Спосіб прокатування зливків пірамідальної форми на обтискних та заготовочних станах
Номер патенту: 25819
Опубліковано: 30.10.1998
Автори: Попов Євген Святославович, Толпа Анатолій Андрійович
Формула / Реферат
Спосіб прокатування зливків пірамідальної форми на обтискних та заготовочних станах, при якому зливки деформують у двох взаємоперпендикулярних площинах з проміжними кантуваннями при переході деформації з однієї площини у іншу з задачею зливка у першому та у першому після кантування пропуску більшою основою у валки, який відрізняється тим, що до першого кантування обтискання виконують по широкій стороні зливка, до і після першого кантування деформацію ведуть до досягнення сумарної величини відносної деформації 0,20 - 0,45, величина відносної деформації в других проходах до та після першого кантування становить 0,14 - 0,17, при цьому швидкість прокатування у першому та другому проходах до та після першого кантування становить 0,3 - 0,6 від швидкості прокатування у наступних проходах.
Текст
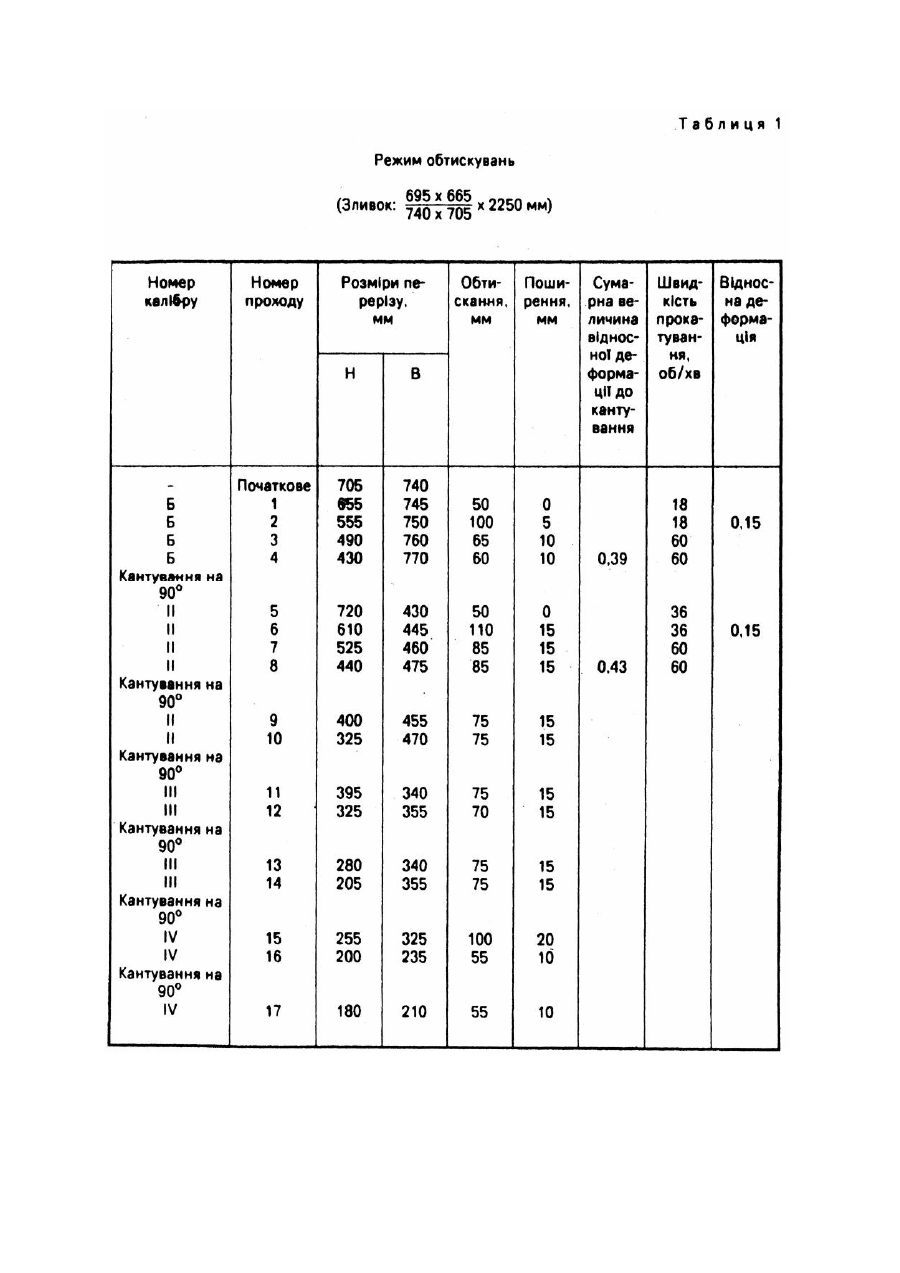
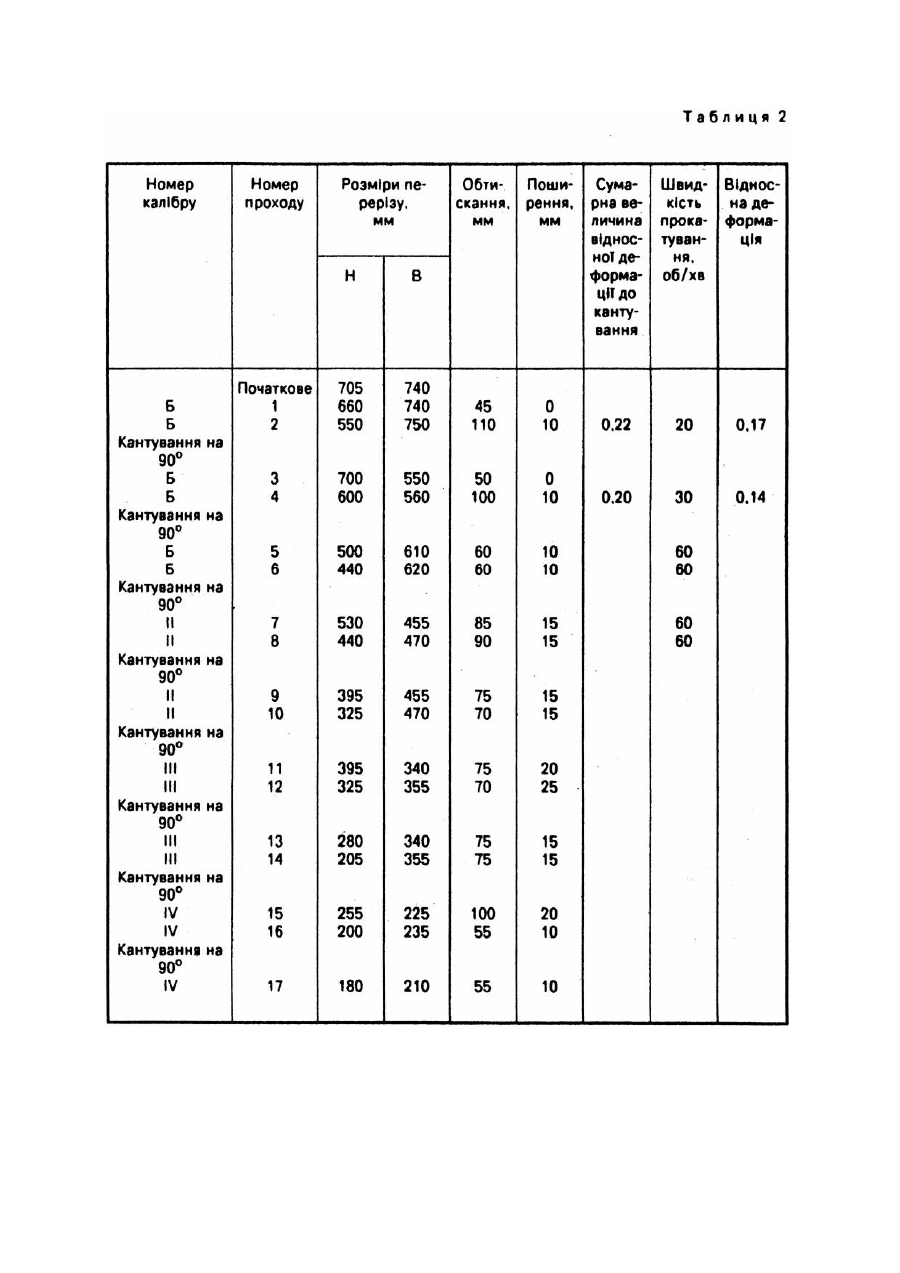
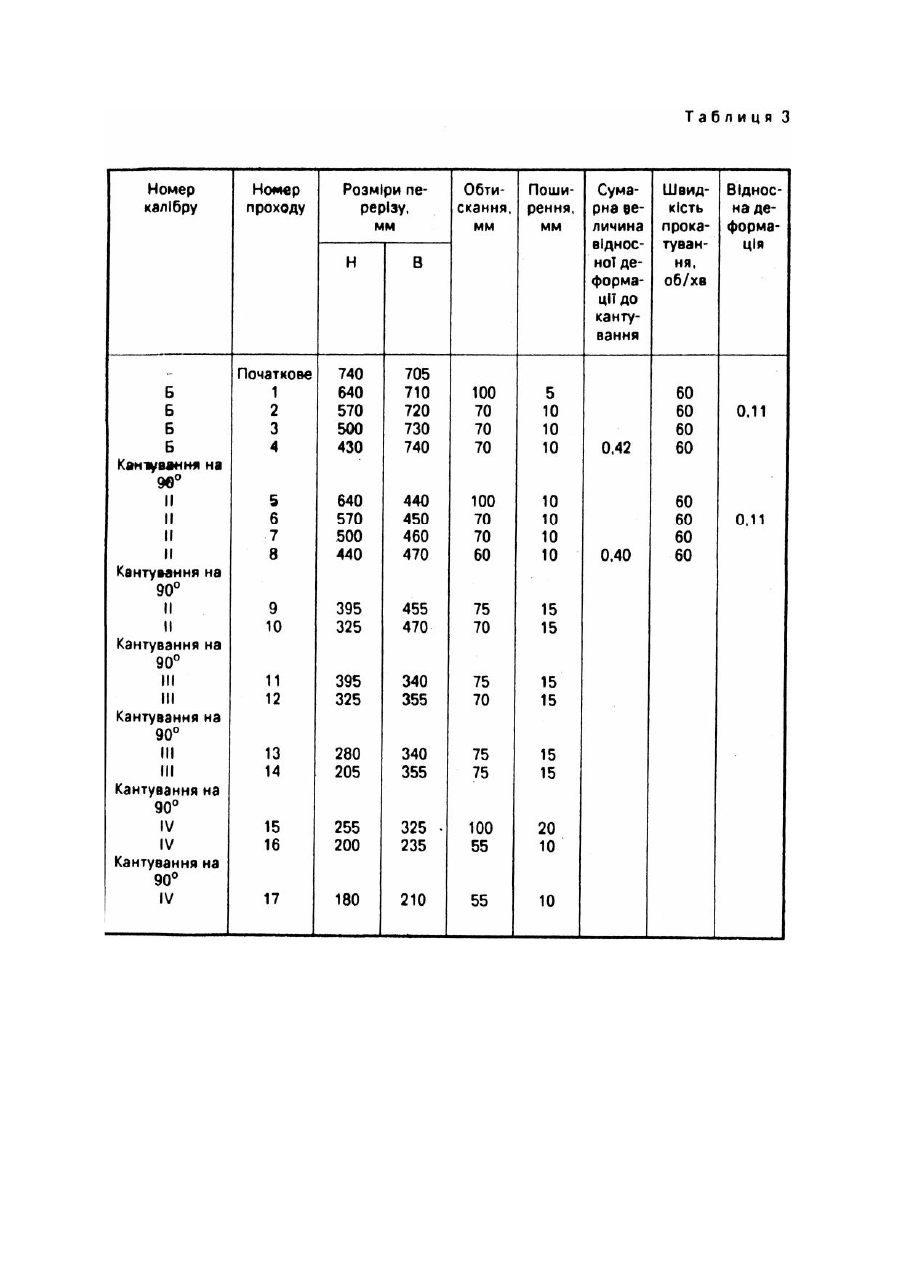
Винахід відноситься до прокатного виробництва і може бути використаний при прокатуванні заготованок на обтискних і заготовочних станах із зливків, що відлиті у поширені до споду виливниці. Відомий спосіб прокатування на блюмінгу зливків і зливок для його здійснення (Авт. св. СРСР №1424877, кл. B21B1/02), що містить прокатування зливку донною (більш широкою) частиною наперед з обтисканнями рівними і що регламентувалися у першому проході і проході після першого кантування з величиною, рівною 0,48 - 0,56 від максимально можливої щодо умов захвату. Вадою означеного способу є утворення накатів в донній частині зливку, що викликане низьким пророблюванням металу по перерізу із-за незначного обтискання у першому і першому після кантування пропусках. Це наводить до збільшення обрізків у донній частині зливку та зниженню виходу