Спосіб локалізації теплового факелу при зварюванні в захисних газах

Текст
IWWB23K9/16 СПОСІБ ЛОКАЛІЗАЦІЇ ТЕПЛОВОГО ФАКЕЛУ ПРИ ЗВАРЮВАННІ В ЗАХИСНИХ ГАЗАХ Винахід відноситься до техніки захисту повітря від забруднення та може бути використаний у машинобудівному виробництві, будівельний індустрії і інших областях промисловості. Відомий спосіб відсмоктування шкідливостей з зони зварювання шляхом закручування осьового потоку захисного газу і протилежно закрученого коаксиального теплового факелу [1]. Недоліком цього способу є захоплення частини шкідливих речовин потоком захисного газу і інтенсивне перемішування теплового факелу з оточуючим повітрям, що збільшує обсяг вилучаємого повітря та погіршує якість зварювального шву. Найбільш близьким технічним рішенням є спосіб вилучення шкідливих речовин при напівавтоматичному зварюванні у захисному газі, що полягає у скруту потоку захисного газу та колоподібної подачі його під кутом, що сходиться до точки зварювання. Вилучення шкідливих речовин відбувається з освіченого захисним газом конуса обертання [2]. Недоліком даного способу є розірвання потоку захисного газу в наслідок низькочастотних коливань вихрового ядра, що виникає при скруту захисного газу. Метою запропонованого способу локалізації теплового факелу при зварюванні у захисних газах є підвищення ефективності локалізації теплового факелу шляхом підвищення стійкості скруту потоку захисного газу. Поставлена мета досягається тим, що у споробі локалізації теплового факелу при зварюванні у захисних газах, ' "^кільцевий подачі потоку захисного газу під кутом, що сходиться до точки зварювання і вилученні теплового факелу з освіченого захисним газом конуса обертання, ступінь скруту потоку захисного газу визначається величиною його витрати, частотою прецесії вихрового ядра і кутом нахилу подачі захисного газу, взаємопов'язаних між собою залежністю: / 2Q Де S - ступінь скруту потоку захисного газу; f - частота коливань вихрового ядра, с"1; d - діаметр сопла подачі захисного газу, м; а - відстань від точки зварювання до сопла подачі захисного газу, м; R - радіус сопла подачі захисного газу, м; Q - масова витрата захисного газу, кг/м3. Порівняльний аналіз з прототипом [2] дозволяє зробити висновок, що спосіб, що заявляється, відрізняється від відомого введенням ряду додаткових ознак, а саме тим, що підвищення ефективності локалізації теплового факелу досягається не регулюванням куту подачі захисного газу, а ступенем його скруту у залежності від витрати та частоти коливань вихрового ядра, що дозволяє оптимізувати витрати захисного газу, забезпечити стійкість потоку захисного газу та запобігти розриви у його структурі, поліпшуючи таким чином якість зварювального шва та ефективність локалізації зварювального факелу. Спосіб локалізації теплового факелу, що пропонується, реалізується слідуючим чином. Пальник для зварювання у захисних газах, що містить