Волочильний стан для виготовлення труб на короткій нерухомій оправці
Номер патенту: 30801
Опубліковано: 11.03.2008
Автори: Шапіро Ілля Аронович, Коржов Микола Микитович, Лариков Володимир Васильович, Лобанов Олександр Іванович, Півник Юрій Вікторович
Формула / Реферат
Волочильний стан для виготовлення труб на короткій нерухомій оправці, що містить тяговий механізм із волочильним візком, стояк волок, жолоб для заготовки, механізм для встановлення в заготовку короткої оправки по осі волочіння, який відрізняється тим, що між механізмом встановлення оправки в заготовку і жолобом для неї встановлений коригувальний складений пристрій, одна з частин якого, що примикає до жолоба, складається з двох утворюючих калібр пар неприводних роликів, рознесених по вертикалі, при цьому нижня пара роликів розміщена стаціонарно, верхня пара встановлена з можливістю повороту на загальному валу, вісь якого паралельна осі волочіння, а інша частина складеного пристрою являє собою втулку, що має можливість встановлення по осі волочіння.
Текст
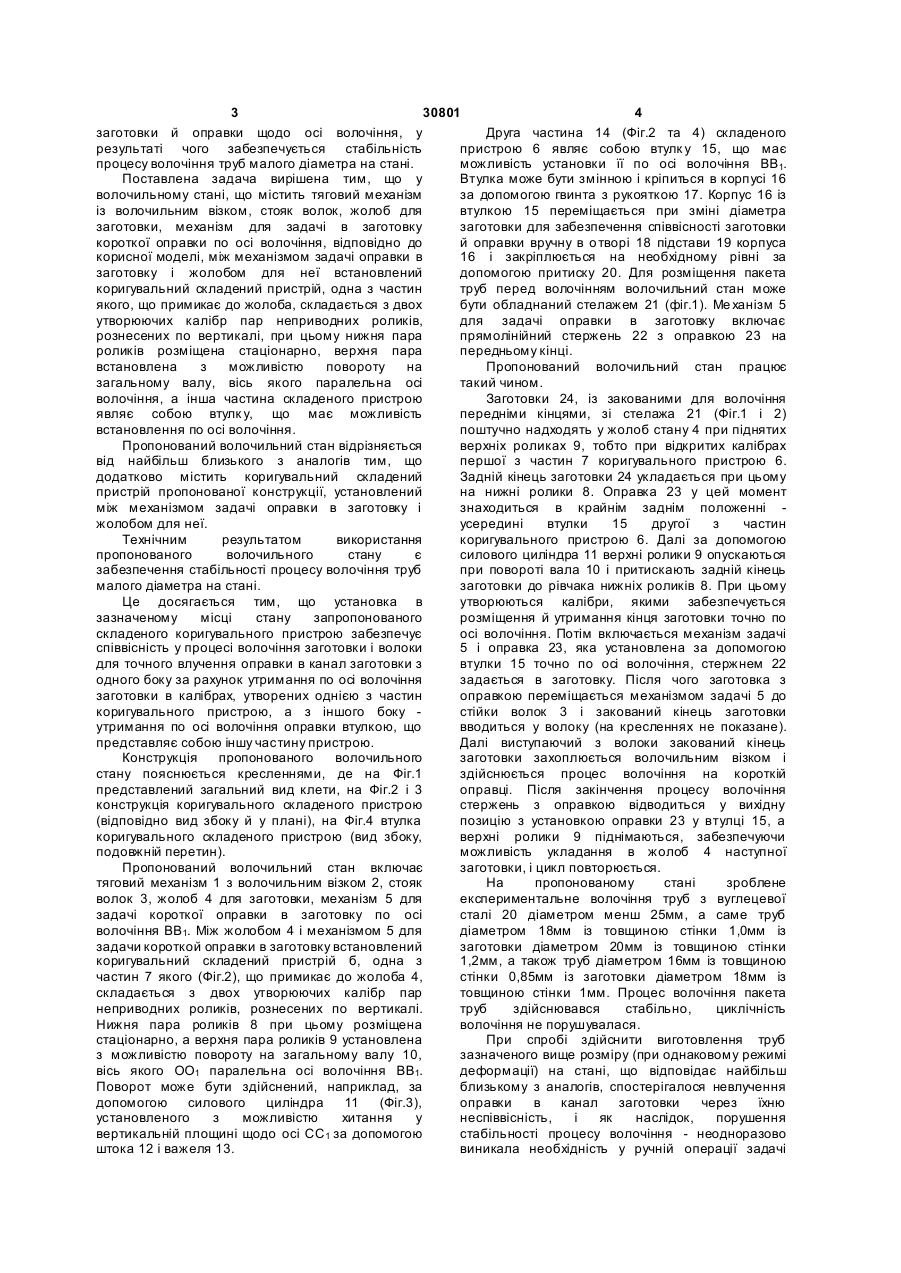
Волочильний стан для виготовлення труб на короткій нерухомій оправці, що містить тяговий 3 30801 4 заготовки й оправки щодо осі волочіння, у Друга частина 14 (Фіг.2 та 4) складеного результаті чого забезпечується стабільність пристрою 6 являє собою втулк у 15, що має процесу волочіння труб малого діаметра на стані. можливість установки її по осі волочіння ВВ1. Поставлена задача вирішена тим, що у Втулка може бути змінною і кріпиться в корпусі 16 волочильному стані, що містить тяговий механізм за допомогою гвинта з рукояткою 17. Корпус 16 із із волочильним візком, стояк волок, жолоб для втулкою 15 переміщається при зміні діаметра заготовки, механізм для задачі в заготовку заготовки для забезпечення співвісності заготовки короткої оправки по осі волочіння, відповідно до й оправки вручну в о творі 18 підстави 19 корпуса корисної моделі, між механізмом задачі оправки в 16 і закріплюється на необхідному рівні за заготовку і жолобом для неї встановлений допомогою притиску 20. Для розміщення пакета коригувальний складений пристрій, одна з частин труб перед волочінням волочильний стан може якого, що примикає до жолоба, складається з двох бути обладнаний стелажем 21 (фіг.1). Ме ханізм 5 утворюючих калібр пар неприводних роликів, для задачі оправки в заготовку включає рознесених по вертикалі, при цьому нижня пара прямолінійний стержень 22 з оправкою 23 на роликів розміщена стаціонарно, верхня пара передньому кінці. встановлена з можливістю повороту на Пропонований волочильний стан працює загальному валу, вісь якого паралельна осі такий чином. волочіння, а інша частина складеного пристрою Заготовки 24, із закованими для волочіння являє собою втулк у, що має можливість передніми кінцями, зі стелажа 21 (Фіг.1 і 2) встановлення по осі волочіння. поштучно надходять у жолоб стану 4 при піднятих Пропонований волочильний стан відрізняється верхніх роликах 9, тобто при відкритих калібрах від найбільш близького