З’єднання деталей з натягом і спосіб його здійснення
Номер патенту: 46548
Опубліковано: 15.05.2002
Автори: Малиновський Микола Григорович, Оборський Іван Леонідович, Носік Віктор Сергійович, Арпентьєв Борис Михайлович, Сібгатулін Олександр Томович, Кантур В'ячеслав Григорович, Зенкін Анатолій Семенович, Кулюкін Сергій Васильович

Формула / Реферат
1. З'єднання деталей з натягом, що містить бандаж з центром, наприклад колеса, у якому бандаж має з одного боку усередині посадкового отвору буртик, а центр має посадкову циліндричну поверхню з гострою кромкою з боку вхідної частини, яке відрізняється тим, що бандаж оснащений додатковим буртиком, розташованим з іншої сторони усередині посадкового отвору бандажа, при цьому гостра кромка посадкової циліндричної поверхні центра з боку вхідної частини виконана округленою та має радіус, менший радіуса переходу від буртика до його основи.
2. 3'єднання по п. 1, яке відрізняється тим, що між бандажем і центром розміщений прошарок із теплопровідного пластичного матеріалу товщиною 0,015-0,030 мм, шириною та довжиною, рівними розмірам посадкової циліндричної поверхні центра.
3. 3'єднання по пп. 1, 2, яке відрізняється тим, що як прошарок вибрана фольга.
4. З'єднання по пп. 1, 2, яке відрізняється тим, що як прошарок вибрана композиція з теплопровідного порошку з рідким склом.
5. 3'єднання по пп. 1, 2, яке відрізняється тим,що як прошарок вибране гальванічне покриття з одного чи декількох теплопровідних однорідних чи різнорідних матеріалів.
6. Спосіб здійснення з'єднання з натягом, що включає технологічну підготовку деталей, термодію на одну із деталей для створення зазору, установлення деталей з зазором, витримку з'єднання для вирівнювання температур і скріплення його деталей за рахунок натягу, який відрізняється тим, що термодію виконують комбіновано з нагріванням однієї з деталей до температури 50-320°С та охолодженням іншої деталі до температури -100...-195,6°С.
7. Спосіб за п. 6, який відрізняється тим, що перед установленням деталей із зазором, що утворений за рахунок термодії, на посадкову поверхню однієї з деталей наносять теплопровідний прошарок.
Текст
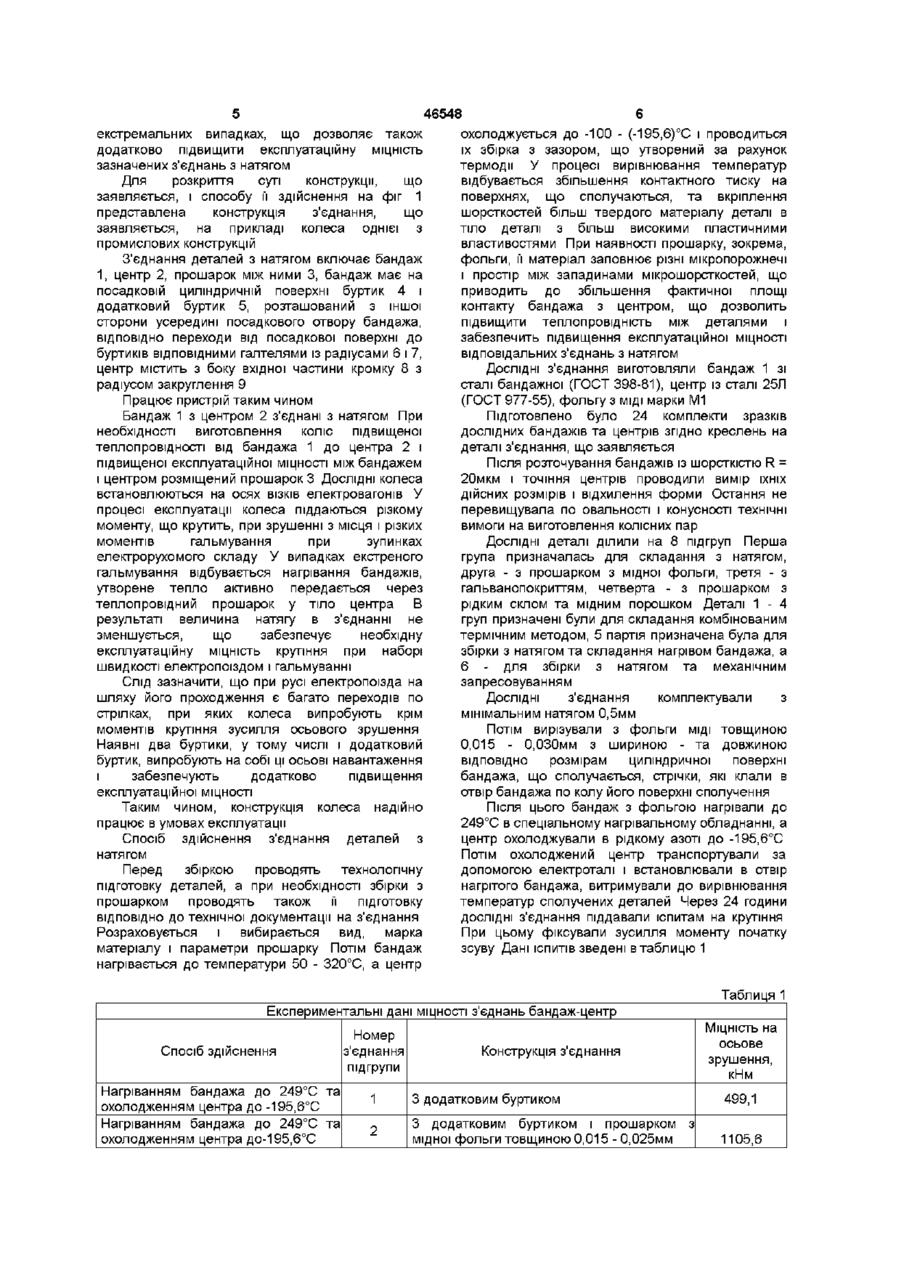
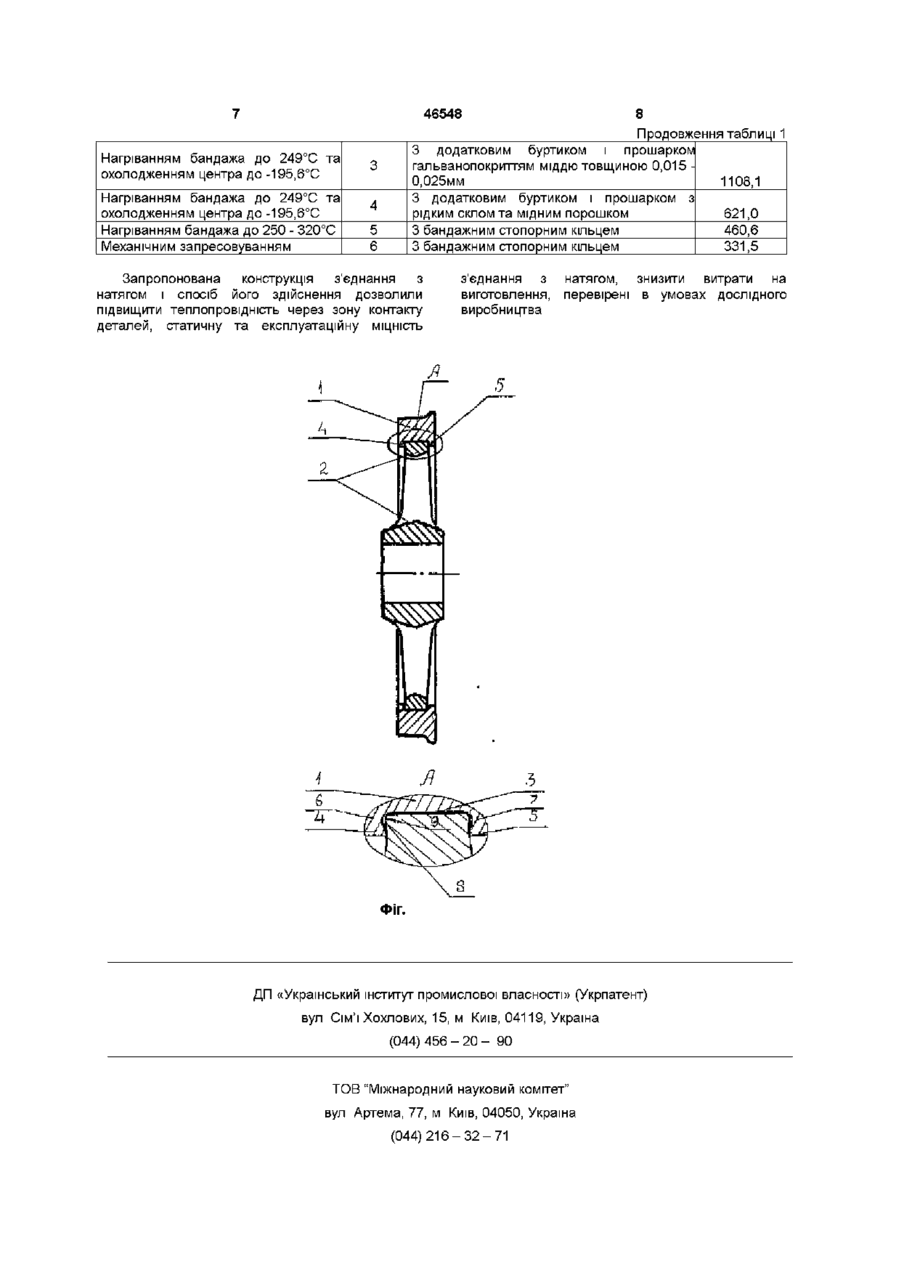
