Спосіб прокатування двотаврових балок
Номер патенту: 32030
Опубліковано: 15.04.2002
Автори: Луцький Михайло Борисович, Дорожко Іван Кирилович, Луценко Віктор Олександрович, Бондаренко Микола Андрійович, Чічкан Артур Олексійович
Формула / Реферат
Спосіб прокатування двотаврових балок, який включає деформацію заготовки у розрізному калібрі та її наступну деформацію у системі фасонних та універсальних калібрів, який відрізняється тим, що в першому універсальному калібрі деформацію заготовки здійснюють з відношенням коефіцієнтів обтискання товщини фланців і стінки, яке дорівнює 1,2-1,6.
Текст
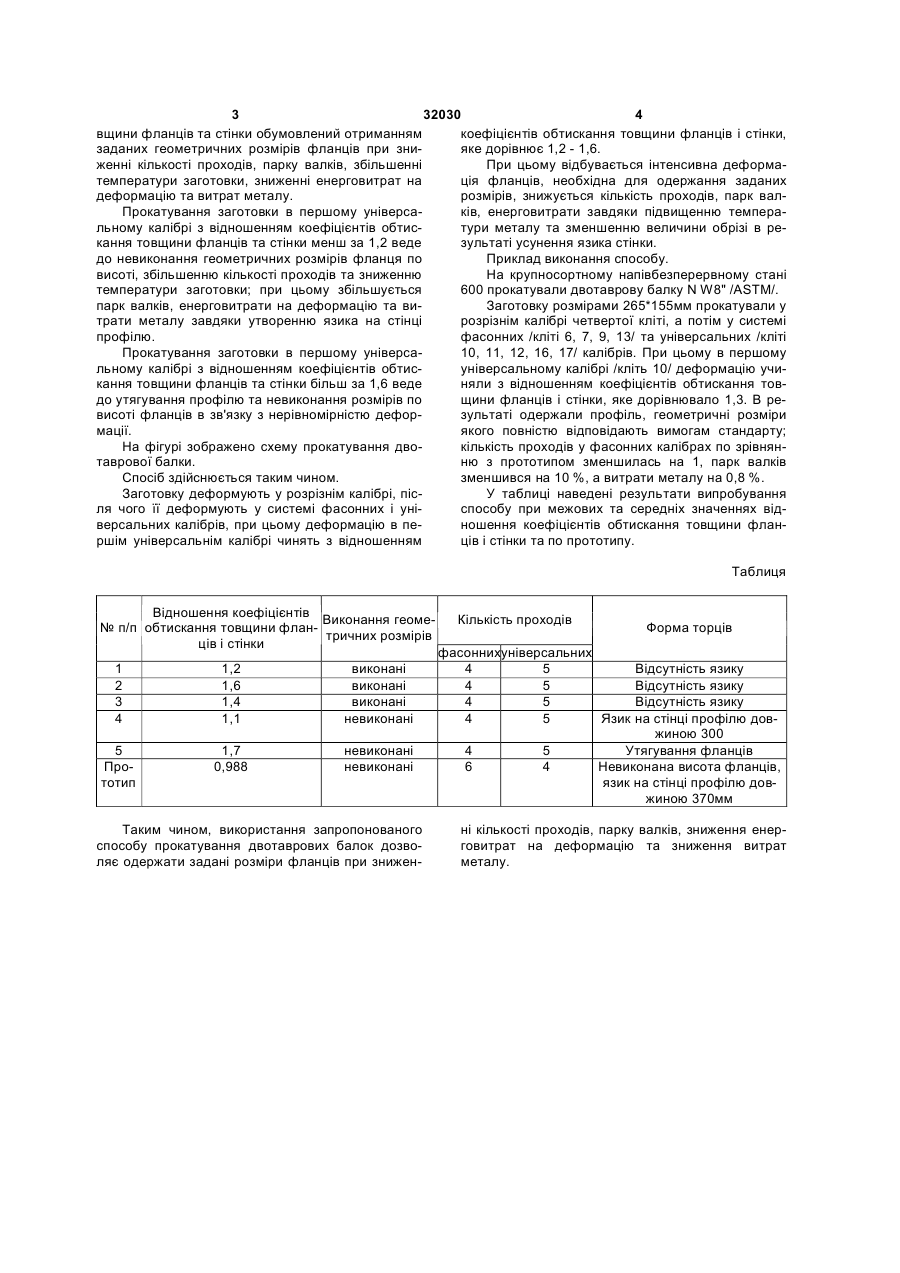
Спосіб прокатування двотаврових балок, який включає деформацію заготовки у розрізному калібрі та її наступну деформацію у системі фасонних та універсальних калібрів, який відрізняється тим, що в першому універсальному калібрі деформацію заготовки здійснюють з відношенням коефіцієнтів обтискання товщини фланців і стінки, яке дорівнює 1,2-1,6. (19) (21) 98126607 (22) 15.12.1998 (24) 15.04.2002 (46) 15.04.2002, Бюл. № 4, 2002 р. (72) Луцький Михайло Борисович, Дорожко Іван Кирилович, Чічкан Артур Олексійович, Луценко Віктор Олександрович, Бондаренко Микола Андрійович (73) Науково-виробниче товариство з обмеженою відповідальністю з іноземними інвестиціями "ДОНІКС", Луцький Михайло Борисович, Дорожко Іван Кирилович, Чічкан Артур Олексійович, Луценко Віктор Олександрович, Бондаренко Микола Андрі 3 32030 4 вщини фланців та стінки обумовлений отриманням коефіцієнтів обтискання товщини фланців і стінки, заданих геометричних розмірів фланців при знияке дорівнює 1,2 - 1,6. женні кількості проходів, парку валків, збільшенні При цьому відбувається інтенсивна деформатемператури заготовки, зниженні енерговитрат на ція фланців, необхідна для одержання заданих деформацію та витрат металу. розмірів, знижується кількість проходів, парк валПрокатування заготовки в першому універсаків, енерговитрати завдяки підвищенню темперальному калібрі з відношенням коефіцієнтів обтистури металу та зменшенню величини обрізі в рекання товщини фланців та стінки менш за 1,2 веде зультаті усунення язика стінки. до невиконання геометричних розмірів фланця по Приклад виконання способу. висоті, збільшенню кількості проходів та зниженню На крупносортному напівбезперервному стані температури заготовки; при цьому збільшується 600 прокатували двотаврову балку N W8" /ASTM/. парк валків, енерговитрати на деформацію та виЗаготовку розмірами 265*155мм прокатували у трати металу завдяки утворенню язика на стінці розрізнім калібрі четвертої кліті, а потім у системі профілю. фасонних /кліті 6, 7, 9, 13/ та універсальних /кліті Прокатування заготовки в першому універса10, 11, 12, 16, 17/ калібрів. При цьому в першому льному калібрі з відношенням коефіцієнтів обтисуніверсальному калібрі /кліть 10/ деформацію учикання товщини фланців та стінки більш за 1,6 веде няли з відношенням коефіцієнтів обтискання товдо утягування профілю та невиконання розмірів по щини фланців і стінки, яке дорівнювало 1,3. В ревисоті фланців в зв'язку з нерівномірністю дефорзультаті одержали