Спосіб виготовлення порожнистих деталей
Номер патенту: 32229
Опубліковано: 12.05.2008
Автори: Алієв Іграмотдін Серажутдінович, Алієва Лейла Іграмотдіновна, Жбанков Ярослав Геннадійович
Формула / Реферат
Спосіб виготовлення порожнистих деталей, що здійснюють шляхом радіально-прямого видавлювання на оправці з порожнистих заготовок, який відрізняється тим, що виготовлення здійснюється з однієї порожнистої багатоштучної заготовки напівнеперервним радіально-прямим видавлюванням в зазор, утворений між оправкою та матрицею, з відрізанням одиничної деталі від багатоштучної заготовки в зоні зміни напрямку течії металу з радіального на прямий шляхом відносного переміщення оправки та матриці.
Текст
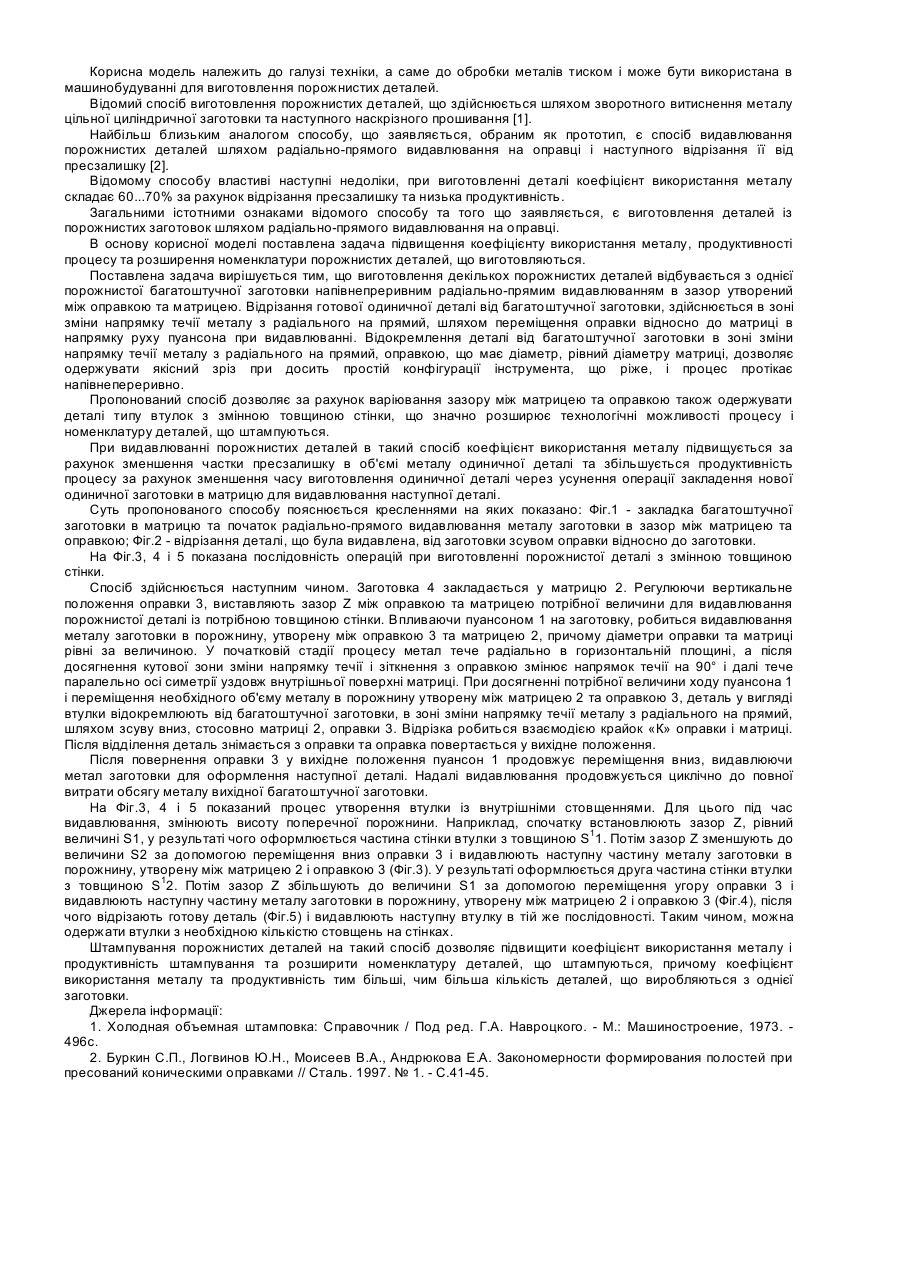
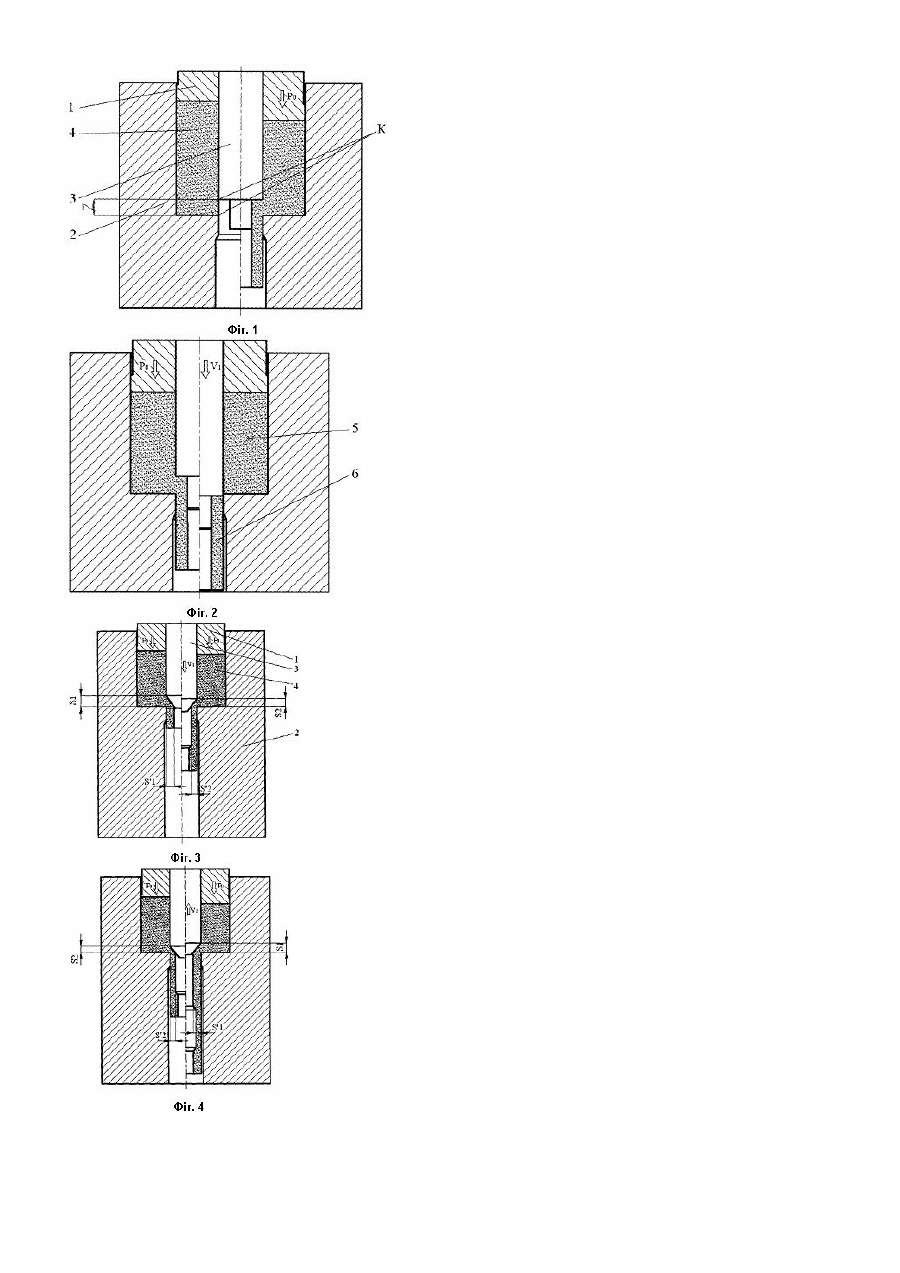
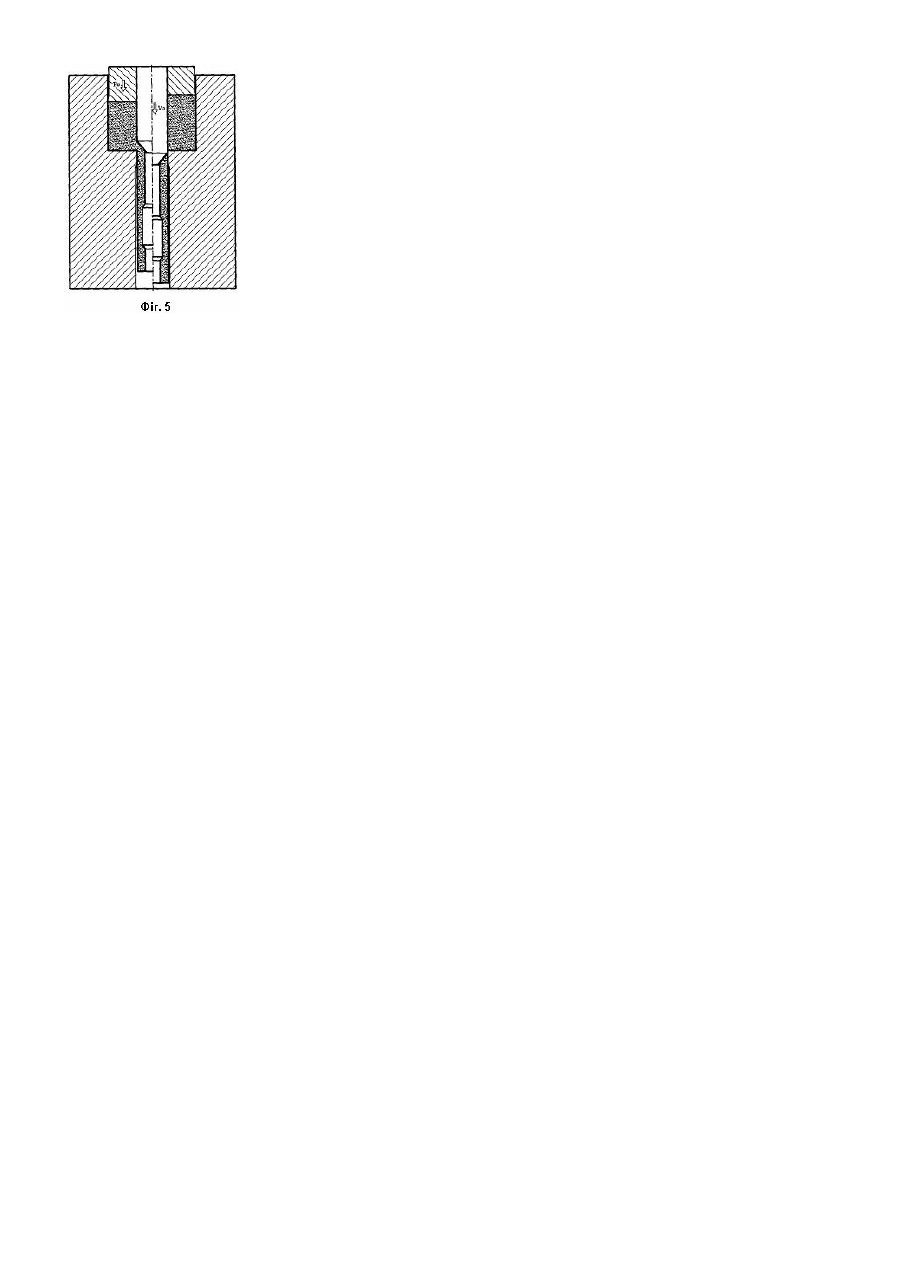
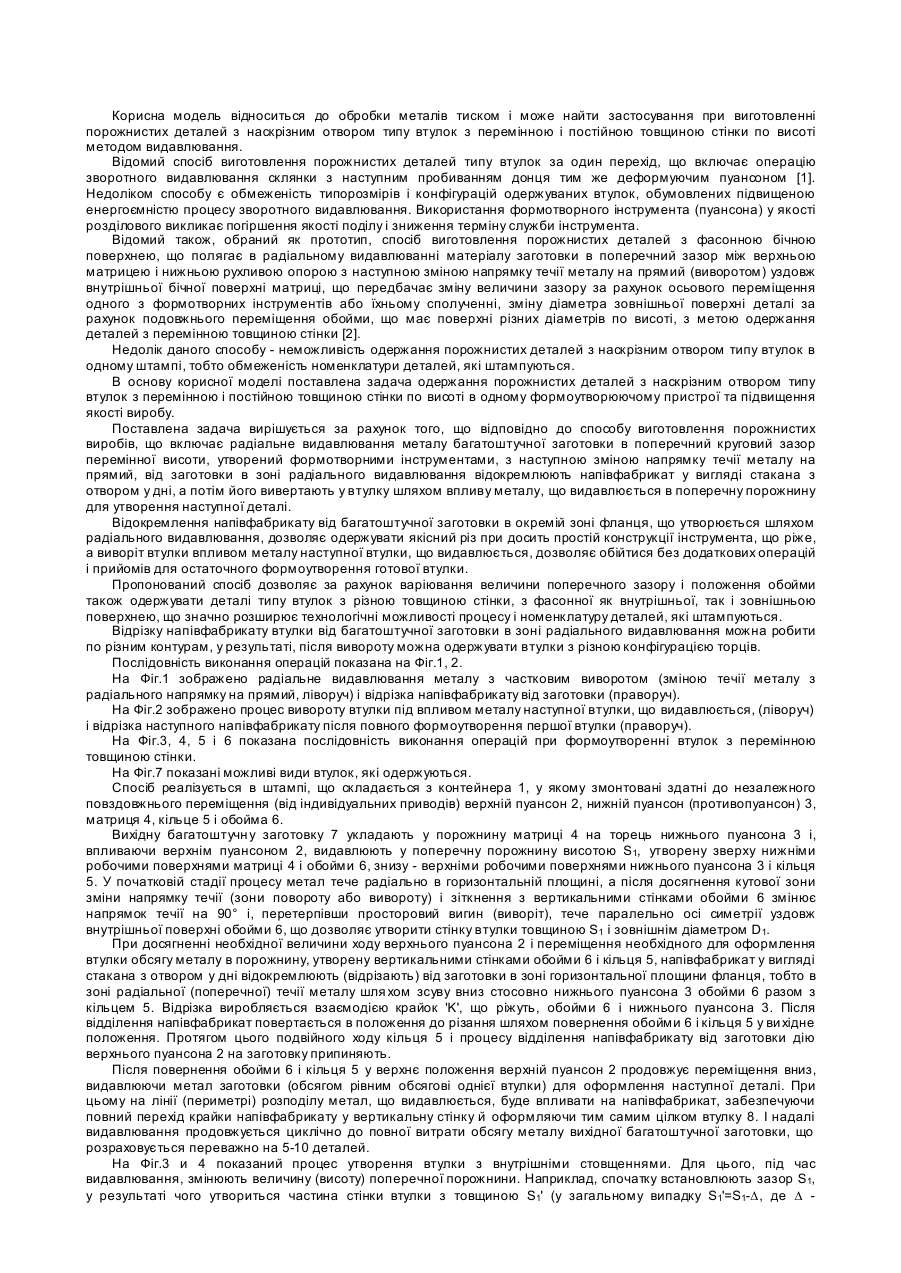
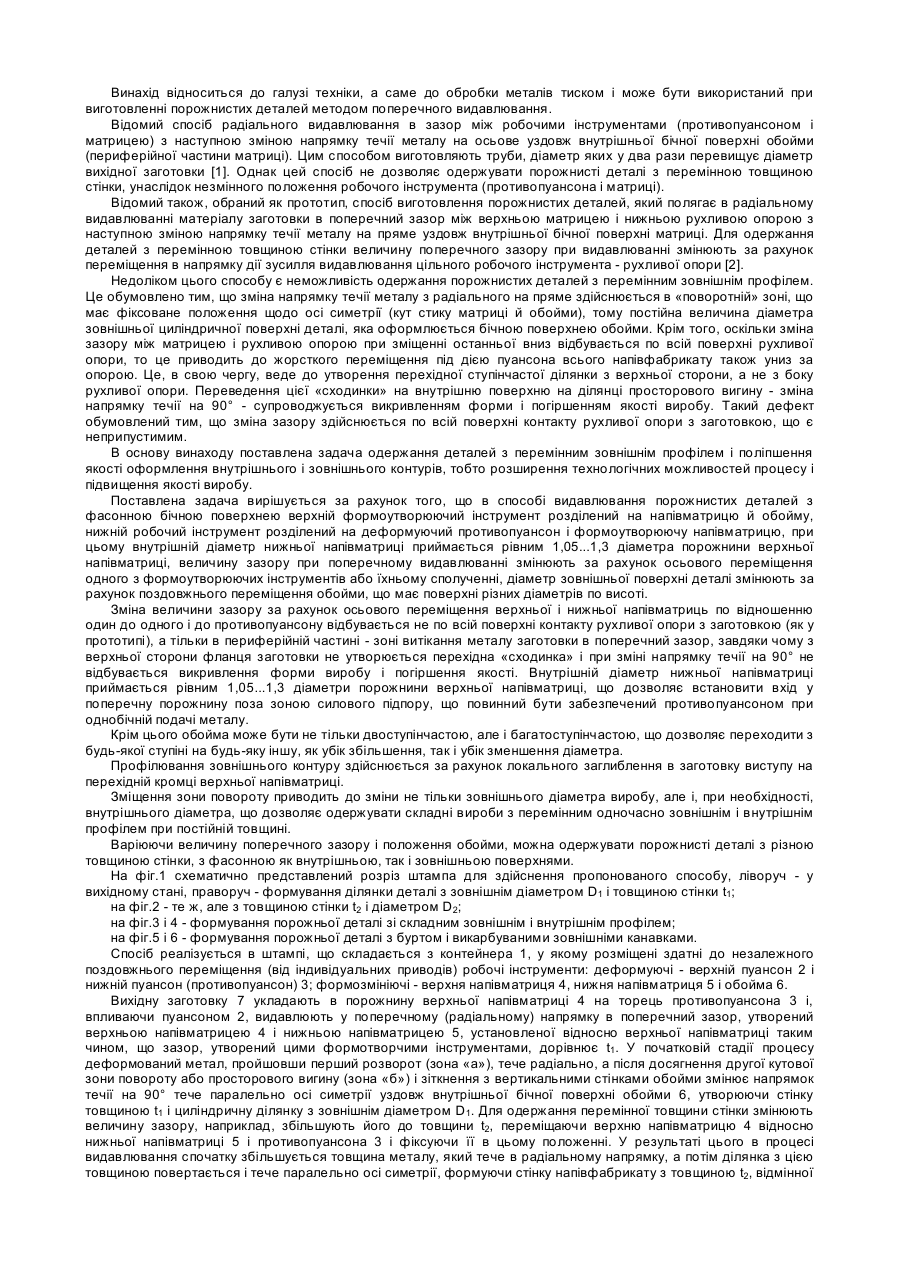
Корисна модель належить до галузі техніки, а саме до обробки металів тиском і може бути використана в машинобудуванні для виготовлення порожнистих деталей. Відомий спосіб виготовлення порожнистих деталей, що здійснюється шляхом