Спосіб виготовлення біметалевих деталей
Номер патенту: 76290
Опубліковано: 17.07.2006
Автори: Шнейдерман Олександр Шлемович, Шнейдерман Ілля Олександрович
Формула / Реферат
Спосіб виготовлення біметалічних деталей, що включає виконання технологічної порожнини на верхній торцевій поверхні заготовки і каналів, які з'єднують порожнину з поверхнею, на яку наплавляють метал, установку в циліндрах формуючих стрижнів, що формують внутрішні порожнини у вигляді зазорів між стрижнями і стінками циліндрів, герметизацію зазорів між стрижнями і заготовкою в донній її частині, розміщення в технологічній порожнині флюсу і металу, який наплавляють, нагрівання і витримування заготовки в пристрої для нагрівання до повного плавлення металу, який наплавляють, і заповнення зазорів металом, який наплавляють, витягання заготовки з пристрою для нагрівання й установку термоізоляції технологічної порожнини протягом 1-2 хв, охолодження, видалення формуючих стрижнів і остаточну механічну обробку біметалічної деталі, який відрізняється тим, що попередньо в нагрівальному пристрої встановлюють температуру на 50-200°С вище температури плавлення металу, який наплавляють, занурення заготовки здійснюють таким чином, щоб бічні стінки технологічної порожнини знаходилися на 5-10 мм вище рівня нагрітої солі, витримування у соляній ванні, наприклад із хлористого барію, здійснюють протягом 2-60 хвилин.
Текст
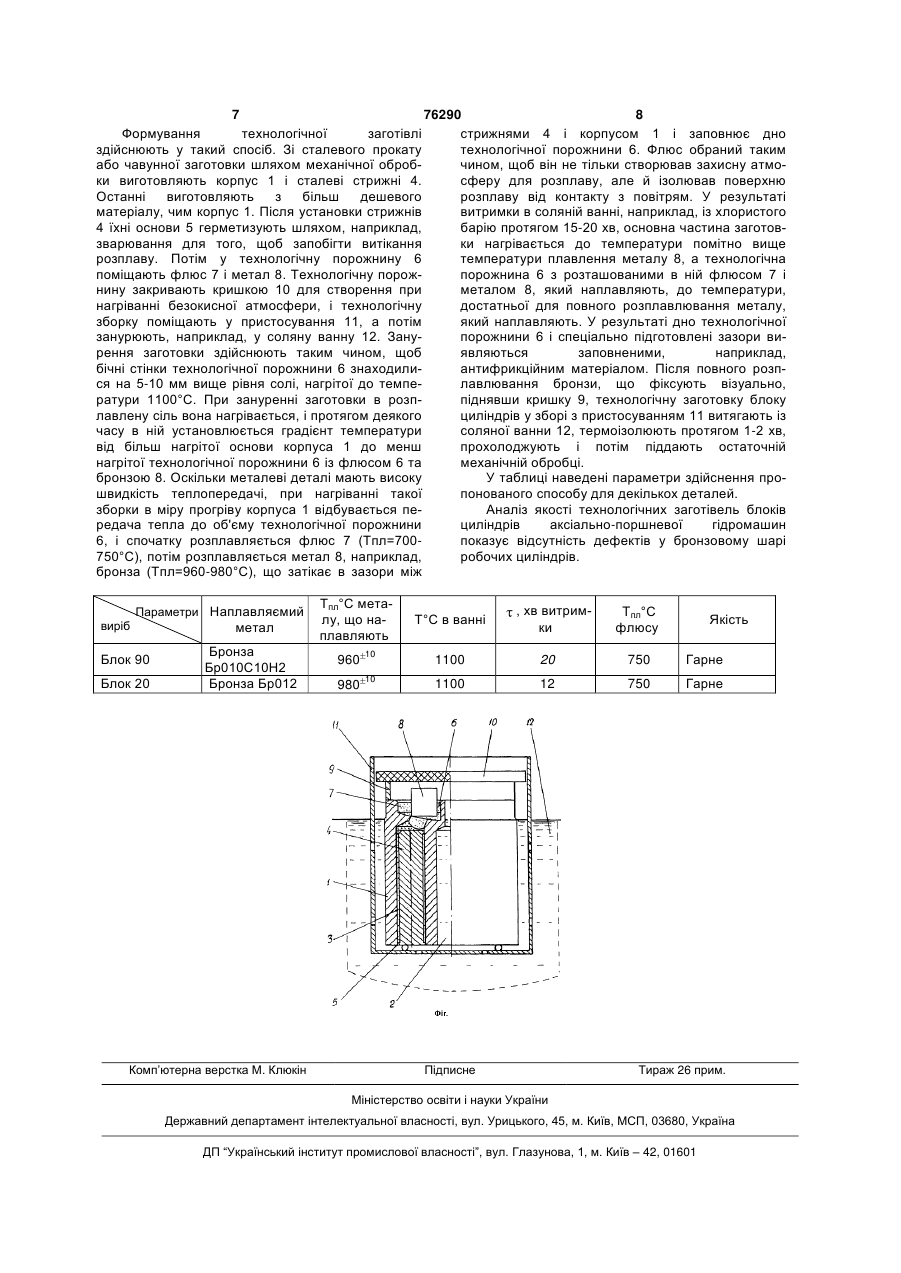
Спосіб виготовлення біметалічних деталей, що включає виконання технологічної порожнини на верхній торцевій поверхні заготовки і каналів, які з'єднують порожнину з поверхнею, на яку наплавляють метал, установку в циліндрах формуючих стрижнів, що формують внутрішні порожни C2 1 3 76290 4 Відомий спосіб виготовлення блоку циліндрів заливається, тому що температура сталі вище аксіально-поршневої гідромашини [див. опис до температури нульової плинності бронзи (930патенту РФ №2063549, М. кл. F 04 В 1/24, опубл. 940°С). Нагрівати сталеву заготовку до темпера10.07.96 p. і № РФ № 2099596, М. кл. F 04 В 1/20, тури більш 970°С недоцільно внаслідок росту зеопубл. 20.12.97], при якому до остаточної обробки рен, особливо при тривалій витримці заготовки в блоку формують заготівлю, що включає корпус із печі в процесі вирівнювання температури по її запресованими втулками (стрижнями) з перерізу. Тому заготовки нагрівають до темпераантифрикційного матеріалу. З боку вхідної частини тури нижче 970°С, а температуру бронзи, що корпуса виконують порожнину, що звужена з боку заливається, підвищують, щоб використовувати вхідної частини корпуса і повідомляється з тепло бронзи для швидкого і короткочасного циліндричними отворами. У порожнину запресопідвищення температури біметалізуємої поверхні. вують антифрикційний матеріал. За оптимальну прийнята температура попередньОстаточна обробка заготовки включає ого прогріву сталевої заготовки до 880-920°С, свердління і розточення втулок (стрижнів) однооскільки при цій температурі не спостерігається часно зі свердлінням і розточенням опорного елеріст зерна навіть при тривалій витримці. Оптимента, свердління і розточення центрального отмальна температура бронзи, що заливається, обвору й запресування шпонкової втулки, остаточну рана в інтервалі 1180-1250°С. обробку сфери. Використання описаної вище технології Формування такої заготовки включає штампудозволяє одержати заготовки з якісним і вання корпуса і вхідної порожнини з ребрами, обстабільним