Спосіб прокатування зливків на обтискному стані
Номер патенту: 25816
Опубліковано: 30.10.1998
Автори: Зотова Євгенія Опанасівна, Міхейченко Зоя Леонідівна, Спіняков Віктор Костянтинович, Полуновський Ісаак Євсійович, Полуновська Людмила Георгіївна, Стрельнікова Валентина Іванівна, Малькова Світлана Валентинівна
Формула / Реферат
Спосіб прокатування зливків на обтискному стані, при якому зливок послідовно обтискують у двох взаємно перпендикулярних напрямках і формують проміжний прямокутний або близький до прямокутного переріз, який відрізняється тим, що після зняття конусності зливку у двох взаємно перпендикулярних площинах формують на гладкій бочці прямокутний або близький до прямокутного переріз із співвідношенням ширини до висоти 1,35 - 1,8, після охолоджують поверхню заготованки, причому вузькі грані охолоджують на 110 - 150°C, а широкі - на 70 - 100°C.
Текст
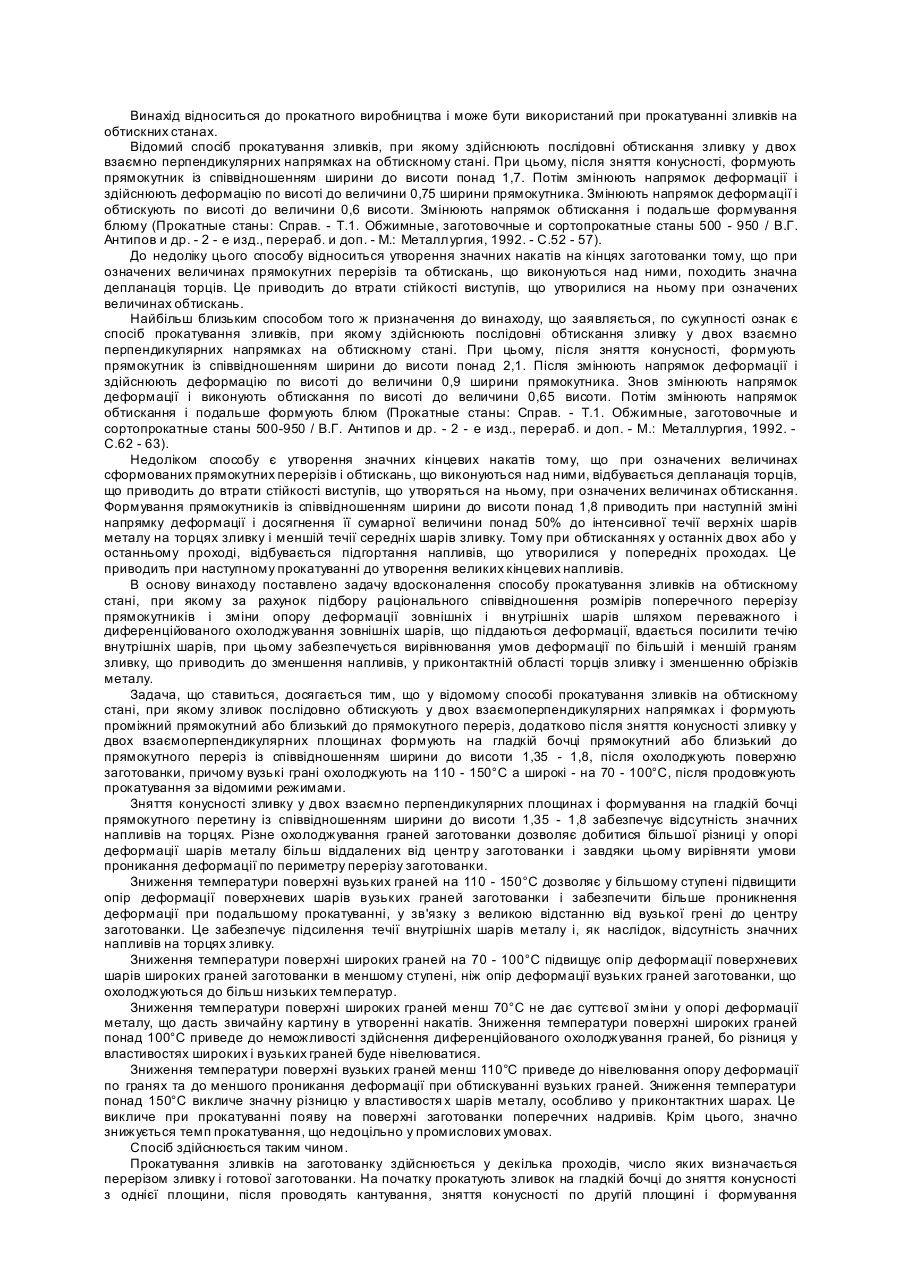
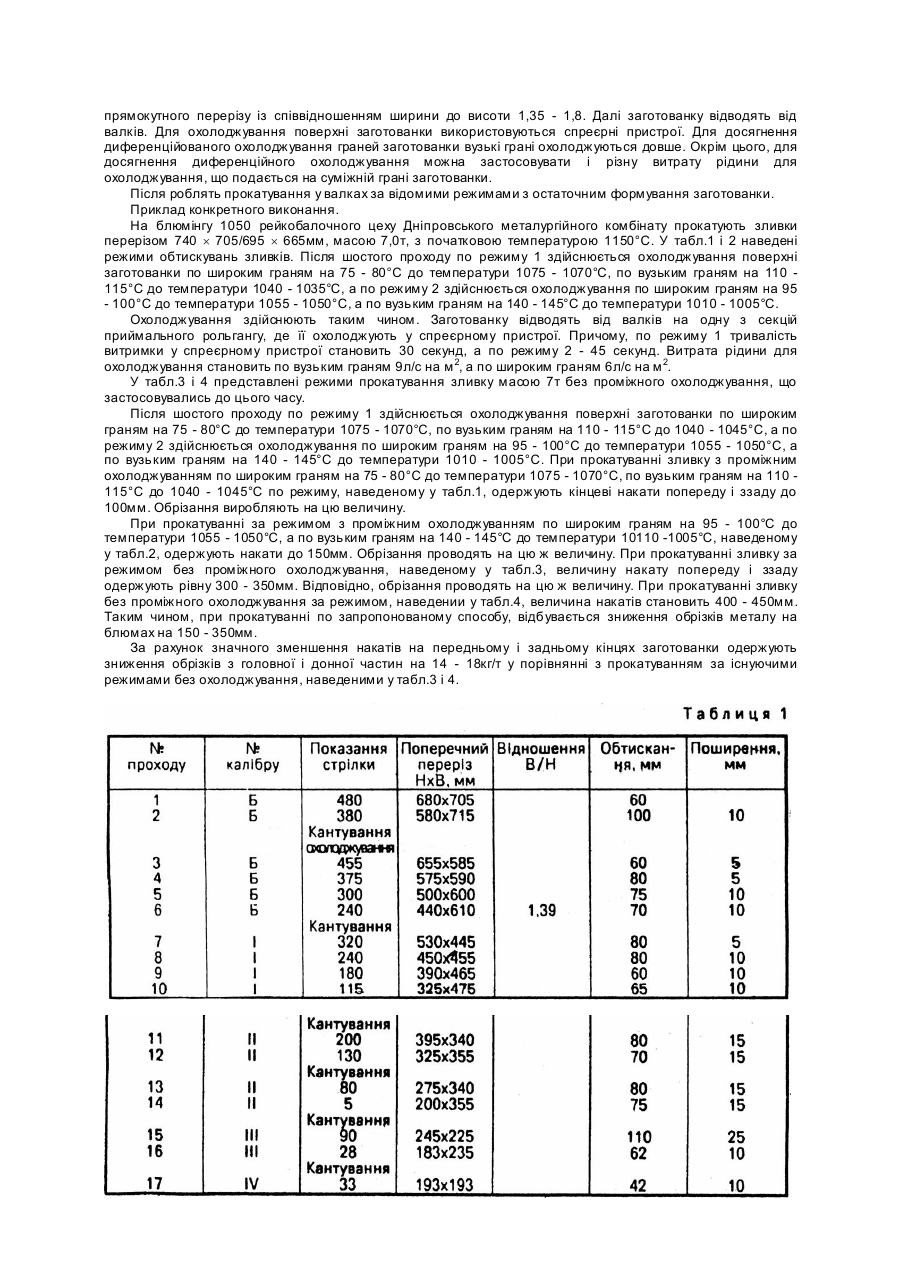
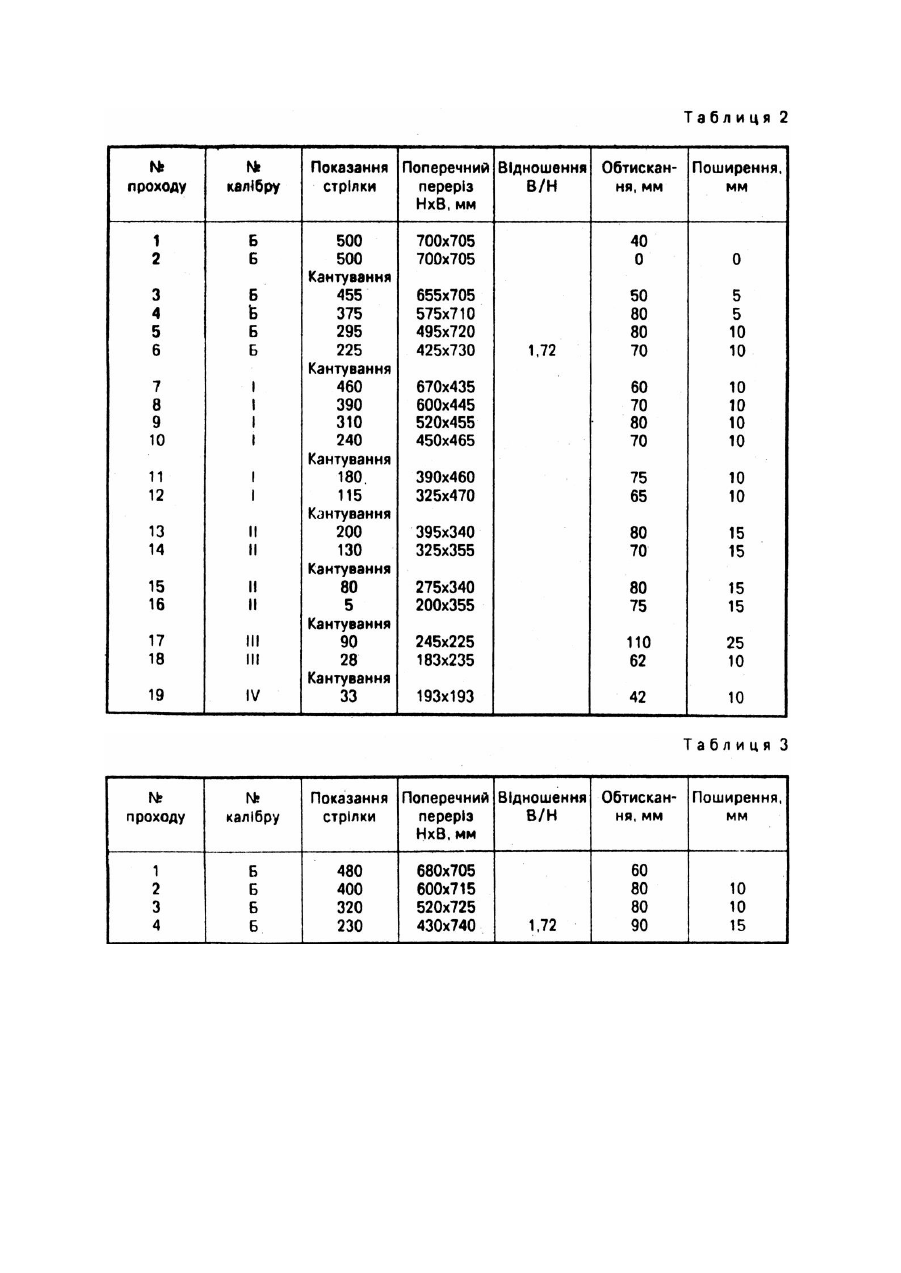
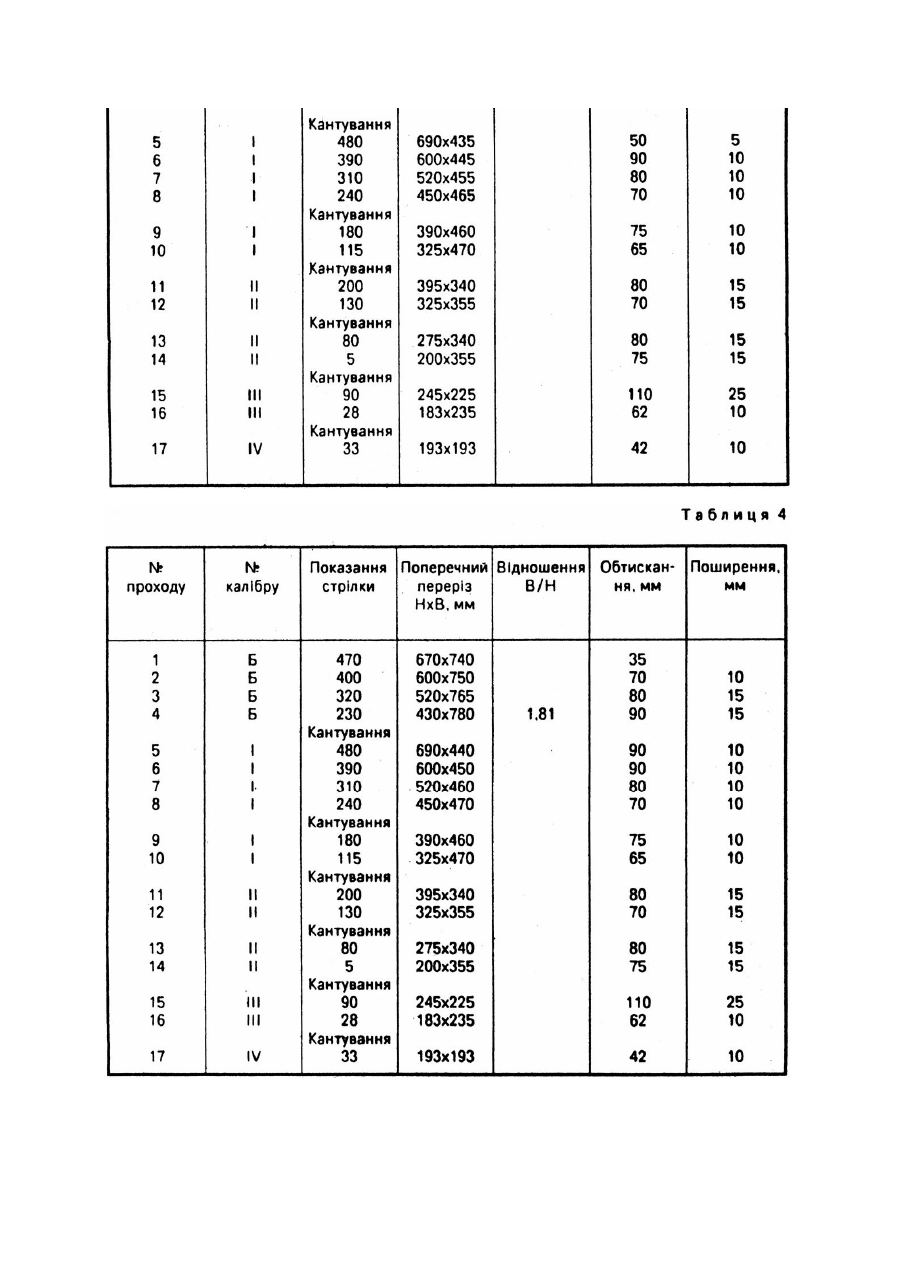
Винахід відноситься до прокатного виробництва і може бути використаний при прокатуванні зливків на обтискних станах. Відомий спосіб прокатування зливків, при якому здійснюють послідовні обтискання зливку у двох взаємно перпендикулярних напрямках на обтискному стані. При цьому, після зняття конусності, формують прямокутник із співвідношенням ширини до висоти понад 1,7. Потім змінюють напрямок деформації і здійснюють деформацію по висоті до величини 0,75 ширини прямокутника. Змінюють напрямок деформації і обтискують по висоті до величини 0,6 висоти. Змінюють напрямок обтискання і подальше формування блюму (Прокатные станы: Справ. - Т.1. Обжимные, заготовочные и сортопрокатные станы 500 - 950 / В.