Спосіб виготовлення біметалевих виробів
Номер патенту: 30195
Опубліковано: 11.02.2008
Автори: Борис Руслан Степанович, Тривайло Михайло Семенович, Титов Вячеслав Андрійович
Формула / Реферат
Спосіб виготовлення біметалевих виробів, при якому на дві послідовно розміщені з зазором співвісні матриці встановлюють листові заготовки з різних матеріалів і здійснюють їх витяжку з потоншенням стінок, який відрізняється тим, що зовнішній поверхні верхньої заготовки при витяжці в першій матриці надають в поперечному перерізі овальну форму.
Текст
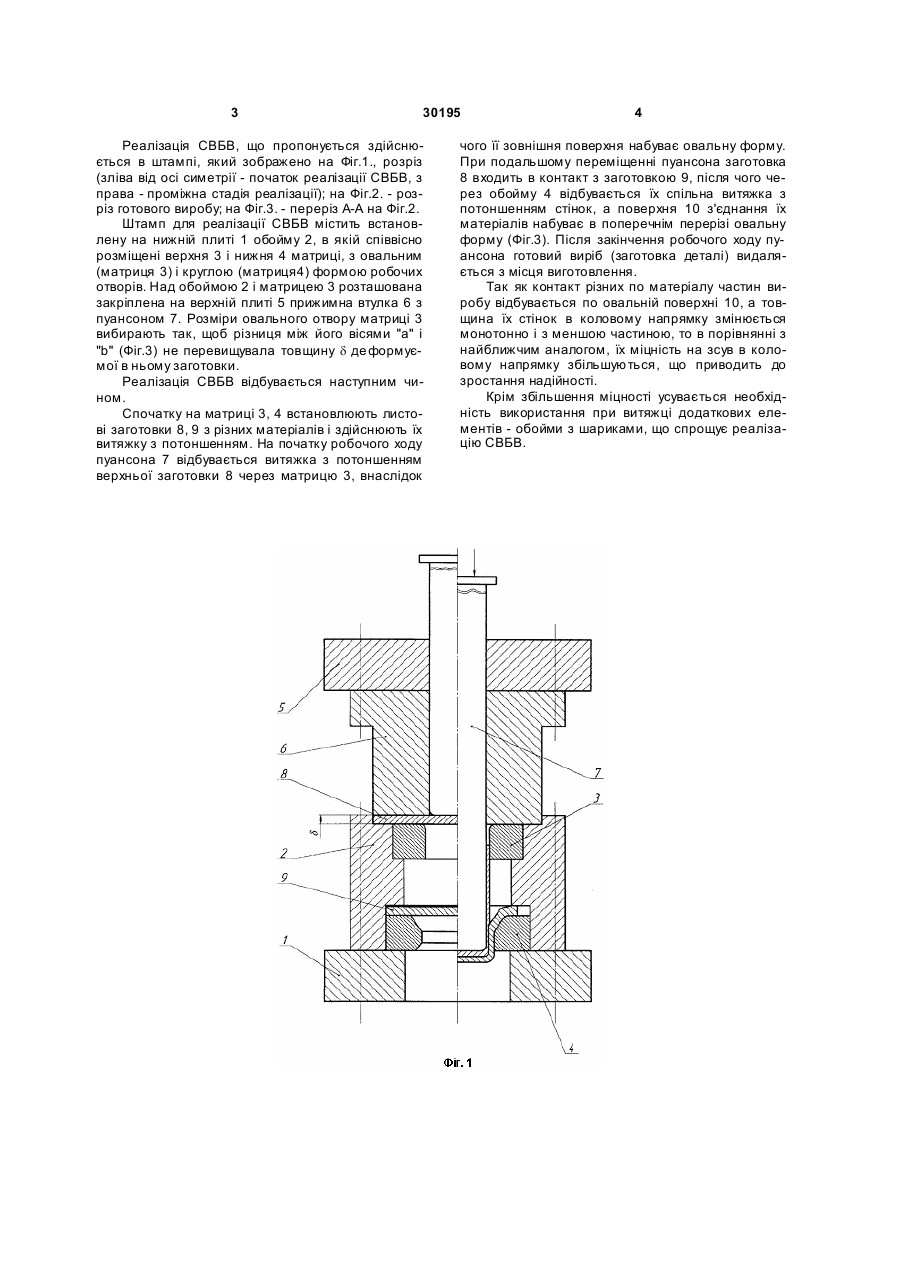
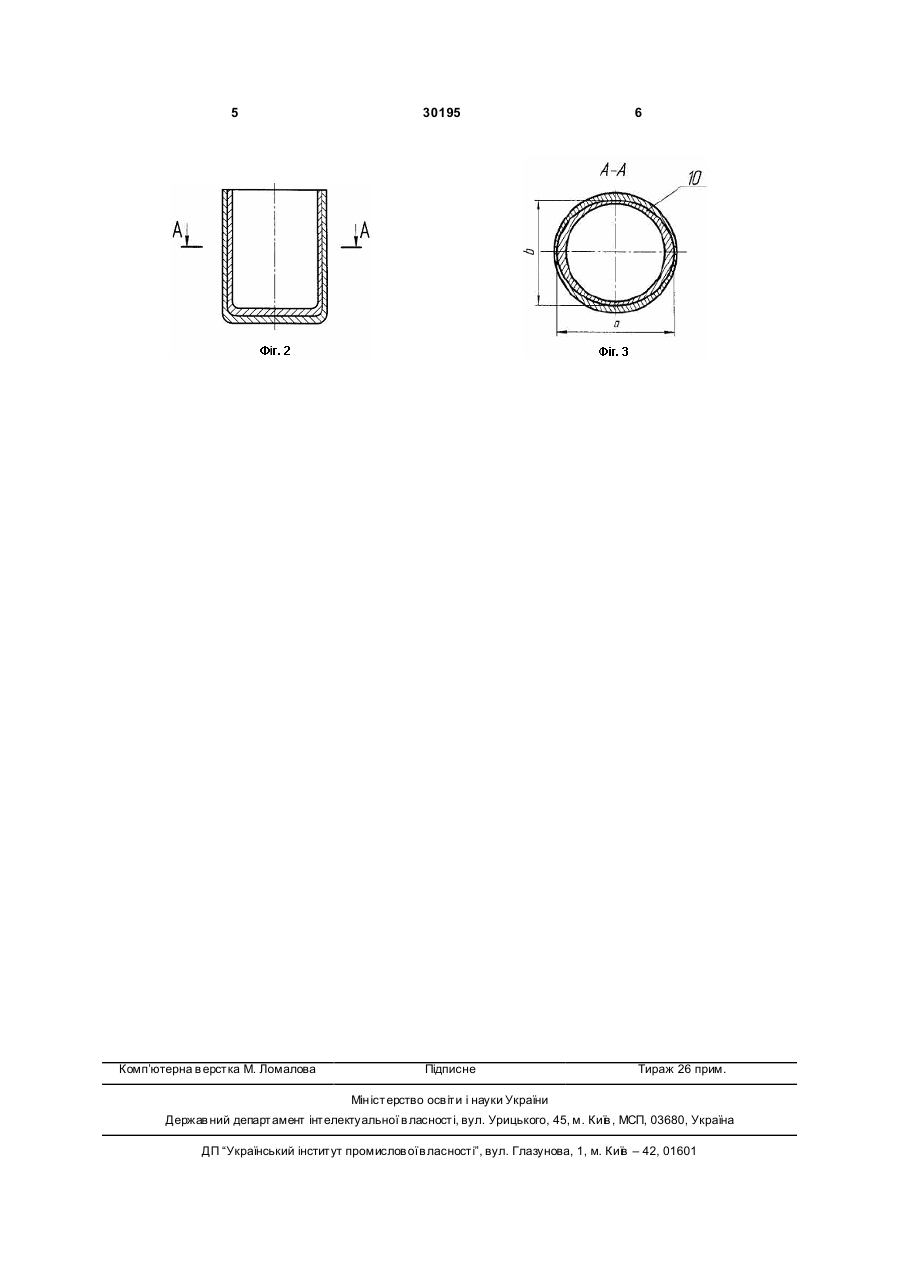
Спосіб виготовлення біметалевих виробів, при якому на дві послідовно розміщені з зазором співвісні матриці встановлюють листові заготовки з різних матеріалів і здійснюють їх витяжку з потоншенням стінок, який відрізняє ться тим, що зовнішній поверхні верхньої заготовки при витяжці в першій матриці надають в поперечному перерізі овальну форму. (19) (21) u200713002 (22) 23.11.2007 (24) 11.02.2008 (72) ТІТОВ ВЯЧЕСЛАВ АНДРІЙОВИЧ, U A, ТРИВАЙЛО МИ ХАЙЛО СЕМЕНОВИЧ, U A, БОРИС РУСЛАН СТЕПАНОВИЧ, UA (73) НАЦІОН АЛЬНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ УКРАЇНИ "КИЇВСЬКИЙ ПОЛІТЕХНІЧНИЙ ІНСТИТУТ", U A 3 30195 Реалізація СВБВ, що пропонується здійснюється в штампі, який зображено на Фіг.1., розріз (зліва від осі симетрії - початок реалізації СВБВ, з права - проміжна стадія реалізації); на Фіг.2. - розріз готового виробу; на Фіг.3. - переріз А-А на