Спосіб визначення фактичної товщини зношеної обшивки профільної загнутої назад лопатки робочого колеса радіального вентилятора
Номер патенту: 28283
Опубліковано: 10.12.2007
Автори: Роев Сергій Євгенович, Толошная Олена Вікторівна, Стешенко Владлен Олександрович
Формула / Реферат
Спосіб визначення фактичної товщини зношеної обшивки профільної крилоподібної загнутої назад лопатки робочого колеса радіального вентилятора за допомогою імпульсного ультразвукового товщиноміра, який відрізняється тим, що обмірювана товщина зношеної обшивки (![]() ) містить у собі корозійний шар донної поверхні лопатки (
) містить у собі корозійний шар донної поверхні лопатки (![]() кор.внутр.), товщина якого залежить від умов і строку експлуатації вентилятора, таким чином фактичну товщину зношеної обшивки (
кор.внутр.), товщина якого залежить від умов і строку експлуатації вентилятора, таким чином фактичну товщину зношеної обшивки (![]() факт.) визначають за формулою:
факт.) визначають за формулою:
![]() ,
,
де ![]() - товщина обшивки, яка визначена імпульсним товщиноміром, мм;
- товщина обшивки, яка визначена імпульсним товщиноміром, мм;
![]() кор.внутр. - товщина корозійного шару донної поверхні обшивки лопатки, мм,
кор.внутр. - товщина корозійного шару донної поверхні обшивки лопатки, мм,
при цьому приймається, що ![]()
Текст
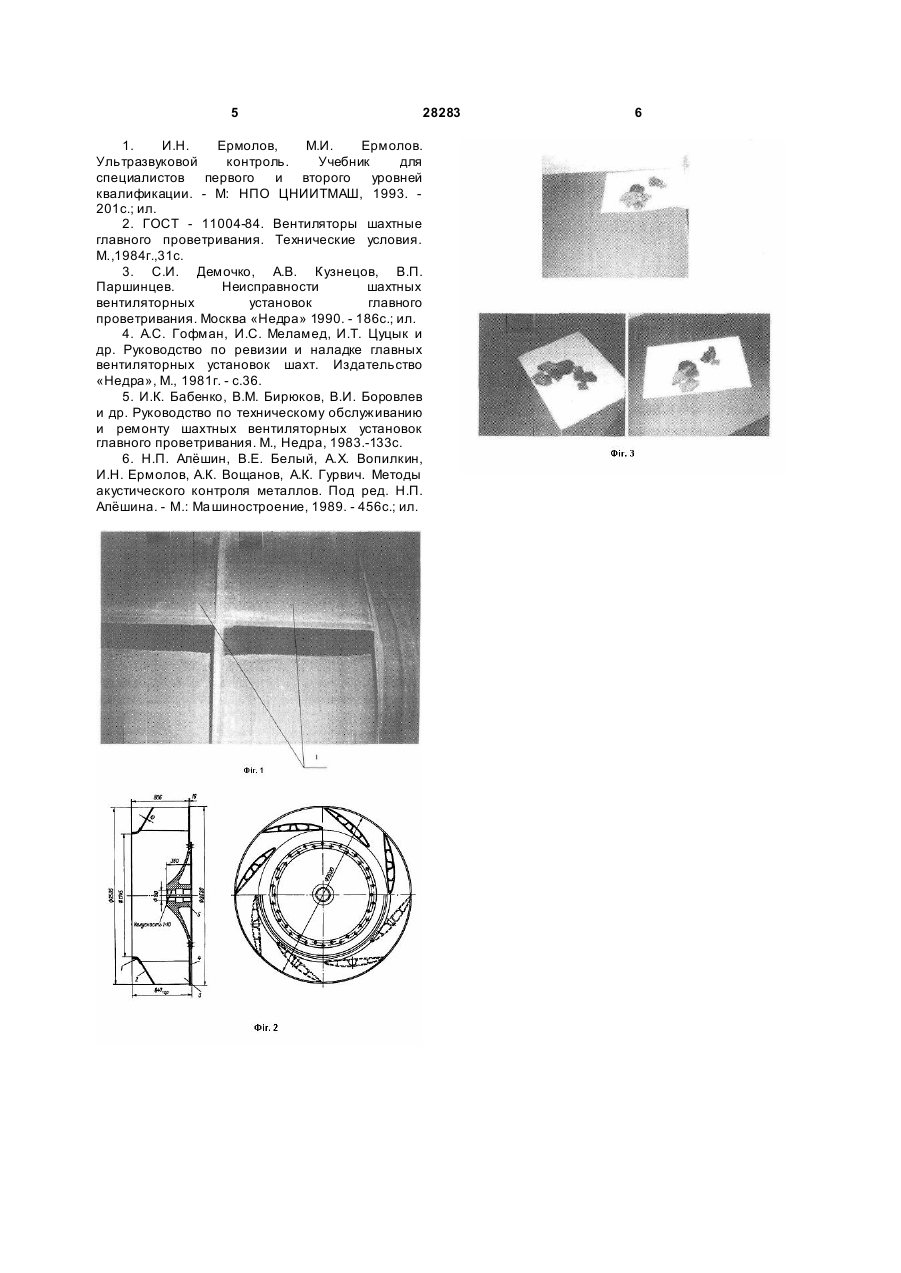
Спосіб визначення фактичної товщини зношеної обшивки профільної крилоподібної загнутої назад лопатки робочого колеса радіального вентилятора за допомогою імпульсного ультразвукового товщиноміра, який відрізняє ться тим, що обмірювана товщина зношеної обшивки ( dз ) містить у собі корозійний Корисна модель стосується шахтного радіального (відцентрового) вентилятора головного провітрювання вугільних і рудних ша хт, а також до радіального дуттьового вентилятора і димососа, що перекачують запилені гази на теплоенергетичних і металургійних об'єктах й установках. Як найближчий аналог обраний спосіб визначення фактичної товщини зношеної обшивки профільної криловидної загнутої назад лопатки робочого колеса радіального вентилятора методом акустичного контролю металу за допомогою імпульсного ультразвукового товщиноміра [1]. Недоліком відомого способу є те, що крім погрішностей самого приладу й погрішностей акустичного контакту варто враховувати те, що при експлуатації вентиляторних установок і вентиляторів, що перевищують два, а іноді й три нормативних строку експлуатації [2] має місце значне зношування елементів робочого колеса. Більша частина несправностей і відмов роботи шахтного вентилятора пов'язана зі змінами умов експлуатації окремих елементів, наприклад, збільшення маси робочого колеса через налипання на його лопатки вугільного пилу, влучення води в пустоти профільних лопаток. Особливо небезпечні коливання температур, тому що вони прискорюють процес зносу [3]. Потік газу, що виходить з шахти, стикаючись із металевою лопаткою робочого колеса, приводить до утворення на зовнішній та внутрішній поверхнях лопатки конденсату. Під впливом агресивного середовища й вологого повітря процес корозійного зносу