профіль, геометричні розміри мації. якого повністю відповідають вимогам стандарту; На фігурі зображено схему прокатування двокількість проходів у фасонних калібрах по зрівнянтаврової балки. ню з прототипом зменшилась на 1, парк валків Спосіб здійснюється таким чином. зменшився на 10 %, а витрати металу на 0,8 %. Заготовку деформують у розрізнім калібрі, пісУ таблиці наведені результати випробування ля чого її деформують у системі фасонних і уніспособу при межових та середніх значеннях відверсальних калібрів, при цьому деформацію в пеношення коефіцієнтів обтискання товщини фланршім універсальнім калібрі чинять з відношенням ців і стінки та по прототипу. Таблиця Відношення коефіцієнтів Виконання геоме№ п/п обтискання товщини флантричних розмірів ців і стінки 1 2 3 4 1,2 1,6 1,4 1,1 виконані виконані виконані невиконані 5 Прототип 1,7 0,988 невиконані невиконані Таким чином, використання запропонованого способу прокатування двотаврових балок дозволяє одержати задані розміри фланців при знижен Кількість проходів Форма торців фасоннихуніверсальних 4 5 4 5 4 5 4 5 Язик 4 6 5 4 Відсутність язику Відсутність язику Відсутність язику на стінці профілю довжиною 300 Утягування фланців Невиконана висота фланців, язик на стінці профілю довжиною 370мм ні кількості проходів, парку валків, зниження енерговитрат на деформацію та зниження витрат металу. 5 32030 Фіг. ДП «Український інститут промислової власності» (Укрпатент) вул. Сім’ї Хохлових, 15, м. Київ, 04119, Україна (044) 456 – 20 – 90 ТОВ “Міжнародний науковий комітет” вул. Артема, 77, м. Київ, 04050, Україна (044) 216 – 32 – 71 6
ДивитисяДодаткова інформація
Автори англійськоюLutskyi Mykhailo Borysovych, Dorozhko Ivan Kyrylovych, Chichkan Artur Oleksiiovych, Lutsenko Viktor Oleksandrovych, Bondarenko Mykola Andriiovych
Автори російськоюЛуцкий Михаил Борисович, Дорожко Иван Кириллович, Чичкан Артур Алексеевич, Луценко Виктор Александрович, Бондаренко Николай Андреевич
МПК / Мітки
МПК: B21B 1/085
Мітки: балок, двотаврових, спосіб, прокатування
Код посилання
<a href="https://ua.patents.su/3-32030-sposib-prokatuvannya-dvotavrovikh-balok.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатування двотаврових балок</a>
Спосіб прокатування заготовок на обтискних і заготовочних станах
Номер патенту: 32627
Опубліковано: 15.02.2001
Автори: Юнаков Олександр Михайлович, Прядко Любов Давидівна, Тартачний Віктор Сергійович, Корінь Андрій Олександрович, Шульгін Григорій Митрофанович, Дишлевич Ігор Йосипович, Феофілактов Андрій Вікторович, Маншилін Олександр Гейнійович, Ревякін Олег Вікторович
МПК: B21B 1/02
Мітки: прокатування, заготовок, обтискних, станах, спосіб, заготовочних
Текст:
...калібр, коли заготовка має випуклі крайні зони й угнуту середину (подвійне бочкоутворення), походить первісний обтиск випуклих зон, що, в свою чергу, наводить до появи на поверхні прокату закотів і зморшок, а також збільшує значення дефекту "риб'ячий хвіст" Найбільш близьким до запропонованого винаходу є спосіб прокатування напівфабрикатів на обтискних і заготовочних станах, за яким заготовку деформують із дворазовим переходом від...
