Установка для виготовлення рукавних плівок з полімерних матеріалів
Формула / Реферат
Установка для виготовлення рукавних плівок з полімерних матеріалів, що містить бункер, екструдер шнекового типу з приводом, перехідний фланець, екструзійну головку з кільцевою щілиною, систему роздуву і систему охолодження рукава, складальний пристрій, вузол протягування і намотки з приводом, причому екструдер і головка оснащені нагрівальними елементами, яка відрізняється тим, що екструзійна головка повернена донизу і виконана у вигляді з'єднаного з перехідним фланцем корпусу, всередині якого розташований напрямний конус, в якому закріплений порожнистий дорн, на вихідному кінці дорна встановлена з гарантованим зазором матриця, що базується в корпусі, до вихідного кінця дорна приєднана система роздуву, а в перехідному фланці на виході з екструдера встановлений фільтр, в системі охолодження рукава охолоджувальний елемент виконаний у вигляді охоплюючого рукав кільця, що встановлене під екструзійною головкою і має можливість осьового і радіального переміщень відносно рукава, при цьому вузол протягування і намотки виконаний у вигляді корпусу, в якому встановлені осі для протягувальних валків і вихідна вісь, на одному кінці якої встановлений фрикціон, а на другому кінці - барабан намотки, виконаний у вигляді маточин, з'єднаних між собою за допомогою шарнірно закріплених на них планок, при цьому одна з маточин має можливість переміщення вздовж вихідної осі.
Текст
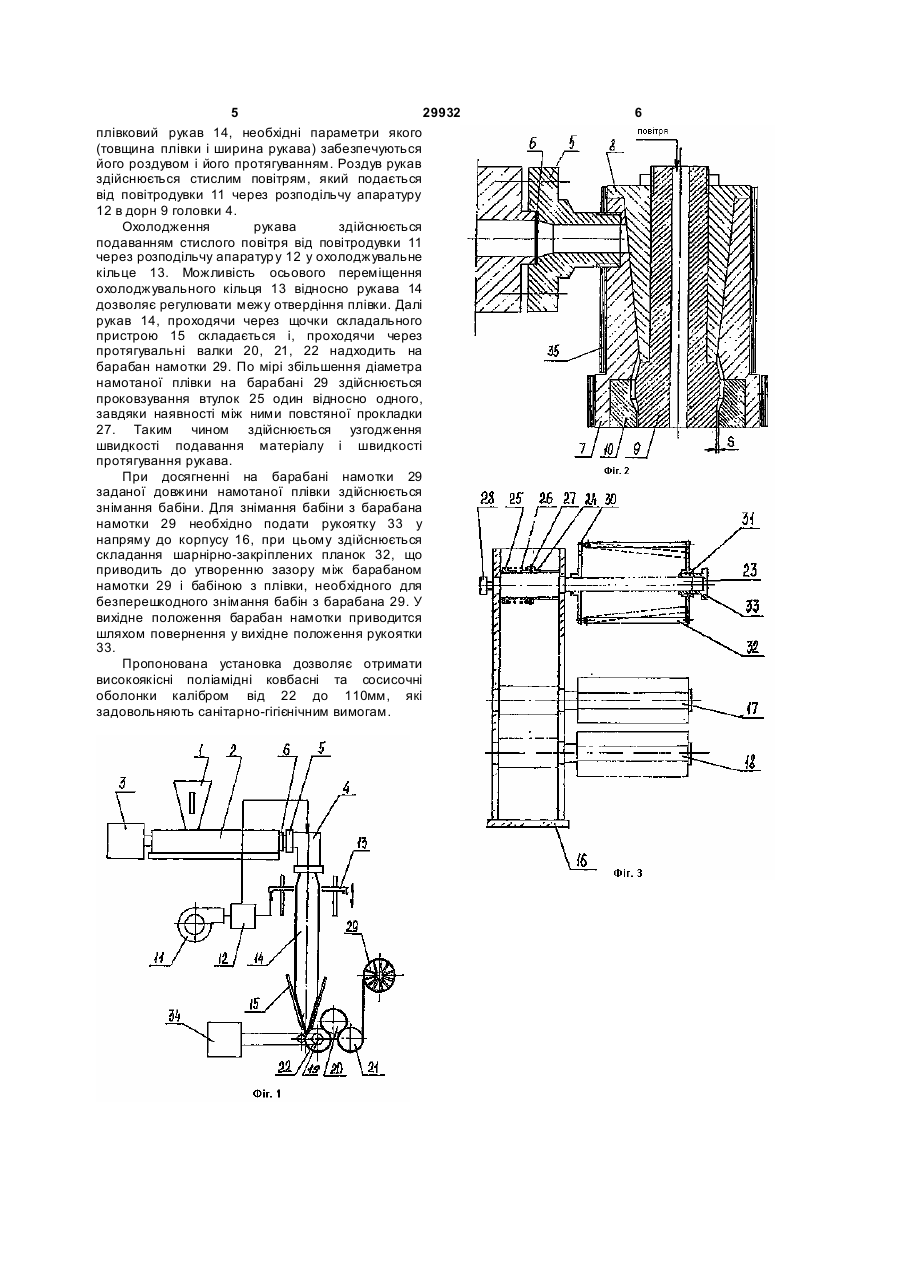
Установка для виготовлення рукавних плівок з полімерних матеріалів, що містить бункер, екструдер шнекового типу з приводом, перехідний фланець, екструзійну головку з кільцевою щілиною, систему роздуву і систему охолодження рукава, складальний пристрій, вузол протягування і намотки з приводом, причому екструдер і головка оснащені нагрівальними елементами, яка відрізняє ться тим, що екструзійна головка повернена донизу і виконана у вигляді з'єднаного з перехідним фланцем корпусу, всередині якого розташований напрямний конус, в якому 3 29932 4 корисної моделі, екструзійна головка звернена На Фіг.3 показана конструкція донизу і виконана у вигляді з'єднаного з охолоджувального кільця. перехідним фланцем корпусу, в середині якого Установка для виготовлення рукавних плівок з розташований напрямний конус, в якому полімерних матеріалів містить бункер 1, до якого закріплений порожнистий дорн, на вихідному кінці завантажуюють гранули вихідного полімеру. дорна встановлена з гарантованим зазором Бункер закріплений на екструдері 2 шнекового матриця, що базується в корпусі, до вихідного типу. Обертання шнека здійснюється приводом 3, кінця дорна приєднана система роздуву р укава, а за який використовують двигун постійного струму, в перехідному