1 З'єднання деталей з натягом, що містить бандаж з центром, наприклад колеса, у якому бандаж має з одного боку усередині посадкового отвору буртик, а центр має посадкову циліндричну поверхню з гострою кромкою з боку вхідної частини, яке відрізняється тим, що бандаж оснащений додатковим буртиком, розташованим з іншої сторони усередині посадкового отвору бандажа, при цьому гостра кромка посадкової циліндричної поверхні центра з боку вхідної частини виконана округленою та має радіус, менший радіуса переходу від буртика до його основи 2 З'єднання по п 1, яке відрізняється тим, що між бандажем і центром розміщений прошарок із теплопровідного пластичного матеріалу товщиною 0,015-0,030 мм, шириною та довжиною, рівними розмірам посадкової циліндричної поверхні центра 3 З'єднання по пп 1, 2, яке відрізняється тим, що як прошарок вибрана фольга 4 З'єднання по пп 1, 2, яке відрізняється тим, що як прошарок вибрана композиція з теплопровідного порошку з рідким склом 5 З'єднання по пп 1, 2, яке відрізняється тим,що як прошарок вибране гальванічне покриття з одного чи декількох теплопровідних однорідних чи різнорідних матеріалів 6 Спосіб здійснення з'єднання з натягом, що включає технологічну підготовку деталей, термодію на одну із деталей для створення зазору, установлення деталей з зазором, витримку з'єднання для вирівнювання температур і скріплення його деталей за рахунок натягу, який відрізняється тим, що термодію виконують комбіновано з нагріванням однієї з деталей до температури 50-320°С та охолодженням іншої деталі до температури -100 -195,6°С 7 Спосіб за п 6, який відрізняється тим, що перед установленням деталей із зазором, що утворений за рахунок термодм, на посадкову поверхню однієї з деталей наносять теплопровідний прошарок 00 ю (О Винахід відноситься до області машинобудування, зокрема до з'єднання деталей з натягом, наприклад, бандажа з центром колісної пари рухливого складу залізничного транспорту і способів їхнього здійснення в локомотивобудуванні і електровагонобудувані, а також може бути використане для з'єднання різних циліндричних деталей Відоме з'єднання деталей, що містить бандаж типу зубцюватого вінця, центр типу маточини з фланцем, наприклад колісної пари, у якій бандаж з однієї сторони усередині посадочного отвору має буртик, фланець має поздовжні отвори, центр має посадкові циліндричну і торцеву поверхні, по торцевій поверхні засвердлені подовжні отвори, в отворах буртика і центра встановлені сполучні болти (Бистрицький X Я і ш Пристрій і робота електровозів перемінного току - М Транспорт, 1982 -С 25, мал 15) Відоме з'єднання через руйнування болтових з'єднань і порушення МОНОЛІТНОСТІ з'єднання бандаж-центр має низьку експлуатаційну МІЦНІСТЬ ВІДОМО також з'єднання деталей з натягом, що містить бандаж з центром, наприклад, колеса, у якого бандаж має з однієї сторони усередині