Г. Антипов и др. - 2 - е изд., перераб. и доп. - М.: Металлургия, 1992. - С.52 - 57). До недоліку цього способу відноситься утворення значних накатів на кінцях заготованки тому, що при означених величинах прямокутних перерізів та обтискань, що виконуються над ними, походить значна депланація торців. Це приводить до втрати стійкості виступів, що утворилися на ньому при означених величинах обтискань. Найбільш близьким способом того ж призначення до винаходу, що заявляється, по сукупності ознак є спосіб прокатування зливків, при якому здійснюють послідовні обтискання зливку у двох взаємно перпендикулярних напрямках на обтискному стані. При цьому, після зняття конусності, формують прямокутник із співвідношенням ширини до висоти понад 2,1. Після змінюють напрямок деформації і здійснюють деформацію по висоті до величини 0,9 ширини прямокутника. Знов змінюють напрямок деформації і виконують обтискання по висоті до величини 0,65 висоти. Потім змінюють напрямок обтискання і подальше формують блюм (Прокатные станы: Справ. - Т.1. Обжимные, заготовочные и сортопрокатные станы 500-950 / В.Г. Антипов и др. - 2 - е изд., перераб. и доп. - М.: Металлургия, 1992. С.62 - 63). Недоліком способу є утворення значних кінцевих накатів тому, що при означених величинах сформованих прямокутних перерізів і обтискань, що виконуються над ними, відбувається депланація торців, що приводить до втрати стійкості виступів, що утворяться на ньому, при означених величинах обтискання. Формування прямокутників із співвідношенням ширини до висоти понад 1,8 приводить при наступній зміні напрямку деформації і досягнення її сумарної величини понад 50% до інтенсивної течії верхніх шарів металу на торцях зливку і меншій течії середніх шарів