Спосіб багатопрохідної поздовжньої прокатки труб у каліброваних валках на короткій нерухомій оправці
Номер патенту: 72647
Опубліковано: 15.03.2005
Автори: Шифрін Євген Ісайович, Залесський Олександр Іванович, Козловський Альфред Іванович, Гуляєва Наталія Юріївна, Позументщиков Віктор Костянтинович, Друян Володимир Михайлович, Чуєв Анатолій Васильович, Гуляєв Юрій Геннадійович, Івченков Сергій Іванович

Формула / Реферат
Спосіб багатопрохідної поздовжньої прокатки труб у каліброваних валках на короткій нерухомій оправці, відповідно до якого обтиснення заготовки по стінці і зовнішньому радіусу в першому проході здійснюють до площини і за площиною центрів валків, який відрізняється тим, що формозміну заготовки в першому проході здійснюють таким чином, що співвідношення ![]() обтиснення заготовки по стінці в площині вершин калібра у вхідному конусі осередку деформації і сумарного обтиснення по стінці в площині вершин калібра за прохід в кліті дорівнює величині
обтиснення заготовки по стінці в площині вершин калібра у вхідному конусі осередку деформації і сумарного обтиснення по стінці в площині вершин калібра за прохід в кліті дорівнює величині
де ![]() - показник розподілу сумарної деформації заготовки по стінці в площині вершин калібра за прохід в кліті;
- показник розподілу сумарної деформації заготовки по стінці в площині вершин калібра за прохід в кліті;
![]() , - обтиснення заготовки по стінці в площині вершин калібра на ділянці, що розташована від межі входу гільзи в осередок деформації до площини центрів валків (у вхідному конусі зони деформації), мм;