зворотного витиснення металу цільної циліндричної заготовки та наступного наскрізного прошивання [1]. Найбільш близьким аналогом способу, що заявляється, обраним як прототип, є спосіб видавлювання порожнистих деталей шляхом радіально-прямого видавлювання на оправці і наступного відрізання її від пресзалишку [2]. Відомому способу властиві наступні недоліки, при виготовленні деталі коефіцієнт використання металу складає 60...70% за рахунок відрізання пресзалишку та низька продуктивність. Загальними істотними ознаками відомого способу та того що заявляється, є виготовлення деталей із порожнистих заготовок шляхом радіально-прямого видавлювання на оправці. В основу корисної моделі поставлена задача підвищення коефіцієнту використання металу, продуктивності процесу та розширення номенклатури порожнистих деталей, що виготовляються. Поставлена задача вирішується тим, що виготовлення декількох порожнистих деталей відбувається з однієї порожнистої багатоштучної заготовки напівнепреривним радіально-прямим видавлюванням в зазор утворений між оправкою та матрицею. Відрізання готової одиничної деталі від багатоштучної заготовки, здійснюється в зоні зміни напрямку течії металу з радіального на прямий, шляхом переміщення оправки відносно до матриці в напрямку руху пуансона при видавлюванні. Відокремлення деталі від багатоштучної заготовки в зоні зміни напрямку течії металу з радіального на прямий, оправкою, що має діаметр, рівний діаметру матриці, дозволяє одержувати якісний зріз при досить простій конфігурації інструмента, що ріже, і процес протікає напівнепереривно. Пропонований спосіб дозволяє за рахунок варіювання зазору між матрицею та оправкою також одержувати деталі типу втулок з змінною товщиною стінки, що значно розширює технологічні можливості процесу і номенклатуру деталей, що штампуються. При видавлюванні порожнистих деталей в такий спосіб коефіцієнт використання металу підвищується за рахунок зменшення частки пресзалишку в об'ємі металу одиничної деталі та збільшується продуктивність процесу за рахунок зменшення часу виготовлення одиничної деталі через усунення операції закладення нової одиничної заготовки в матрицю для видавлювання наступної деталі. Суть пропонованого способу пояснюється кресленнями на яких показано: Фіг.1 - закладка багатоштучної заготовки в матрицю та початок радіально-прямого видавлювання металу заготовки в зазор між матрицею та оправкою; Фіг.2 - відрізання деталі, що була видавлена, від заготовки зсувом оправки відносно до заготовки. На Фіг.3, 4 і 5 показана послідовність операцій при виготовленні порожнистої деталі з змінною товщиною стінки. Спосіб здійснюється наступним чином. Заготовка 4 закладається у матрицю 2. Регулюючи вертикальне положення оправки 3, виставляють зазор Z між оправкою та матрицею потрібної величини для видавлювання порожнистої деталі із потрібною товщиною стінки. Впливаючи пуансоном 1 на заготовку, робиться видавлювання металу заготовки в порожнину, утворену між оправкою 3 та матрицею 2, причому діаметри оправки та матриці рівні за величиною. У початковій стадії процесу метал тече радіально в горизонтальній площині, а після досягнення кутової зони зміни напрямку течії і зіткнення з оправкою змінює напрямок течії на 90° і далі тече паралельно осі симетрії уздовж внутрішньої поверхні матриці. При досягненні потрібної величини ходу пуансона 1 і переміщення необхідного об'єму металу в порожнину утворену між матрицею 2 та оправкою 3, деталь у вигляді втулки відокремлюють від багатоштучної заготовки, в зоні зміни напрямку течії металу з радіального на прямий, шляхом зсуву вниз, стосовно матриці 2, оправки 3. Відрізка робиться взаємодією крайок «К» оправки і матриці. Після відділення деталь знімається з оправки та оправка повертається у вихідне положення. Після повернення оправки 3 у вихідне положення пуансон 1 продовжує переміщення вниз, видавлюючи метал заготовки для оформлення наступної деталі. Надалі видавлювання продовжується циклічно до повної витрати обсягу металу вихідної багатоштучної заготовки. На Фіг.3, 4 і 5 показаний процес утворення втулки із внутрішніми стовщеннями. Для цього під час видавлювання, змінюють висоту поперечної порожнини. Наприклад, спочатку встановлюють зазор Z, рівний величині S1, у результаті чого оформлюється частина стінки втулки з товщиною S11. Потім зазор Z зменшують до величини S2 за допомогою переміщення вниз оправки 3 і видавлюють наступну частину металу заготовки в порожнину, утворену між матрицею 2 і оправкою 3 (Фіг.3). У результаті оформлюється друга частина стінки