з аналогів тим, що першої з частин 7 коригувального пристрою 6. додатково містить коригувальний складений Задній кінець заготовки 24 укладається при цьому пристрій пропонованої конструкції, установлений на нижні ролики 8. Оправка 23 у цей момент між механізмом задачі оправки в заготовку і знаходиться в крайнім заднім положенні жолобом для неї. усередині втулки 15 другої з частин Технічним результатом використання коригувального пристрою 6. Далі за допомогою пропонованого волочильного стану є силового циліндра 11 верхні ролики 9 опускаються забезпечення стабільності процесу волочіння труб при повороті вала 10 і притискають задній кінець малого діаметра на стані. заготовки до рівчака нижніх роликів 8. При цьому Це досягається тим, що установка в утворюються калібри, якими забезпечується зазначеному місці стану запропонованого розміщення й утримання кінця заготовки точно по складеного коригувального пристрою забезпечує осі волочіння. Потім включається механізм задачі співвісність у процесі волочіння заготовки і волоки 5 і оправка 23, яка установлена за допомогою для точного влучення оправки в канал заготовки з втулки 15 точно по осі волочіння, стержнем 22 одного боку за рахунок утримання по осі волочіння задається в заготовку. Після чого заготовка з заготовки в калібрах, утворених однією з частин оправкою переміщається механізмом задачі 5 до коригувального пристрою, а з іншого боку стійки волок 3 і закований кінець заготовки утримання по осі волочіння оправки втулкою, що вводиться у волоку (на кресленнях не показане). представляє собою іншу частину пристрою. Далі виступаючий з волоки закований кінець Конструкція пропонованого волочильного заготовки захоплюється волочильним візком і стану пояснюється кресленнями, де на Фіг.1 здійснюється процес волочіння на короткій представлений загальний вид клети, на Фіг.2 і 3 оправці. Після закінчення процесу волочіння конструкція коригувального складеного пристрою стержень з оправкою відводиться у вихідну (відповідно вид збоку й у плані), на Фіг.4 втулка позицію з установкою оправки 23 у втулці 15, а коригувального складеного пристрою (вид збоку, верхні ролики 9 піднімаються, забезпечуючи подовжній перетин). можливість укладання в жолоб 4 наступної Пропонований волочильний стан включає заготовки, і цикл повторюється. тяговий механізм 1 з волочильним візком 2, стояк На пропонованому стані зроблене волок 3, жолоб 4 для заготовки, механізм 5 для експериментальне волочіння труб з вуглецевої задачі короткої оправки в заготовку по осі сталі 20 діаметром менш 25мм, а саме труб волочіння ВВ1. Між жолобом 4 і механізмом 5 для діаметром 18мм із товщиною стінки 1,0мм із задачи короткой оправки в заготовку встановлений заготовки діаметром 20мм із товщиною стінки коригувальний складений пристрій б, одна з 1,2мм, а також труб діаметром 16мм із товщиною частин 7 якого (Фіг.2), що примикає до жолоба 4, стінки 0,85мм із заготовки діаметром 18мм із складається з двох утворюючих калібр пар товщиною стінки 1мм. Процес волочіння