, - обтиснення заготовки по стінці в площині вершин калібра на ділянці, що розташована від межі входу гільзи в осередок деформації до площини центрів валків (у вхідному конусі зони деформації), мм;
S0h - товщина стінки гільзи на вході в осередок деформації в площині вершин калібра, мм;
Sgh - товщина стінки заготовки у перерізі площини вершин калібра і площини центрів валків, мм;
![]() - сумарна деформація заготовки по стінці в площині вершин калібра за прохід в кліті, мм;
- сумарна деформація заготовки по стінці в площині вершин калібра за прохід в кліті, мм;
Sth - товщина стінки заготовки на виході з осередку деформації в площині вершин калібра, мм;
bk - ширина калібра, мм;
![]() - овальність калібра;
- овальність калібра;
hk - висота калібра, мм;
Doh - зовнішній діаметр гільзи в площині вершин калібра, мм;
![]() - зазор між внутрішньою поверхнею гільзи і поверхнею оправки, мм;
- зазор між внутрішньою поверхнею гільзи і поверхнею оправки, мм;
dog=dgh - діаметр оправки в площині центрів валків (перерізі "перетиску"), мм;
dgh - внутрішній діаметр заготовки в перетині площини вершин калібра і площини центрів валків, мм;
![]() - коефіцієнт;
- коефіцієнт;
RB - радіус валка в площині вершин калібра, мм;
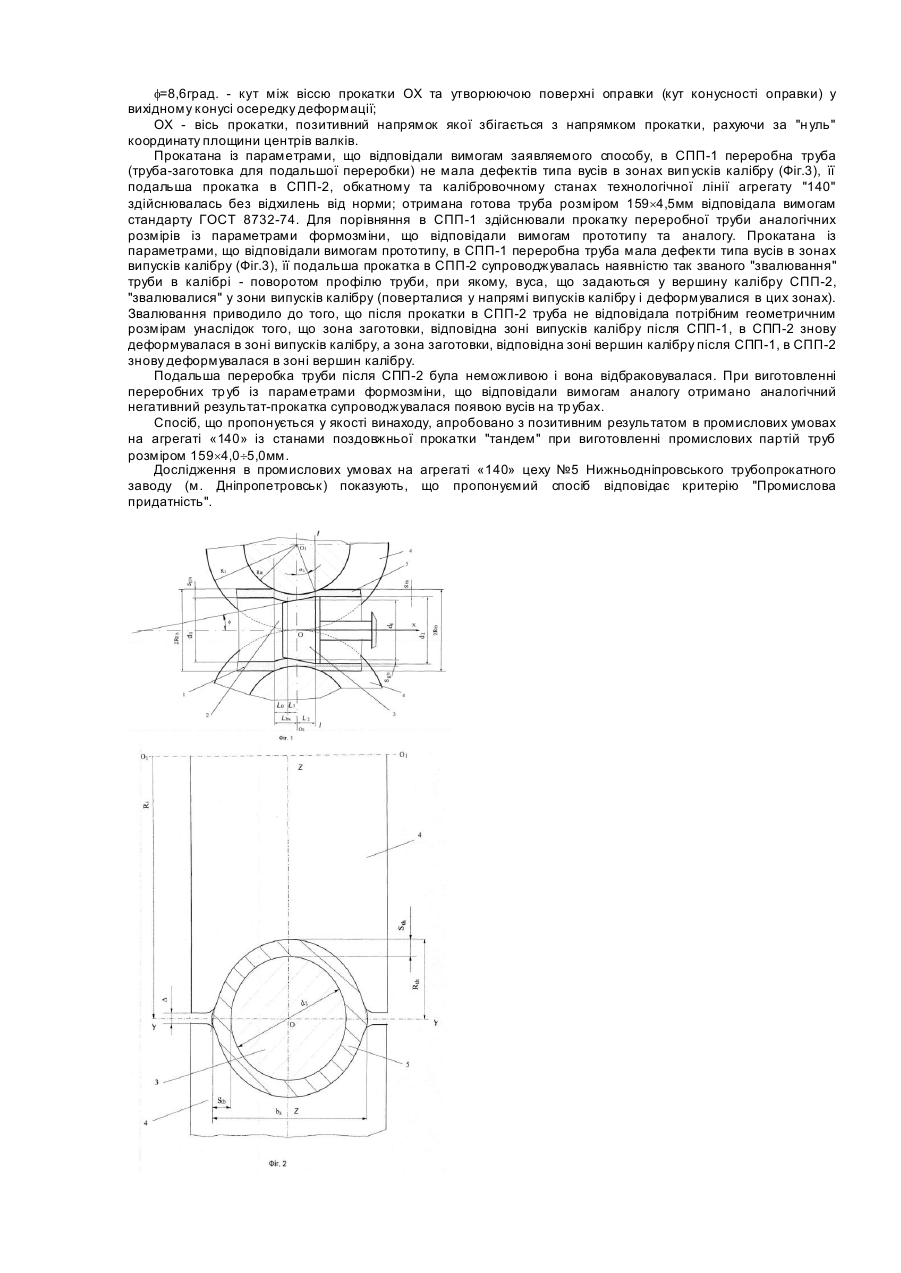
![]() - кут між віссю прокатки ОХ та твірною поверхні оправки (кут конусності оправки) у вихідному конусі осередку деформації, град. (радіан);
- кут між віссю прокатки ОХ та твірною поверхні оправки (кут конусності оправки) у вихідному конусі осередку деформації, град. (радіан);
ОХ - вісь прокатки, позитивний напрямок якої збігається з напрямком прокатки, вважаючи за "нуль" координату площини центрів валків.
