Спосіб ремонту ковшів кар`єрних екскаваторів
Номер патенту: 30305
Опубліковано: 25.02.2008
Автори: Рябцев Ігор Олександрович, Куліш Олександр Павлович, Чирков Ігор Анатольович, Кусков Юрій Михайлович, Байда Андрій Володимирович
Формула / Реферат
1. Спосіб ремонту ковшів кар’єрних екскаваторів, що включає багатошарове напівавтоматичне наплавлення зношених верхньої і бокових поверхонь передньої стінки самозахисними порошковими дротами, який відрізняється тим, що наплавлення виконують з використанням самозахисного порошкового дроту ПП-АН105 диференційовано залежно від величини зношування так, що при величині зношування більше 20-30 мм у зону зношення вводять вставні елементи із сталі 110Г13Л, що відповідає за хімічним складом основному металу, причому товщина вставних елементів становить 25-30 % від товщини передньої стінки ковша, а товщина шарів, що наплавляють, перебуває в межах 15-30 мм, причому при меншому зношуванні наплавлення виконують без використання вставних елементів.
2. Спосіб за п. 1, який відрізняється тим, що наплавлення з використанням вставних елементів виконують так, що їх установлюють по середині товщини зношеної поверхні і їх форма відповідає формі зазначеної поверхні.
3. Спосіб за п. 1, який відрізняється тим, що наплавлення верхньої площини передньої стінки ковша без вставних елементів виконують у вигляді окремих несучих смуг шириною 30-50 мм, що розташовані одна від одної на відстані не більше 50 мм, а наплавлення бокових поверхонь виконують у вигляді сітки з розміром 50-70 мм.
Текст
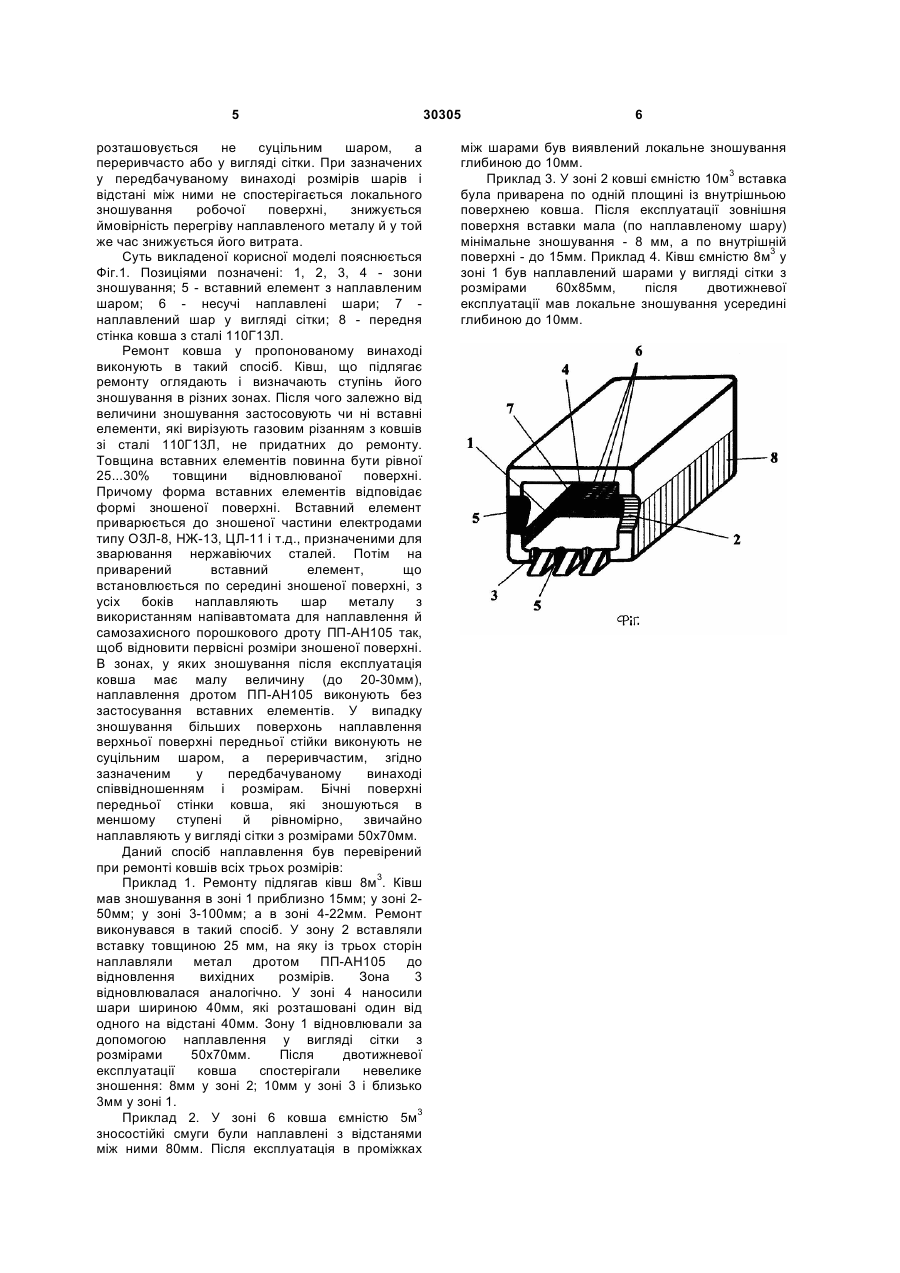
1. Спосіб ремонту ковшів кар’єрних екскаваторів, що включає багатошарове напівавтоматичне наплавлення зношених верхньої і бокових поверхонь передньої стінки самозахисними порошковими дротами, який відрізняється тим, що наплавлення виконують з використанням самозахисного порошкового дроту ПП-АН105 диференційовано залежно від величини U 2 (19) 1 3 більше 10-12мм, при зношуванні поверхні черпака, що сягає 20-25мм. Однак цьому способу властиві істотні недоліки: 1. Відомо, що при зварюванні сталь 110Г13Л схильна до утворення тріщин внаслідок того, що в ній практично завжди є фосфор, що утворить легкоплавку евтектику. Негативний вплив на тріщиностійкість дає також малий коефіцієнт лінійного розширення та характерна для цієї сталі значна усадка при кристалізації. Якщо на цю сталь роблять наплавлення зазначеними дротами без підігріву, то уникнути тріщин у наплавленому металі, перехідній зоні та відколів наплавленого шару від основного металу практично неможлива. Наявність тріщин при наплавленні не заперечують й автори цього способу. 2. Сам наплавлений високолегований хромистий метал, який отримують при використанні даних порошкових дротів, схильний до тріщиноутворення, особливо при нанесенні товстих шарів. Тому, як зазначено вище, для зниження зварювальних напружень наносять не більше трьох шарів загальною товщиною не більше 10...12мм, хоча зношування деталі, яка ремонтується, може бути в 2...2,5 рази вище в порівнянні з товщиною наплавленого металу. 