Спосіб термічного напилення покриття деталей
Номер патенту: 26519
Опубліковано: 25.09.2007
Автори: Швед Наталія Юріївна, Кравець Михайло Леонідович, Морозов Олександр Федорович, Жабський Володимир Вікторович, Дрюкова Катерина Юріївна, Немчин Данило Олександрович, Касперов Олексій Петрович, Дорофій Сергій Миколайович
Формула / Реферат
1. Спосіб термічного напилення покриття деталей, що включає нанесення термічним напиленням покриття, що зношується, який відрізняється тим, що покриття, що зношується, відтворюють матеріалом, який утворюється електричною дугою, в якій сумісно змінюють як електричні, так і геометричні параметри.
2. Спосіб за п. 1, який відрізняється тим, що електричні та геометричні параметри дуги регулюються шляхом зміни швидкості подачі електродів, між якими утворюється електрична дуга.
3. Спосіб за пп. 1 і 2, який відрізняється тим, що регулювання швидкості подачі електродів здійснюють шляхом послідовної почергової зміни роботи механізму подачі спочатку із гальмівного режиму на режим роботи з робочою швидкістю, потім з режиму роботи механізму подачі з робочою швидкістю на гальмівний режим.
4. Спосіб за пп. 1, 2 і 3, який відрізняється тим, що регулювання швидкості подачі електродів здійснюють шляхом зміни сигналів включення робочого режиму механізму подачі та динамічного гальмування у залежності від рівня напруги електричної дуги, що контролюють і подають як сигнал зворотного зв'язку до системи замкнутого регулювання.
Текст
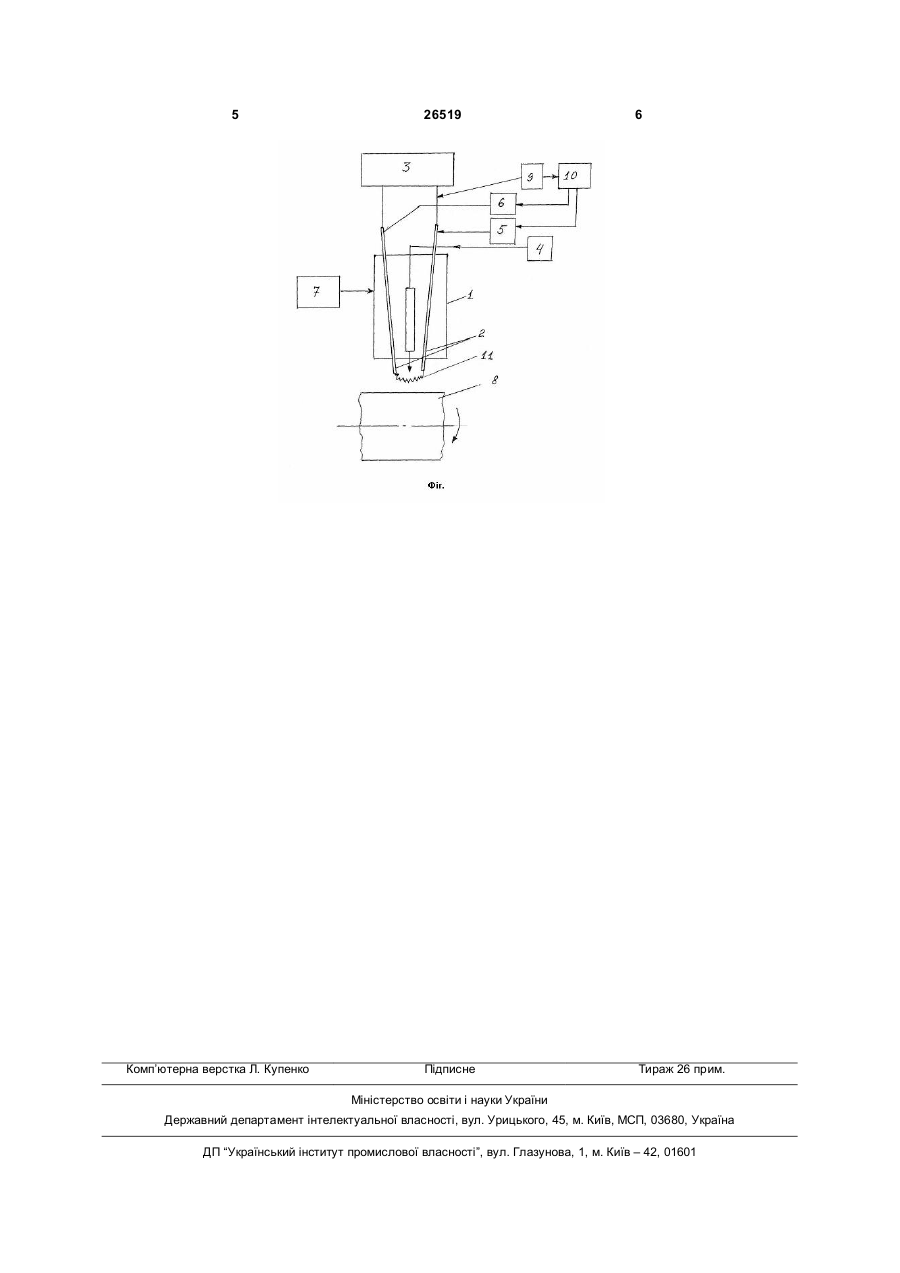
1. Спосіб термічного напилення покриття деталей, що включає нанесення термічним напиленням покриття, що зношується, який відрізняється тим, що покриття, що зношується, відтворюють матеріалом, який утворюється електричною дугою, в якій сумісно змінюють як електричні, так і геометричні параметри. 3 Поставлена задача вирішується тим, що в способі, що включає нанесення термічним напиленням покриття деталей що зношується, при виготовленні та ремонті, відповідно до корисної моделі, покриття що зношується, відтворюють матеріалом, який утворюється електричною дугою, в якій сумісно змінюють як електричні, так і геометричні параметри. Крім того, доцільно, що електрична дуга регулюється шляхом зміни швидкості подачі електродів, між якими утворюється електрична дуга. Крім того, доцільно що регулювання швидкості подачі електродів, яке здійснюють шляхом послідовної почергової зміни роботи механізму подачі спочатку із гальмівного режиму на режим роботи з робочою швидкістю, потім з режиму роботи механізму подачі з робочою швидкістю на, гальмівний режим. Крім того, доцільно що регулювання швидкості подачі