Текст
Винахід відноситься до способів обробки металів тиском і може бути використаний при багатопрохідній поздовжній оправочній прокатці безшовних тр уб в одноклітьових автоматичних станах або двоклітьових станах тип у "тандем". Обтиснення заготовки по стінці за один прохід в процесі поздовжньої прокатки в кліті автоматичного стана або кліті стана типу "тандем" характеризують абсолютною деформацією заготовки по стінці в площині вершин калібру, яку обчислюють за формулою (1) DSå h = S0h - S th , DSå h де - сумарна деформація заготовки по стінці в площині вершин калібру, мм; S0h - товщина стінки заготовки на вході в осередок деформації в площині вершин калібру, мм; Sth - товщина стінки труби на виході з осередку деформації в площині вершин калібру, мм. DSå h Розподіл сумарної деформації заготовки по стінці в площині вершин калібру стана поздовжньої прокатки між ділянками зони (осередку) деформації, що розташовані до площини центрів валків і за площиною центрів валків, характеризується показником розподілу деформації в площині вершин калібру за прохід в кліті D S1h dв х = , (2) DS å h дe dвх - показник розподілу сумарної деформації заготовки по стінці в площині вершин калібру за прохід в кліті; DS1h=S 0h-Sgh - обтиснення заготовки по стінці в площині вершин калібру на ділянці, що розташована від межі входу заготовки в осередок деформації до площини центрів валків (у вхідному конусі зони деформації), мм; Sgh - товщина стінки заготовки в перетині площини вершин калібру і площини центрів валків, мм. Існують різні способи розподілу сумарної деформації заготовки по стінці, яку іона отримує в площині вершин калібру (меридіональній площині, що проходить через вісь прокатки та вершини калібру валків) за прохід кліті стана поздовжньої прокатки, між ділянками зони (осередку) деформації, що розташовані до площини центрів валків (діаметральної площини, що проходить через вісі валків) і за площиною центрів валків. Відповідно ці способи характеризуються різними значеннями показника розподілу деформації в площині вершин калібру за прохід в кліті dвх, який характеризує параметри формозміни заготовки в процесі поздовжньої прокатки. Наприклад, відомий спосіб поздовжньої багатопрохідної прокатки труб у каліброваних валках на короткій нерухомій оправці, відповідно до котрого деформацію зменшення зовнішнього радіуса і обтиснення стінки заготовки в кожному з 2-4 проходів здійснюють у вхідному конусі осередку деформації (до площини центрів валків) і закінчують одночасно в площині центрів валків (дивися, наприклад, підручник: В.М. Друян, Ю.Г. Гуляев, С.А. Чукмасов. Теория и технология трубного производства. Дніпропетровськ, Дніпро-ВАЛ, 2001. Рис.2.2.16, стор.339-340 - аналог). Цей спосіб характеризується такими показниками деформації заготовки: (3) DS2h=0; DSå h = D S1h ; DS1h é æ L ç arcsin 1 ê Rв = L1 ê tan j1 + tanç ç ê 2 ç ê è ë (4) öù ÷ú ÷ú, ÷ú ÷ú øû (5) (6) dв х = 1; де DS2h=Sgh-Sth - обтиснення заготовки по стінці в площині вершин калібру на ділянці, що розташована від площини центрів валків до межі виходу тр уби з осередку деформації (в вихідному конусі зони деформації), мм; f1 - кут між віссю прокатки ОХ та утворюючою поверхні оправки (кут конусності оправки) у вхідному конусі осередку деформації, град, (радіан); L1 - довжина уздовж осі прокатки ОХ зони обтиснення стінки у вхідному конусі осередку деформації, мм; Rв - радіус валка в площині вершин калібру, мм; ОХ - вісь прокатки, позитивний напрямок якої збігається з напрямком прокатки, рахуючи за "н уль" координату площини центрів валків. Недоліком цього способу є мала величина можливого обтиснення заготовки по стінці через зрив осьової подачі внаслідок поганих силових умов втягування заготовки валками в зону деформації. Цей недолік обумовлено тим, що при прокатці труб у відповідності із способом-аналогом в осередку деформації, що розташований до площини центрів валків по ходу прокатки, нормальні контактні напруги і нормальні сили, що ініціюються ними, спрямовані протилежно напрямку прокатки як на валках, так і на оправці. Внаслідок указаної орієнтації нормальних сил, можливість підвищення обтиснень по стінці обмежена зривом осьової подачі заготівки. Тому використання цього способу при багатопрохідній прокатці труб у станах поздовжньої прокатки (СПП) забезпечує таке обтиснення по стінці заготовки, що, наприклад, при прокатці за 2 проходи в станах типу "тандем" не перевищує 1,0-2,5мм; це, в свою чергу, обмежує можливу загальну продуктивність трубовиготівельного агрегату (дивися, наприклад, книгу: В.Н. Данченко, А.