посадкового отвору буртик, а центр має посадкову циліндричну поверхню з гострою крайкою з боку вхідної частини (Технічна документація Київського електровагоноремонтного заводу на збірку колісних пар електрорухливого складу, 1975р ) 46548 Наявність з іншої сторони посадкового отвору нового елемента в пристрій і введення нових бандажа кільцевого виточення під стопорне операцій у способі забезпечувало б підвищення бандажне кільце послабляє бандаж, що знижує експлуатаційної МІЦНОСТІ з'єднання експлуатаційну МІЦНІСТЬ таких з'єднань і вимагає Поставлена задача досягається тим, що витрат на виготовлення стопорних бандажних з'єднання деталей з натягом, що містить бандаж з кілець центром, наприклад, колеса, у якому бандаж має з однієї сторони усередині посадкового отвору Відомий спосіб здійснення з'єднання деталей з буртик, а центр має посадкову циліндричну натягом, що включає технологічну підготовку поверхню з гострою кромкою з боку вхідної деталей, запресовування центра в бандаж, частини, згідно винаходу, бандаж оснащений додаткове в ньому кріплення центра від зрушення додатковим буртиком, розташованим з іншої в осьовому напрямку з'єднання установкою в сторони усередині посадкового отвору бандажа, кільцеве виточення бандажа бандажного при цьому гостра кромка посадкової циліндричної стопорного кільця, закачування з'єднання (КОЛІСНІ поверхні центра виконана округленою з боку пари для тепловозів і електровозів залізниць коли вхідної частини і має радіус, менший радіуса 1520мм Технічні умови ДСТ 11018-87) переходу від буртика до його основи Теплопровідність і МІЦНІСТЬ посадки таких з'єднань за рахунок зрізу гребінців шорсткостей на Доцільно, щоб між бандажем і центром був поверхнях деталей, що сполучаються, і розміщений прошарок з теплопровідного зменшення площі контакту знижується пластичного матеріалу товщиною 0,015 - 0,03мм, шириною і довжиною з розмірами рівними Відомий спосіб здійснення з'єднання деталей з розмірам посадкової циліндричної поверхні натягом, що включає технологічну підготовку центра деталей, установку центра в бандаж, кріплення центра в бандажі від зрушення в осьовому Доцільно ЯК прошарок вибрати фольгу, напрямку з'єднання за допомогою болтових наприклад, з МІДІ сполучних елементів ДОЦІЛЬНО також як прошарок вибрати композицію з теплопровідного порошку з рідким (Находкин В М .