втулки з товщиною S12. Потім зазор Z збільшують до величини S1 за допомогою переміщення угору оправки 3 і видавлюють наступну частину металу заготовки в порожнину, утворену між матрицею 2 і оправкою 3 (Фіг.4), після чого відрізають готову деталь (Фіг.5) і видавлюють наступну втулку в тій же послідовності. Таким чином, можна одержати втулки з необхідною кількістю стовщень на стінках. Штампування порожнистих деталей на такий спосіб дозволяє підвищити коефіцієнт використання металу і продуктивність штампування та розширити номенклатуру деталей, що штампуються, причому коефіцієнт використання металу та продуктивність тим більші, чим більша кількість деталей, що виробляються з однієї заготовки. Джерела інформації: 1. Холодная объемная штамповка: Справочник / Под ред. Г.А. Навроцкого. - М.: Машиностроение, 1973. 496с. 2. Буркин С.П., Логвинов Ю.Н., Моисеев В.А., Андрюкова Е.А. Закономерности формирования полостей при пресований коническими оправками // Сталь. 1997. № 1. - С.41-45.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of producing hollow components
Автори англійськоюAliiev Ihramotdin Serazhutdinovych, Aliieva Leila Ihramotdinovna, Zhbankov Yaroslav Hennadiiovych
Назва патенту російськоюСпособ изготовления полых деталей
Автори російськоюАлиев Играмотдин Серажутдинович, Алиева Лейла Играмотдиновна, Жбанков Ярослав Геннадьевич
МПК / Мітки
МПК: B21K 21/00
Мітки: спосіб, деталей, порожнистих, виготовлення
Код посилання
<a href="https://ua.patents.su/3-32229-sposib-vigotovlennya-porozhnistikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення порожнистих деталей</a>
Спосіб виготовлення порожнистих деталей
Номер патенту: 7430
Опубліковано: 15.06.2005
Автори: Алієва Лейла Іграмотдіновна, Чучин Олег Володимирович
МПК: B21K 21/00
Мітки: спосіб, виготовлення, порожнистих, деталей
Формула / Реферат:
1. Спосіб виготовлення порожнистих деталей, що полягає в радіальному видавлюванні матеріалу багатоштучної заготовки в поперечну порожнину між верхньою матрицею і нижньою рухливою опорою з наступною зміною напрямку течії металу на прямий вздовж внутрішньої бічної поверхні матриці, який відрізняється тим, що від заготовки в зоні горизонтальної радіальної течії відокремлюють напівфабрикат у вигляді стакана з отвором у дні впливом...