В. Чус. Продольная прокатка труб. Москва, Металлургия, 1984. Стор.46). Найбільш близьким до заявляємого способу (прототип) є спосіб поздовжньої багатопрохідної прокатки труб у каліброваних валках на короткій Нерухомій оправці, кут конусності котрої у ви хідному конусі осередку деформації на ділянці від площини центрів валків до перетину виходу го тової тр уби з осередку деформації дорівнює f2=150...35°, відповідно до котрого деформацію заготовки по стінці і зовнішньому радіусу в кожному з проходів здійснюють у вхідному конусі осередку деформації і у вихідному конусі осередку деформації довжиною (7) L2=(0,1...0,3)×dc, де L2 - довжина уздовж осі прокатки ОХ зони обтиснення стінки у ви хідному конусі осередку деформації, мм; dc - діаметр циліндричної ділянки оправки, мм; (дивися, наприклад, авторське посвідчення СРСР №567514, М. Кл 2. В21В25/00, 17/02, 1977 - прототип). Цей спосіб характеризується наявністю обтиснення стінки заготовки DSih, яке в кожному з 2-3 проходів в кліті стана поздовжньої прокатки здійснюється: - у вхідному (до площини центрів валків) конусі осередку деформації, де DSih - DS1h обчислюється відповідно до формули (5); - у ви хідному (за площиною центрів валків) конусі осередку деформації, де DSih = DS2h обчислюється відповідно до формули é æ L öù ç arcsin 2 ÷ ú ê Rв ÷ ú (8) DS2h = L 2 ê tan f 2 - tan ç , ç ÷ú ê 2 ç ÷ú ê è øû ë де f2 - кут між віссю прокатки ОХ та утворюючою поверхні оправки (кут конусності оправки) у вихідному конусі осередку деформації, град, (радіан). Таким чином при прокатці у відповідності до способу-прототипу 0 < dвх 5,0-5,5мм. Поява вусів на трубах обумовлена тим, що в першому проході, коли в овальний калібр задається практично кругла гільза (вироблена в прошивному валковому стані або в прошивному пресі), в зонах випусків калібру за площиною центрів валків відбувається інтенсивне обтиснення стінки заготовки, що призводить до значного "затікання" металу в зазор меж валками. Цей факт пояснюється наступним чином. Відносна деформація стінки в випусках калібру дорівнює DSå b (9) eb = , S0b де e b - відносна деформація стінки в випусках калібру; DSå b = S 0b - Stb - абсолютна деформація стінки в площині випусків калібру, мм; S0b - товщина стінки гільзи в площині випусків калібру, мм; Stb - товщина стінки заготовки в площині випусків калібру після першого проходу в стані поздовжньої прокатки, мм. Для параметрів деформації (f2 ,L2), що задекларовані в прототипі, відносна деформація стінки в випусках калібру дорівнює æ D - Dc ö (10) e b = (0,0134... 0,1050)ç 0b - 2 ÷, ç S ÷ 0b è ø де D0b - діаметр гільзи в площині випусків калібру, мм; Dс=D0b-2S0b-dc - зазор між внутрішньою поверхнею гільзи та циліндричною ділянкою оправки, мм. D0b Dc Враховуючи, що для тонкостінних труб S0b >30,0; S0b
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for multipass longitudinal rolling of tube in grooved rolls on short fixed mandrel
Автори англійськоюKozlovskyi Alfred Ivanovych, Huliaiev Yurii Hennadiiovych, Shyfrin Yevhen Isaiovych, Druian Volodymyr Mykhailovych, Ivchenkov Serhii Ivanovych, Chuiev Anatolii Vasyliovych
Назва патенту російськоюСпособ многопроходной продольной прокатки труб в калиброванных валках на короткой неподвижной оправке
Автори російськоюКозловский Альфред Иванович, Гуляев Юрий Геннадиевич, Шифрин Евгений Исаевич, Друян Владимир Михайлович, Ивченков Сергей Иванович, Чуев Анатолий Васильевич
МПК / Мітки
МПК: B21B 17/00
Мітки: поздовжньої, каліброваних, труб, валках, багатопрохідної, оправці, спосіб, короткій, нерухомій, прокатки
Код посилання
<a href="https://ua.patents.su/7-72647-sposib-bagatoprokhidno-pozdovzhno-prokatki-trub-u-kalibrovanikh-valkakh-na-korotkijj-nerukhomijj-opravci.html" target="_blank" rel="follow" title="База патентів України">Спосіб багатопрохідної поздовжньої прокатки труб у каліброваних валках на короткій нерухомій оправці</a>
Спосіб поздовжньої прокатки труб
Номер патенту: 71677
Опубліковано: 15.12.2004
Автори: Шифрін Євген Іссайович, Друян Володимир Михайлович, Гуляєв Юрій Геннадійович, Позументщиков Віктор Костянтинович, Івченков Сергій Іванович, Гуляєва Наталія Юріївна, Чуєв Анатолій Васильович, Залесський Олександр Іванович, Козловський Альфред Іванович
МПК: B21B 17/00
Мітки: поздовжньої, труб, спосіб, прокатки
Формула / Реферат:
Спосіб поздовжньої прокатки труб у каліброваних валках на короткій нерухомій оправці, відповідно до котрого деформацію заготовки по радіусу здійснюють до площини і за площиною центрів валків, а одночасне збільшення зовнішнього радіуса і обтиснення стінки заготовки здійснюють у вихідному конусі осередку деформації, закінчуючи перерізом виходу готової труби з осередку деформації, і при цьому обтиснення стінки заготовки з одночасним збільшенням...