Черепашенец Р Г Технологія склом ремонту тягового рухливого складу - М Транспорт, 1998 -С 212, мал 4 11) Доцільно також як прошарок вибрати гальванічне покриття з одного чи декількох Кріплення деталей приводить до зрізу болтів у теплопровідних однорідних чи різнорідних процесі експлуатації, що знижує експлуатаційну матеріалів МІЦНІСТЬ таких з'єднань і вимагає додаткових витрат на виготовлення болтів і гайок Поставлена задача досягається також тим, що в способі здійснення з'єднання деталей з натягом, Відомий також спосіб здійснення з'єднання що включає технологічну підготовку деталей, деталей з натягом, що включає технологічну термодію на одну з деталей для створення зазору, підготовку деталей, термодію на одну з деталей установлення деталей з зазором витримку для створення зазору, установлення деталей із з'єднання для вирівнювання температури і зазором, витримку з'єднання для вирівнювання скріплення його деталей за рахунок натягу, згідно температур і скріплення його деталей за рахунок винаходу, термодію виконують з нагріванням натягу (ДЕРЖСТАНДАРТ 11018-87 Постанова однієї з деталей до температури 50 - 320°С однієї комітету стандартизації і метрології від 26 12 91 з деталей та охолодженням іншої деталі до №2140) температури -100 - (-195,6)°С Спосіб після установлення бандажа і центра включає також установлення бандажного Доцільно, щоб перед у становленням деталей стопорного кільця і наступне закачування із зазором, що утворений за рахунок термодм, на з'єднання посадкову поверхню однієї з деталей наносити теплопровідний прошарок Відомий спосіб з'єднання деталей з натягом забезпечує порівняно низьку експлуатаційну Таким чином, виконання однієї з деталіМІЦНІСТЬ за рахунок низької теплопровідності через бандажа з додатковим буртиком, що встановлений зону контакту бандажа з центром, зрізу з іншої сторони усередині посадкового отвору, а бандажного стопорного кільця від динамічних гострої крайки посадкової циліндричної поверхні навантажень при експлуатації внаслідок центра округленої з радіусом меншим радіуса відсутності МОНОЛІТНОСТІ зв'язку деталей (бандажа переходу від буртика до його підстави, проведення і центра) Це викликано тим, що при тривалому, термодм з нагрівом однієї з деталей до 50 - 320°С наприклад, гальмуванні відбувається інтенсивне та охолодження другої деталі до температури -100 нагрівання бандажа за рахунок тертя гальмових - (-195,6)°С дозволяє підвищити експлуатаційну колодок, теплопередача через зону контакту до МІЦНІСТЬ з'єднань центра погіршується, бандаж і його посадковий Введення перед збіркою в зону контакту отвір збільшуються в діаметрі значно швидше і бандажа з центром теплопровідного прошарку у більше, ніж посадковий діаметр центра, виді фольги з