завихрувач, виконаний у вигляді рухливої спіральної пластини з можливістю модифікації кроку витка, вмонтований у сопло подачі захисного газу, виконаний у вигляді зрізаного конусу з розташованими співвісно у середині нього сопла відсмоктувача шкідливостей та сопла подачі зварювального дроту. В процесі зварювання потік захисного газу закручувається у завихрувачі сопла подачі захисного газу і подається під кутом, що сходиться до точки зварювання, а виникаючий при зварюванні тепловий факел, локалізований скрученим потоком захисного газу, видаляється в сопло відсмоктувача. Для виключення розривів у структурі потоку захисного газу і забезпечення його стійкості визначається ступінь , яка необхідна для скруту потоку при наступних вихідних даних: частота коливань вихрового ядра 1 експериментальним даним f-68, с' ; - діаметр сопла подачі захисного газу, d=0, 04 м; приймається по - відстань від точки зварювання до сопла подачі захисного газу, а=0, 06 м; - радіус сопла подачі захисного газу, R-0, 02 м; - масова витрата захисного газу, Q=0, 03 кг/м3. Тоді ступінь скруту потоку захисного газу: S= (3.14 68 (0.04)3 (0.06/0.02) 067)/(2.0, 03)=1,28 Отриману величину встановлюють регулюючи крок оберт спірального завихрувача. Таким чином запропонований спосіб дозволяє забезпечити стійкість потоку захисного газу, що дозволяє підвищити ефективність локалізації теплового факелу та виключити прориви шкідливих речовин у повітря робочої зони, поліпшуючи при цьому якість зварювального шву. Технічні переваги способу локалізації теплового факелу при зварюванні у захисному газі, що пропонується, у стабілізації закрученого потоку захисного газу, шляхом регулювання ступеню його скруту в залежності від величини витрати та частоти коливань вихрового ядра. Запропонований спосіб може бути реалізований напівавтоматичному або автоматичному зварюванні у захисному газі. 1. А. с. №1063558 А - аналог 2. А. с. № 1812024 А1* - прототип при
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for localization of heat torch at gas-shielded welding
Автори англійськоюZaitsev Oleh Mykolaiovych
Назва патенту російськоюСпособ локализации теплового факела при сварке в защитных газах
Автори російськоюЗайцев Олег Николаевич
МПК / Мітки
МПК: B23K 9/16
Мітки: теплового, зварюванні, факелу, газах, локалізації, спосіб, захисних
Код посилання
<a href="https://ua.patents.su/3-33076-sposib-lokalizaci-teplovogo-fakelu-pri-zvaryuvanni-v-zakhisnikh-gazakh.html" target="_blank" rel="follow" title="База патентів України">Спосіб локалізації теплового факелу при зварюванні в захисних газах</a>
Електродний дріт для зварювання низьковуглецевих, низьколегованих сталей в захисних газах
Номер патенту: 864
Опубліковано: 15.12.1993
Автори: Тагановський Вячеслав Михайлович, Воропай Микола Маркович, Алімов Анатолій Миколайович, Микитенко Олександр Михайлович
МПК: B23K 35/368
Мітки: сталей, низьковуглецевих, низьколегованих, захисних, дріт, електродний, зварювання, газах