придатного металу. Крім того, малі обтискання у перших пропусках наводять до збільшення кількості пропусків, збільшення циклу прокатування і, як наслідок, до зниження виходу придатного металу. Найбільш близьким по технічній суті та результату, що досягається, є спосіб прокатування зливків пірамідальної форми на обтискних та заготовочних станах (Патент України №15415 A, кл. B21B1/02), при якому зливок деформують у двох взаємоперпендикулярних площинах з проміжними кантуваннями при переході деформації з однієї площини до іншої, причому у першому та першому після кантування пропусках зливок задають у валки широкою частиною, і деформують з абсолютним обтисканням 075 - 0,95 різниці розмірів більшої та меншої основи зливку, а в другому та в другому після кантування пропусках деформацію ведуть з відносним обтисканням не менше 12%. Вадою означеного способу прокатки є неможливість повного усунення накатів на головній і донній частинах зливку, внаслідок того, що прокатування в другому і в другому після кантування пропусках неможливо проводити з великими обтисками (0,15 - 0,22) у зв'язку з великими навантаженнями і необхідними потужностями, що з одного боку не дозволяє проробляти зливок на потрібну глибину, а з іншого боку на означених швидкостях прокатування не досягається достатня глибина проникнення висотної деформації із-за того, що значну частку становить поперечна деформація (0,3 - 0,35 від висотної). У основу винаходу поставлено задачу вдосконалення способу прокатування зливків пірамідальної форми на обтискних та заготовчих станах, за рахунок первісного обтискання по широкій стороні зливку з величинами, що регламентуються, сумарної відносної деформації до і після першого кантування, відносної деформації, в другому проході до і після першого кантування, а також швидкості прокатування у першому і другому проходах до і після першого кантування досягається більш глибоке проникнення деформації і за рахунок цього зменшуються кінцеві накати і