Спосіб однобічного зварювання
Текст
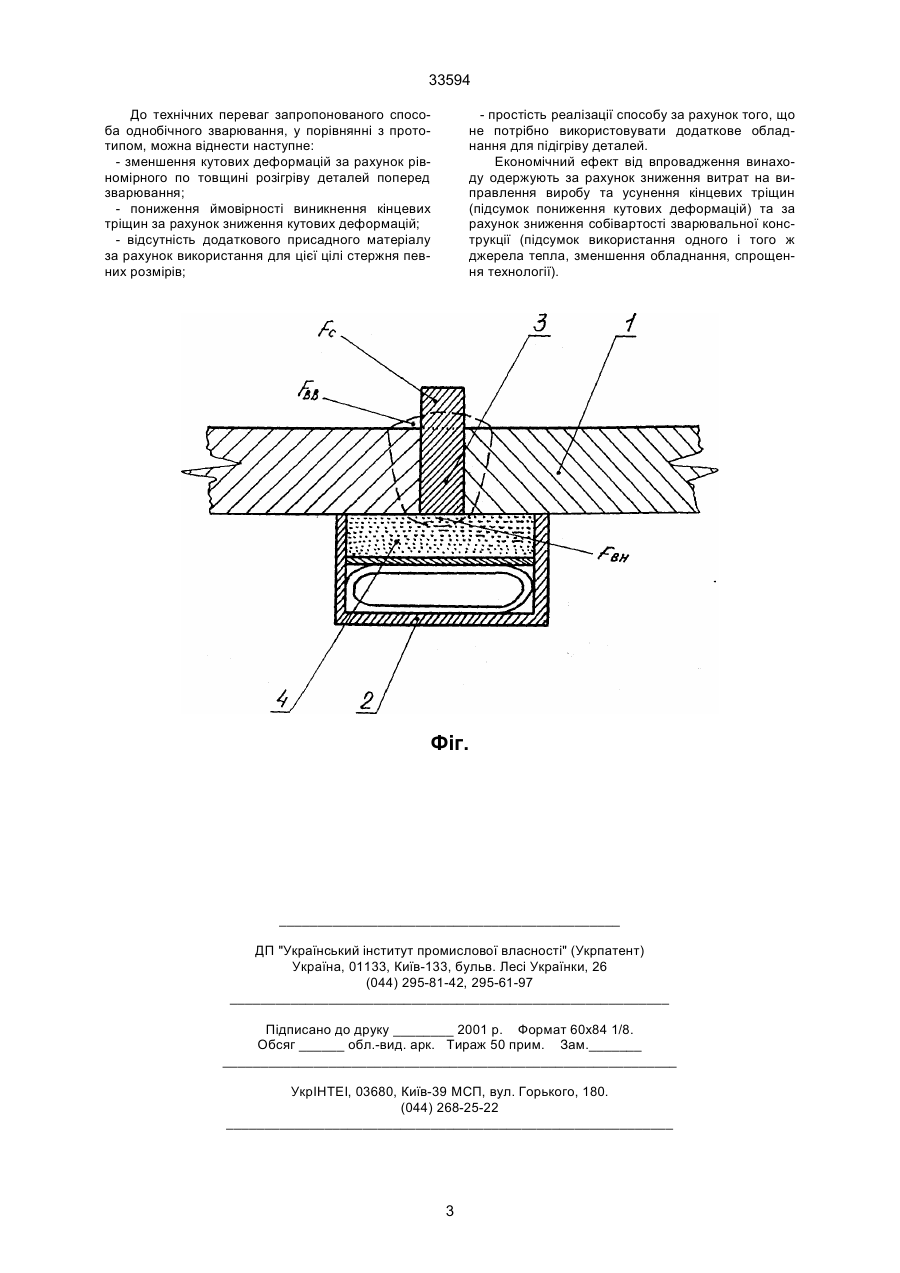
Спосіб однобічного зварювання, при якому зварювані деталі розміщують на зварюваному столі, розташовуючи їх у одній площині і поперед зварювання здійснюють попередній підігрів, який відрізняється тим, що попередній підігрів забезпечується тим, що в зазор поміж зварюваних де 33594 (понад 90%), тому що опір у контакті: деталі 1стержень 3 дуже великий. Після прогріву кромок деталей 1 розігрітим стержнем 3, починають зварювальний процес неплавким електродом або плазмою. При цьому енергетичні витрати на плавлення стержня 3 та зварюваних кромок понижується. При цьому зварювальна дуга переплавляє стержень 3 і кромки деталей 1. Розплавлений метал зварювальної ванни просідає у флюс 4 підкладки 2 та утворює нижню опуклість кореневої ділянки шва. Верхня опуклість зварювального шва формується за рахунок залишившоїся виступаючої частини стержня 3, Завдяки тому, що зварюваний стик попередньо рівномірно прогрітий по товщині, ширина кореневої ділянки шва наближається до ширини шва з лицевого боку, а це, як відомо, понижує кутові деформації і, відповідно, ймовірність виникнення кінцевих тріщин. Запропонований спосіб однобічного зварювання найбільш ефективно використовувати для зварювання коротких швів, наприклад, при виготовленні рамних конструкцій, приварюванні елементів до корпусних деталей. У таких конструкціях важко виправляти деформації, тому що вони мають значні габарити і вагу. Для реалізації запропонованого способу необхідно мати всього одне джерело струму і для розігріву і для зварювання. Приклад конкретного виконання. Зразки з сталі розміром 170х150х10 мм зварювали двома способами: по способу, прийнятому за прототип, та за запропонованим способом. Як джерело струму використовувався випрямляч УДГ-500. Режим зварювання обох зразків слідуючий: зварюваний струм - 300 А, напруга - 60 В, швидкість зварювання - 28 м/год. Переріз металевого стержня становив 10х5 мм. Стержень нагрівався проходжуючим струмом у 300 А. Час нагріву - 0,4 хвилини, Підігрів у способі по прототипу здійснювався двома ацетиленовими пальниками. Час нагріву - 0,7 хвилини. Температура підігріву стику у обох випадках складала приблизно 200°С. При зварюванні по способу, прийнятим за прототип, залишкова кутова деформація складала 5°53’, а при зварюванні за запропонованому способом - 1°17’ тобто кутові деформації зменшились приблизно у 5 разів. Суттєва відмінність винаходу, що заявляється, від раніш відомих полягає у тому, що розігрів зварюваного стика здійснюється рівномірно по всієї товщині з'єднання шляхом розташування у стику нагрівального елемента одночасто з'являючимся і присадним матеріалом, розміри якого (височина) відповідають розмірам шва (опуклостям). Вказана відмінність дозволяє