зчепленням бронзи зі сталлю. Ультраробку сферичної поверхні під бронзування, бронзвуковий контроль підтвердив відсутність у зування сферичної поверхні в прохідній печі, біметалічних заготовках блоку циліндрів приховадробоструйну обробку вхідної порожнини, протоних дефектів, таких, як неметалічні включення, чування кільцевої канавки у вхідній порожнині, неспаї й ін. обточування зовнішнього діаметра, обробку торців Однак такий спосіб має істотний недолік, який на токарському верстаті, свердління, зенкерування полягає в тім, що вимагає великої витрати дорогоотворів циліндрів у сталевому корпусі, зняття фаго кольорового металу, який залишається в сок, знежирення порожнини отворів циліндрів корливниковій системі, а при остаточній обробці пуса в струйно-мийній машині лужним розчином, отворів переходить у стружку. промивання в холодній, гарячій воді, сушіння, наНайбільш близьким до рішення, що несення флюсу, легкоплавкого сплаву на поверхзаявляється, по призначенню, технічній сутності і ню циліндрів, виготовлення втулок із трубних загорезультатові, що досягається, при використанні є товок або стрижнів, нагрівання корпуса блоку, спосіб виготовлення біметалічних деталей, який запресування втулок (стрижнів) у циліндричні отвключає виконання технологічної порожнини і вори корпуса, опресування вхідної порожнини каналів, що з'єднують порожнину з поверхнею, на блоку антифрикційним матеріалом, і тільки після яку наплавляють метал, установку стрижнів, що цього остаточну механічну обробку заготовки блоформують внутрішні порожнини, герметизацію ку. зазорів між стрижнями і заготовкою, розміщення в Застосування в промисловості описаного витехнологічній порожнині флюсу і металу, який наще способу формування заготовки блоку плавляють, нагрівання і витримку заготовки в аксіально-поршневої гідромашини дозволяє, на пристрої для нагрівання до повного плавлення думку авторів, використовувати спосіб зборки заметалу, який наплавляють, і заповнення зазорів, готовки економічно більш вигідний, підвищити витяг заготовки з пристрою для нагрівання й устаякість і надійність блоків, автоматизувати процес новку термоізоляції технологічної порожнини прозборки. тягом 1-2 хв, охолодження, видалення формуючих Однак використання методу створення стрижнів і остаточну механічну обробку [див. опис біметалічного виробу шляхом пресування вимагає до патенту України № 17743, В 22 D 19/00, опубл. спеціального підходу до конструкції заготовки, 20.05.97 р.], при цьому нагрівання заготовки перед формі окремих складових заготовки і спеціальних нанесенням сплаву, який наплавляють, операцій, що передують остаточній обробці блоку здійснюють у соляній ванні з температурою близьциліндрів і, проте, не забезпечує надійне зчепленко 1120°С. ня основного металу й антифрикційного шару. Описаний вище спосіб забезпечує можливість Відома також технологія біметалізації блоку використання дозованої кількості кольорового мециліндрів гідроприводів методом лиття [див. Литалу. Крім того, при здійсненні плавлення в варне виробництво, № 2, 1981], при якій одержуприсутності флюсу відбувається очищення ють заготовки блоку циліндрів, яка складається з поверхні заготовки й одночасне рафінування мекорпуса, отриманого шляхом попередньої талу, який наплавляють, що істотно підвищує механічної і хімічної обробки, і антифрикційного якість зчеплення, зменшує кількість дефектів у сплаву, який заливають бронзою через ливникову шарі, який