Фіг.2. Штамп для реалізації СВБВ містить встановлену на нижній плиті 1 обойму 2, в якій співвісно розміщені верхня 3 і нижня 4 матриці, з овальним (матриця 3) і круглою (матриця4) формою робочих отворів. Над обоймою 2 і матрицею 3 розташована закріплена на верхній плиті 5 прижимна втулка 6 з пуансоном 7. Розміри овального отвору матриці 3 вибирають так, щоб різниця між його вісями "а" і "b" (Фіг.3) не перевищувала товщину d де формуємої в ньому заготовки. Реалізація СВБВ відбувається наступним чином. Спочатку на матриці 3, 4 встановлюють листові заготовки 8, 9 з різних матеріалів і здійснюють їх витяжку з потоншенням. На початку робочого ходу пуансона 7 відбувається витяжка з потоншенням верхньої заготовки 8 через матрицю 3, внаслідок 4 чого її зовнішня поверхня набуває овальну форму. При подальшому переміщенні пуансона заготовка 8 входить в контакт з заготовкою 9, після чого через обойму 4 відбувається їх спільна витяжка з потоншенням стінок, а поверхня 10 з'єднання їх матеріалів набуває в поперечнім перерізі овальну форму (Фіг.3). Після закінчення робочого ходу пуансона готовий виріб (заготовка деталі) видаляється з місця виготовлення. Так як контакт різних по матеріалу частин виробу відбувається по овальній поверхні 10, а товщина їх стінок в коловому напрямку змінюється монотонно і з меншою частиною, то в порівнянні з найближчим аналогом, їх міцність на зсув в коловому напрямку збільшуються, що приводить до зростання надійності. Крім збільшення міцності усувається