Дорн для обробки напівкруглих шліцевих пазів
Номер патенту: 26884
Опубліковано: 10.10.2007
Формула / Реферат
Дорн для обробки напівкруглих шліцевих пазів, який виконаний у вигляді оправки з хвостовиком, твердосплавних дорнуючих елементів у вигляді кульок, елементів кріплення і направлення, який відрізняється тим, що оправка виконана у вигляді ступінчастого вала різних діаметрів, верхня робоча частина оправки дорна виконана у вигляді конічного ступеня з конусністю, що дорівнює величині підйому на одну кульку, яка внизу завершена виступним циліндричним пояском, діаметр якого менше середнього діаметра твердосплавних кульок, які взаємодіють з конічним ступенем оправки, причому цей ступінь взаємодіє з внутрішнім діаметром циліндричного сепаратора, по зовнішній поверхні якого виконані наскрізні сферичні отвори, які взаємодіють з твердосплавними кульками, причому ці отвори розміщені в ряди, кількість яких дорівнює кількості шліцевих пазів, які паралельні осі оправки з відстанями між сусідніми сферичними отворами, що дорівнюють (1,2-1,5)Dкульки, причому знизу циліндричний сепаратор по діаметру виконано під гострим кутом, який взаємодіє з торцем виступного циліндричного пояска, який виконаний під гострим кутом, що дорівнює куту нижнього торця циліндричного сепаратора, верхній торець циліндричного сепаратора має гострий кут, аналогічний нижньому, і знаходиться у взаємодії з гострими кутами притискачів, які жорстко закріплені гвинтами до тіла оправки і встановлені в циліндричній канавці з внутрішнім діаметром, меншим, ніж внутрішній діаметр циліндричного сепаратора, крім цього, зі сторони хвостовика в циліндричному сепараторі рівномірно по колу виконано П-подібні осьові пази, які взаємодіють з аналогічними виступами притискачів, причому зовнішній діаметр сепаратора дорівнює зовнішньому діаметру дорна, причому оправка з твердосплавними кульками встановлена у