електродів здійснюють шляхом зміни сигналів включення робочого режиму механізму подачі та динамічного гальмування у залежності від рівня напруги електричної дуги, що контролюють і подають як сигнал зворотного зв'язку до системи замкнутого регулювання. Зазначені ознаки складають сутність корисної моделі. Між сукупністю істотних ознак способу термічного напилення покриття деталей що зношуються, при виготовленні та ремонті, що заявляється, і досягнутим результатом існує причиннонаслідковий зв'язок, що пояснюється наступним. Регулювання електричної дуги при нанесенні покриття термічним напиленням дозволяє зменшити величину зносу. Можливість формування шару рівно розподіленими дисперсними кульками рідкого матеріалу, що виникає при розплавлюванні у регульованій електричній дузі, у потоці стиснутого газу, у час напилення і по поверхні, на яку наноситься покриття, призводить до підвищення на 4050% якості напиленого шару з більшою у 1,4-1,5 разів тривалістю зносу деталі, призводить до збільшення терміну служби механізму, а також, за рахунок підтримання оптимальних параметрів електричної дуги призводить до економії енергії на 15-20%, що і є технічним результатом заявленого способу. Суть способу технічного напилення покриття деталей, що заявляється пояснюється за допомогою ілюстрації, де на фіг. представлена блок 26519 4 схема роботи устаткування для здійснення способу. Устаткування вміщує робочу головку 1, в якій розміщені електроди 2, на які блоком живлення 3 подається робоче електроживлення. В робочу головку блоком подачі газу 4 подається під тиском газ. Механізми подачі 5, 6 здійснюють переміщення електродів 2. Пристрій переміщення 7 переміщує робочу головку 1, як вздовж, так і поперек деталі 8. Вольтметр 9 міряє напругу між електродами 2 і подає цю інформацію до блока управління 10. При роботі виникає електрична дуга 11. Нижче приводиться опис запропонованого способу термічного напилення покриття деталей. В робочій головці 1 на електроди 2 подається електричне живлення блоком живлення 3. Параметри живлення: наприклад напруги від 10В до 40В, сила току 100А до 300А. Параметри живлення визначаються вимогами технології нанесення покриття. При цьому блок подачі газу 4 подає стиснутий газ, наприклад повітря, в робочу головку 1. Механізми подачі 5, 6 здійснюють переміщення електродів 2. Пристрій переміщення 7 переміщує робочу головку 1 вздовж деталі 8, на яку наноситься покриття. Вольтметр 9 міряє напругу між електродами 2 і подає цю інформацію до блока управління 10. Блок управління 10 керує роботою механізмів подачі 5, 6. Причому, в залежності від напруги в електричній