фланці на виході з екструдера з можливістю безступеневого регулювання встановлений фільтр, в системі охолодження швидкості обертання і зворотного зв'язку за рукава охолоджувальний елемент виконаний у крутним моментом. В екструдері 2 під впливом вигляді охоплювального рукав кільця, нагрівальних елементів (не показані) здійснюється встановленого під екструзійною головкою і розплавлення полімеру і подача до екструзійної маючого можливість осьового і радіального головки. Екструзійна головка 4 закріплена на переміщення відносно рукава, при цьому вузол екструдері за допомогою перехідного фланця 5, в протягування і намотки виконаний у вигляді якому встановлений фільтр тонкого очищення 6. корпусу, в якому встановлені вісі для Екструзійная головка 4 звернена донизу і виконана протягувальних валків і вихідна вісь, на одному у вигляді сполученого з перехідним фланцем 5 кінці якої встановлений фрикціон, а на другому корпусу 7, всередині якого розташований кінці - барабан намотки, виконаний у вигляді напрямний конус 8, в якому закріплений дорн. На маточин, з'єднаних між собою за допомогою вихідному кінці дорна 9 встановлена з шарнірно закріплених на них планок, при цьому гарантованим зазором матриця 10, яка базується одна з ступиць має можливість переміщення в корпусі 7. Головка оснащена нагрівальними вздовж вихідної осі. елементами 35. Пропонована установка дозволяє отримати До вхідного кінця дорна 9 приєднана система високоякісні рукавні (рівнотовщинні і постійні роздуву рукава, яка складається з повітродувки 11, розміри за шириною) плівки з високов'язких розподільчої апаратури 12. Система охолодження полімерів, зокрема поліаміду-6 або продуктів ПВ, рукава містить охолоджувальний елемент, для яких характерний вельми вузький (порядку 2виконаний у вигляді кільця 13, сполученого через 3°) діапазон переробки, тобто при зміні розподільчу апаратуру 12 з повітродувкою 11. температури матеріалу зверх вказаного діапазона Кільце 13 охоплює рукав 14 і має можливість здійснюється різке змінення його властивостей. осьового і радіального переміщення. Складальний Дані особливості матеріалу зумовили вибір пристрій 15 має типову конструкцію і може бути технологічної схеми установки по типу "екструзія виконаний як і у прототипі. догори". Вузол протягування і намотки виконаний у Підвищені санітарно-гігієнічні вимоги до вигляді зварного корпусу 16, в якому встановлені поліамідних рукавних плівок, які використовують вісі 17, 18, 19 для протягувальних валків 20, 21, 22 як ковбасні оболонки, зумовили необхідність і вихідна вісь 23, на одному кінці якої встановлення в перехідному фланці на виході з встановлений фрикціон 24. екструдера фільтра тонкого очищення первісного Фрикціон 24 складається з рухомих втулок 25, матеріалу. на