Спосіб виготовлення цанг
Номер патенту: 30989
Опубліковано: 15.12.2000
Автори: Кузнецов Юрій Миколайович, Редько Ростислав Григорович, Гордєєв Олександр Федорович
Формула / Реферат
1. Спосіб виготовлення цанг, що включає кінцеву механічну обробку зовнішньої і внутрішньої поверхонь губок після термообробки, який відрізняється тим, що в якості заготовки прийнята зношена затискна цанга, яку відновлюють шляхом зовнішнього шліфування конічної і внутрішнього шліфування циліндричної поверхонь губок цанги при здеформованих пелюстках.
2. Спосіб виготовлення цанг по п.1, який відрізняється тим, що цангу відновлюють шляхом спочатку зовнішнього шліфування конічної поверхні губок на оправці, діаметр якої рівний або менший діаметра робочого отвору, а потім внутрішнього шліфування робочого при здеформованих губках і пелюстках на величину кута зведення, причому величина кута зовнішньої поверхні губок виконується більшою кута конічного отвору шпинделя на величину кута зведення губок.
3. Спосіб виготовлення цанг по п.1, який відрізняється тим що цангу відновлюють шляхом спочатку внутрішнього шліфування робочого отвору при здеформованих губках і пелюстках на величину кута зведення, а потім зовнішнього шліфування конічної поверхні губок цанги на оправці, діаметр якої рівний або менший діаметра робочого отвору.
Текст
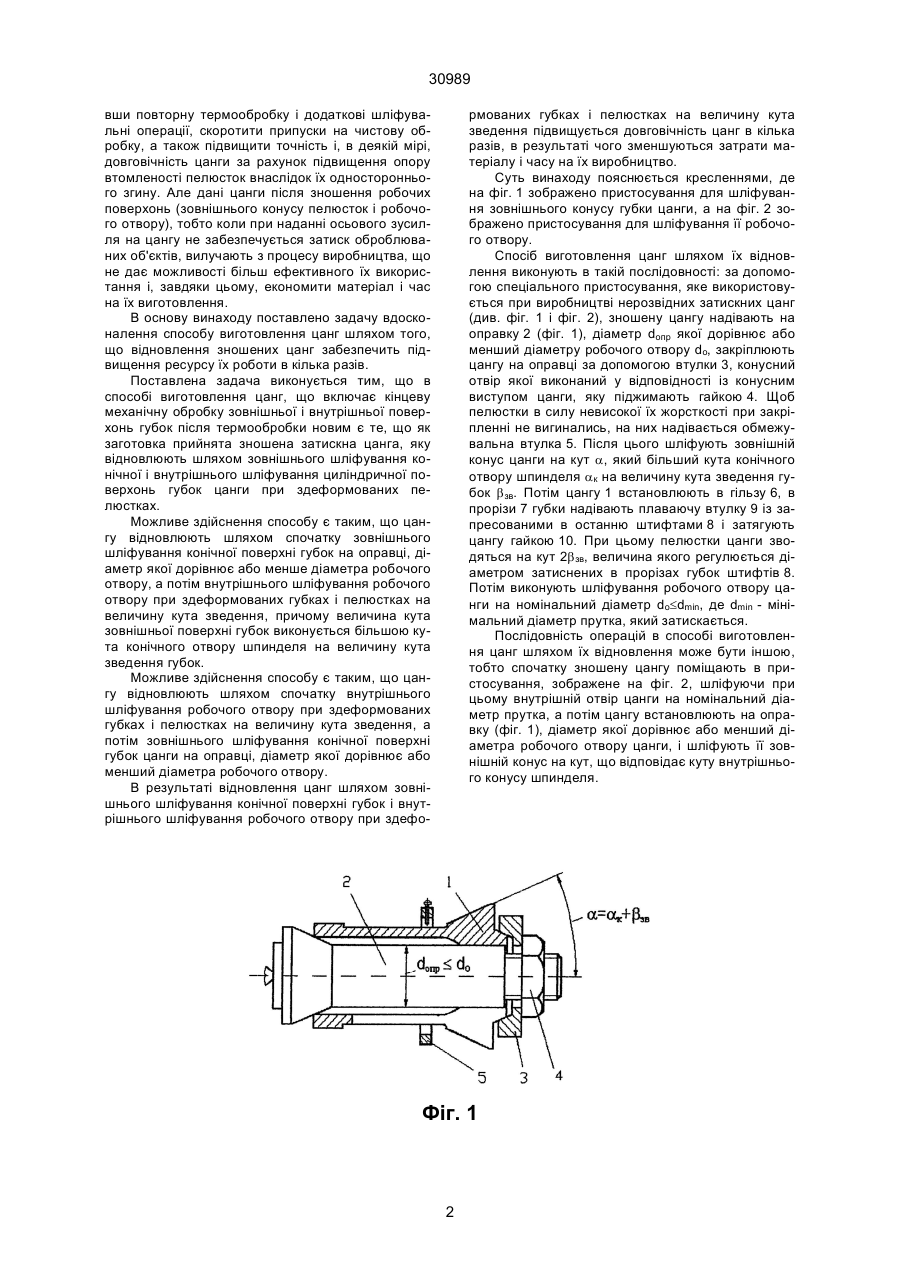
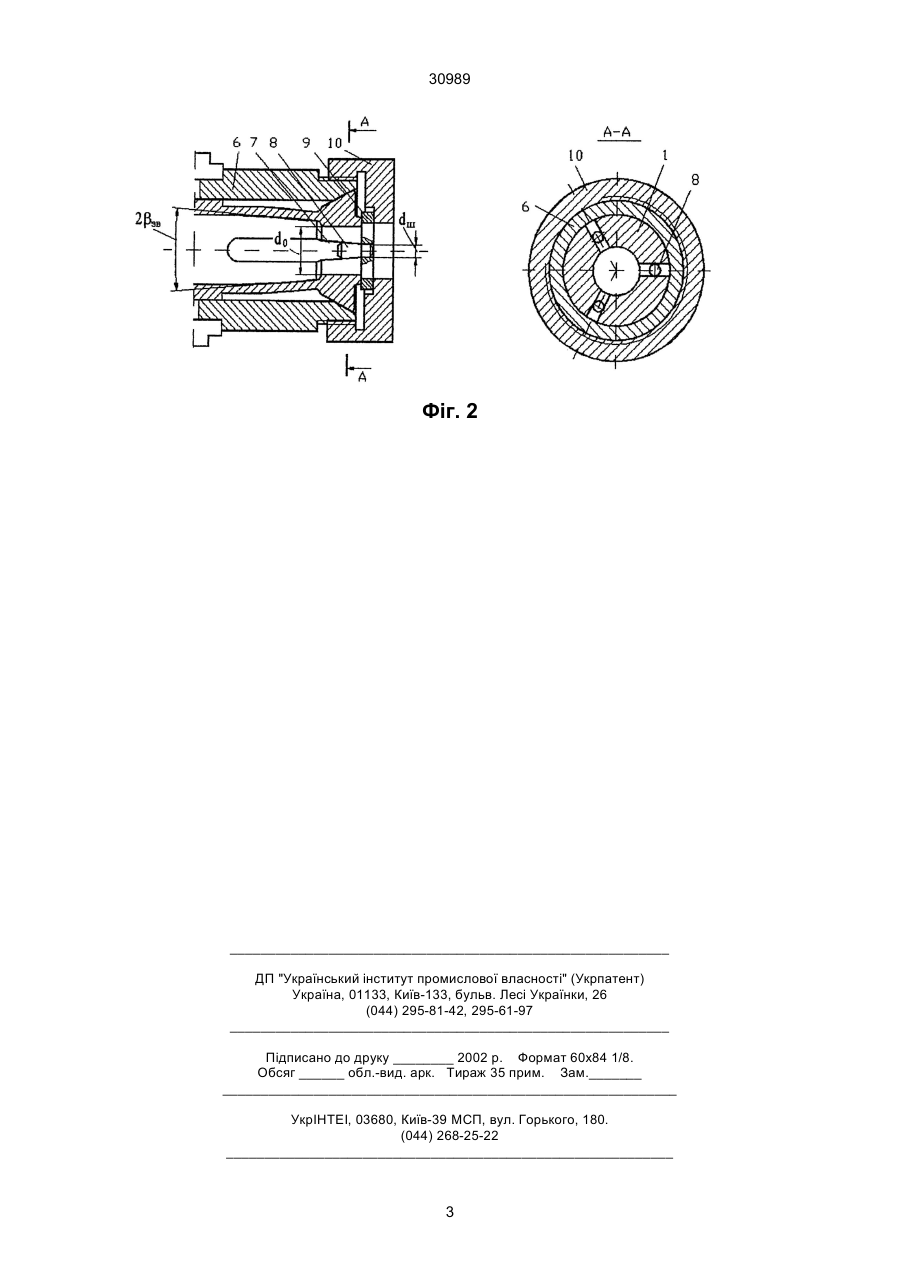