складки на головній і донній частинах зливку. Задача, що ставиться, досягається тим, що у відомому способі прокатування зливків пірамідальної форми на обтискних та заготовочних станах, при якому зливки деформують у двох взаємоперпендикулярних площинах з проміжними кантуваннями при переході деформації з однієї площини до іншої з задачею зливку у першому і у першому після кантування пропусках більшою основою у валки, додатково до першого кантування обтискання роблять по широкій стороні зливку з сумарною відносною деформацією 0,20 - 0,45, після першого кантування деформацію проводять до досягнення сумарної величини відносної деформації 0,20 - 0,45, а величина відносної деформації в других проходах до і після першого кантування становить не менш 0,14 - 0,17, при цьому швидкість прокатування у першому і другому проходах до і після першого кантування становить 0,3 - 0,6 від швидкості прокатування у наступних проходах. Обтискання зливку до першого кантування роблять по широкій стороні для того, щоб деформація більш інтенсивно проникала по поперечному перерізу зливку. Обтискання у напрямку первісно меншої товщини (при однакових обтисканнях) наводить до більш рівномірного пророблювання перерізу, а отже, і більш рівномірній течії зовнішніх та внутрішніх шарів металу. Величина сумарної відносної деформації до першого кантування 0,20 - 0,45, у поєднанні з обтисканнями по широкій стороні зливку, дозволяє формувати кінці зливку таким чином, що довшання верхніх шарів у порівнянні з внутрішніми не викликає при наступній деформації загин верхніх шарів на кінцях зливку. При величині сумарної відносної деформації менш 0,20 не досягається необхідне пророблювання перерізу і подовжується цикл прокатування. При величині сумарної відносної деформації більше 0,45 відбувається нагромадження деформації у верхніх шарах зливку, яка підгортається на кінцях зливку, внаслідок чого утворюється складка. Після наступного кантування у цьому випадку не вдається позбавитися