3. Для ремонту застосовуються матеріали для наплавлення, до складу яких входять дефіцитні й дуже коштовні легуючі елементи: хром, молібден, ванадій, вольфрам. Тому при більших обсягах металу, що наплавляють, вартість виконання ремонтних робіт буде різко зростати, а доцільність їхнього виконання вже не буде однозначно вигідної. Задачею запропонованої корисної моделі є вдосконалення способу ремонту ковшів за рахунок введення в зони зношування більше 20-30мм вставних елементів зі сталі, що відповідає основному металу, тобто зі сталі 110Г13Л, які розташовуються по середині товщини зношеної поверхні, а їхня форма відповідає формі зазначеної поверхні, причому вставні елементи облицьовуються шаром металу, який наплавляється самозахисним порошковим дротом ПП-АН105 та забезпечує одержання наплавленого металу 110Г13Н4, що наближається по складу до сталі 110Г13Л. У випадку, якщо зношування становить менш 25-30мм, то зношені зони наплавляють цим же дротом без використання вставок, причому наплавлення виконують як суцільними шарами, так і переривчастими, зокрема, у вигляді сітки. Таким чином, по запропонованому способу ремонт ковшів виконують багатошаровим напівавтоматичним наплавленням зношених верхньої і бокових поверхонь передньої стінки диференційовано залежно від величини зношування так, що при величині зношування більше 20...30мм у зношені зони вводять вставні елементи зі сталі, що відповідає по хімічному складі основному металу, тобто сталі 110Г13Л, причому товщина вставних елементів становить 25...30% від товщини передньої стінки ковша, а товщина шарів, які наплавляють на них, перебуває 30305 4 в межах 15...30мм; при меншому зношуванні наплавлення виконують без використання вставних елементів. Наплавлення виконують самозахисним порошковим дротом ПП-АН105. Наплавлення з використанням вставних елементів виконують так, що їх встановлюють по середині товщини зношеної поверхні, і їхня форма відповідає формі зазначеної поверхні. Наплавлення верхньої площини передньої стінки ковша без вставних елементів виконують у вигляді окремих смуг шириною 30...50мм, які розташовані одна від одної на відстань не більше 50мм, а наплавлення бокових поверхонь виконують у вигляді сітки з розмірами 50x70мм. Розроблений в ІЕЗ ім.Є.О.Патона самозахисний порошковий дріт марки ПП-АН105 забезпечує одержання при наплавленні металу наступного хімічного складу (масс, частка елементів, %): С=0,9; Μn=13-14; Si=0,5; Ni=4. Тривале випробування цього дроту при наплавленні різних деталей зі сталі 110Г13Л, зокрема, хрестовин стрілочних залізничних перетинів [Кондратьев И.А. Опыт наплавки крестовин стрелочных переводов из стали Г13 //Сварщик. - 1998. - №3. - С.8] показує, що наплавлений метал стійкий проти виникнення тріщин при товщині шарів до 25...30мм і навіть у ряді випадків до 40мм. Тому застосування дроту цієї марки дозволяє не тільки підвищити тріщиностійкість наплавленого виробу, але й знизити матеріальні витрати при ремонті ковшів. Диференційоване виконання ремонтних робіт залежно від величини зношування дозволяє не тількибільш раціонально витрачати матеріал, що наплавляється, але й