верхню напрямну втулку з напівкруглими шліцевими пазами під твердосплавні кульки з можливістю відносного осьового переміщення, а вона жорстко встановлена своєю виточкою в верхню частину U-подібного корпуса пристрою, причому нижньою частиною U-подібний корпус встановлено горизонтально на плиту преса, а до нижньої частини корпусу жорстко закріплена нижня напрямна втулка з внутрішніми напівкруглими шліцевими пазами аналогічно верхній напрямній втулці.
Текст
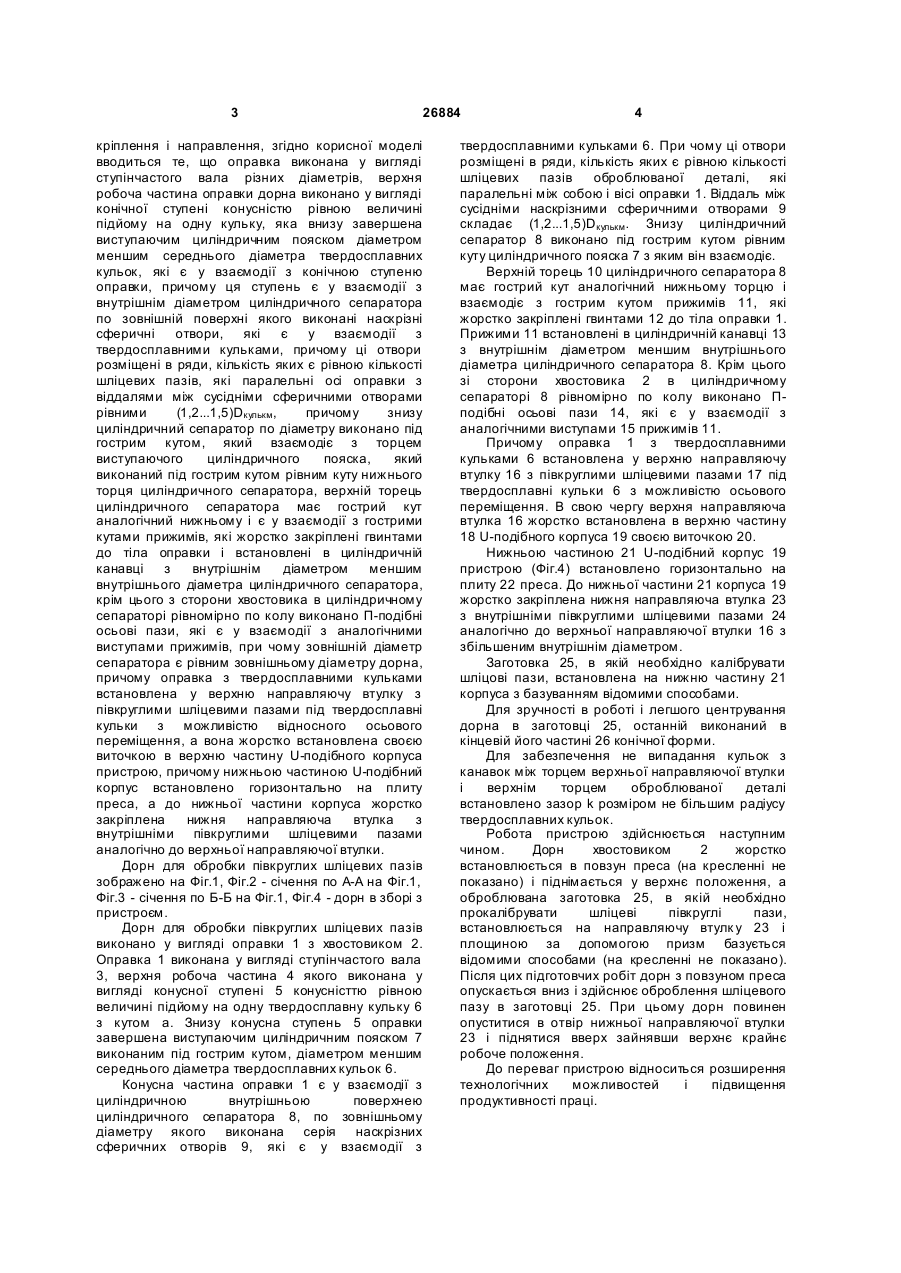
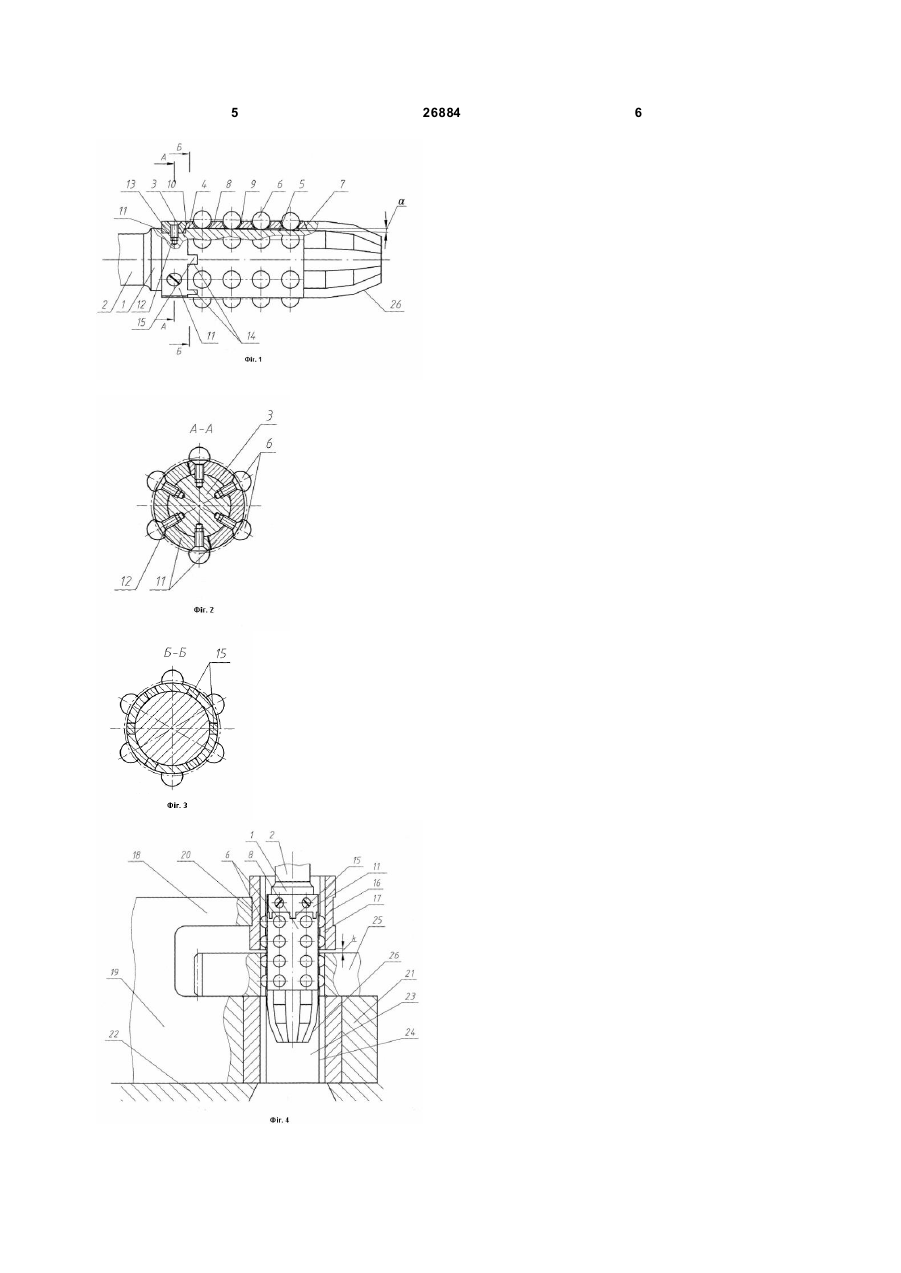
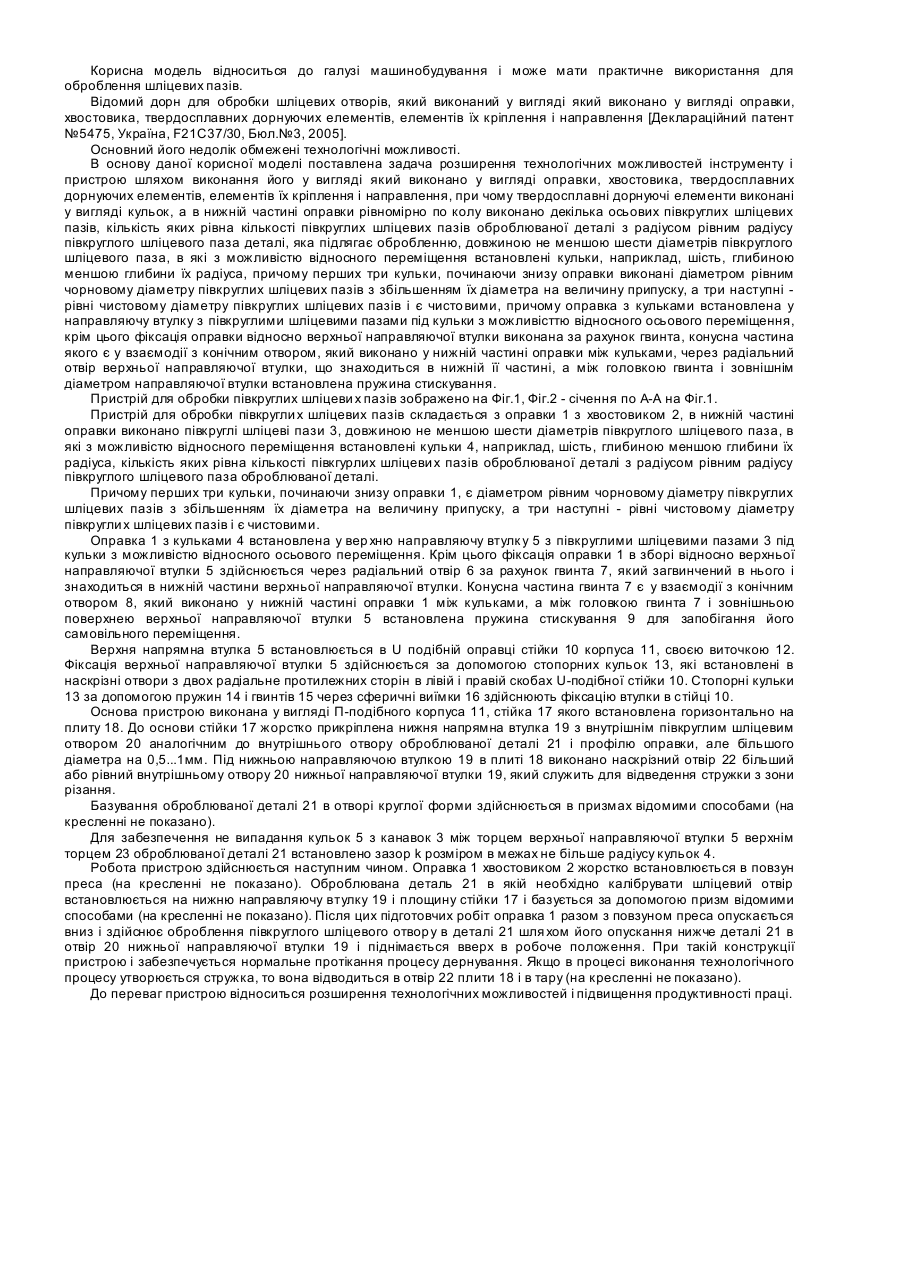
Дорн для обробки напівкруглих шліцевих пазів, який виконаний у вигляді оправки з хвостовиком, твердосплавних дорнуючих елементів у вигляді кульок, елементів кріплення і направлення, який відрізняється тим, що оправка виконана у вигляді ступінчастого вала різних діаметрів, верхня робоча частина оправки дорна виконана у вигляді конічного ступеня з конусністю, що дорівнює величині підйому на одну кульку, яка внизу завершена виступним циліндричним пояском, діаметр якого менше середнього діаметра твердосплавних кульок, які взаємодіють з конічним ступенем оправки, причому цей ступінь взаємодіє з внутрішнім діаметром циліндричного сепаратора, по зовнішній поверхні якого виконані наскрізні сферичні отвори, які взаємодіють з твердосплавними кульками, причому ці отвори розміщені в ряди, кількість яких дорівнює кількості шліцевих пазів, які паралельні осі оправки з відстанями між сусідніми сферичними отворами, що дорівнюють (1,2-1,5)Dкульки, причому знизу U 2 26884 1 3 26884 кріплення і направлення, згідно корисної моделі вводиться те, що оправка виконана у вигляді ступінчастого вала різних діаметрів, верхня робоча частина оправки дорна виконано у вигляді конічної ступені конусністю рівною величині підйому на одну кульку, яка внизу завершена виступаючим циліндричним пояском діаметром меншим