необхідність використання при витяжці додаткових елементів - обойми з шариками, що спрощує реалізацію СВБВ. 5 Комп’ютерна в ерстка М. Ломалова 30195 6 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing bimetallic articles
Автори англійськоюTitov Viacheslav Andriiovych, Tryvailo Mykhailo Semenovych, Borys Ruslan Stepanovych
Назва патенту російськоюСпособ изготовления биметаллических изделий
Автори російськоюТитов Вячеслав Андреевич, Тривайло Михаил Семенович, Борис Руслан Степанович
МПК / Мітки
МПК: B21C 23/22, B23K 20/00, B21D 22/00
Мітки: виробів, виготовлення, спосіб, біметалевих
Код посилання
<a href="https://ua.patents.su/3-30195-sposib-vigotovlennya-bimetalevikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення біметалевих виробів</a>
Спосіб виготовлення біметалевих виробів
Номер патенту: 17078
Опубліковано: 18.03.1997
Автори: Дорошко Володимир Іванович, Дубасов Василь Михайлович, Семеняка Людмила Іванівна, Карташова Людмила Іванівна
МПК: B21K 5/00
Мітки: спосіб, виробів, виготовлення, біметалевих
Формула / Реферат:
Способ изготовления биметаллических изделий путем выдавливания полости в заготовке, состоящей из основы и плакирующей части в виде вкладыша простой формы (цилиндр или параллелепипед), вставленного заподлицо в глухое отверстие в основе, отличающийся тем, что высоту вкладыша принимают равной максимальной глубине полости изделия, а поперечный размер (диаметр или сторона прямоугольника) берется на 20% больше максимального поперечного размера...