виключити утворення в ньому тріщин, тому що зі збільшенням товщини наплавленого металу (навіть при застосуванні оптимального порошкового дроту ПП-АН105, метал якої значно менш схильний до утворення тріщин у порівнянні з відомими дротами) істотно зростають зварювальні напруження, що приводять зрештою до появи тріщин у самому наплавленому металі, або до його відколу від основного металу. Використання вставних елементів, які по хімічному складі відповідають основному металу й можуть вирізатися газовим різанням зі зношених ковшів, які не підлягають ремонту, дозволяє навіть після повного зношування наплавленого на вставки шару не створювати умови наступного прискореного зношування, тому що абразивному й ударному впливу починає створювати опір сталь 110Г13Л, що має хоча й гіршу стійкість в порівнянні з наплавленим металом, але досить високу в порівнянні зі звичайними конструкційними сталями, що не отримують зміцнення при ударноабразивному зношуванні. При розташуванні вставних елементів по середині товщини зношеного шару вони облицьовуються з усіх боків наплавленим металом і тому процес зношування не здобуває якого-небудь переважного розвитку при експлуатації. При відновленні більших поверхонь, наприклад, верхньої площини передньої стінки з боку задньої стінки ковша або бічних поверхонь передньої стінки наплавлений метал 5 розташовується не суцільним шаром, а переривчасто або у вигляді сітки. При зазначених у передбачуваному винаході розмірів шарів і відстані між ними не спостерігається локального зношування робочої поверхні, знижується ймовірність перегріву наплавленого металу й у той же час знижується його витрата. Суть викладеної корисної моделі пояснюється Фіг.1. Позиціями позначені: 1, 2, 3, 4 - зони зношування; 5 - вставний елемент з наплавленим шаром; 6 - несучі наплавлені шари; 7 наплавлений шар у вигляді сітки; 8 - передня стінка ковша з сталі 110Г13Л. Ремонт ковша у пропонованому винаході виконують в такий спосіб. Ківш, що підлягає ремонту оглядають і визначають ступінь його зношування в різних зонах. Після чого залежно від величини зношування застосовують чи ні вставні елементи, які вирізують газовим різанням з ковшів зі сталі 110Г13Л, не придатних до ремонту. Товщина вставних елементів повинна бути рівної 25...30% товщини відновлюваної поверхні. Причому форма вставних елементів відповідає формі зношеної поверхні. Вставний елемент приварюється до зношеної частини електродами типу ОЗЛ-8, НЖ-13, ЦЛ-11 і т.д., призначеними для зварювання нержавіючих сталей. Потім на приварений вставний елемент, що встановлюється по середині зношеної поверхні, з усіх боків наплавляють шар металу з використанням напівавтомата для наплавлення й самозахисного порошкового дроту ПП-АН105 так, щоб відновити первісні розміри зношеної поверхні. В зонах, у яких зношування після експлуатація ковша має малу величину (до 20-30мм), наплавлення дротом ПП-АН105 виконують без застосування вставних елементів. У випадку зношування більших поверхонь наплавлення верхньої поверхні передньої стійки виконують не суцільним шаром, а переривчастим, згідно