зменшити кутові деформації за рахунок зміни форми шва і гарантувати отримання шва завданих розмірів, визначаючих розмірами нагріваючого елемента. При цьому охолодження стика до зварювання не відбувається, тому що не відбувається перевімкнення джерела нагріву. Жодний з відомих способів однобічного зварювання не може володіти відзначеними властивостями, тому що при їх реалізації передбачається тільки підігрів з зовнішнього боку деталей (тому, що під стиком розташована формуюча підкладка), а це, як вже відзначалося, не дозволяє знизити кутові деформації. підвищується ймовірність появи гарячих кінцевих тріщин, які зароджуються, як це відомо, у кореневій ділянці шва при значних кутових деформаціях. В основу винаходу поставлена задача зменшення кутових деформацій за рахунок попереднього розігріву зварюваних кромок проходжуючим струмом, шляхом розміщення у зазорі поміж деталями нагрівального розплавленого елемента завданих розмірів. Рішення поставленої задачі досягається тим, що у відомому способі однобічного зварювання, при якому зварювані деталі розміщують на зварювальному столі, розташовуючи їх у однієї площині і поперед зварювання здійснюють попередній підігрів, останній забезпечується тим, що в зазор поміж зварюваних деталей встановлюють металевий стержень прямокутного перерізу який має хімічний склад відповідний хімічному складу з’єднуючих деталей та нагрівають його проходжуючим струмом від зварювального джерела нагріву, після чого здійснюють зварювальний процес, причому металевий стержень розташовується у зазорі в рівень з нижнім боком зварюваних деталей, а його виступаюча зверху частина понад лицевого боку деталей, має площу поперечного перерізу, рівну сумарній площі поперечного перерізу опуклості лицевої та кореневої частинзварюваного шва. Сутність винаходу пояснюється ілюстративним матеріалом, на якому зображено поперечний переріз з'єднання з розташованим у зазорі стержнем. Пунктирною лінією позначені контури майбутнього зварюваного шва. Запропонований спосіб однобічного зварювання полягає у наступному. Зварювані деталі 1 встановлюють на зварювальному столі, розташовуючи зварюваний стик безпосередньо над флюсовою підкладкою 2. Деталі 1 розташовують в однієї площині, В зазор поміж деталями 1 встановлюють металевий стержень 3, який має хімічний склад або ідентичний хімічному складу поєднуємих деталей 1, або хімічний склад, визначений технічними умовами для одержання визначених фізико-механічних властивостей металу шва. Стержень 3 розташовують у зазорі таким чином, щоб знизу він був врівень з зварюваними деталями 1. Тому що стержень 3 має більшу височинь, ніж товщина деталей 1, то у цьому випадку з'являється ділянка, виступаюча за мережі лицьового боку деталей 1. Височину стержня 3 підбирають таким чином, щоб площа