підсилюється, утворюючи на поверхнях лопатки корозійний шар. В основу корисної моделі поставлена задача визначення фактичної товщини зношеної обшивки профільної криловидної загнутої назад лопатки робочого колеса радіального вентилятора для правильної оцінки її зношування. Знаючи тривалість періоду нормативної експлуатації вентилятора, встановлюється раціональний строк подальшої роботи, який зводить до мінімуму ризик виникнення аварійної ситуації на ша хті. Поставлена задача вирішується тим, що у відомому способі визначення фактичної товщини зношеної обшивки профільної криловидної загнутої назад лопатки робочого колеса радіального вентилятора здійснюють виміри за допомогою імпульсного ультразвукового товщиноміра. Згідно з корисною моделлю обмірювальні товщини зношеної обшивки (dз) містять у собі корозійний шар донної поверхні шар донної поверхні лопатки ( D кор.внутр.), товщина якого залежить від умов і строку експлуатації вентилятора, таким чином фактичну товщину зношеної обшивки ( δ факт.) формулою: d факт .= d 3 - D кор.в ну тр. , визначають за де d з - товщина обшивки, яка визначена імпульсним товщиноміром, мм; D кор.внутр. - товщина корозійного шару донної поверхні обшивки лопатки, мм, при цьому приймається, що (19) UA (11) 28283 (13) U Δ кор.внутр. Δ кор.зовніш. = 3 28283 лопатки (Dкор.внутр.) товщина якого залежить від умов і строку експлуатації вентилятора. Таким чином, фактична товщина зношеної обшивки (dфакт.) визначається формулою: d факт . = d 3 - D кор.в ну тр. де, dз - товщина обшивки, яка визначена імпульсним товщиноміром, мм; Dкор.внутр. - товщина корозійного шару донної поверхні обшивки лопатки, мм. При цьому приймається, що Dкор.внутр.=Dкор.зовніш. Суть даного способу пояснюється кресленням. На Фіг.1 зображено робоче колесо вентилятора двостороннього усмоктування із отворами 1 по поперечному перерізі профілю. У шахтних умовах воду, що скопилася, із внутрішньої пустоти лопатки видаляють через невеликі отвори, просвердлені в обшивці. Конструкція профільної лопатки робочого колеса радіального вентилятора ВЦ - 25, що складається з верхньої (робочої) і нижньої (неробочої) частин жорстко приварених до переднього й заднього дисків, наведена у кресленні, Фіг.2. На Фіг.3 зображені зразки корозійного шару, що зняті з робочої поверхні профільної лопатки. Найпоширенішими в умовах провітрювання шахт є вентилятори з робочими колесами, що мають загнуті назад профільні лопатки, жорстко приварені між переднім і заднім дисками, у яких досягнуті високі аеродинамічні показники та КПД. Однак, у процесі роботи при зношуванні (зменшенні) товщини обшивки лопатки на її поверхні утворюються тріщини. Це приводить до проникнення у внутрішню п устоту води й штибу, що викликає надмірну вібрацію ротора. Відповідно до «Керівництва по ревізії й налагодженню вентиляторних установок шахт» [4] під час проведення налагоджувальних робіт на робочих колесах відцентрових вентиляторів воду з лопаток треба видалити, а тріщини заварити спеціальними електродами. В умовах шахти воду, що скопилася, видаляють через невеликі отвори, просвердлені в обшивці (Фіг.1). На