пакета неприводних роликів, рознесених по вертикалі. труб здійснювався стабільно, циклічність Нижня пара роликів 8 при цьому розміщена волочіння не порушувалася. стаціонарно, а верхня пара роликів 9 установлена При спробі здійснити виготовлення труб з можливістю повороту на загальному валу 10, зазначеного вище розміру (при однаковому режимі вісь якого ОО1 паралельна осі волочіння ВВ1. деформації) на стані, що відповідає найбільш Поворот може бути здійснений, наприклад, за близькому з аналогів, спостерігалося невлучення допомогою силового циліндра 11 (Фіг.3), оправки в канал заготовки через їхню установленого з можливістю хитання у неспіввісність, і як наслідок, порушення вертикальній площині щодо осі CС1 за допомогою стабільності процесу волочіння - неодноразово штока 12 і важеля 13. виникала необхідність у ручній операції задачі 5 30801 оправки в заготовку. Продуктивність стану при цьому значно (на 30-35%) знижувалася. Таким чином, використання стану пропонованої конструкції дозволяє при волочінні труб малих діаметрів забезпечити стабільність процесу волочіння, уникнути аварійних ситуацій при задачі оправки в заготовку, виключити при цьому необхідність ручної праці. 6
ДивитисяДодаткова інформація
Назва патенту англійськоюDrawing mill for producing pipes on short fixed mandrel
Автори англійськоюLobanov Oleksandr Ivanovych, Korzhov Mykola Mykytovych, Shapiro Illia Aronovych, Larykov Volodymyr Vasyliovych, Pivnyk Yurii Viktorovych
Назва патенту російськоюВолочильный стан для изготовления труб на короткой неподвижной оправке
Автори російськоюЛобанов Александр Иванович, Коржов Николай Никитович, Шапиро Илья Аронович, Лариков Владимир Васильевич, Пивнык Юрий Викторович
МПК / Мітки
МПК: B21C 1/16
Мітки: оправці, волочильний, стан, труб, виготовлення, нерухомій, короткій
Код посилання
<a href="https://ua.patents.su/3-30801-volochilnijj-stan-dlya-vigotovlennya-trub-na-korotkijj-nerukhomijj-opravci.html" target="_blank" rel="follow" title="База патентів України">Волочильний стан для виготовлення труб на короткій нерухомій оправці</a>
Спосіб багатопрохідної поздовжньої прокатки труб у каліброваних валках на короткій нерухомій оправці

Номер патенту: 72647
Опубліковано: 15.03.2005
Автори: Шифрін Євген Ісайович, Залесський Олександр Іванович, Гуляєва Наталія Юріївна, Позументщиков Віктор Костянтинович, Івченков Сергій Іванович, Гуляєв Юрій Геннадійович, Чуєв Анатолій Васильович, Друян Володимир Михайлович, Козловський Альфред Іванович
МПК: B21B 17/00
Мітки: оправці, спосіб, каліброваних, труб, валках, поздовжньої, багатопрохідної, короткій, прокатки, нерухомій
Формула / Реферат:
Спосіб багатопрохідної поздовжньої прокатки труб у каліброваних валках на короткій нерухомій оправці, відповідно до якого обтиснення заготовки по стінці і зовнішньому радіусу в першому проході здійснюють до площини і за площиною центрів валків, який відрізняється тим, що формозміну заготовки в першому проході здійснюють таким чином, що співвідношення обтиснення заготовки...