середнього діаметра твердосплавних кульок, які є у взаємодії з конічною ступеню оправки, причому ця ступень є у взаємодії з внутрішнім діаметром циліндричного сепаратора по зовнішній поверхні якого виконані наскрізні сферичні отвори, які є у взаємодії з твердосплавними кульками, причому ці отвори розміщені в ряди, кількість яких є рівною кількості шліцевих пазів, які паралельні осі оправки з віддалями між сусідніми сферичними отворами рівними (1,2...1,5)Dкулькм , причому знизу циліндричний сепаратор по діаметру виконано під гострим кутом, який взаємодіє з торцем виступаючого циліндричного пояска, який виконаний під гострим кутом рівним куту нижнього торця циліндричного сепаратора, верхній торець циліндричного сепаратора має гострий кут аналогічний нижньому і є у взаємодії з гострими кутами прижимів, які жорстко закріплені гвинтами до тіла оправки і встановлені в циліндричній канавці з внутрішнім діаметром меншим внутрішнього діаметра циліндричного сепаратора, крім цього з сторони хвостовика в циліндричному сепараторі рівномірно по колу виконано П-подібні осьові пази, які є у взаємодії з аналогічними виступами прижимів, при чому зовнішній діаметр сепаратора є рівним зовнішньому діаметру дорна, причому оправка з твердосплавними кульками встановлена у верхню направляючу втулку з півкруглими шліцевими пазами під твердосплавні кульки з можливістю відносного осьового переміщення, а вона жорстко встановлена своєю виточкою в верхню частину U-подібного корпуса пристрою, причому нижньою частиною U-подібний корпус встановлено горизонтально на плиту преса, а до нижньої частини корпуса жорстко закріплена нижня направляюча втулка з внутрішніми півкруглими шліцевими пазами аналогічно до верхньої направляючої втулки. Дорн для обробки півкруглих шліцевих пазів зображено на Фіг.1, Фіг.2 - січення по А-А на Фіг.1, Фіг.3 - січення по Б-Б на Фіг.1, Фіг.4 - дорн в зборі