1. Спосіб виготовлення цанг, що включає кінцеву механічну обробку зовнішньої і внутрішньої поверхонь губок після термообробки, який відрізняється тим, що в якості заготовки прийнята зношена затискна цанга, яку відновлюють шляхом зовнішнього шліфування конічної і внутрішнього шліфування циліндричної поверхонь губок цанги при здеформованих пелюстках. 30989 вши повторну термообробку і додаткові шліфувальні операції, скоротити припуски на чистову обробку, а також підвищити точність і, в деякій мірі, довговічність цанги за рахунок підвищення опору втомленості пелюсток внаслідок їх одностороннього згину. Але дані цанги після зношення робочих поверхонь (зовнішнього конусу пелюсток і робочого отвору), тобто коли при наданні осьового зусилля на цангу не забезпечується затиск оброблюваних об'єктів, вилучають з процесу виробництва, що не дає можливості більш ефективного їх використання і, завдяки цьому, економити матеріал і час на їх виготовлення. В основу винаходу поставлено задачу вдосконалення способу виготовлення цанг шляхом того, що відновлення зношених цанг забезпечить підвищення ресурсу їх роботи в кілька разів. Поставлена задача виконується тим, що в способі виготовлення цанг, що включає кінцеву механічну обробку зовнішньої і внутрішньої поверхонь губок після термообробки новим є те, що як заготовка прийнята зношена затискна цанга, яку відновлюють шляхом зовнішнього шліфування конічної і внутрішнього шліфування циліндричної поверхонь губок цанги при здеформованих пелюстках. Можливе здійснення способу є таким, що цангу відновлюють шляхом спочатку зовнішнього шліфування конічної поверхні губок на оправці, діаметр якої дорівнює або менше діаметра робочого отвору, а потім внутрішнього шліфування робочого отвору при здеформованих губках і пелюстках на величину кута зведення, причому величина кута зовнішньої поверхні губок виконується більшою кута конічного