наплавляють. систему. Проте, унаслідок нерівномірності прогріву осДослідження показали, що з ростом темперанови заготовки не виключено, що в окремих зонах тури нагрівання сталевої заготовки до 1080°С температура нагрівання не перевищує температуміцність зчеплення сталі з бронзою збільшується. ри прогріву дна технологічної порожнини, тому Якісне зчеплення бронзи зі сталлю при 945-1080°С розплавлена бронза після протікання в обумовлено гарним видаленням флюсу з поверхні передбачені конструкцією зазори контактує з оссталевої заготовки потоком бронзи, яка новою, температура якої нижче температури роз 5 76290 6 плаву. У цьому випадку не гарантоване надійне стрижнів і остаточну механічну обробку, відповідно зчеплення бронзового шару з основою і можливе до винаходу, попередньо в нагрівальному утворення дефектів. На практиці при бронзуванні пристрої встановлюють температуру на 50-200°С по описаному способу (патент України №17743, вище температури плавлення металу, який наB22D 19/00, опубл. 20.05.97 p.) дефекти в плавляють, нагрівання заготовки ведуть таким циліндрах заготовки виявлялися тільки з боку від чином, щоб технологічна порожнина із металом, заготовки, де прогрів відставав у зв'язку з який наплавляють, прогрівалася в останню чергу наявністю повітряної пробки в центральному за рахунок тепла, переданого від основи, а загоканалі. Для виключення подібного ефекту і товку після приміщення в нагрівальний пристрій підвищення швидкості прогріву заготовки в ній витримують протягом 2-60 хв. виконується наскрізний центральний канал. У Температуру в нагрівальному пристрої і час цьому випадку вдається збільшити загальну витримки в ньому вибирають у залежності від швидкість нагрівання основи заготовки, забезпепараметрів заготовки. Так для деталей з товщичити її більш рівномірний прогрів і, що ною стінок 5-10 мм час витримки в нагрівальному представляється найбільш важливим, удається пристрої не перевищує 2-3 хв, а температура в домогтися більш швидкого прогріву всієї маси особсязі нагрівального пристрою на 50-60°С вище нови заготовки в порівнянні з прогрівом дна температури плавлення металу, який наплавлятехнологічної порожнини. ють. При роботі з деталями з товщиною стінок до Тому метою технічного рішення, що 250 мм для створення необхідної температури на заявляється, є підвищення якості заготовок шляповерхнях, на які наплавляють, час витримки в хом створення оптимальних умов для формування нагрівальному пристрої може бути порядку 55-60 шару, який наплавляють. хв, а температура може бути на 180-200°С вище В основу винаходу поставлена задача удоскотемператури плавлення металу, який наплавляналення способу виготовлення біметалічних детають. лей, у якому, унаслідок попередньої установки в Як видно з викладу сутності рішення, що нагрівальному пристрої температури на 50-200°С заявляється, воно відрізняється від прототипу і, вище температури плавлення металу, який наотже, є новим. плавляють, і нагрівання заготовки в ньому протяРішення також має винахідницький рівень. гом 2-60 хв таким чином, щоб технологічна порожВідома вже згадана технологія біметалізації блоку нина з флюсом і металом, який наплавляють, циліндрів гідроприводів методом лиття [див. Липрогрівалася нижче температури прогріву основи, варне виробництво, № 2, 1981], при якій але достатньої для повного розплавлювання меантифрикційний сплав заливають через ливникову талу, який наплавляють, створення умов для систему. рівномірного прогріву