Формула / Реферат:
1. Электродная проволока для сварки низкоуглеродистых и низколегированных сталей в защитных газах, состоящая из стальной основы, содержащей углерод, марганец, кремний, железо, и флюсовой составляющей, содержащей диоксид титана, диоксид кремния, оксид магния, оксиды натрия и калия, оксид железа, фторид кальция, ферротитан, ферромарганец, отличающаяся тем, что ингредиенты стальной основы находятся в следующем соотношении, мас. %: углерод -...
Установка для плазмового розпалу і стабілізації горіння пилевугільного факелу
Номер патенту: 31301
Опубліковано: 15.12.2000
Автори: Неклеса Анатолій Тимофійович, Шиман Ігор Олексійович, Харахаш Олексій Кузьмич
МПК: F23C 99/00, F23D 1/00
Мітки: факелу, стабілізації, розпалу, пилевугільного, горіння, плазмового, установка
Формула / Реферат:
Установка для плазмового розпалу і стабілізації горіння пиловугільного факела, яка містить в собі плазмотрон, розміщений в пилопроводі пиловугільного пальника і оснащений циліндричним водоохолоджувальним коробом, яка відрізняется тим, що плазмотрон установлено в кульовій опорі з можливістю фіксованої зміни кута нахилу і переміщення відносно подовжньої осі пальника, при цьому внутрішня обойма опори складається із окремих сегментів, а зовнішня...
Спосіб плазмового розпалу та стабілізації горіння пилевугільного факелу
Номер патенту: 7273
Опубліковано: 30.06.1995
Автор: Неклеса Анатолій Тимофійович
МПК: F23Q 5/00
Мітки: пилевугільного, горіння, розпалу, спосіб, факелу, плазмового, стабілізації
Формула / Реферат:
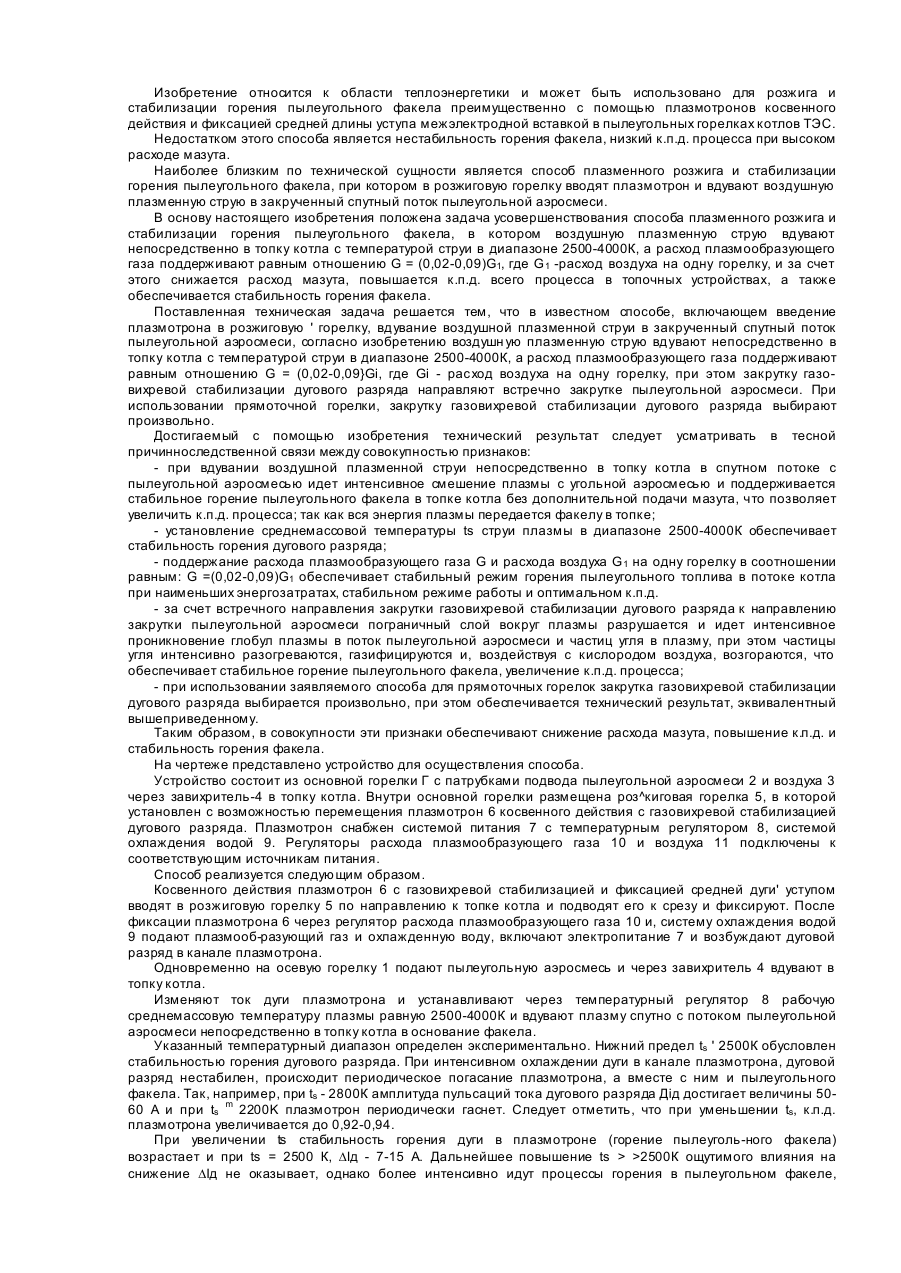
1. Способ плазменного розжига и стабилизации горения пылеугольного факела путем ввода плазмотрона в розжиговую горелку и вдувания воздушной плазменной струи в закрученный спутный поток пылеугольной аэросмеси, отличающийся тем, что воздушноплазменную струю вдувают непосредственно в топку котла с температурой струи в диапазоне 2500-4000 К, а расход плазмообразующего газа поддерживают равным отношению: G=(0,02-0,09)G1, где G1 - расход воздуха...
Місцевий відсмоктувач зварювальних аерозолів до пальника механізованої електрозварки металів у середовищі захисних газів
Номер патенту: 465
Опубліковано: 29.12.1999
Автори: Енан Алім Амідович, Бутвин Олександр Миколаєвич
МПК: B23K 9/16
Мітки: середовищі, аерозолів, відсмоктувач, пальника, механізованої, місцевий, зварювальних, електрозварки, газів, металів, захисних
Формула / Реферат:
Місцевий відсмоктувач зварювальних аерозолів до пальника механізованої електрозварки металів у середовищі захисних газів, що містить відсмоктувальну насадку аркоподібної форми, рухомо закріплену на газовідвідній трубці з прохідним півкільцевим перерізом, який в і д-різняється тим, що газовідвідна трубка містить накладку, яка жорстко з'єднана з газовідвідною трубкою відсмоктувана та рукояткою пальника з допомогою шарнірної скоби та натяжного...