зливку. Тому при обтисканнях у останніх двох або у останньому проході, відбувається підгортання напливів, що утворилися у попередніх проходах. Це приводить при наступному прокатуванні до утворення великих кінцевих напливів. В основу винаходу поставлено задачу вдосконалення способу прокатування зливків на обтискному стані, при якому за рахунок підбору раціонального співвідношення розмірів поперечного перерізу прямокутників і зміни опору деформації зовнішніх і вн утрішніх шарів шляхом переважного і диференційованого охолоджування зовнішніх шарів, що піддаються деформації, вдається посилити течію внутрішніх шарів, при цьому забезпечується вирівнювання умов деформації по більшій і меншій граням зливку, що приводить до зменшення напливів, у приконтактній області торців зливку і зменшенню обрізків металу. Задача, що ставиться, досягається тим, що у відомому способі прокатування зливків на обтискному стані, при якому зливок послідовно обтискують у двох взаємоперпендикулярних напрямках і формують проміжний прямокутний або близький до прямокутного переріз, додатково після зняття конусності зливку у двох взаємоперпендикулярних площинах формують на гладкій бочці прямокутний або близький до прямокутного переріз із співвідношенням ширини до висоти 1,35 - 1,8, після охолоджують поверхню заготованки, причому вузькі грані охолоджують на 110 - 150°C а широкі - на 70 - 100°C, після продовжують прокатування за відомими режимами. Зняття конусності зливку у двох взаємно перпендикулярних площинах і формування на гладкій бочці прямокутного перетину із співвідношенням ширини до висоти 1,35 - 1,8 забезпечує відсутність значних напливів на торцях. Різне охолоджування граней заготованки дозволяє добитися більшої різниці у опорі деформації