отвору шпинделя на величину кута зведення губок. Можливе здійснення способу є таким, що цангу відновлюють шляхом спочатку внутрішнього шліфування робочого отвору при здеформованих губках і пелюстках на величину кута зведення, а потім зовнішнього шліфування конічної поверхні губок цанги на оправці, діаметр якої дорівнює або менший діаметра робочого отвору. В результаті відновлення цанг шляхом зовнішнього шліфування конічної поверхні губок і внутрішнього шліфування робочого отвору при здефо рмованих губках і пелюстках на величину кута зведення підвищується довговічність цанг в кілька разів, в результаті чого зменшуються затрати матеріалу і часу на їх виробництво. Суть винаходу пояснюється кресленнями, де на фіг. 1 зображено пристосування для шліфування зовнішнього конусу губки цанги, а на фіг. 2 зображено пристосування для шліфування її робочого отвору. Спосіб виготовлення цанг шляхом їх відновлення виконують в такій послідовності: за допомогою спеціального пристосування, яке використовується при виробництві нерозвідних затискних цанг (див. фіг. 1 і фіг. 2), зношену цангу надівають на оправку 2 (фіг. 1), діаметр doпр якої дорівнює або менший діаметру робочого отвору do, закріплюють цангу на оправці за допомогою втулки 3, конусний отвір якої виконаний у відповідності із конусним виступом цанги, яку піджимають гайкою 4. Щоб пелюстки в силу невисокої їх жорсткості при закріпленні не вигинались, на них надівається обмежувальна втулка 5. Після цього шліфують зовнішній конус цанги на кут a, який більший кута конічного отвору шпинделя aк на величину кута зведення губок b зв. Потім цангу 1 встановлюють в гільзу 6, в