основи і більш пізнього Принципова відмінність рішення, що прогріву технологічної порожнини із флюсом і мезаявляється, від відомих раніше полягає в тім, що талом, який наплавляють, забезпечується в умови для прогріву заготовки створюють у результаті передачі тепла від основи до флюсу і нагрівальному пристрої попередньо з урахуванням металу, який наплавляють, контакт розплавленого габаритів заготовки, складу флюсу і температури металу з основою, прогрітою до більш високої металу, який наплавляють. Нагрівання заготовки температури, захист металу, який наплавляють, на початковій стадії здійснюють за умови зберевід впливу навколишньої атмосфери, оптимальні ження градієнта температури від основи заготовки умови для змочування поверхні, що покривається, з більш високою температурою до технологічної при контакті твердої основи і рідкого металу, а порожнини із флюсом і металом, який наплавляпотім для кристалізації металу, який наплавляють, ють, з менш високою температурою, що і дозволяє мінімізація кількості об'ємних дефектів типу газопідвищити якість шару, який наплавляють. Крім вих пір, раковин, неметалічних включень, усадочтого, спосіб дозволяє звести до мінімуму витрати них дефектів, а також стабільність складу металу, кольорового металу. який наплавляють, і за рахунок цього Пропоноване технічне рішення промислово поліпшується зчеплення металу, який наплавлязастосовне, оскільки його використовують у даний ють, з основою, а також зберігаються час на сучасному промисловому устаткуванні. експлуатаційні властивості металу, який наплавПропонований спосіб пояснює креслення, яке ляють, наприклад, антифрикційні властивості. наведене на фігурі. Поставлена задача вирішується тим, що у Заготовка блоку циліндрів аксіальновідомому способі виготовлення біметалічних депоршневої гідромашини містить корпус 1 з осьоталей, який включає виконання технологічної повим отвором 2 і отворами 3, розташованими по рожнини і каналів, що з'єднують порожнину з поокружності, а також циліндричні стрижні 4, верхнею, на яку наплавляють, установку стрижнів, встановлені в отворах, розташованих по що формують внутрішні порожнини, герметизацію окружності, і виконані з можливістю фіксування зазорів між стрижнями і заготовкою, розміщення в одного їхнього кінця 5 у основі корпуса шляхом технологічній порожнині флюсу і металу, який нагерметичного зварювання. У технологічній плавляють, нагрівання і витримку заготовки в порожнині 6 розміщають флюс 7 і метал 8, який пристрої для нагрівання до повного плавлення наплавляють, наприклад, бронзу. Об'єм металу, який наплавляють, і заповнення зазорів, технологічній порожнині 6 збільшують за рахунок витяг заготовки з пристрою для нагрівання й устаустановки на корпусі 1 кільця 9. Зборку закривають новку термоізоляції технологічної порожнини прографітовою кришкою 10 і встановлюють у тягом 1-2 хв, охолодження, видалення формуючих пристосуванні 11. 7 76290 8 Формування технологічної заготівлі стрижнями 4 і корпусом 1 і заповнює дно здійснюють у такий спосіб. Зі сталевого прокату технологічної порожнини 6. Флюс обраний таким або чавунної заготовки шляхом механічної обробчином, щоб він не тільки створював захисну атмоки виготовляють корпус 1 і сталеві стрижні 4. сферу для розплаву, але й ізолював поверхню Останні виготовляють з більш дешевого розплаву від контакту з повітрям. У результаті матеріалу, чим корпус 1. Після установки стрижнів витримки в соляній ванні, наприклад, із