Установка для плазмового розпалу та стабілізації горіння пилевугільного факелу
Номер патенту: 7271
Опубліковано: 30.06.1995
Автори: Ярмоленко Володимир Васильйович, Васюков Олег Димитрович, Неклеса Анатолій Тимофійович, Смирнов Ігор Христофорович, Крупичко Анатолій Йосипович, Блінов Володимир Веніамінович
МПК: F23Q 5/00
Мітки: стабілізації, пилевугільного, факелу, установка, горіння, плазмового, розпалу
Формула / Реферат:
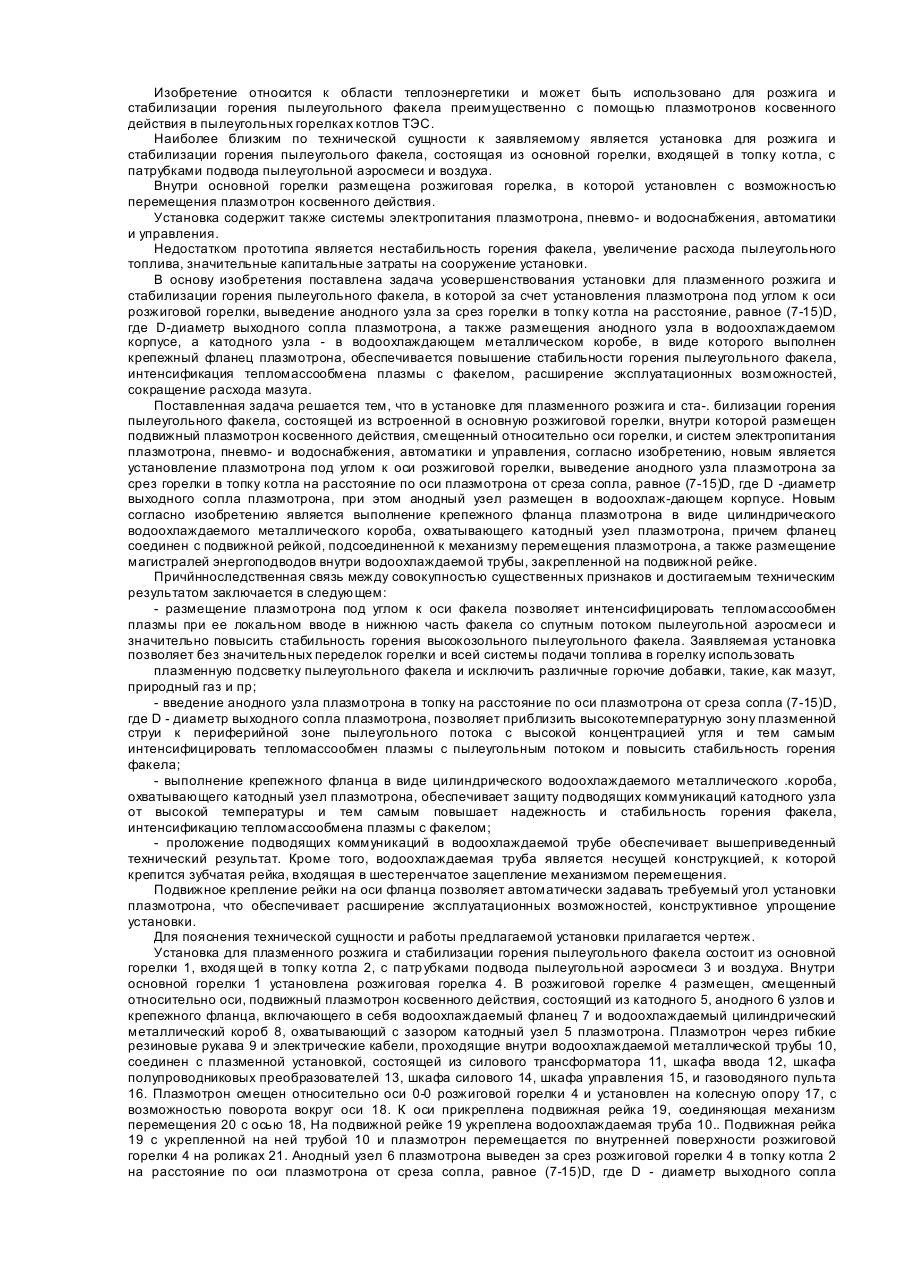
Установка для плазменного розжига и стабилизации горения пылеугольного факела, состоящая из встроенной в основную розжиговой горелки, внутри которой размещен подвижный плазмотрон косвенного действия, смещенный относительно оси горелки, и систем электропневмоводоснабжения, автоматики и управления, отличающаяся тем, что плазмотрон установлен под углом к оси розжиговой горелки, его анодный узел, размещенный в водоохлаждаемом корпусе,...
Попередній патент: Спосіб отримання сорбенту на основі природного мінералу цеоліту
Наступний патент: Пристрій для дослідження електричних властивостей біологічних тканин
Випадковий патент: Пристрій для дугового зварювання