прорізи 7 губки надівають плаваючу втулку 9 із запресованими в останню штифтами 8 і затягують цангу гайкою 10. При цьому пелюстки цанги зводяться на кут 2b зв, величина якого регулюється діаметром затиснених в прорізах губок штифтів 8. Потім виконують шліфування робочого отвору цанги на номінальний діаметр do£dmin, де dmin - мінімальний діаметр прутка, який затискається. Послідовність операцій в способі виготовлення цанг шляхом їх відновлення може бути іншою, тобто спочатку зношену цангу поміщають в пристосування, зображене на фіг. 2, шліфуючи при цьому внутрішній отвір цанги на номінальний діаметр прутка, а потім цангу встановлюють на оправку (фіг. 1), діаметр якої дорівнює або менший діаметра робочого отвору цанги, і шліфують її зовнішній конус на кут, що відповідає куту внутрішнього конусу шпинделя. Фіг. 1 2 30989 Фіг. 2 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 35 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacture of collets
Автори англійськоюKuznetsov Yurii Mykolaiovych, Redko Rostyslav Hryhorovych, Hordieev Oleksandr Fedorovych
Назва патенту російськоюСпособ изготовления цанг
Автори російськоюКузнецов Юрий Николаевич, Редько Ростислав Григорьевич, Гордеев Александр Федорович
МПК / Мітки
МПК: B23B 31/20
Мітки: цанг, спосіб, виготовлення
Код посилання
<a href="https://ua.patents.su/3-30989-sposib-vigotovlennya-cang.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення цанг</a>
Спосіб виготовлення цанг
Номер патенту: 30249
Опубліковано: 15.11.2000
Автори: Редько Ростислав Григорович, Вачев Ангел Анатасов, Кузнецов Юрій Миколайович
МПК: B23B 31/20
Мітки: цанг, спосіб, виготовлення
Текст:
...що видаляється, і нейтральному середовищі азоту під тиском; фіг. 2 - схема парного розміщення форм при отриманні заготовок затискних цанг; фіг. 3 - приклад розміщення цанг при литті заготовок малих розмірів; фіг. 4 – схема розміщення змійовиків охолодження литої заготовки при одночасній її термообробці. При отриманні заготовки для відтворення внутрішнього контуру цанги виготовляють стержень 1 (фіг. 1), який встановлюють в нижню опоку 2. В...
Цанга та спосіб її виготовлення
Номер патенту: 30986
Опубліковано: 15.12.2000
Автори: Редько Ростислав Григорович, Кузнецов Юрій Миколайович
МПК: B23B 31/20
Мітки: виготовлення, цанга, спосіб
Формула / Реферат:
1. Цанга, що включає в себе губки пелюстки, які виконані нерозвідними причому кут нахилення робочої частини губок дорівнює різниці кута зовнішньої поверхні губки цанги та половині кута внутрішнього конічного отвору шпинделя, яка відрізняється тим, що вона додатково забезпечена змінними втулками, які механічно закріплені до губок, внутрішній отвір яких має число нахилених циліндричних поверхонь, осі яких сходяться в точці, рівне числу пелюсток...
Пружний елемент
Номер патенту: 1961
Опубліковано: 20.12.1994
Автор: Рахманов Микола Миколайович
МПК: F16F 1/02
Формула / Реферат:
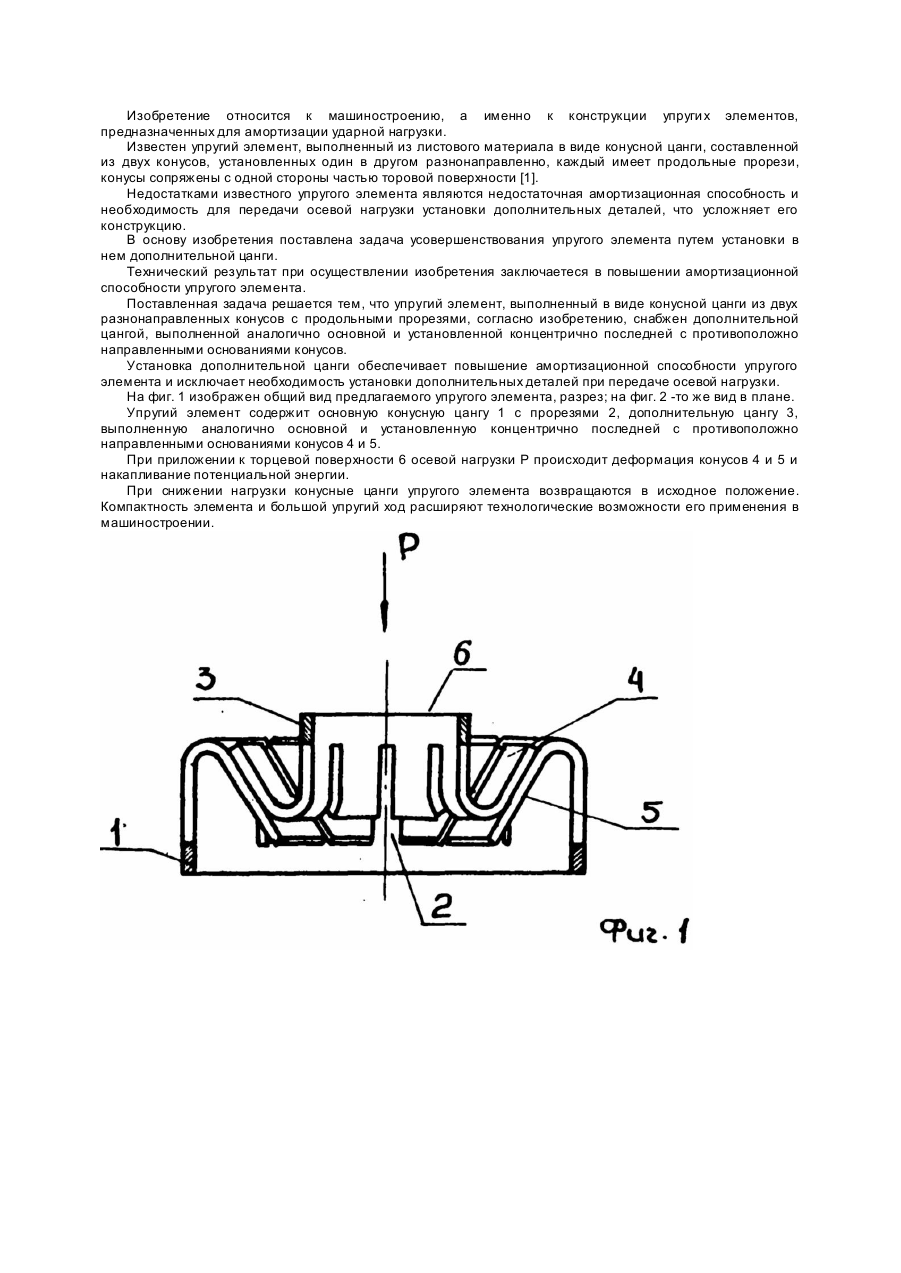
Упругий элемент, выполненный в виде конусной цанги из двух разнонаправленных конусов с продольными прорезями, отличающийся тем, что он снабжен дополнительной цангой, выполненной аналогично основной и установленной концентрично последней с противоположно направленными основаниями конусов.
Автомат для виготовлення вафельних стаканчиків для морозива