початку вимірів із зовнішньої поверхні обшивки лопатки колеса (у місцях вимірів) ретельно очищують верхній корозійний шар, не допускаючи при цьому механічних ушкоджень [5], а зачищення внутрішньої (донної) поверхні профілю, неможливе, через конструктивні особливості профільної лопатки. Таким чином на ній залишається накопичений й ущільнений шар корозійного металу, покритий частками породи й вугільного пилу. За допомогою імпульсного ультразвукового товщиноміра здійснюються виміри товщини поверхні. При контролі товщини виробів із грубими непаралельними поверхнями (наприклад, внутрішня поверхня яких уражена корозією) керуються вимірювальними приладами групи Б [6] похибка яких становить 0,05-0,1% від вимірювальної товщини. Крім цього існують погрішності акустичного контакту, пов'язані з кінцевою (нульовою) тривалістю УЗ імпульсу. Вони 4 викликаються випадковими змінами часу проходження імпульсу через шар контактної рідини й нерівністю донної поверхні. Зміна температур виробу й навколишнього середовища приводить до зміни швидкості звукового сигналу у виробі й призмах перетворювача й до погрішностей виміру, пов'язаних із цим. Існує ряд мір для усунення цих погрішностей, які залежать від попереднього настроювання приладу, правильності вибору найбільш підходжуючого перетворювача, стандартного зразка, виготовленого з матеріалу поверхні яку вимірюють. З огляду на вищесказане, загальна сумарна похибка виміру товщини h для виробів малої товщини, наприклад обшивки профільної лопатки радіального вентилятора ВЦ - 25, яка виконана зі сталевих листів криволінійної форми, з товщиною обшивки h=5мм, Фіг.2, дорівнює: Dh/h=0,001+0,1/5=0,021=2,1% Ця похибка незначна для виміру товщини лопатки робочого колеса вентилятора з нормативним строком експлуатації й з номінальними значенням товщини. Однак, при експлуатації вентиляторних установок і вентиляторів, що перевищують два, а іноді й три нормативних строки, необхідно враховува ти значне зношування як зовнішньої, так і внутрішньої поверхні обшивки лопатки, товщина поверхні металу, що залишився становить 2,53,5мм. При цьому сумарна похибка виміру зростає пропорційно зношування. Для експериментального дослідження на шахті було взято зразки корозійного шару, що відшарувався із зовнішньої поверхні профільної лопатки (Dкор.), товщина яких склала »0,5¸1мм (Фіг.3). Передбачається, що й у донної поверхні обшивки також утворюється корозійний шар, що має товщину, рівну або більшу зовнішньому корозійному шару, тобто Dкор.внутр.³Dкор.зовніш. »0,5¸1мм. Товщина корозійного шару залежить від зовнішніх умов середовища й тривалості експлуатації вентилятора. Аналогічно відбувається корозійний процес руйнування і неробочої поверхні обшивки профільної лопатки. Аналізуючи значення імпульсного товщиноміра й порівнюючи їх з номінальним значенням товщини профілю виявилось збільшення вимірювальних значень на товщину корозійного шару зношеної поверхні. Таким чином, фактична товщина профілю лопатки робочого колеса радіального вентилятора dфакт. повинна бути скоректована на товщину корозійного шару донної поверхні обшивки лопатки Dкор.