від накату, що утворився. Величина відносної деформації в другому проході до першого кантування 0,14 - 0,17 дозволяє посилити проникнення деформації у глиб зливку (частка поперечної деформації становить 0,2 - 0,25), коли ще зберігається у достатній мірі ливарна структура у зливку, і завдяки цьому, зменшити подовшання верхніх шарів металу у порівнянні з внутрішніми. Коли величина відносної деформації менш 0,14 проникнення деформації менш значно, бо частка поперечної деформації при цьому зростає до 0,3 - 0,35. При величині відносної деформації більше 0,17 при наявних у практиці розмірах зливків і обтискних та заготовочних прокатних станів здійснення прокатки утруднюється чи не подається можливим як по умовам захвату, так і по енергосиловим параметрам. Після першого кантування деформацію проводять до досягнення сумарної величини відносної деформації 0,20 - 0,45. Це дозволяє формувати кінці зливку таким чином, що подовшання верхніх шарів у порівнянні з внутрішніми не викликає при наступній деформації загин верхніх шарів на кінцях зливку. При величині сумарної відносної деформації менш 0,20 не досягається необхідне пророблювання перерізу та подовжується цикл прокатування. При величині сумарної відносної деформації більше 0,45 відбувається нагромадження деформації у поверхневих шарах зливку, що наводить до загину на кінцях зливку, внаслідок чого утворюється не переборна при подальшому прокатуванні складка. Величина відносної деформації в другому після першого кантування проході становить 0,14 - 0,17. Це дозволяє посилити проникання деформації у глиб зливку (частка поперечної деформації становить 0,2 0,25), коли ще зберігається у достатній мірі ливарна структура у зливку, завдяки цьому зменшити подовження поверхневих шарів металу у порівнянні з внутрішніми. Коли величина відносної деформації менш 0,14 проникнення деформації менш значно з-за зростаючої частки поперечної деформації. При величині відносної деформації більше 0,17 здійснення