яких розташована пружинна 26 і повстяна 27 Конструкція головки забезпечує можливість прокладки, зусилля піджимання якої регулюється швидкої зміни фільтра тонкого очищення. за допомогою гвинта 28. Виконання охолоджувального елемента у Барабан намотки 29, встановлений на вихідній вигляді охоплюючого рукав кільця, маючого осі 23, виконаний у вигляді двох маточин 30, 31, можливість осьового і радіального переміщень з'єднаних між собою за допомогою шарнірновідносно рукава, дозволяє регулювати зону закріплених планок 32. При цьому маточина 31 отвердіння полімеру і впливати таким чином на має можливість переміщення вздовж вихідної осі технологічні параметри, які визначають якість і 23 під дією зусилля, прикладаємого до рукоятки діаметр (калібр) рукава. 33. Необхідність точного погодження швидкості Вузол протягування і намотки оснащений намотування рукава зі швидкістю подачі матеріала автономним приводом 34, за який використовують зумовило використання фрикціону у механізмі привід постійного струму. конструкції вузла протягування та намотки. Загрузку гранул ви хідного полімеру, наприклад Змінення швидкості намотки (із-за зміни поліаміду ПА-6 або продукту ПВ здійснюють до діаметра намотаного на барабан рукава) бункеру 1, закріпленому на екструдері 2. Під компенсується фрикціоном. впливом нагрівачів екструдера 2 завантажений Вказана установка барабана намотки матеріал перетворюється у в'язко-текучий стан і дозволяє знімання наработаного рукава без шнеком подається через фільтр тонкого очищення зупинки або зменшення швидкості намотки, тобто 6 і перехідний фланець 5 до екструзивної головки без впливу на те хнологічний процес. 4, в якій матеріал обтікає по зовнішній поверхні Суть корисної моделі пояснюють креслення. напрямного конуса 8, потрапляє у кільцеву щілину На Фіг.1 показана принципова схема "S", утворену дорном 9 і матрицею 10. Необхідна установки. температура розплавленого матеріалу На Фіг.2 показана конструкція екструзійної забезпечується нагрівальними елементами 35. На головки. виході екструзивної головки 4 утворюється 5 29932 плівковий рукав 14, необхідні параметри якого (товщина плівки і ширина рукава) забезпечуються його роздувом і його протягуванням. Роздув рукав здійснюється стислим повітрям, який подається від повітродувки 11 через розподільчу апаратуру 12 в дорн 9 головки 4. Охолодження рукава здійснюється подаванням стислого повітря від повітродувки 11 через розподільчу апаратур у 12 у охолоджувальне кільце 13. Можливість осьового переміщення охолоджувального кільця 13 відносно рукава 14 дозволяє регулювати межу отвердіння плівки. Далі рукав 14, проходячи через щочки складального пристрою 15 складається і, проходячи через протягувальні валки 20, 21, 22 надходить на барабан намотки 29. По мірі