Ланцюговий волочильний стан для виготовлення довгомірних мідно-нікелевих труб
Номер патенту: 8301
Опубліковано: 15.07.2005
Автори: Клюєв Андрій Петрович, Клюєв Сергій Петрович, Шпаковскій Вадім
Мітки: виготовлення, труб, мідно-нікелевих, волочильний, довгомірних, ланцюговий, стан
Формула / Реферат:
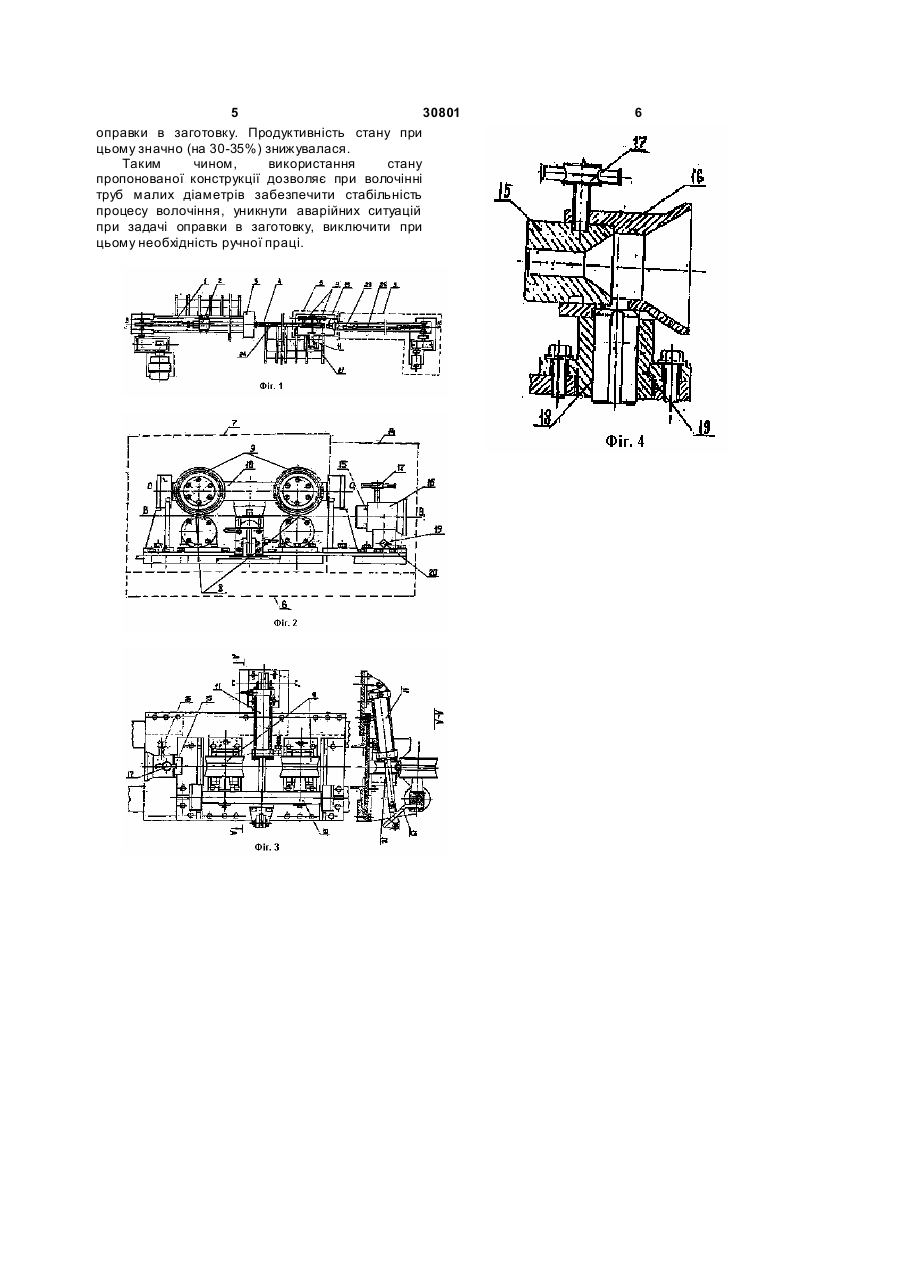
Ланцюговий волочильний стан для виготовлення довгомірних мідно-нікелевих труб, що складається з завантажувального стелажа, станини, нескінченного ланцюга, болта, напрямної труби, приймального стелажа, каретки з механізмом повернення, двигуна головного приводу стана, який відрізняється тим, що довжина завантажувального стелажа становить 11 м, довжина станини становить 17 м, довжина верхньої частини нескінченного ланцюга становить 19 м,...
Волочильний стан для виробництва довгомірних труб, переважно капілярних
Номер патенту: 12749
Опубліковано: 28.02.1997
Автори: Миргородський Євген Вадимович, Орро Юрій Павлович, Мартинов Вячеслав Іванович, Сергєєв Віктор Володимирович, Ламін Алєксандр Борісовіч,, Лобанов Олександр Іванович
МПК: B21C 1/16
Мітки: виробництва, довгомірних, переважно, стан, капілярних, труб, волочильний
Текст:
...и тянущими роликами для перемещения трубы и оправки, размещенными по оси центроватеИей. Отличием предлагаемого стана от известного является снабжение его дополнительными поперечно-передающими устройствами, связывающими линии перемещения извлеченной оправки и стола загрузки при указанном их выполнении и размещении. Технический результат полученный при использовании предлагаемого стана заключается в повышении его производительности путем...