внутр. d факт . = d 3 - D кор.в ну тр. , де, dз - товщина обшивки, яка визначена імпульсним товщиноміром, мм; Dкор.внутр. - товщина корозійного шару донної поверхні обшивки лопатки, мм. При цьому приймається, що Dкор.внутр.=Dкор.з овніш. Джерела інформації: 5 28283 1. И.Н. Ермолов, М.И. Ермолов. Ультразвуковой контроль. Учебник для специалистов первого и второго уровней квалификации. - М: НПО ЦНИИТМАШ, 1993. 201с.; ил. 2. ГОСТ - 11004-84. Вентиляторы шахтные главного проветривания. Технические условия. М.,1984г.,31с. 3. С.И. Демочко, А.В. Кузнецов, В.П. Паршинцев. Неисправности шахтных вентиляторных установок главного проветривания. Москва «Недра» 1990. - 186с.; ил. 4. А.С. Гофман, И.С. Меламед, И.Т. Цуцык и др. Руководство по ревизии и наладке главных вентиляторных установок шахт. Издательство «Недра», М., 1981г. - с.36. 5. И.К. Бабенко, В.М. Бирюков, В.И. Боровлев и др. Руководство по техническому обслуживанию и ремонту шахтных вентиляторных установок главного проветривания. М., Недра, 1983.-133с. 6. Н.П. Алёшин, В.Е. Белый, А.Х. Вопилкин, И.Н. Ермолов, А.К. Вощанов, А.К. Гурвич. Методы акустического контроля металлов. Под ред. Н.П. Алёшина. - М.: Ма шиностроение, 1989. - 456с.; ил. 6
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for determining the actual thickness of a blade of a radial blower
Автори англійськоюSteshenko Vladlen Oleksandrovych, Toloshnaia Olena Viktorivna, Roiev Serhii Yevhenovych
Назва патенту російськоюСпособ определения действительной толщины лопасти рабочего колеса радиального вентилятора
Автори російськоюСтешенко Владлен Александрович, Толошная Елена Викторовна, Роев Сергей Евгеньевич
МПК / Мітки
МПК: G01B 5/02
Мітки: робочого, профільної, зношеної, товщини, колеса, загнутої, визначення, лопатки, радіального, фактичної, обшивки, спосіб, вентилятора
Код посилання
<a href="https://ua.patents.su/3-28283-sposib-viznachennya-faktichno-tovshhini-znosheno-obshivki-profilno-zagnuto-nazad-lopatki-robochogo-kolesa-radialnogo-ventilyatora.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення фактичної товщини зношеної обшивки профільної загнутої назад лопатки робочого колеса радіального вентилятора</a>
Спосіб підвищення терміну безпечної експлуатації зношених профільних, загнутих назад лопаток робочого колеса радіального вентилятора
Номер патенту: 24470
Опубліковано: 10.07.2007
Автори: Толошная Олена Вікторівна, Стешенко Владлен Александрович, Ангеловский Анатолій Іванович
МПК: B21K 3/00, F04D 29/32, F04D 29/30
Мітки: робочого, спосіб, радіального, колеса, безпечної, експлуатації, профільних, вентилятора, загнутих, лопаток, терміну, зношених, підвищення
Формула / Реферат:
1. Спосіб підвищення терміну безпечної експлуатації зношених профільних, загнутих назад лопаток робочого колеса радіального вентилятора, виготовлених зі сталевих листів випуклої, плоскої або криволінійної форми, що жорстко закріплені між дисками за допомогою зварювання і містять робочу і неробочу поверхню, каркаси жорсткості і хвостовик, який відрізняється тим, що зношені вхідні трубчасті деталі замінюють спеціальними металевими стрижнями,...