хлористого 4 їхні основи 5 герметизують шляхом, наприклад, барію протягом 15-20 хв, основна частина заготовзварювання для того, щоб запобігти витікання ки нагрівається до температури помітно вище розплаву. Потім у технологічну порожнину 6 температури плавлення металу 8, а технологічна поміщають флюс 7 і метал 8. Технологічну порожпорожнина 6 з розташованими в ній флюсом 7 і нину закривають кришкою 10 для створення при металом 8, який наплавляють, до температури, нагріванні безокисної атмосфери, і технологічну достатньої для повного розплавлювання металу, зборку поміщають у пристосування 11, а потім який наплавляють. У результаті дно технологічної занурюють, наприклад, у соляну ванну 12. Занупорожнини 6 і спеціально підготовлені зазори вирення заготовки здійснюють таким чином, щоб являються заповненими, наприклад, бічні стінки технологічної порожнини 6 знаходилиантифрикційним матеріалом. Після повного розпся на 5-10 мм вище рівня солі, нагрітої до темпелавлювання бронзи, що фіксують візуально, ратури 1100°С. При зануренні заготовки в розппіднявши кришку 9, технологічну заготовку блоку лавлену сіль вона нагрівається, і протягом деякого циліндрів у зборі з пристосуванням 11 витягають із часу в ній установлюється градієнт температури соляної ванни 12, термоізолюють протягом 1-2 хв, від більш нагрітої основи корпуса 1 до менш прохолоджують і потім піддають остаточній нагрітої технологічної порожнини 6 із флюсом 6 та механічній обробці. бронзою 8. Оскільки металеві деталі мають високу У таблиці наведені параметри здійснення прошвидкість теплопередачі, при нагріванні такої понованого способу для декількох деталей. зборки в міру прогріву корпуса 1 відбувається пеАналіз якості технологічних заготівель блоків редача тепла до об'єму технологічної порожнини циліндрів аксіально-поршневої гідромашин 6, і спочатку розплавляється флюс 7 (Тпл=700показує відсутність дефектів у бронзовому шарі 750°С), потім розплавляється метал 8, наприклад, робочих циліндрів. бронза (Тпл=960-980°С), що затікає в зазори між Параметри Наплавляємий виріб Блок 90 Блок 20 метал Бронза Бр010С10Н2 Бронза Бр012 Комп’ютерна верстка М. Клюкін Тпл°С металу, що наплавляють Т°С в ванні , хв витримки Tпл°С флюсу Якість 960 10 1100 20 750 Гарне 980 10 1100 12 750 Гарне Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of bimetallic elements
Автори англійськоюShneiderman Oleksandr Shlemovych
Назва патенту російськоюСпособ изготовления биметаллических деталей
Автори російськоюШнейдерман Александр Шлемович
МПК / Мітки
МПК: B22D 19/16
Мітки: виготовлення, біметалевих, деталей, спосіб
Код посилання
<a href="https://ua.patents.su/4-76290-sposib-vigotovlennya-bimetalevikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення біметалевих деталей</a>
Спосіб виготовлення біметалевих деталей
Номер патенту: 5646
Опубліковано: 15.03.2005
Автори: Шнейдерман Олександр Шлемович, Шнейдерман Ілля Олександрович
МПК: C23C 2/02
Мітки: спосіб, біметалевих, виготовлення, деталей
Формула / Реферат:
Спосіб виготовлення біметалевих деталей, що включає виконання технологічної порожнини і каналів, що з'єднують порожнину з поверхнею, на яку наплавляють метал, установку стрижнів, що формують внутрішні порожнини, герметизацію зазорів між стрижнями і заготовкою, розміщення в технологічній порожнині флюсу і металу, який наплавляють, нагрівання і витримку заготовки в пристрої для нагрівання до повного плавлення металу, який наплавляють, і...