Fс поперечного перерізу його виступаючої частини дорівнювалась сумі площі Fвв опуклості майбутнього зварюваного шва з лицевого боку та площі Fвн поперечного перерізу опуклості кореневої ділянки шва. Розрахунок площ Fвв та Fвн опуклостей здійснюється за будь-якою відомою методикою. Далі стержень 3 підключають до зварювального джерела нагріву. При проходженні електричного струму по стержню 3, він нагрівається та розігріває зварюємі кромки, причому рівномірно по товщині зварюваних деталей 1, тому що стержень заповнює зазор повністю. Тому що стержень 3 не ізольований від зварюваних деталей 1, то частина проходжуючого струму буде проходити безпосередньо крізь кромки поєднуємих деталей 1, що також сприяє їх прогріву по товщині, але стержень 3 несе основне струмове навантаження 2 33594 До технічних переваг запропонованого способа однобічного зварювання, у порівнянні з прототипом, можна віднести наступне: - зменшення кутових деформацій за рахунок рівномірного по товщині розігріву деталей поперед зварювання; - пониження ймовірності виникнення кінцевих тріщин за рахунок зниження кутових деформацій; - відсутність додаткового присадного матеріалу за рахунок використання для цієї цілі стержня певних розмірів; - простість реалізації способу за рахунок того, що не потрібно використовувати додаткове обладнання для підігріву деталей. Економічний ефект від впровадження винаходу одержують за рахунок зниження витрат на виправлення виробу та усунення кінцевих тріщин (підсумок пониження кутових деформацій) та за рахунок зниження собівартості зварювальної конструкції (підсумок використання одного і того ж джерела тепла, зменшення обладнання, спрощення технології). Фіг. _____________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of series welding
Автори англійськоюKaliuzhnyi Valerii Vilinovich
Назва патенту російськоюСпособ односторонней сварки
Автори російськоюКалюжный Валерий Вилинович
МПК / Мітки
МПК: B23K 9/18
Мітки: зварювання, спосіб, однобічного
Код посилання
<a href="https://ua.patents.su/3-33594-sposib-odnobichnogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб однобічного зварювання</a>
Підкладка для однобічного зварювання
Номер патенту: 32716
Опубліковано: 15.02.2001
Автор: Калюжний Валерій Вілінович
МПК: B23K 37/00
Мітки: підкладка, зварювання, однобічного
Формула / Реферат:
Підкладка для однобічного зварювання, виконана у вигляді коритоподібного короба, на дно якого покладено напірний пневморукав, що містить еластичний ложемент для флюсу, яка відрізняється тим, що центральна частина ложемента виконана у вигляді жорсткої пластини з негорючого матеріалу, яка шарнірно зв’язана в робочому стані з вертикальною стійкою, другий кінець якої нерухомо закріплений на підп’ятнику, вільно покладеному на пневморукаві, а також...