теплопровідного пластичного відбувається зменшення натягу й ослаблення матеріалу, гальванопокриття з однорідних чи посадки, що в кінцевому рахунку може привести різнорідних матеріалів, композиції з порошку і до зрушення бандажа щодо центра й аварійної рідкого скла з товщиною, що співрозмірна ситуації величині шорсткостей на поверхнях бандажа і центра, що сполучаються, і величиною В основу винаходів покладена задача контактного тиску сприяє підвищенню створити такі з'єднання і спосіб здійснення теплопровідності через зону контакту в з'єднання деталей з натягом, у яких введення 46548 охолоджується до -100 - (-195,6)°С і проводиться екстремальних випадках, що дозволяє також їх збірка з зазором, що утворений за рахунок додатково підвищити експлуатаційну МІЦНІСТЬ термодм У процесі вирівнювання температур зазначених з'єднань з натягом відбувається збільшення контактного тиску на Для розкриття суті конструкції, що поверхнях, що сполучаються, та вкріплення заявляється, і способу її здійснення на фіг 1 шорсткостей більш твердого матеріалу деталі в представлена конструкція з'єднання, що тіло деталі з більш високими пластичними заявляється, на прикладі колеса однієї з властивостями При наявності прошарку, зокрема, промислових конструкцій фольги, її матеріал заповнює різні мікропорожнечі З'єднання деталей з натягом включає бандаж і простір між западинами мікрошорсткостей, що 1, центр 2, прошарок між ними 3, бандаж має на приводить до збільшення фактичної площі посадковій циліндричній поверхні буртик 4 і контакту бандажа з центром, що дозволить додатковий буртик 5, розташований з іншої підвищити теплопровідність між деталями і сторони усередині посадкового отвору бандажа, забезпечить підвищення експлуатаційної МІЦНОСТІ ВІДПОВІДНО переходи від посадкової поверхні до відповідальних з'єднань з натягом буртиків ВІДПОВІДНИМИ галтелями із радіусами 6 і 7, центр містить з боку вхідної частини кромку 8 з ДОСЛІДНІ з'єднання виготовляли бандаж 1 зі радіусом закруглення 9 сталі бандажної (ГОСТ 398-81), центр із сталі 25Л (ГОСТ 977-55), фольгу з МІДІ марки М1 Працює пристрій таким чином Бандаж 1 з центром 2 з'єднані з натягом При Підготовлено було 24 комплекти зразків необхідності виготовлення коліс підвищеної дослідних бандажів та центрів згідно креслень на теплопровідності від бандажа 1 до центра 2 і деталі з'єднання, що заявляється підвищеної експлуатаційної МІЦНОСТІ МІЖ бандажем Після розточування бандажів із шорсткістю R = і центром розміщений прошарок 3 ДОСЛІДНІ колеса 20мкм і точіння центрів