прокатування утруднюється, чи не подається можливим як за умов захвату, так і за енергосиловими параметрами стану. Швидкість прокатування у першому та другому проходах до і після першого кантування становить 0,3 0,6 від швидкості прокатування у наступних проходах. Це необхідно для забезпечення безударної роботи обладнання, для поліпшення проникання деформації у глиб зливку (частка поперечної деформації знижується до 0,2). При виході швидкості прокатування за означені межі відбувається наступне. Якщо швидкість менш 0,3, падає продуктивність стану. Якщо швидкість прокатування вище 0,6, зменшується глибина проникання деформації. Частка поперечної деформації зростає до 0,25. Спосіб здійснюється таким чином. Зливок пірамідальної форми задають більшою основою у валки. До першого кантування обтиск проводять по широкій стороні зливка з сумарною відносною деформацією 0,20 - 0,45. При цьому в другому проході величина відносної деформації становить 0,14 - 0,17. Швидкість прокатування у першому та другому проходах становить 0,3 - 0,6 від швидкості прокатування у наступних проходах. Після першого кантування зливок задають у валки більшою основою і деформують до досягнення розміру, при якому сумарна величині відносної деформації становить 0,20 - 0,45. При цьому в другому після кантування проході величина відносної деформації становить 0,14 - 0,17. Швидкість прокатки у першому і другому після кантування проходах рівна 0,3 - 0,6 від швидкості прокатки у наступних проходах. Дослідницьку перевірку запропонованого способу прокатування здійснювали на блюмінгу 1050 Дніпровського металургійного комбінату. Зливки масою 7 тонн з поперечним перерізом 740 ´ 705мм (донна частина зливку) 695 ´ 665мм (головна частина зливку) прокатували донною частиною вперед у блюми перерізом 180 ´ 210мм за 17 проходів. У відповідності з запропонованим способом опрацьовані режими обтискувань наведені у табл.1 і 2. У табл.3 представлений існуючий режим обтискувань на блюмінгу 