівнює 0,5-0,75 її зовнішнього діаметра, наскрізні симетричні отвори, діаметр яких в 1,2-1,5 рази перевищує...
Спосіб волочіння труб
Номер патенту: 65946
Опубліковано: 15.04.2004
Автори: Гармашев Денис Юрійович, Козловський Альфред Іванович, Сьомічев Андрій Вікторович, Гуляєв Юрій Геннадійович, Гуляєв Євген Геннадійович, Шифрін Євген Ісайович, Чукмасов Сергій Олександрович, Друян Володимир Михайлович
МПК: B21C 1/00
Мітки: труб, спосіб, волочіння
Формула / Реферат:
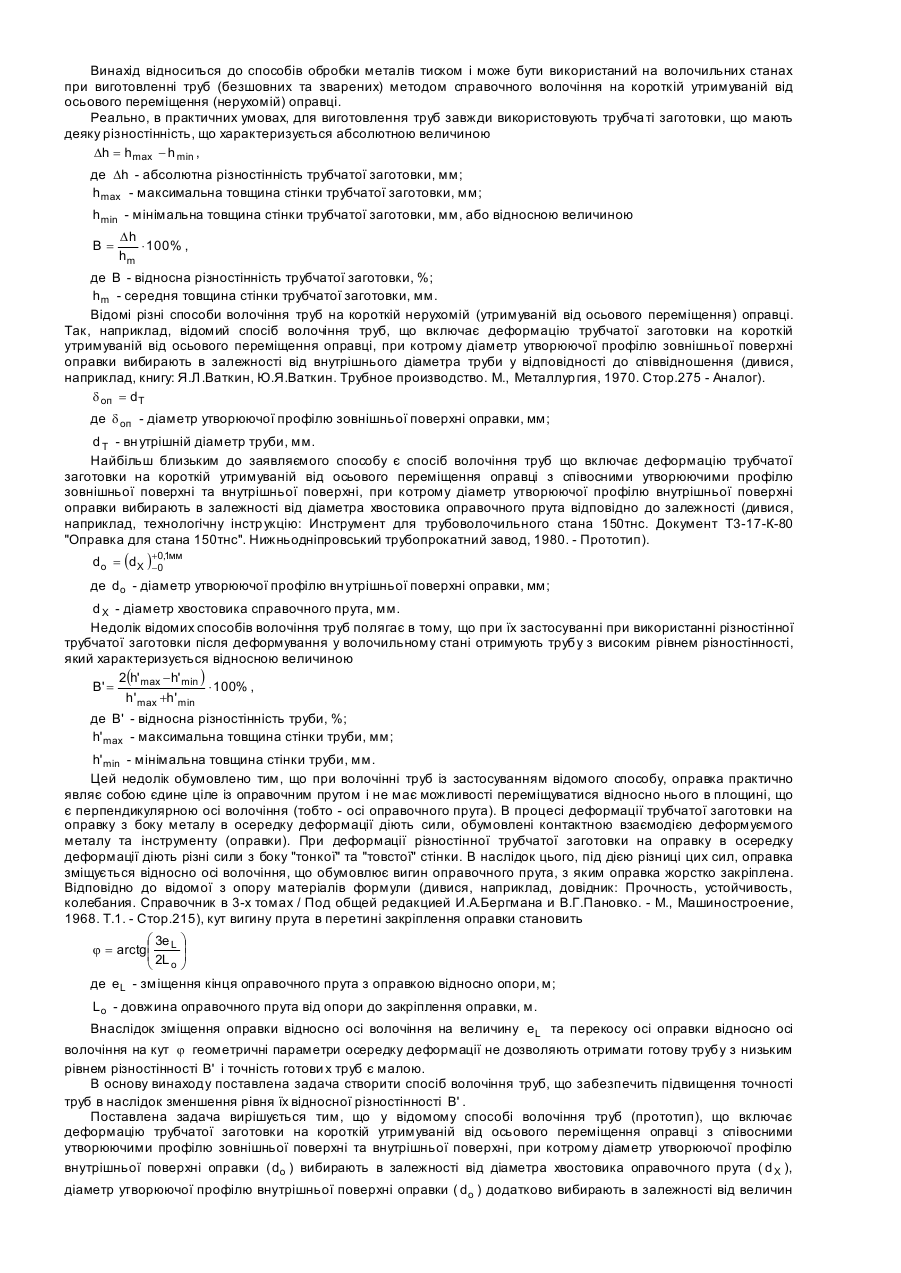
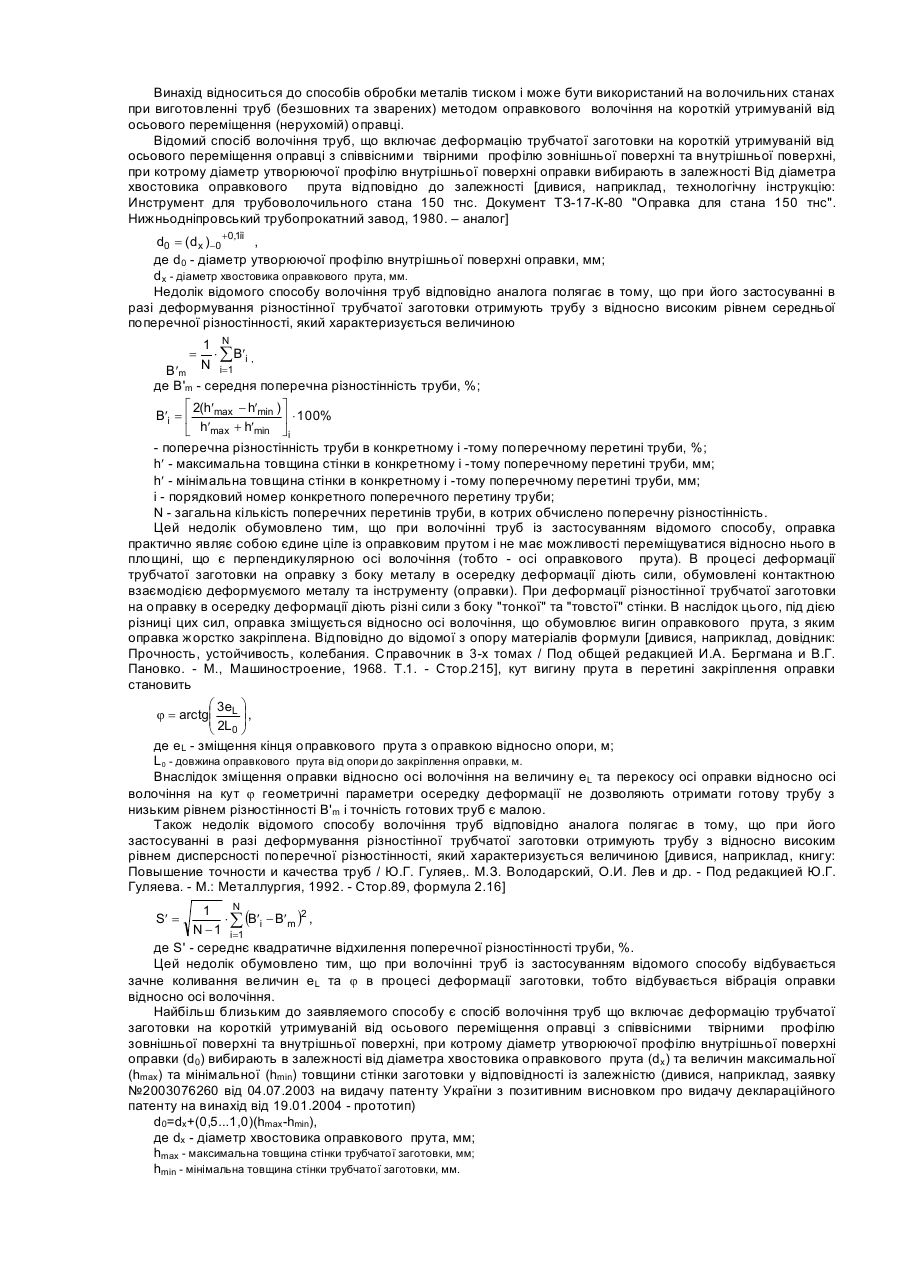
Спосіб волочіння труб, що включає деформацію трубчатої заготовки на короткій утримуваній від осьового переміщення оправці з співвісними твірними профілю зовнішньої поверхні та внутрішньої поверхні, при котрому діаметр твірної профілю внутрішньої поверхні оправки вибирають залежно від діаметра хвостовика оправочного прута, який відрізняється тим, що діаметр твірної профілю внутрішньої поверхні оправки додатково вибирають залежно від величин...
Стан для волочіння труб
Номер патенту: 32954
Опубліковано: 15.02.2001
Автор: Сизоненко Григорій Олександрович
МПК: B21C 1/16
Текст:
...без випусків роликів та оправку з циліндричною калібруючою частиною І обтискуючою, що збільшується до неї поперечним перерізом, ділянкою. Технічним результатом від використання запропонованого стану є те,що при ВОЛОЧІННІ дотичні напруження , які діють оо контактній поверхні ""тсрхйі труби з калібром, спрямовані за ходом волочіння І за рахунок цього вдається збільшити разову деформацію І знизити енергозатрати» Це стає можливим в...
Спосіб волочіння труб
Номер патенту: 72672
Опубліковано: 15.03.2005
Автори: Чукмасов Сергій Олександрович, Козловський Альфред Іванович, Гармашев Денис Юрійович, Шифрін Євген Ісайович, Гуляєв Юрій Геннадійович
Мітки: труб, волочіння, спосіб
Формула / Реферат:
Спосіб волочіння труб, що включає деформацію трубчатої заготовки на короткій утримуваній від осьового переміщення оправці з співвісними твірними профілю зовнішньої поверхні та внутрішньої поверхні, при якому діаметр твірної профілю внутрішньої поверхні оправки (d0) вибирають залежно від діаметра хвостовика оправкового прута таким чином, що діаметр твірної профілю внутрішньої поверхні оправки є більшим, ніж діаметр хвостовика оправкового...
Попередній патент: Багатоколісна енергетична установка
Наступний патент: Спосіб виробництва цукровмісного компонента для алкогольних напоїв
Випадковий патент: Гідроксибензоатні солі метанікотинових сполук