Стан для волочіння труб
Номер патенту: 32954
Опубліковано: 15.02.2001
Автор: Сизоненко Григорій Олександрович
МПК: B21C 1/16
Текст:
...без випусків роликів та оправку з циліндричною калібруючою частиною І обтискуючою, що збільшується до неї поперечним перерізом, ділянкою. Технічним результатом від використання запропонованого стану є те,що при ВОЛОЧІННІ дотичні напруження , які діють оо контактній поверхні ""тсрхйі труби з калібром, спрямовані за ходом волочіння І за рахунок цього вдається збільшити разову деформацію І знизити енергозатрати» Це стає можливим в...
Барабанний волочильний стан

Номер патенту: 20490
Опубліковано: 15.07.1997
Автор: Аркадьєв Віктор Юрьєвич
МПК: B21C 1/02
Мітки: волочильний, стан, барабанний
Формула / Реферат:
Барабанный волочильный стан, содержащий волокодержатель, несущий волоку, тяговый барабан, приводной вал которого кинематически связан с валом тягового барабана и привод вращения которого размещен на подшипниковом узле, подшипниковый узел с противовесом, размещенным на валу тягового барабана, отличающийся тем, что металл с тягового барабана, вал которого соединен с выходом датчика скорости привода тягового барабана, через направляющую...
Попередній патент: Спосіб індикації форми туберкульозу легенів
Наступний патент: Спосіб одержання гранульованих біодобрив з шламових зливів
Випадковий патент: Пристрій для контролю кута нахилу