шарів металу більш віддалених від центр у заготованки і завдяки цьому вирівняти умови проникання деформації по периметру перерізу заготованки. Зниження температури поверхні вузьких граней на 110 - 150°C дозволяє у більшому ступені підвищити опір деформації поверхневих шарів вузьких граней заготованки і забезпечити більше проникнення деформації при подальшому прокатуванні, у зв'язку з великою відстанню від вузької грені до центру заготованки. Це забезпечує підсилення течії внутрішніх шарів металу і, як наслідок, відсутність значних напливів на торцях зливку. Зниження температури поверхні широких граней на 70 - 100°C підвищує опір деформації поверхневих шарів широких граней заготованки в меншому ступені, ніж опір деформації вузьких граней заготованки, що охолоджуються до більш низьких температур. Зниження температури поверхні широких граней менш 70°C не дає суттєвої зміни у опорі деформації металу, що дасть звичайну картину в утворенні накатів. Зниження температури поверхні широких граней понад 100°C приведе до неможливості здійснення диференційованого охолоджування граней, бо різниця у властивостях широких і вузьких граней буде нівелюватися. Зниження температури поверхні вузьких граней менш 110°C приведе до нівелювання опору деформації по гранях та до меншого проникання деформації при обтискуванні вузьких граней. Зниження температури понад 150°C викличе значну різницю у властивостя х шарів металу, особливо у приконтактних шарах. Це викличе при прокатуванні появу на поверхні заготованки поперечних надривів. Крім цього, значно знижується темп прокатування, що недоцільно у промислових умовах. Спосіб здійснюється таким чином. Прокатування зливків на заготованку здійснюється у декілька проходів, число яких визначається