Покривний диск колеса радіального вентилятора
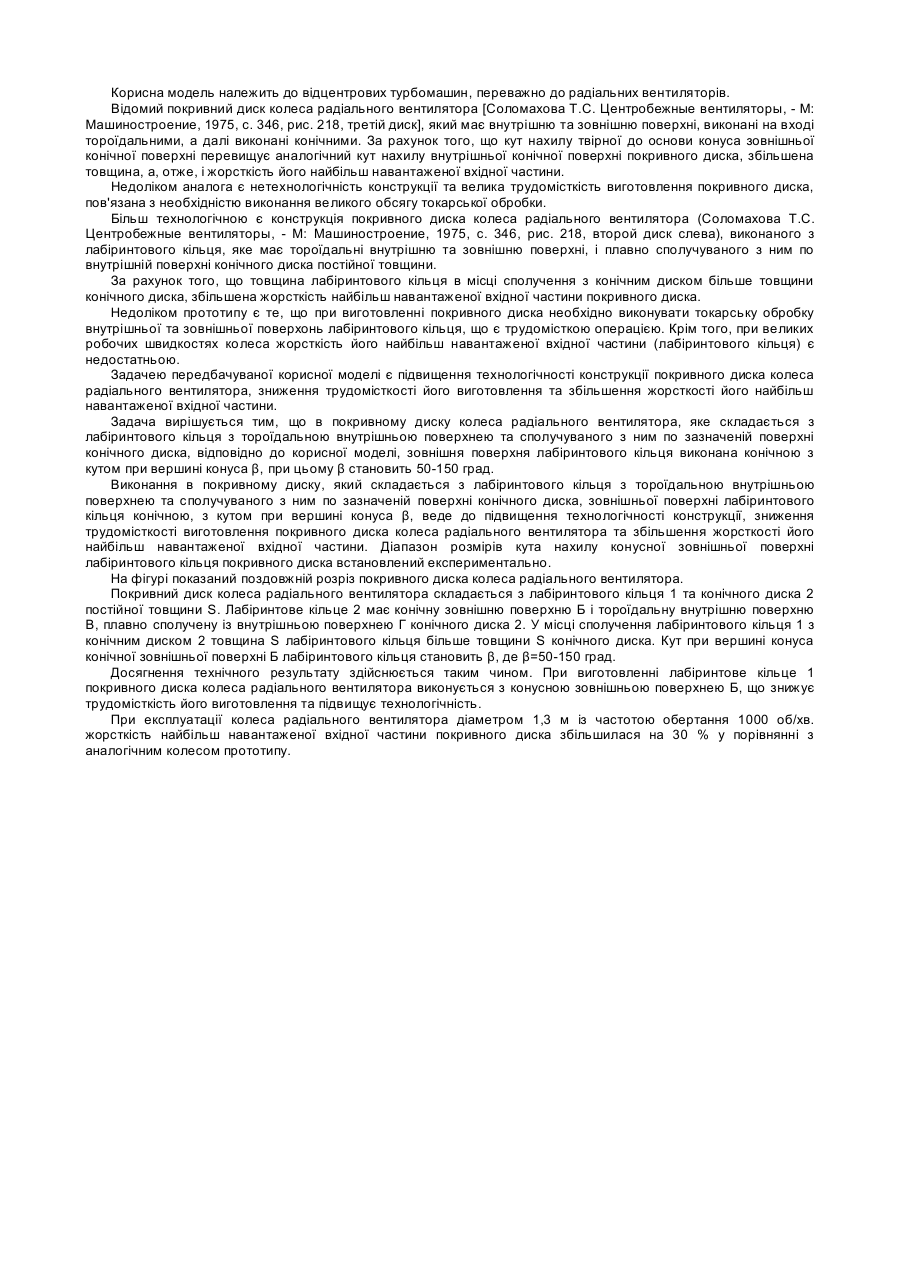
Номер патенту: 22721
Опубліковано: 25.04.2007
Автори: Ладік Валерій Григорович, Філіпенко Сергій Вікторович, Васильєв Юрій Валерійович, Лелека Валентина Віталіївна
МПК: F04D 29/00
Мітки: покривний, радіального, диск, колеса, вентилятора
Формула / Реферат:
Покривний диск колеса радіального вентилятора, який складається з лабіринтового кільця з тороїдальною внутрішньою поверхнею та сполучуваного з ним по зазначеній поверхні конічного диска, який відрізняється тим, що зовнішня поверхня лабіринтового кільця виконана конічною з кутом при вершині конуса , при цьому
Лопатка колеса радіального вентилятора
Номер патенту: 26570
Опубліковано: 25.09.2007
Автори: Філіпенко Сергій Вікторович, Костенко Володимир Анатолійович, Лелека Валентина Віталіївна, Васильєв Юрій Валерійович, Ладік Валерій Григорович
МПК: F04D 17/00
Мітки: радіального, лопатка, колеса, вентилятора
Формула / Реферат:
Лопатка колеса радіального вентилятора, яка виконана у вигляді загнутого вперед листа, що має форму бічної поверхні циліндра з радіусом основи R1, яка відрізняється тим, що на вихідній частині листа виконаний відрізок, що має форму бічної поверхні циліндра з радіусом основи R2, вісь якого розміщена на відстані d від листа лопатки, що становить 0,45 R2 - 0,95 R2.
Лопатка колеса радіального вентилятора