проводили вимір їхніх встановлюються на осях ВІЗКІВ електровагонів У дійсних розмірів і відхилення форми Остання не процесі експлуатації колеса піддаються різкому перевищувала по овальності і конусності технічні моменту, що крутить, при зрушенні з місця і різких вимоги на виготовлення колісних пар моментів гальмування при зупинках ДОСЛІДНІ деталі ділили на 8 підгруп Перша електрорухомого складу У випадках екстреного група призначалась для складання з натягом, гальмування відбувається нагрівання бандажів, друга - з прошарком з мідної фольги, третя - з утворене тепло активно передається через гальванопокриттям, четверта - з прошарком з теплопровідний прошарок у тіло центра В рідким склом та мідним порошком Деталі 1 - 4 результаті величина натягу в з'єднанні не груп призначені були для складання комбінованим зменшується, що забезпечує необхідну термічним методом, 5 партія призначена була для експлуатаційну МІЦНІСТЬ крутіння при наборі збірки з натягом та складання нагрівом бандажа, а швидкості електропоїздом і гальмуванні 6 - для збірки з натягом та механічним запресовуванням Слід зазначити, що при русі електропоїзда на шляху його проходження є багато переходів по ДОСЛІДНІ з'єднання комплектували з стрілках, при яких колеса випробують крім мінімальним натягом 0,5мм моментів крутіння зусилля осьового зрушення Потім вирізували з фольги МІДІ ТОВЩИНОЮ Наявні два буртики, у тому числі і додатковий 0,015 - 0,030мм з шириною - та довжиною буртик, випробують на собі ці осьові навантаження ВІДПОВІДНО розмірам циліндричної поверхні і забезпечують додатково підвищення бандажа, що сполучається, стрічки, які клали в експлуатаційної МІЦНОСТІ отвір бандажа по колу його поверхні сполучення Таким чином, конструкція колеса надійно Після ЦЬОГО бандаж з фольгою нагрівали до працює в умовах експлуатації 249°С в спеціальному нагрівальному обладнанні, а центр охолоджували в рідкому азоті до -195,6°С Спосіб здійснення з'єднання деталей з Потім охолоджений центр транспортували за натягом допомогою електроталі і встановлювали в отвір Перед збіркою проводять технологічну нагрітого бандажа, витримували до вирівнювання підготовку деталей, а при необхідності збірки з температур сполучених деталей Через 24 години прошарком проводять також її підготовку ДОСЛІДНІ з'єднання піддавали іспитам на крутіння ВІДПОВІДНО до технічної документації на з'єднання При цьому фіксували зусилля моменту початку Розраховується і вибирається вид, марка зсуву Дані ІСПИТІВ зведені в таблицю 1 матеріалу і параметри прошарку Потім бандаж