перерізом зливку і готової заготованки. На початку прокатують зливок на гладкій бочці до зняття конусності з однієї площини, після проводять кантування, зняття конусності по другій площині і формування прямокутного перерізу із співвідношенням ширини до висоти 1,35 - 1,8. Далі заготованку відводять від валків. Для охолоджування поверхні заготованки використовуються спреєрні пристрої. Для досягнення диференційованого охолоджування граней заготованки вузькі грані охолоджуються довше. Окрім цього, для досягнення диференційного охолоджування можна застосовувати і різну витрату рідини для охолоджування, що подається на суміжній грані заготованки. Після роблять прокатування у валках за відомими режимами з остаточним формування заготованки. Приклад конкретного виконання. На блюмінгу 1050 рейкобалочного цеху Дніпровського металургійного комбінату прокатують зливки перерізом 740 ´ 705/695 ´ 665мм, масою 7,0т, з початковою температурою 1150°C. У табл.1 і 2 наведені режими обтискувань зливків. Після шостого проходу по режиму 1 здійснюється охолоджування поверхні заготованки по широким граням на 75 - 80°C до температури 1075 - 1070°C, по вузьким граням на 110 115°C до температури 1040 - 1035°C, а по режиму 2 здійснюється охолоджування по широким граням на 95 - 100°C до температури 1055 - 1050°C, а по вузьким граням на 140 - 145°C до температури 1010 - 1005°C. Охолоджування здійснюють таким чином. Заготованку відводять від валків на одну з секцій приймального рольгангу, де її охолоджують у спреєрному пристрої. Причому, по режиму 1 тривалість витримки у спреєрному пристрої становить 30 секунд, а по режиму 2 - 45 секунд. Витрата рідини для охолоджування становить по вузьким граням 9л/с на м 2, а по широким граням 6л/с