з пристроєм. Дорн для обробки півкруглих шліцевих пазів виконано у вигляді оправки 1 з хвостовиком 2. Оправка 1 виконана у вигляді ступінчастого вала 3, верхня робоча частина 4 якого виконана у вигляді конусної ступені 5 конусністтю рівною величині підйому на одну твердосплавну кульку 6 з кутом а. Знизу конусна ступень 5 оправки завершена виступаючим циліндричним пояском 7 виконаним під гострим кутом, діаметром меншим середнього діаметра твердосплавних кульок 6. Конусна частина оправки 1 є у взаємодії з циліндричною внутрішньою поверхнею циліндричного сепаратора 8, по зовнішньому діаметру якого виконана серія наскрізних сферичних отворів 9, які є у взаємодії з 4 твердосплавними кульками 6. При чому ці отвори розміщені в ряди, кількість яких є рівною кількості шліцевих пазів оброблюваної деталі, які паралельні між собою і вісі оправки 1. Віддаль між сусідніми наскрізними сферичними отворами 9 складає (1,2...1,5)Dкулькм . Знизу циліндричний сепаратор 8 виконано під гострим кутом рівним куту циліндричного пояска 7 з яким він взаємодіє. Верхній торець 10 циліндричного сепаратора 8 має гострий кут аналогічний нижньому торцю і взаємодіє з гострим кутом прижимів 11, які жорстко закріплені гвинтами 12 до тіла оправки 1. Прижими 11 встановлені в циліндричній канавці 13 з внутрішнім діаметром меншим внутрішнього діаметра циліндричного сепаратора 8. Крім цього зі сторони хвостовика 2 в циліндричному сепараторі 8 рівномірно по колу виконано Пподібні осьові пази 14, які є у взаємодії з аналогічними виступами 15 прижимів 11. Причому оправка 1 з твердосплавними кульками 6 встановлена у верхню направляючу втулку 16 з півкруглими шліцевими пазами 17 під твердосплавні кульки 6 з можливістю осьового переміщення. В свою чергу верхня направляюча втулка 16 жорстко встановлена в верхню частину 18 U-подібного корпуса 19 своєю виточкою 20. Нижньою частиною 21 U-подібний