дузі 11 механізми подачі 5, 6 почергово змінюють роботу із гальмівного режиму на режим роботи з робочою швидкістю, якщо напруга перевищує задану і з робочого режиму на гальмівний, якщо напруга нижче заданої. Підвищення ефективності способу термічного напилення покриття деталей, який заявляється у порівнянні з найближчим аналогом досягається тим, що в технології, яка полягає в основі способу, використовуються технологічні операції, які дозволяють підвищити якість напилення покриття та тривалість зносу деталей. Джерела інформації 1. Патент України №21184, МКП (2006) В230 9/00, В23Р 6/00 пріоритет 03.03.2006 «Спосіб підготовки деталей для виготовлення механізму» аналог. 2. Патент Росії №2255845, С1 приоритет 02.01.2003 7 В23К 9/04 «Способ изготовления детали с наплавленным покрытием и деталь, изготовленная с использованием этого способа» найближчий аналог. 5 Комп’ютерна верстка Л. Купенко 26519 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of thermal spraying of coating of components
Автори англійськоюMorozov Oleksandr Fedorovych, Zhabskyi Volodymyr Viktorovych, Kravets Mykhailo Leonidovych, Driukova Kateryna Yuriivna, Kasperov Oleksii Petrovych, Nemchyn Danylo Oleksandrovych, Dorofii Serhii Mykolaiovych, Shved Nataliia Yuriivna
Назва патенту російськоюСпособ термического напыления покрытия деталей
Автори російськоюМорозов Александр Федорович, Жабский Владимир Викторович, Кравец Михаил Леонидович, Дрюкова Екатерина Юрьевна, Касперов Алексей Петрович, Немчин Даниил Александрович, Дорофий Сергей Николаевич, Швед Наталья Юрьевна
МПК / Мітки
МПК: B23K 9/04
Мітки: покриття, деталей, термічного, спосіб, напилення
Код посилання
<a href="https://ua.patents.su/3-26519-sposib-termichnogo-napilennya-pokrittya-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб термічного напилення покриття деталей</a>
Установка для напилення захисного покриття на зовнішню поверхню деталей
Номер патенту: 58850
Опубліковано: 15.08.2003
Автори: Йовенко Володимир Григорович, Молодик Микола Володимирович, Недобой Василь Васильович
МПК: C23C 4/00, B05C 13/02
Мітки: зовнішню, поверхню, установка, деталей, покриття, напилення, захисного
Формула / Реферат:
Установка для напилення захисного покриття на зовнішню поверхню деталей, включає встановленні в технологічній послідовності пристрій для очищення, камеру і пристрій нанесення захисного покриття, привід поздовжнього переміщення і обертання деталей, яка відрізняється тим, що установка має задню бабку, причому привід обертання деталей і задня бабка змонтовані на з’єднувальному швелері каретки, яка має можливість рухатись по напрямних за...