Спосіб виготовлення біметалевих деталей
Номер патенту: 3420
Опубліковано: 15.11.2004
Автори: Олейніченко Олександр Анатолійович, Тропп Валентин Юхимович
МПК: B22D 19/00
Мітки: біметалевих, виготовлення, спосіб, деталей
Формула / Реферат:
Спосіб виготовлення біметалевих деталей наплавлюванням легкоплавкого сплаву на тугоплавку основу, що включає виконання технологічної порожнини на верхній торцевій поверхні заготовки, а в основі заготовки - глухих циліндричних отворів, розташованих по колу, зверху, збоку технологічної порожнини таким чином, що їх глухі кінці направлені до суцільної донної частини заготовки, установлення формувальних стрижнів в глухі циліндричні отвори зверху,...
Спосіб виготовлення біметалевих деталей
Номер патенту: 53165
Опубліковано: 15.01.2003
Автори: Ліщенко Ігор Геннадійович, Шнейдерман Олександр Шлемович, Шаповалов Геннадій Георгійович, Шнейдерман Ілля Олександрович
МПК: B22D 19/00
Мітки: біметалевих, виготовлення, деталей, спосіб
Формула / Реферат:
1. Спосіб виготовлення біметалевих деталей, переважно заготовок блоків циліндрів аксіально-поршневих гідромашин, наплавлюванням легкоплавкого сплаву, наприклад бронзи, на тугоплавку основу, наприклад стальну, що включає виконання технологічної порожнини на верхній торцевій поверхні заготовки, а в основі заготовки глухих циліндричних отворів, розташованих по колу, установлення в них та закріплення формувальних стрижнів із металу з температурою...
Спосіб виготовлення заготовок біметалевих блоків циліндрів аксіально-поршневих гідромашин
Номер патенту: 5925
Опубліковано: 15.03.2005
Автор: Коржуков Володимир Миколайович
МПК: B22D 19/00
Мітки: аксіально-поршневих, гідромашин, заготовок, блоків, виготовлення, біметалевих, циліндрів, спосіб
Формула / Реферат:
1. Спосіб виготовлення біметалевих блоків циліндрів аксіально-поршневих гідромашин наплавлюванням легкоплавкого сплаву, наприклад бронзи, на тугоплавку основу, наприклад стальну, що включає виконання по центральній осі заготовки отвору, технологічної порожнини на верхній торцевій поверхні заготовки, а в основі заготовки зі сторони її нижньої торцевої поверхні - аксіальних циліндричних отворів, розташованих по колу, а також каналів, що...
Спосіб виготовленя біметалевих деталей
Номер патенту: 17743
Опубліковано: 20.05.1997
Автори: Нікітін Ігор Арнольдович, Шнейдерман Олександр Шлемович
МПК: B23K 20/14, B22D 19/00
Мітки: деталей, біметалевих, виготовленя, спосіб
Формула / Реферат:
1. Способ изготовления биметаллических деталей, преимущественно заготовок блоков цилиндров аксиально-поршневых гидромашин, наплавкой легкоплавкого сплава, например, бронзы, на тугоплавкую основу, например, стальную, включающий выполнение технологической полости на верхней торцовой поверхности заготовки и каналов, соединяющих полость с наплавляемой поверхностью цилиндров, установку в цилиндрах формирующих стержней из металла с температурой...
Попередній патент: Пристрій для закріплення рухомого залізничного складу
Наступний патент: Ведучий міст пасажирського транспортного засобу
Випадковий патент: Пристрій для охолодження повітря в лаві