1050 ДМК. Прокатування за режимом, наведеним у табл.1 та 2, дозволяє за рахунок зменшення кінцевих накатів І відсутності утворення складок одержати витрати металу до обрізків у кількості, відповідно 81кг/т та 83кг/т. У той же час прокатування за існуючим режимом, наведеним у табл.3, наводить до витрат металу в обрізкиу кількості 96кг/т.
ДивитисяДодаткова інформація
Автори англійськоюPopov Yevhen Sviatoslavovych, Tolpa Anatolii Andriovych, Horbenko Valerii Dmytrovych, Tolpa Anatolii Andriiovych
Автори російськоюПопов Евгений Святославович, Толпа Анатолий Андреевич, Горбенко Валерий Дмитриевич
МПК / Мітки
МПК: B21B 1/02
Мітки: пірамідальної, станах, заготовочних, спосіб, прокатування, зливків, обтискних, форми
Код посилання
<a href="https://ua.patents.su/5-25819-sposib-prokatuvannya-zlivkiv-piramidalno-formi-na-obtisknikh-ta-zagotovochnikh-stanakh.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатування зливків пірамідальної форми на обтискних та заготовочних станах</a>
Спосіб прокатки зливків пірамідальної форми на обтискних та заготівельних станах
Номер патенту: 15415
Опубліковано: 30.06.1997
Автори: Ємченко Юрій Борисович, Димченко Євген Миколайович, Азаров Сергій Іванович, Кукуй Давид Пенхусович, Онищенко Сергій Олександрович, Маншилін Олександр Гейнійович, Літвінов Леонід Федорович, Оробцев Юрій Вікторович, Наумов Олександр Олексійович, Горбуньов Олег Георгійович
МПК: B21B 1/02
Мітки: прокатки, зливків, форми, обтискних, спосіб, заготівельних, пірамідальної, станах
Формула / Реферат:
Способ прокатки слитков пирамидальной формы на обжимных и заготовочных станах, включающий деформацию слитков в двух взаимно перпендикулярных плоскостях с промежуточными кантовками при переходе деформации из одной плоскости в другую, причем в первом и в первом после кантовки пропусках слиток задают в валки широкой частью, отличающийся тем, что в первом и в первом после кантовки пропусках слиток деформируют с абсолютным обжатием 0,75 - 0,95...