зазначеним у передбачуваному винаході співвідношенням і розмірам. Бічні поверхні передньої стінки ковша, які зношуються в меншому ступені й рівномірно, звичайно наплавляють у вигляді сітки з розмірами 50х70мм. Даний спосіб наплавлення був перевірений при ремонті ковшів всіх трьох розмірів: Приклад 1. Ремонту підлягав ківш 8м3. Ківш мав зношування в зоні 1 приблизно 15мм; у зоні 250мм; у зоні 3-100мм; а в зоні 4-22мм. Ремонт виконувався в такий спосіб. У зону 2 вставляли вставку товщиною 25 мм, на яку із трьох сторін наплавляли метал дротом ПП-АН105 до відновлення вихідних розмірів. Зона 3 відновлювалася аналогічно. У зоні 4 наносили шари шириною 40мм, які розташовані один від одного на відстані 40мм. Зону 1 відновлювали за допомогою наплавлення у вигляді сітки з розмірами 50x70мм. Після двотижневої експлуатації ковша спостерігали невелике зношення: 8мм у зоні 2; 10мм у зоні 3 і близько 3мм у зоні 1. Приклад 2. У зоні 6 ковша ємністю 5м3 зносостійкі смуги були наплавлені з відстанями між ними 80мм. Після експлуатація в проміжках 30305 6 між шарами був виявлений локальне зношування глибиною до 10мм. Приклад 3. У зоні 2 ковші ємністю 10м3 вставка була приварена по одній площині із внутрішньою поверхнею ковша. Після експлуатації зовнішня поверхня вставки мала (по наплавленому шару) мінімальне зношування - 8 мм, а по внутрішній поверхні - до 15мм. Приклад 4. Ківш ємністю 8м3 узоні 1 був наплавлений шарами у вигляді сітки з розмірами 60x85мм, після двотижневої експлуатації мав локальне зношування усередині глибиною до 10мм.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of repairing ladles of career excavators
Автори англійськоюKuskov Yurii Mykhailovych, Riabtsev Ihor Oleksandrovych, Kulysh Oleksandr Pavlovych, Chyrkov Ihor Anatoliiovych, Baida Andrii Volodymyrovych
Назва патенту російськоюСпособ ремонта ковшей карьерных экскаваторов
Автори російськоюКусков Юрий Михайлович, Рябцев Игорь Александрович, Кулиш Александр Павлович, Чирков Игорь Анатольевич, Байда Андрей Владимирович
МПК / Мітки
МПК: B23K 25/00
Мітки: ремонту, екскаваторів, ковшів, кар'єрних, спосіб
Код посилання
<a href="https://ua.patents.su/3-30305-sposib-remontu-kovshiv-karehrnikh-ekskavatoriv.html" target="_blank" rel="follow" title="База патентів України">Спосіб ремонту ковшів кар`єрних екскаваторів</a>
Крокуючий хід для важких кар’єрних екскаваторів-лопат
Номер патенту: 46019
Опубліковано: 15.05.2002
Автори: Калашніков Олег Юрійович, Буренко Олександр Георгійович, Марченко Анатолій Іванович, Літвінов Леонід Іванович
МПК: E02F 9/02
Мітки: екскаваторів-лопат, хід, крокуючий, кар'єрних, важких
Формула / Реферат:
Крокуючий хід, переважно для важких кар'єрних екскаваторів-лопат, який включає неповоротну раму, на якій установлено чотири попарно-спряжених в площині руху кривошипних механізмів крокування з опорними лижами, який відрізняється тим, що кожний механізм крокування виконано в вигляді привідних коліс, з розміщеними на їх торцях діаметрально протилежно двома ексцентриками, повернутими всередину і назовні рами, при цьому ексцентрики, які повернуті...