Спосіб подовжньої прокатки труб
Номер патенту: 32933
Опубліковано: 15.02.2001
Автор: Сизоненко Григорій Олександрович
МПК: B21B 17/00
Мітки: подовжньої, труб, прокатки, спосіб
Текст:
...калібром І нерухомого юнусною оправкою. Відміна запропонованого способу від прототипу полягає з ІЗ тому, що обтискування трубчатої заготовки проводять величини не II л ц більшої, ніж діаметр круглого калібра, І деформацію II здійснюють в осередку з круглим без випусків калібром І нерухомою конусною оправкою. Технічним результатом від використання запропонованого способу є те, що він забеспечує задавання трубчатої заготовки в калібр...
Спосіб поздовжньої прокатки труб
Номер патенту: 19510
Опубліковано: 25.12.1997
Автор: Сизоненко Григорій Олександрович
МПК: B21B 17/00
Мітки: поздовжньої, прокатки, труб, спосіб
Формула / Реферат:
Способ продольной прокатки труб, включающий деформацию трубчатой заготовки ручьевыми валками на удерживаемой оправке с цилиндрической калибрующей частью и с обжимным, прилегающим к ней большим сечением, участком, например, коническим, отличающийся тем, что деформацию осуществляют в круглом без выпусков калибре при соотношениигде tзаг, tтр - толщина стенки соответственно трубчатой заготовки и трубы;Δ tоп - величина...
Спосіб поздовжньої прокатки труб
Номер патенту: 19508
Опубліковано: 25.12.1997
Автор: Сизоненко Григорій Олександрович
МПК: B21B 17/00
Мітки: труб, прокатки, поздовжньої, спосіб
Формула / Реферат:
Способ продольной прокатки труб, при котором трубчатую заготовку деформируют с неравномерным по ее периметру обжатием стенки на оправке ручьевыми валками с овальным калибром и с круглым без выпусков калибром, отличающийся тем, что неравномерное обжатие стенки трубчатой заготовки производят на величину, определяемую соотношениемгде Δt - величина разностенности по периметру трубчатой заготовки на участках,...
Інструмент стану поздовжньої прокатки труб
Номер патенту: 19509
Опубліковано: 25.12.1997
Автор: Сизоненко Григорій Олександрович
МПК: B21B 17/00
Мітки: поздовжньої, труб, інструмент, стану, прокатки
Формула / Реферат:
Инструмент стана продольной прокатки труб, включающий последовательно расположенные по ходу прокатки ручьевые валки с овальным и круглым без выпусков калибром и закрепленную ступенчатую оправку с числом ступеней, соответствующим числу калибров, отличающийся тем, что ручьевые валки установлены с расположением разъемов калибров в одной плоскости и размещенная в круглом без выпусков калибре ступень оправки имеет цилиндрическую калибрующую часть...
Попередній патент: Зубчата передача
Наступний патент: Спосіб оцінки ефективності лікування запальних захворювань придатків матки хламідійної етіології
Випадковий патент: Спосіб екстракції катаракти з імплантацією гнучких штучних кришталиків