на м 2. У табл.3 і 4 представлені режими прокатування зливку масою 7т без проміжного охолоджування, що застосовувались до цього часу. Після шостого проходу по режиму 1 здійснюється охолоджування поверхні заготованки по широким граням на 75 - 80°C до температури 1075 - 1070°C, по вузьким граням на 110 - 115°C до 1040 - 1045°C, а по режиму 2 здійснюється охолоджування по широким граням на 95 - 100°C до температури 1055 - 1050°C, а по вузьким граням на 140 - 145°C до температури 1010 - 1005°C. При прокатуванні зливку з проміжним охолоджуванням по широким граням на 75 - 80°C до температури 1075 - 1070°C, по вузьким граням на 110 115°C до 1040 - 1045°C по режиму, наведеному у табл.1, одержують кінцеві накати попереду і ззаду до 100мм. Обрізання виробляють на цю величину. При прокатуванні за режимом з проміжним охолоджуванням по широким граням на 95 - 100°C до температури 1055 - 1050°C, а по вузьким граням на 140 - 145°C до температури 10110 -1005°C, наведеному у табл.2, одержують накати до 150мм. Обрізання проводять на цю ж величину. При прокатуванні зливку за режимом без проміжного охолоджування, наведеному у табл.3, величину накату попереду і ззаду одержують рівну 300 - 350мм. Відповідно, обрізання проводять на цю ж величину. При прокатуванні зливку без проміжного охолоджування за режимом, наведении у табл.4, величина накатів становить 400 - 450мм. Таким чином, при прокатуванні по запропонованому способу, відбувається зниження обрізків металу на блюмах на 150 - 350мм. За рахунок значного зменшення накатів на передньому і задньому кінцях заготованки одержують зниження обрізків з головної і донної частин на 14 - 18кг/т у порівнянні з прокатуванням за існуючими режимами без охолоджування, наведеними у табл.3 і 4.