Спосіб нанесення покриття на поверхні деталей з феросплавів газополум’яним, плазмовим напиленням і електродуговою металізацією та склад для напилення покриття цими способами

Номер патенту: 74987
Опубліковано: 15.02.2006
Автори: Сааков Олександр Герасимович, Сааков Валентин Олександрович
МПК: C23C 4/04, C23C 24/00, C23C 30/00
Мітки: способами, електродуговою, цими, поверхні, покриття, напилення, спосіб, плазмовим, напиленням, газополум'яним, склад, нанесення, феросплавів, металізацією, деталей
Формула / Реферат:
1. Склад для напилення покриття на поверхні деталей з феросплавів, який містить суміш алюмінію та речовини, що містить ільменіт, який відрізняється тим, що як речовину, що містить ільменіт, склад містить ільменітовий концентрат при наступному співвідношенні компонентів, мас. %: ільменітовий концентрат 10-30 алюміній 90-70, при цьому склад являє собою порошковий дріт,...
Склад для газотермічного напилення поверхонь металевих деталей
Номер патенту: 7676
Опубліковано: 15.07.2005
Автори: Чумаченко Тетяна Валеріївна, Лебедєв Володимир Георгійович
Мітки: деталей, металевих, напилення, газотермічного, склад, поверхонь
Формула / Реферат:
Склад для газотермічного напилення поверхонь металевих деталей, що складається з порошків металокераміки Al2O3 або Cr2O3, або TiO2, або їх суміші у довільних співвідношеннях, який відрізняється тим, що додатково містить порошок з дисперсністю 50-100 мкм вуглецю (С) або ТіС, або WС, або їх суміш у довільних співвідношеннях таким чином, що склад порошку для напилення містить (мас. %): Al2O3 або Cr2O3, або TiO2, або...
Спосіб детонаційного напилення покриття і прилад для його здійснення
Номер патенту: 57234
Опубліковано: 16.06.2003
Автори: Погребняк Олександр Дмитрович, Тюрін Юрій Миколайович
МПК: C23C 14/34
Мітки: напилення, детонаційного, здійснення, спосіб, прилад, покриття
Формула / Реферат:
1. Спосіб детонаційного напилення покриття, що включає заповнення камери горіння та горіння газової і газопорошкової суміші, ініціювання детонації і напилення, який відрізняється тим, що заповнення камери горіння здійснюють компонентами горючої газової суміші одночасно з трьох боків, подаючи горючий газ з трубопроводу та з боку закритої частини камери горіння і нейтральний газ чи повітря з боку відкритої частини камери горіння, компоненти...
Спосіб нанесення корозійностійкого покриття на металеві поверхні деталей
Номер патенту: 10308
Опубліковано: 15.11.2005
Автори: Васильєв Михайло Олексійович, Франчук Григорій Михайлович, Бовсуновський Евген Олексійович, Хижко Віталій Дмитрович
МПК: C23C 24/00
Мітки: покриття, нанесення, деталей, корозійностійкого, спосіб, поверхні, металеві
Формула / Реферат:
Спосіб нанесення корозійностійкого покриття на металеві поверхні деталей, що включає підготовку складу для нанесення покриття, розміщення деталей у камері обробки, подачу робочого складу у розпилювач, нанесення кремнієвих та алюмінієвих сполук на поверхню деталі аерозольним газодинамічним потоком, який відрізняється тим, що перед подачею у розпилювач робочий склад змішують з водою до отримання однорідної суспензії, подачу суспензії у...
Попередній патент: Двозавитковий спіральний відвід
Наступний патент: Тренажер для тренування м`язів
Випадковий патент: Кришка для ємності для напою