збільшення діаметра намотаної плівки на барабані 29 здійснюється проковзування втулок 25 один відносно одного, завдяки наявності між ними повстяної прокладки 27. Таким чином здійснюється узгодження швидкості подавання матеріалу і швидкості протягування рукава. При досягненні на барабані намотки 29 заданої довжини намотаної плівки здійснюється знімання бабіни. Для знімання бабіни з барабана намотки 29 необхідно подати рукоятку 33 у напряму до корпусу 16, при цьому здійснюється складання шарнірно-закріплених планок 32, що приводить до утворенню зазору між барабаном намотки 29 і бабіною з плівки, необхідного для безперешкодного знімання бабін з барабана 29. У вихідне положення барабан намотки приводится шляхом повернення у вихідне положення рукоятки 33. Пропонована установка дозволяє отримати високоякісні поліамідні ковбасні та сосисочні оболонки калібром від 22 до 110мм, які задовольняють санітарно-гігієнічним вимогам. 6
ДивитисяДодаткова інформація
Назва патенту англійськоюInstallation for producing the tubular films from polymeric materials
Автори англійськоюKrestinin Serhii Hennadiiovych
Назва патенту російськоюУстановка для изготовления рукавных пленок из полимерных материалов
Автори російськоюКрестинин Сергей Геннадиевич
МПК / Мітки
МПК: B29C 47/20
Мітки: полімерних, виготовлення, рукавних, установка, матеріалів, плівок
Код посилання
<a href="https://ua.patents.su/3-29932-ustanovka-dlya-vigotovlennya-rukavnikh-plivok-z-polimernikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Установка для виготовлення рукавних плівок з полімерних матеріалів</a>
Установка для безперервного виготовлення листових виробів з полімерних матеріалів
Номер патенту: 14821
Опубліковано: 18.02.1997
Автори: Лелиця Андрій Валерійович, Плошенко Іван Григорович, Кузяєв Іван Михайлович, Лимар Володимир Володимирович
МПК: B29D 7/00
Мітки: безперервного, матеріалів, виробів, виготовлення, установка, листових, полімерних
Формула / Реферат:
Установка для непрерывного изготовления листовых изделий из полимерных материалов с армирующей основой, содержащая станину, сопряженные валки, питатели для подачи материала и клиновое устройство с центральной щелью, образующее с валками рабочий зазор, отличающаяся тем, что клиновое устройство состоит из двух оснований и двух наконечников, при этом основания и наконечники образуют между собой каналы клиновидной формы, расширяющиеся к...
Спосіб зварювання плівок із полімерних матеріалів та пристрій для його здійснення
Номер патенту: 72386
Опубліковано: 15.02.2005
Автори: Фесенко Олександр Михайлович, Крамаренко Лариса Миколаївна
МПК: B29C 65/02
Мітки: матеріалів, пристрій, полімерних, здійснення, зварювання, плівок, спосіб
Формула / Реферат:
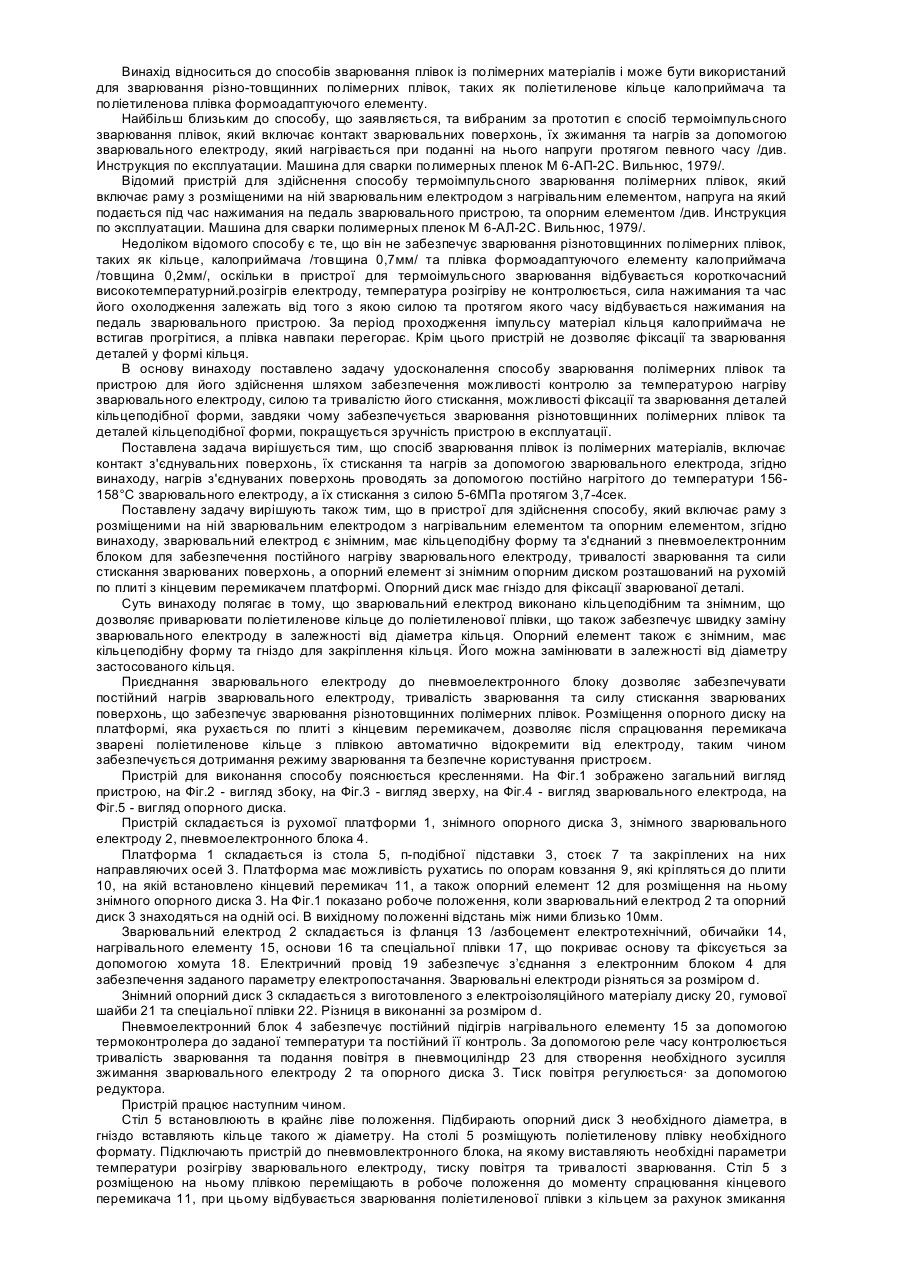