Спосіб прокатування зливків пірамідальної форми на обтискних та заготовочних станах
Номер патенту: 25819
Опубліковано: 30.10.1998
Автори: Толпа Анатолій Андрійович, Попов Євген Святославович
МПК: B21B 1/02
Мітки: прокатування, станах, заготовочних, пірамідальної, спосіб, обтискних, форми, зливків
Формула / Реферат:
Спосіб прокатування зливків пірамідальної форми на обтискних та заготовочних станах, при якому зливки деформують у двох взаємоперпендикулярних площинах з проміжними кантуваннями при переході деформації з однієї площини у іншу з задачею зливка у першому та у першому після кантування пропуску більшою основою у валки, який відрізняється тим, що до першого кантування обтискання виконують по широкій стороні зливка, до і після першого кантування...
Спосіб прокатування зливків на обтискному стані
Номер патенту: 25820
Опубліковано: 30.10.1998
Автори: Чабанюк Анатолій Степанович, Салацинський Едуард Степанович, Неклеса Леонід Никифорович, Шаповал Григорій Якович, Головко Михайло Васильович
Мітки: прокатування, зливків, обтискному, спосіб, стані
Формула / Реферат:
Спосіб прокатування зливків на обтискному стані, при якому зливок послідовно обтискують у двох взаємно перпендикулярних напрямках і формують проміжний прямокутний або близький до прямокутного переріз, який відрізняється тим, що після зняття конусності зливка у двох взаємно перпендикулярних площинах формують на гладкій бочці прямокутний або близький до прямокутного переріз із співвідношенням ширини до висоти 1,35 - 1,8, після охолоджують...
Спосіб прокатування зливків на обтискному стані
Номер патенту: 25816
Опубліковано: 30.10.1998
Автори: Полуновська Людмила Георгіївна, Стрельнікова Валентина Іванівна, Зотова Євгенія Опанасівна, Малькова Світлана Валентинівна, Полуновський Ісаак Євсійович, Міхейченко Зоя Леонідівна, Спіняков Віктор Костянтинович
Мітки: обтискному, прокатування, стані, зливків, спосіб
Формула / Реферат:
Спосіб прокатування зливків на обтискному стані, при якому зливок послідовно обтискують у двох взаємно перпендикулярних напрямках і формують проміжний прямокутний або близький до прямокутного переріз, який відрізняється тим, що після зняття конусності зливку у двох взаємно перпендикулярних площинах формують на гладкій бочці прямокутний або близький до прямокутного переріз із співвідношенням ширини до висоти 1,35 - 1,8, після охолоджують...
Спосіб прокатування суцільних залізничних осей
Номер патенту: 26209
Опубліковано: 19.07.1999
Автори: Кукуй Давид Пенхусович, Олійник Юрій Костянтинович, Бродський Сергій Сергійович, Несвіт Володимир Васильович, Хміль Микола Викторович, Полєщук Валентин Михайлович, Попов Євген Святославович, Піменов Анатолій Романович, Гончар Володимир Олександрович, Гончарук Валерій Іванович, Трухін Микола Олексійович
МПК: B21H 1/00
Мітки: прокатування, осей, суцільних, залізничних, спосіб
Формула / Реферат:
1. Спосіб прокатування суцільних залізничних осей на тривалковому стані поперечно-гвинтового прокатування, за яким прокатують передню частину осі із прикладанням зусилля підпирання, а частину осі прокатують при установленні валків на величину пружної деформації заготовки, який відрізняється тим, що з осьовим підпиранням прокатують усю передню шийку і передпідматочину, прокатування решти частини осі проводять з осьовим підпиранням або з...
Попередній патент: Спосіб виготовлення розчинного драже кави
Наступний патент: Пристрій для пoмноження напруги з малою залежністю вихідної напруги від напруги живлення
Випадковий патент: Спосіб збагачення мінеральної сировини з металевими включеннями