корпус 19 пристрою (Фіг.4) встановлено горизонтально на плиту 22 преса. До нижньої частини 21 корпуса 19 жорстко закріплена нижня направляюча втулка 23 з внутрішніми півкруглими шліцевими пазами 24 аналогічно до верхньої направляючої втулки 16 з збільшеним внутрішнім діаметром. Заготовка 25, в якій необхідно калібрувати шліцові пази, встановлена на нижню частину 21 корпуса з базуванням відомими способами. Для зручності в роботі і легшого центрування дорна в заготовці 25, останній виконаний в кінцевій його частині 26 конічної форми. Для забезпечення не випадання кульок з канавок між торцем верхньої направляючої втулки і верхнім торцем оброблюваної деталі встановлено зазор k розміром не більшим радіусу твердосплавних кульок. Робота пристрою здійснюється наступним чином. Дорн хвостовиком 2 жорстко встановлюється в повзун преса (на кресленні не показано) і піднімається у верхнє положення, а оброблювана заготовка 25, в якій необхідно прокалібрувати шліцеві півкруглі пази, встановлюється на направляючу втулк у 23 і площиною за допомогою призм базується відомими способами (на кресленні не показано). Після цих підготовчих робіт дорн з повзуном преса опускається вниз і здійснює оброблення шліцевого пазу в заготовці 25. При цьому дорн повинен опуститися в отвір нижньої направляючої втулки 23 і піднятися вверх зайнявши верхнє крайнє робоче положення. До переваг пристрою відноситься розширення технологічних можливостей і підвищення продуктивності праці. 5 26884 6
ДивитисяДодаткова інформація
Назва патенту англійськоюMandrel for processing semicircular spline grooves
Автори англійськоюHevko Roman Bohdanovych, Dziura Volodymyr Oleksiiovych
Назва патенту російськоюДорн для обработки полукруглых шлицевых пазов
Автори російськоюГевко Роман Богданович, Дзюра Владимир Алексеевич
МПК / Мітки
МПК: B21C 37/06
Мітки: напівкруглих, шліцевих, пазів, обробки, дорн
Код посилання