Спосіб видавлювання порожнистих деталей

Номер патенту: 67977
Опубліковано: 15.07.2004
Автори: Алієв Іграмотдін Серажутдінович, Сивак Катерина Іванівна, Савчинський Іван Григорович, Алієва Лейла Іграмотдіновна
МПК: B21K 21/00
Мітки: порожнистих, спосіб, деталей, видавлювання
Формула / Реферат:
Спосіб видавлювання порожнистих деталей, що здійснюється шляхом прикладення деформуючого зусилля до торця заготовки і впливу на її бічну поверхню додатковими силами, спрямованими уздовж осі симетрії деталі, який відрізняється тим, що видавлювання здійснюють зі зміною напрямку силового впливу на бічну поверхню, при цьому на початковій стадії сили діють в напрямку видавлювання металу, а в заключній стадії - протилежно напрямкові...
Спосіб видавлювання порожнистих деталей з фасонною бічною поверхнею
Номер патенту: 67960
Опубліковано: 15.07.2004
Автори: Алієв Іграмотдін Серажутдінович, Чучин Олег Володимирович, Савченко Олег Констятинович, Алієва Лейла Іграмотдіновна
МПК: B21K 21/00, B21K 23/00
Мітки: деталей, спосіб, фасонною, поверхнею, бічною, видавлювання, порожнистих
Формула / Реферат:
1. Спосіб видавлювання порожнистих деталей з фасонною бічною поверхнею, що полягає в радіальному видавлюванні матеріалу заготовки в поперечний зазор між верхньою матрицею і нижньою рухливою опорою з наступною зміною напрямку течії металу на пряме вздовж внутрішньої бічної поверхні матриці, який відрізняється тим, що верхній формотворний інструмент розділений на півматрицю й обойму, нижній робочий інструмент розділений на деформуючий...
Спосіб виготовлення порожнистих деталей

Номер патенту: 5856
Опубліковано: 29.12.1994
Автори: Шмидт Рудольф Якович, Шишов Валерій Володимирович, Зайденко Анатолій Михайлович
МПК: B21K 21/00
Мітки: виготовлення, порожнистих, спосіб, деталей
Формула / Реферат:
Способ изготовления полых деталей путем получения заготовки из прутка, осадки ее, деформирования обратным выдавливанием, пробивки дна и оформления фасок на торцах, отличающийся тем, что, с целью повышения качества получаемых изделий, заготовку получают шаровой формы путем прокатки прутка, калибруют ее, после пробивки дна полученный полуфабрикат дорнуют, осаживают его торцы с образованием облоя и обрезают облой, а оформление фасок на...
Спосіб відновлення порожнистих циліндричних деталей
Номер патенту: 82361
Опубліковано: 10.04.2008
Автори: Афтанділянц Євген Григорович, Зазимко Оксана Володимирівна, Лопатько Костянтин Георгійович, КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ, Сідорченко Дмитро Олександрович
МПК: B23P 6/02
Мітки: циліндричних, порожнистих, відновлення, деталей, спосіб
Формула / Реферат:
Спосіб відновлення порожнистих циліндричних деталей, що включає направлену термопластичну деформацію в процесі нагріву та охолодження деталі, який відрізняється тим, що попередньо виконують відпал деталі, після цього спрацьовану по внутрішньому діаметру деталь встановлюють на матрицю пристрою, зовнішній діаметр якої відповідає необхідному внутрішньому діаметру деталі з урахуванням припуску на механічну обробку, та жорстко фіксують її нижньою...
Попередній патент: Передача обертального руху з двома відносно рухомими циліндричними поверхнями зачеплення
Наступний патент: Різальний інструмент
Випадковий патент: Плата рознімань наземного стартового комплексу