Номер патенту: 26556
Опубліковано: 25.09.2007
Автори: Ладік Валерій Григорович, Філіпенко Сергій Вікторович, Лелека Валентина Віталіївна, Васильєв Юрій Валерійович, Костенко Володимир Анатолійович
МПК: F04D 17/00
Мітки: радіального, лопатка, колеса, вентилятора
Формула / Реферат:
Лопатка колеса радіального вентилятора, яка виконана у вигляді загнутого вперед листа, що має форму бічної поверхні циліндра з радіусом основи R1, яка відрізняється тим, що на вхідній частині листа виконаний відрізок, що має форму бічної поверхні циліндра з радіусом основи R2, вісь якого розміщена на відстані Н від листа лопатки, що становить 0,45R2 - 0,95R2.
Лопатка колеса радіального вентилятора

Номер патенту: 25526
Опубліковано: 10.08.2007
Автори: Лелека Валентина Віталіївна, Васильєв Юрій Валерійович, Ладік Валерій Григорович, Костенко Володимир Анатолійович
МПК: F04D 17/00
Мітки: колеса, лопатка, вентилятора, радіального
Формула / Реферат:
Лопатка колеса радіального вентилятора, що складається з носової частини, хвостовика та з'єднаних з ними верхнього й нижнього листів, при цьому листи з'єднані між собою фігурними ребрами жорсткості, яка відрізняється тим, що ребра жорсткості повернені своїми кінцями до верхнього листа.
Попередній патент: Мобільний транспортно-технологічний засіб “bulldog”
Наступний патент: Кінцевий холодильник коксового газу
Випадковий патент: Флакон для лікарських препаратів