нагрівається до температури 50 - 320°С, а центр Таблиця 1 Експериментальні дані МІЦНОСТІ з'єднань бандаж-центр Спосіб здійснення Нагріванням бандажа до 249°С та охолодженням центра до -195,6°С Нагріванням бандажа до 249°С та охолодженням центра до-195,6°С Номер з'єднання підгрупи МІЦНІСТЬ на Конструкція з'єднання осьове зрушення, кНм 1 3 додатковим буртиком 499,1 2 3 додатковим буртиком і прошарком з мідної фольги товщиною 0,015 - 0,025мм 1105,6 8 Продовження таблиці 1 3 додатковим буртиком і прошарком гальванопокриттям міддю товщиною 0,015 0,025мм 1108,1 3 додатковим буртиком і прошарком з рідким склом та мідним порошком 621,0 3 бандажним стопорним кільцем 460,6 3 бандажним стопорним кільцем 331,5 46548 Нагріванням бандажа до 249°С та охолодженням центра до -195,6°С Нагріванням бандажа до 249°С та охолодженням центра до -195,6°С Нагріванням бандажа до 250 - 320°С Механічним запресовуванням 3 4 5 6 Запропонована конструкція з'єднання з натягом і спосіб його здійснення дозволили підвищити теплопровідність через зону контакту деталей, статичну та експлуатаційну МІЦНІСТЬ з єднання з натягом, знизити витрати на виготовлення, перевірені в умовах дослідного виробництва ФІГ. ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044) 456 - 20 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Автори англійськоюKaliukin Serhii Vasyliovych, Oborskyi Ivan Leonidovych, Malynovskyi Mykola Hryhorovych, Zenkin Anatolii Semenovych
Автори російськоюКулюкин Сергей Васильевич, Оборский Иван Леонидович, Малиновский Николай Григорьевич, Зенкин Анатолий Семенович
МПК / Мітки
МПК: B23P 19/02, B23P 11/02
Мітки: деталей, натягом, здійснення, з'єднання, спосіб
Код посилання
<a href="https://ua.patents.su/4-46548-zehdnannya-detalejj-z-natyagom-i-sposib-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">З’єднання деталей з натягом і спосіб його здійснення</a>
Спосіб з’єднання деталей з натягом
Номер патенту: 20374
Опубліковано: 15.07.1997
Автори: Білошенко Віктор Олександрович, Варюхін Віктор Миколайович
МПК: F16B 4/00
Мітки: з'єднання, натягом, спосіб, деталей
Формула / Реферат:
Способ соединения деталей с натягом, включающий сопряжение соединяемых деталей торцами, размещение на концевых участках сопряженных деталей охватывающей их втулки и нагрев втулки до образования натяга, отличающийся тем, что втулку выполняют из полимерного материала путем деформации цилиндрической заготовки одноосным сжатием на 40-60% и последующим выполнением в ней отверстия заданного диаметра, ось которого совпадает с осью...