Спосіб прокатки на обтискних станах
Номер патенту: 23185
Опубліковано: 19.05.1998
Автори: Кукуй Давид Пенхусович, Кузьмін Сергій Олексійович, Новік Сергій Юлійович, Чеботарьов Анатолій Петрович, Онищенко Сергій Олександрович, Феофілактов Андрій Вікторович, Устінов Володимир Віталійович
Мітки: прокатки, обтискних, станах, спосіб
Формула / Реферат:
Способ прокатки на обжимных станах, включающий деформирование заготовки в двух взаимно перпендикулярных плоскостях на гладкой бочке и в ящичных калибрах, отличающийся тем, что хотя бы в двух проходах деформацию переднего конца заготовки производят с относительным обжатием не менее чем в два раза превышающим относительное обжатие заднего конца заготовки, при этом отношение скорости прокатки конца, обжимаемого с большим относительным обжатием,...
Спосіб виробництва прокату на обтискних станах
Номер патенту: 22516
Опубліковано: 17.03.1998
Автори: Літвінов Леонід Федорович, Горбаньов Аркадій Олексійович, Альохін Сергій Григорович, Феофілактов Андрій Вікторович, Шишко Юрій Борисович, Кукуй Давид Пенхусович, Маншилін Олександр Гейнійович, Азаров Сергій Іванович, Юнаков Олександр Михайлович
МПК: B21B 1/16
Мітки: прокату, виробництва, обтискних, спосіб, станах
Формула / Реферат:
1. Способ производства проката на обжимных станах, состоящих из блюминга и непрерывно-заготовочного стана, включающий нагрев слитков различных марок сталей сортамента стана в нагревательных колодцах до различных для каждой марки стали температур, соответствующих регламентируемой величине сопротивления деформации в зависимости от марки стали, прокатку слитков на блюминге и непрерывно-заготовочном стане, отличающийся тем, что нагрев слитков...
Спосіб прокатки напівфабрикатів на обтискних і заготівельних станах
Номер патенту: 19144
Опубліковано: 25.12.1997