1. Спосіб зварювання плівок із полімерних матеріалів, який включає контакт з'єднуваних поверхонь, їх стискання та нагрів за допомогою зварювального електрода, який відрізняється тим, що нагрів з'єднуваних поверхонь проводять за допомогою постійно нагрітого до температури 156-158 °С зварювального електрода, а стискання - з силою 5-6 МПа протягом 3,7-4 сек.2. Пристрій для зварювання плівок із полімерних матеріалів, який включає раму з...
Екструзійна головка для виготовлення труб із полімерних матеріалів
Номер патенту: 15968
Опубліковано: 29.08.1997
Автор: Бондаренко Андрій Іванович
МПК: B29L 23/00, B29C 47/22
Мітки: екструзійна, труб, виготовлення, головка, матеріалів, полімерних
Формула / Реферат:
Экструзионная головка для изготовления труб из полимерных материалов, содержащая корпус с входным и выходным отверстиями, соосно смонтированные на корпусе прижимную гайку, а в корпусе - крестовину с закрепленным на ней до-рном с коническим участком, выполненным в направлении выходного отверстия, соосно смонтированные на коническом участке дорна последовательно в направлении выходного отверстия корпуса калибровочную шайбу и упорное кольцо,...
Екструзійна головка для виготовлення профілів із полімерних матеріалів
Номер патенту: 8913
Опубліковано: 30.09.1996
Автор: Бондаренко Андрій Іванович
МПК: B29C 47/20, B29C 47/22
Мітки: виготовлення, профілів, полімерних, матеріалів, екструзійна, головка
Формула / Реферат:
Экструзионная головка для изготовления профилей из полимерных материалов, содержащая установленный на опорной плите корпус с входным и выходным отверстиями, размещенный в корпусе конический дорн с вершиной конуса, направленной в сторону выходного отверстия, калибрующую шайбу, шайбодержатель, регулировочную гайку для перемещения шайбодержателя, смонтированную на корпусе, и нониусное устройство, выполненное в виде шкалы со стрелкой и...
Екструзійна головка для виготовлення профілів із полімерних матеріалів
Номер патенту: 15969
Опубліковано: 29.08.1997
Автор: Бондаренко Андрій Іванович
МПК: B29C 47/20
Мітки: екструзійна, головка, полімерних, матеріалів, виготовлення, профілів
Формула / Реферат:
Экструзионная головка для изготовления профилей из полимерных материалов, содержащая закрепленный на опорной плите корпус с входным и выходным отверстиями, смонтированные на корпусе регулировочную гайку, а в корпусе -дорн с входным участком и коническим выходным участком с вершиной конуса, направленной в сторону выходного отверстия, шайбодержатель и калибровочную шайбу, смонтированную с образованием с выходным коническим участком дорна...
Попередній патент: Брикетувальна машина револьверна
Наступний патент: Витратомір-лічильник газу
Випадковий патент: Спосіб доклінічної діагностики захворювань поверхневих вен нижніх кінцівок