<a href="https://ua.patents.su/3-26884-dorn-dlya-obrobki-napivkruglikh-shlicevikh-paziv.html" target="_blank" rel="follow" title="База патентів України">Дорн для обробки напівкруглих шліцевих пазів</a>
Пристрій для обробки напівкруглих шліцевих пазів
Номер патенту: 22495
Опубліковано: 25.04.2007
Автори: Гевко Іван Богданович, Дзюра Володимир Олексійович, Гевко Богдан Матвійович
МПК: B21C 37/15
Мітки: шліцевих, напівкруглих, обробки, пристрій, пазів
Формула / Реферат:
Пристрій для обробки напівкруглих шліцевих пазів, який виконано у вигляді оправки, хвостовика, дорнуючих елементів, елементів їх кріплення і направлення, який відрізняється тим, що твердосплавні дорнуючі елементи виконані у вигляді твердосплавних кульок, а в нижній частині оправки рівномірно по колу виконані декілька осьових напівкруглих шліцевих пазів, кількість яких рівна кількості напівкруглих шліцевих пазів оброблюваної деталі, з...
Дорн для обробки шліцьових отворів
Номер патенту: 5475
Опубліковано: 15.03.2005
Автори: Гевко Ігор Богданович, Дзюра Володимир Олексійович, Стойко Ігор Іванович, Вовк Ярослав Юрійович
МПК: B21C 37/06
Мітки: дорн, отворів, обробки, шліцьових
Формула / Реферат:
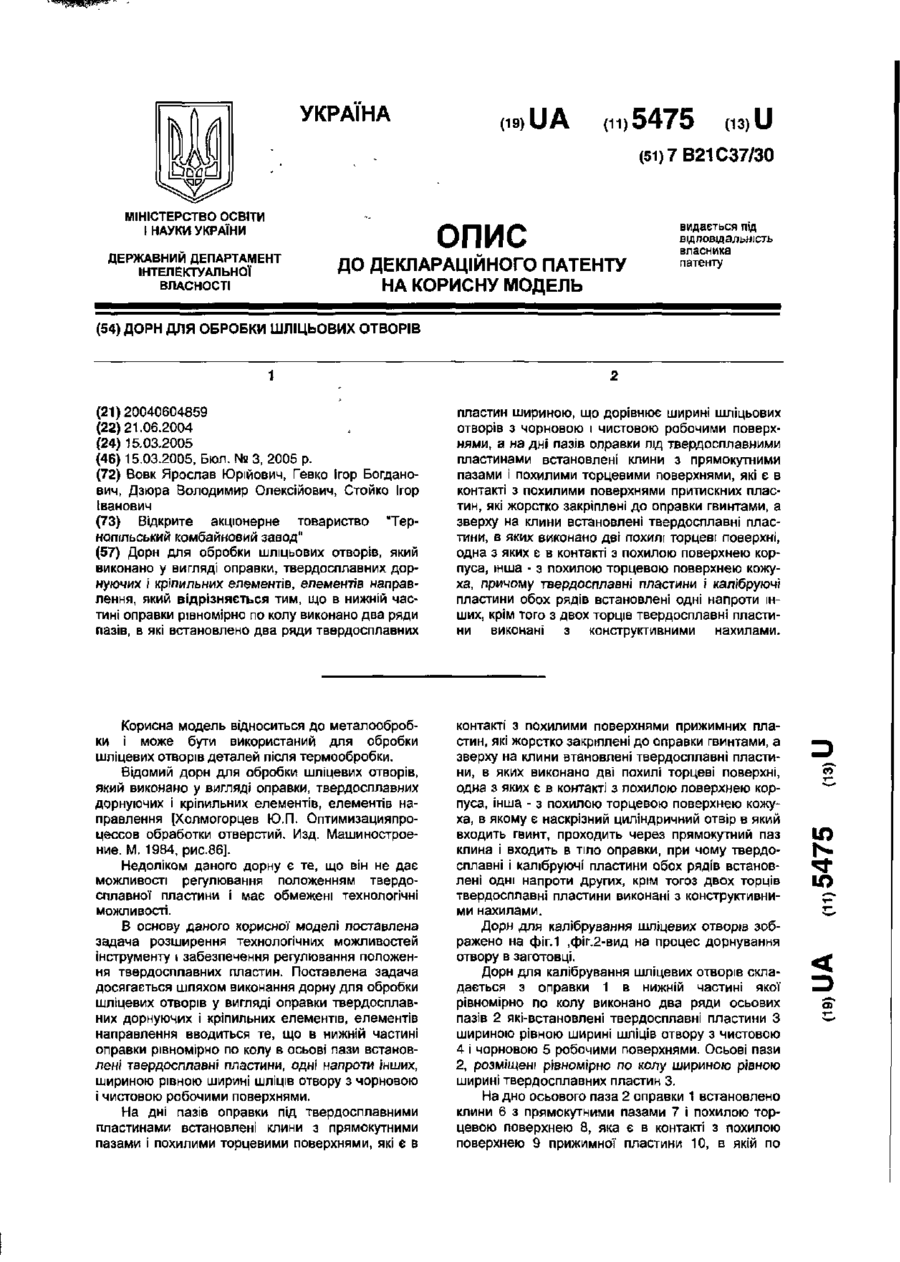
Дорн для обробки шліцьових отворів, який виконано у вигляді оправки, твердосплавних дорнуючих і кріпильних елементів, елементів направлення, який відрізняється тим, що в нижній частині оправки рівномірно по колу виконано два ряди пазів, в які встановлено два ряди твердосплавних пластин шириною, що дорівнює ширині шліцьових отворів з чорновою і чистовою робочими поверхнями, а на дні пазів оправки під твердосплавними пластинами встановлені...
Дорн багатозубий
Номер патенту: 64000
Опубліковано: 16.02.2004
Автори: Єлагін Дмитро Павлович, Киричок Петро Олексійович
МПК: B24B 39/00
Мітки: багатозубий, дорн
Формула / Реферат:
Багатозубий дорн, який складається з передньої замкової частини, шийки, передньої направляючої частини, задньої замкової частини, робочої частини, яка складається з деформуючих, калібруючих та кінцевих зубців, які споряджені стрічками, при цьому профіль зубців у перерізі, перпендикулярному напрямку складного руху дорна, є фасонним, який відрізняється тим, що стрічка на останньому калібруючому зубці споряджена сферичними інденторами радіусом...
Інструмент для виготовлення шліцевих канавок на внутрішніх поверхнях втулок
Номер патенту: 47441
Опубліковано: 15.07.2002
Автори: Нахайчук Олег Вікторович, Любін Микола Володимирович
МПК: B21D 41/00
Мітки: канавок, втулок, внутрішніх, шліцевих, поверхнях, виготовлення, інструмент
Формула / Реферат:
Інструмент для виготовлення шліцевих канавок на внутрішніх поверхнях втулок, що містить осердя, в якому виконані поздовжні пази, який відрізняється тим, що пази виконані Т-подібними і в них вставлені шліцеві індентори з можливістю регулювання їх положення в осьовому і радіальному напрямках.
Пристрій для виконання пазів у кутових профілях
Номер патенту: 3447
Опубліковано: 15.11.2004
Автори: Сеньків Ігор Володимирович, Гаврилін Юрій Давидович, Бровченко Михайло Іванович
МПК: B27B 9/00
Мітки: виконання, пазів, кутових, пристрій, профілях
Формула / Реферат:
1. Пристрій для виконання пазів у кутових профілях, який містить корпус з ручкою, усередині якого встановлені привід зі шпинделем і знімним дисковим різальним інструментом з кожухом, який відрізняється тим, що корпус оснащений знімною напрямною з прорізом для виходу дискового різального інструмента, установленою з можливістю вертикального переміщення щодо останнього, причому знімна напрямна виконана у вигляді фасонного профілю, кут якого...
Попередній патент: Турбогвинтовентиляторний двигун
Наступний патент: Спосіб виготовлення гвинтових гофрованих заготовок
Випадковий патент: Стабілізатор тиску палива