Автори: Корінь Андрій Олександрович, Нечепоренко Володимир Андрійович, Бруханський Володимир Миколайович, Губайдулін Вячеслав Фуатович, Дишковець Генадій Анатольович, Валуєв Володимир Миколайович, Кукуй Давид Пенхусович
МПК: B21B 1/02
Мітки: напівфабрикатів, станах, обтискних, спосіб, прокатки, заготівельних
Формула / Реферат:
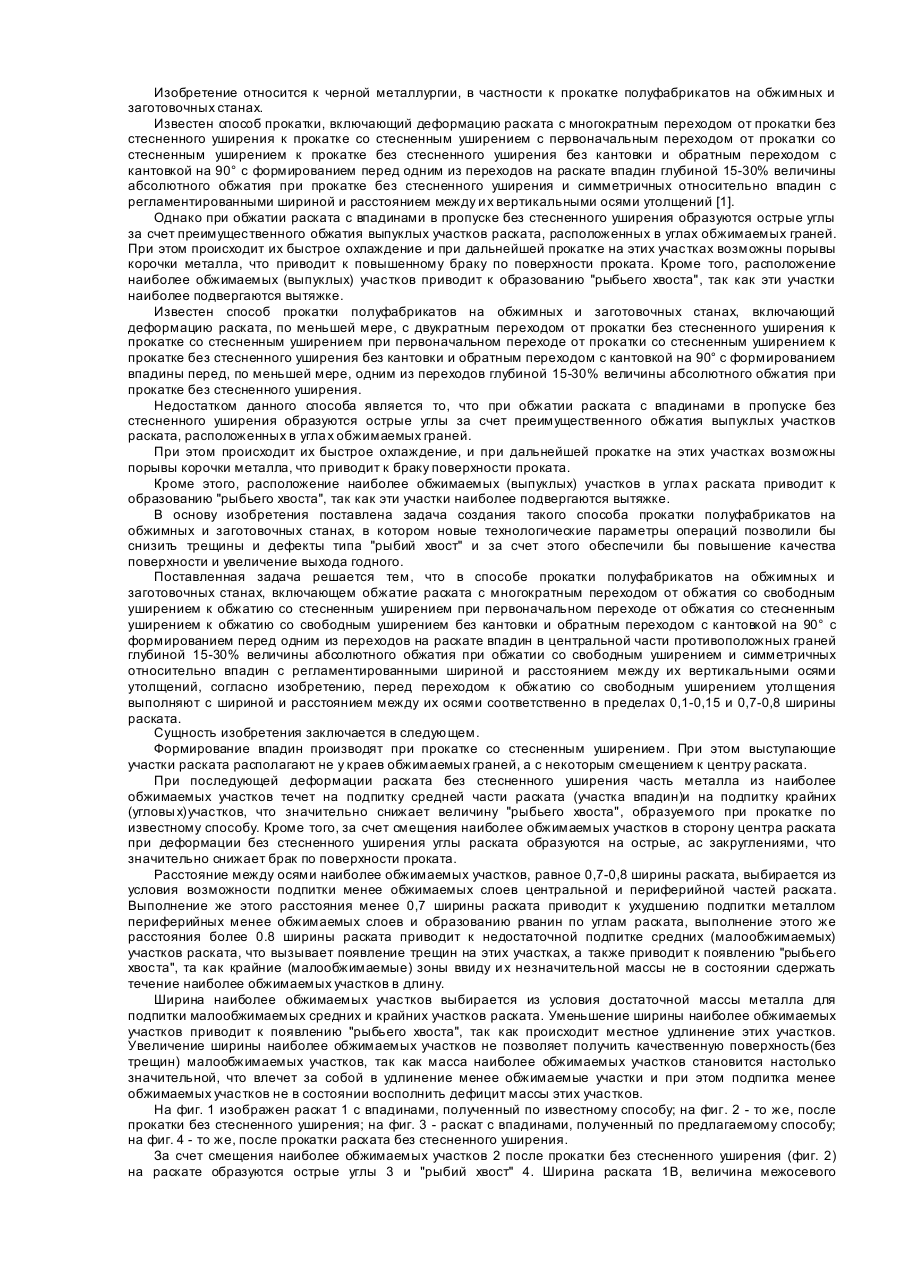
Изобретение относится к черной металлургии, в частности к прокатке полуфабрикатов на обжимных и заготовочных станах.Известен способ прокатки, включающий деформацию раската с многократным переходом от прокатки без стесненного уширения к прокатке со стесненным уширением с первоначальным переходом от прокатки со стесненным уширением к прокатке без стесненного уширения без кантовки и обратным переходом с кантовкой на 90° с формированием...
Спосіб прокатки заготовок на обтискних та заготівельних станах
Номер патенту: 10004
Опубліковано: 30.09.1996
Автори: Аскерко Григорій Михайлович, Дишковець Генадій Анатольович, Губайдулін Вячеслав Фуатович, Шеремет Володимир Олександрович, Кукуй Давид Пенхусович, Корінь Андрій Олександрович, Нечепоренко Володимир Андрійович
МПК: B21B 1/02
Мітки: спосіб, заготівельних, заготовок, прокатки, станах, обтискних
Формула / Реферат:
(57) Способ прокатки заготовок на обжимных и заготовочных станах, включающий деформацию раската в ящичных калибрах с формированием впадин на обжимаемых гранях глубиной, составляющей 15 - 30% от величины абсолютного обжатия в первом пропуске последующего калибра, отличающийся тем, что при прокатке раската с отношением его высоты к катающему диаметру последующего калибра более 0,45 в центре дна впадины раската формируют выпуклость высотой...
Попередній патент: Спосіб термічної обробки сталевого дроту
Наступний патент: Спосіб виготовлення офсетних друкарських форм прямим фотографуванням оригіналів
Випадковий патент: Спосіб біологічної очистки стічних вод від сполучення азоту та/або сульфатів