Спосіб виготовлення біметалевих виробів методом зварювання вибухом
Номер патенту: 12553
Опубліковано: 30.04.1999
Автори: Ключко Едуард Іванович, Коваленко Олексій Петрович, Соболєв Валерій Вікторович, Чернай Анатолій Володимирович
МПК: B23K 20/06
Мітки: спосіб, виготовлення, виробів, зварювання, методом, біметалевих, вибухом
Формула / Реферат:
Способ изготовления биметаллических изделий путем сварки взрывом, включающий коаксиальную сборку плакирующей и плакируемой заготовок, размещение вдоль внутренней или внешней поверхности плакирующей заготовки основного заряда взрывчатого вещества, а также нанесение на один из торцов основного заряда инициирующего дополнительного заряда взрывчатого вещества с последующим инициированием взрыва, отличающийся тем, что инициирование взрыва...
Спосіб виготовлення біметалевих виливок

Номер патенту: 735
Опубліковано: 15.12.1993
Автори: Завілінський Анатолій Володимирович, Костенко Георгій Дмитрович, Конопатський Василь Леонідович, Кельвіч Володимир Тихонович
МПК: B22D 19/00
Мітки: виготовлення, спосіб, біметалевих, виливок
Формула / Реферат:
(57) Способ изготовления биметаллических отливок, включающий нагрев заготовки под слоем синтетического шлака, перенос и простановку заготовки в литейную форму и заливку в нее металла наплавляемого слоя, отличающийся тем, что, с целью улучшения качества соединения слоев металлов и стабилизации температурного режима процесса, перенос нагретой заготовки от источника нагрева до литейной формы осуществляют в экранирующем кожухе.
Спосіб виготовлення біметалевих деталей
Номер патенту: 76290
Опубліковано: 17.07.2006
Автори: Шнейдерман Ілля Олександрович, Шнейдерман Олександр Шлемович
МПК: B22D 19/16
Мітки: деталей, виготовлення, біметалевих, спосіб
Формула / Реферат:
Спосіб виготовлення біметалічних деталей, що включає виконання технологічної порожнини на верхній торцевій поверхні заготовки і каналів, які з'єднують порожнину з поверхнею, на яку наплавляють метал, установку в циліндрах формуючих стрижнів, що формують внутрішні порожнини у вигляді зазорів між стрижнями і стінками циліндрів, герметизацію зазорів між стрижнями і заготовкою в донній її частині, розміщення в технологічній порожнині флюсу і...
Спосіб виготовлення біметалевих деталей
Номер патенту: 5646
Опубліковано: 15.03.2005
Автори: Шнейдерман Ілля Олександрович, Шнейдерман Олександр Шлемович
МПК: C23C 2/02
Мітки: біметалевих, виготовлення, спосіб, деталей
Формула / Реферат:
Спосіб виготовлення біметалевих деталей, що включає виконання технологічної порожнини і каналів, що з'єднують порожнину з поверхнею, на яку наплавляють метал, установку стрижнів, що формують внутрішні порожнини, герметизацію зазорів між стрижнями і заготовкою, розміщення в технологічній порожнині флюсу і металу, який наплавляють, нагрівання і витримку заготовки в пристрої для нагрівання до повного плавлення металу, який наплавляють, і...
Попередній патент: Пристрій для судинного анастомозу
Наступний патент: Шихта для виробництва залізорудних котунів
Випадковий патент: Перфторалкілвмісні комплекси з полярними залишками, спосіб їх одержання та їх застосування