Пристрій для теплового розпресування деталей з’єднаних коаксиально з натягом
Номер патенту: 33615
Опубліковано: 15.02.2001
Автори: Девякович Олег Петрович, Горькавець Володимир Вікторович, Дорошенко Микола Єгорович, Лейбович Лев Іссахарович, Корчевський Микола Володимирович
МПК: F04D 29/60, B23P 19/02
Мітки: натягом, з'єднаних, пристрій, деталей, розпресування, теплового, коаксіальної
Текст:
...запропонованого та відомого пристрою-прототипу, дозволяють при використанні заявленого винаходу досягнути описаного вище технічного результату, тобто знаходяться з ним у причиннонаслідковому зв'язку. Виходячи з цього, можна стверджувати, що ознаки, що характеризують винахід, є істотними. Винахід пояснюється за допомогою малюнка (фіг.), який ілюструє вид пристрою у поздовжньому розрізі з об'єктом розпресування -ротором багатоступінчастого...
Спосіб обробки деталей і пристрій для його здійснення
Номер патенту: 39372
Опубліковано: 15.06.2001
Автори: Анділахай Олександр Олександрович, Савенко Світлана Валентинівна, Барсуков Володимир Анатолійович
МПК: B24B 31/06
Мітки: здійснення, пристрій, деталей, спосіб, обробки
Формула / Реферат:
1. Спосіб обробки деталей, що включає розміщення їх у контейнері, встановленому в корпусі з зазором, якому задають планетарний рух, який відрізняється тим, що корпусу задають коливання частотою, рівною власній частоті коливань контейнера і амплітудою, рівною зазору між контейнером і корпусом, а після цього збільшують частоту до отримання амплітуди рівної 0,3 - 0,35 її первинного значення.2. Пристрій для обробки деталей, що містить...
Спосіб шліфування та полірування деталей складної конфігурації та пристрій для його здійснення
Номер патенту: 6457
Опубліковано: 29.12.1994
Автори: Пісьман Лазар Ісаакович, Кац Леонід Соломонович, Каленський Едуард Борисович
МПК: B23Q 41/00, B24B 7/00
Мітки: полірування, пристрій, спосіб, деталей, складної, шліфування, здійснення, конфігурації
Формула / Реферат:
(57) 1. Способ шлифования и полирования деталей сложной конфигурации, заключающийся в загрузке деталей приспособления кругового транспортера и последовательной их обработке силовыми головками, расположенными вокруг транспортера, отличающийся тем, что сначала за один оборот транспортера обрабатывают одну группу поверхностей соответствующими силовыми головками, затем, на позиции загрузки, детали переустанавливают в другие приспособления и за...
Спосіб електрогідравлічного очищення нежорстких пластинчатих деталей та установка для його здійснення
Номер патенту: 34020
Опубліковано: 15.02.2001
Автори: Рура Анатолій Володимирович, Коваленко Євген Петрович, Александров Віктор Михайлович, Мешин Віталій Веніамінович, Горбіков Юрій Моісеевич, Столяр Михайло Борисович, Бутаков Борис Іванович, Козин Костянтин Васильович, Довганюк Сергій Іванович, Великоречанин Олександр Васильович, Бутакова Галина Сергіївна, Власов Павло Євгенович
МПК: B22D 29/00, B22D 33/00
Мітки: здійснення, пластинчатих, деталей, електрогідравлічного, установка, спосіб, нежорстких, очищення
Текст:
...води, що проникає між деталями, не відбиває хвилю стиску, що надходить із технологічної пластини в деталі,що оброблюються, і не може суттєво вплинути на їхню власну частоту та амплітуду коливань, що вигинаються. Тим часом найтонші струми води, які виникають між пластинами при їхній вібрації, ефективно виносять з зазорів між ними від'ємні від деталей технологічні відкладення. При цьому на деталях, що очищуються, відсутні припіки від...
Попередній патент: Спосіб лікування порожнистої деформації стопи
Наступний патент: Спосіб формування свердловинного заряду вибухової речовини для проведення масових вибухів
Випадковий патент: Спосіб діагностики гірського масиву