Пристрій для ремонту сталерозливних ковшів
Номер патенту: 17277
Опубліковано: 15.09.2006
Автори: Карбан Володимир Тимофійович, Убийкінь Валерій Васильович
МПК: B22D 41/00
Мітки: сталерозливних, пристрій, ковшів, ремонту
Формула / Реферат:
1. Пристрій для ремонту сталерозливних ковшів, що містить консоль із установленим на ній пристроєм для зварювання, який відрізняється тим, що він додатково обладнаний візком з колісними парами, на якому жорстко закріплений портал з виступаючими нагору краями П-подібної форми, у середній частині якого зверху встановлений стіл, а знизу, співвісно з ним, установлена консоль, виконані з можливістю обертання навколо вертикальної осі, причому...
Спосіб ремонту формуючого ковальсько-пресового інструменту
Номер патенту: 69408
Опубліковано: 15.09.2004
Автори: Лазоркін Віктор Андрійович, Брагінець Віктор Іванович
МПК: B23P 6/04, B22D 19/10
Мітки: ковальсько-пресового, інструменту, формуючого, ремонту, спосіб
Формула / Реферат:
Спосіб ремонту формуючого ковальсько-пресового інструменту, який включає підігрівання його, розплавлення металу на дефектних ділянках робочої поверхні, які мають тріщини, і наплавлення металу на ці ділянки плазмово-дуговим методом, подальшу обробку цих ділянок і термічну обробку інструменту, який відрізняється тим, що наплавлення металу на дефектні ділянки робочої поверхні інструменту здійснюють одночасно з розплавленням поверхневого шару...
Пристрій для ремонту сталерозливних ковшів
Номер патенту: 697
Опубліковано: 15.11.2000
Автори: Сітало Олександр Олександрович, Макшеєв Володимир Миколайович, Слівченко Анатолій Іванович, Вєліченко Людмила Іванівна, Зеленін Іван Матвійович, Івко Володимир Володимирович, Бродський Сергій Сергійович, Учитель Лев Михайлович
МПК: B22D 41/02
Мітки: ремонту, ковшів, сталерозливних, пристрій
Формула / Реферат:
Пристрій для ремонту сталерозливних ковшів, що складається з основи на опорах і підйомної площадки, який відрізняється тим, що підйомна робоча площадка виконана з можливістю вільного переміщення в жорстковстановлєних на поверхні основи напрямних трубах за допомогою трьох шарнірнозакріплених до нижньої поверхні її настилу повзунів, а утримання площадки на необхідному рівні здійснено встановленими на напрямних трубах фіксаторами.
Спосіб попередження пилення прикар’єрних та внутрішньокар’єрних доріг з нежорстким покриттям
Номер патенту: 59943
Опубліковано: 15.09.2003
Автори: Нестеренко Оксана Володимирівна, Брехунов Олександр Васильович, Лапшін Олександр Євгенович, Шпірок Дмитрій Макарович, Назаренко Володимир Никифорович, Гурін Юрій Аркадієвич, Немировський Григорій Ісакович, Мельник Юрій Іванович, Кіковка Олег Вікторович, Некрасов Валентин Григорович, Ратушний В'ячеслав Михайлович
МПК: E21F 5/06, B65G 69/16
Мітки: прикар'єрних, внутрішньокар'єрних, доріг, попередження, пилення, нежорстким, спосіб, покриттям
Формула / Реферат:
1. Спосіб попередження пилення прикар’єрних і внутрішньокар’єрних доріг з нежорстким покриттям при русі по них автотранспорту в сухий і жаркий час доби при періодичному поновленні пилення дороги з концентрацією пилу, що здіймається вище допустимих норм, що включає полив полотна дороги водними розчинами солей хлоридів з необхідною витратою (у л/м2), який відрізняється тим, що полотно дороги попередньо поливають водою із розрахунку її витрати...
Попередній патент: Процес оцінки розвитку атерогенних ускладнень при метаболічному синдромі
Наступний патент: Лопатеве колесо перетворювача енергії потоку середовища
Випадковий патент: Пристрій для підводного горизонтального витягування хребта в динамічному режимі