Номер патенту: 1338
Опубліковано: 25.03.1994
Автори: Калинкін Вадим Іванович, Оттиско Федір Федорович
МПК: A21B 5/00
Мітки: автомат, виготовлення, морозива, стаканчиків, вафельних
Формула / Реферат:
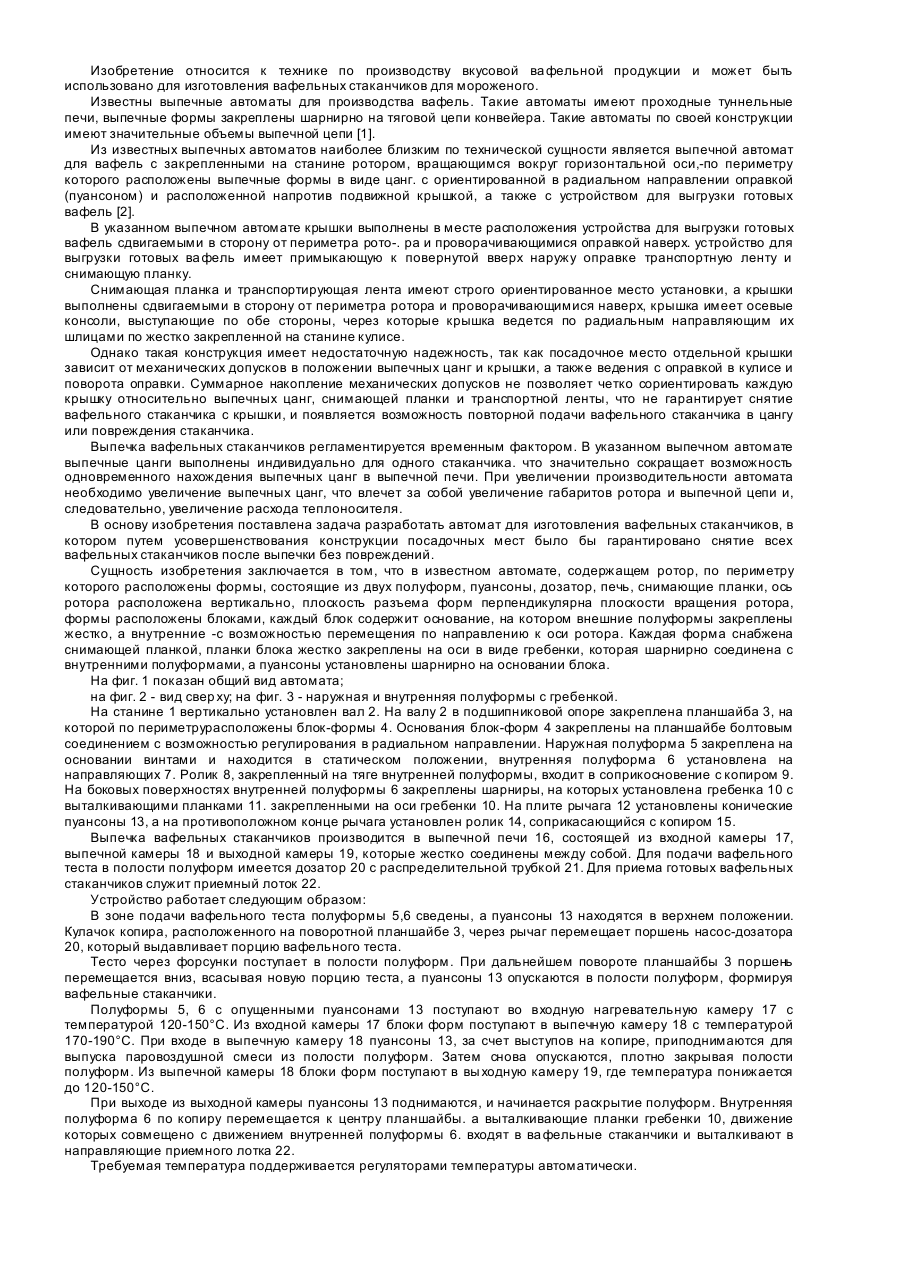
Автомат для изготовления вафельных стаканчиков для мороженого, содержащий ротор, по периметру которого расположены формы, состоящие из двух полуформ, пуансоны, дозатор, печь и планки для съема стаканчиков, отличающийся тем, что ось вращения ротора расположена вертикально, плоскость разъема форм перпендикулярна плоскости вращения ротора, формы расположены блоками, каждый из которых содержит основание, на котором внешние полуформы закреплены...
Спосіб виготовлення фундаменту та пристрій для реалізації способу
Номер патенту: 29042
Опубліковано: 16.10.2000
Автор: Купінський Яків Аронович
МПК: E02D 27/12
Мітки: фундаменту, пристрій, виготовлення, способу, спосіб, реалізації
Формула / Реферат:
1. Спосіб виготовлення фундаменту, включаючий виконання в ґрунті свердловини, подачу в свердловину щебеню при ущільненні дна і стінок свердловини зі щебенем і послідуюче заповнення свердловини бетонною сумішшю, який відрізняться тим, що виконання свердловини виконують вгвинченням в грунт робочого органу оснащеного гвинтовими лопастями, а подачу щебеню виконують без виймання робочого органу із свердловини через його порожнистий ствол,...
Попередній патент: Спосіб відтворення синусоїдної напруги
Наступний патент: Генератор для електроімпедансних вимірювань біологічних об’єктів
Випадковий патент: Спосіб визначення достатності дози впливу фізичних факторів нетеплової інтенсивності на біологічні об'єкти