ДивитисяДодаткова інформація
Автори англійськоюSpiniakov Viktor Kostiantynovych, Polunovskyi Isaak Yevsiiovych, Spiniakov Viktor Kostiantynovych
Автори російськоюПолуновский Исаак Евсеевич, Спиняков Виктор Константинович, Спиняков Виктор Константинович
МПК / Мітки
Мітки: зливків, прокатування, обтискному, спосіб, стані
Код посилання
<a href="https://ua.patents.su/4-25816-sposib-prokatuvannya-zlivkiv-na-obtisknomu-stani.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатування зливків на обтискному стані</a>
Спосіб прокатування зливків пірамідальної форми на обтискних та заготовочних станах
Номер патенту: 25819
Опубліковано: 30.10.1998
Автори: Попов Євген Святославович, Толпа Анатолій Андрійович
МПК: B21B 1/02
Мітки: форми, спосіб, заготовочних, станах, зливків, обтискних, пірамідальної, прокатування
Формула / Реферат:
Спосіб прокатування зливків пірамідальної форми на обтискних та заготовочних станах, при якому зливки деформують у двох взаємоперпендикулярних площинах з проміжними кантуваннями при переході деформації з однієї площини у іншу з задачею зливка у першому та у першому після кантування пропуску більшою основою у валки, який відрізняється тим, що до першого кантування обтискання виконують по широкій стороні зливка, до і після першого кантування...
Спосіб холодного прокатування стрічок у рулонах на реверсивному стані
Номер патенту: 14129
Опубліковано: 25.04.1997
Автор: Ніколаєв Віктор Олександрович
МПК: B21B 1/30
Мітки: рулонах, стрічок, стані, спосіб, холодного, прокатування, реверсивному
Формула / Реферат:
Способ холодной прокатки полос в рулонах на реверсивном стане, включающий прокатку полос без обжатия переднего и заднего концов, закрепленных на моталке, и смотку в рулон, отличающийся тем, что, с целью экономии металла и повышения производительности путем одновременной уборки готового рулона и сварки, необжатый конец предыдущего рулона отрезают, приваривают к последующему рулону и затем осуществляют прокатку.
Спосіб холодного періодичного прокатування труб
Номер патенту: 24675
Опубліковано: 04.08.1998
Автори: Король Микола Миколайович, Король Радомір Миколайович, Орещенко Віктор Федорович, Григорченко Віктор Іванович, Півник Юрій Вікторович, Мартинов Юрій Львович, Буряк Юрій Григорович, Смолянов Георгій Миколайович, Журба Олександр Савельйович, Калашніков Юрій Леонідович
МПК: B21C 37/00
Мітки: періодичного, холодного, труб, спосіб, прокатування
Формула / Реферат:
Спосіб холодного періодичного прокатування труб, включаючий одночасно подачі і повороти порції метала заготовки в змінний переріз струмкових валків перед кожним переміщенням валків, закатку її в робочий конус, його обтиск без подачі порції метала зворотньо-поступально переміщеними струмковими валками на конічній оправці, який відрізняється тим, що процес прокатування виконують з чергуванням одночасних подач і поворотів порції метала заготовки...
Спосіб прокатування профілів
Номер патенту: 5339
Опубліковано: 28.12.1994
Автори: Ніколаєв Едуард Петрович, Толпа Анатолій Андрійович
МПК: B21B 1/02
Мітки: прокатування, спосіб, профілів
Формула / Реферат:
Способ прокатки профилей, включающий формирование подката в ящичном калибре в виде прямоугольника с переходными участками между его сторонами и прокатку его в калибрах простой формы с первоначальным контактом при захвате боковых поверхностей калибров с переходными участками, отличающийся тем, что, с целью повышения устойчивости процесса за счет улучшения условий захвата в калибрах простой формы, подкат формируют с двугранными переходными...
Спосіб прокатки на дуореверсивному стані
Номер патенту: 7904
Опубліковано: 26.12.1995
Автори: Кукуй Давид Пенхусович, Ошеровський Григорий Володимирович, Корінь Андрій Олександрович, Губайдулін Вячеслав Фуатович, Следнев Володимір Петрович, Дмітрієв Василь Дмитрійович
МПК: B21B 1/02
Мітки: спосіб, прокатки, стані, дуореверсивному
Формула / Реферат:
Способ прокатки заготовок на дуореверсивном стане, включающий деформацию нагретого слитка с соотношением сторон поперечного сечения 1:(1,5-2,5) с относительным обжатием по узким граням не менее 15% за проход и последующую деформацию до заданного профиле-размера, отличающийся тем, что, с целью увеличения выхода годного металла, перед задачей в валки передний по ходу прокатки конец заготовки длиной равной 0,9-1,2 длины очага деформации...
Попередній патент: Механізм архімедової спіралі
Наступний патент: Спосіб створення проксимального анастомозу лінійного синтетичного протезу кровоносної судини та артерії
Випадковий патент: Пристрій для оброблення чисел