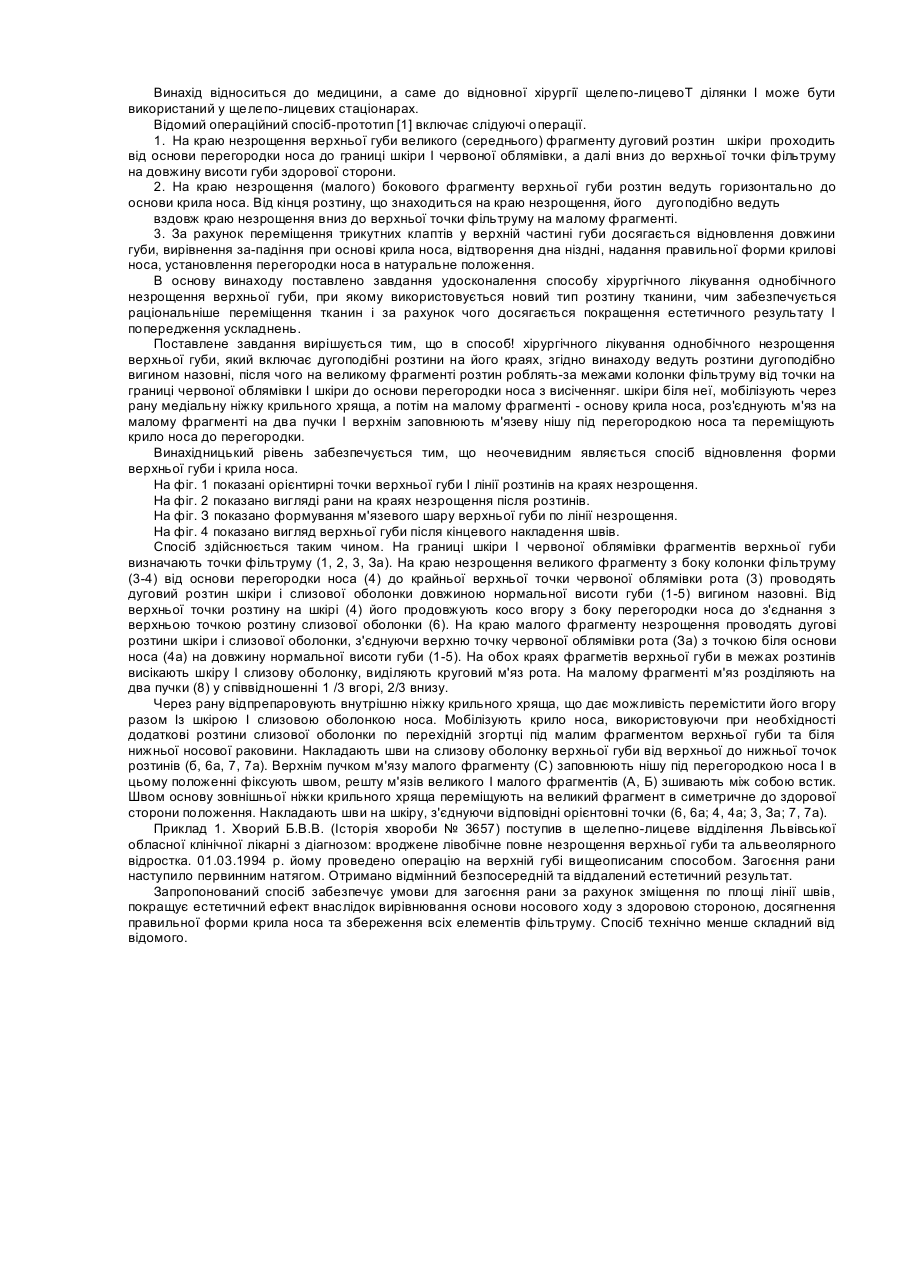
Спосіб хірургічного лікування однобічного незрощення верхньої губи
Номер патенту: 6883
Опубліковано: 31.03.1995
Автор: Готь Іван Мирославович
МПК: A61B 17/3209
Мітки: верхньої, хірургічного, губи, спосіб, незрощення, лікування, однобічного
Формула / Реферат:
Спосіб хірургічного лікування однобічного незрощення верхньої губи, включаючий дугоподібні розтини на його краях, який відрізняється тим, що розтини ведуть вигином назовні, після чого на великому фрагменті розтин роблять за межами колонки фільтруму від точки на границі червоної облямівки І шкіри до основи перегородки носа з висіченням шкіри біля неї, мобілізують через рану медіальну ніжку крильного хряща, а потім на малому фрагменті - основу...
Флюсова підкладка для одностороннього зварювання
Номер патенту: 29330
Опубліковано: 16.10.2000
Автор: Калюжний Валерій Вілінович
МПК: B23K 37/06
Мітки: зварювання, одностороннього, підкладка, флюсова
Формула / Реферат:
Флюсова підкладка для одностороннього зварювання, яка містить жолоб для флюсу, розміщеного в еластичному ложементі, яка відрізняється тим, що включає механізм ущільнення флюсу, виконаний у вигляді двуплечих важелів, встановлених на осях на бокових стінках жолобу, при цьому внутрішні плечі важелів розташовані усередині жолобу під ложементом, а зовнішні плечі важелів - із зовнішнього боку жолобу вище торців його бокових стінок та на кінцівках...
Апарат для терморезисторного зварювання
Номер патенту: 30657
Опубліковано: 15.12.2000
Автори: Фролов Володимир Миколайович, Фігаїні Ласло, Кіш Іван Павлович
МПК: B23K 11/00
Мітки: зварювання, апарат, терморезисторного
Формула / Реферат:
Апарат для терморезисторного зварювання, який містить силовий трансформатор, розташований у корпусі, пристрій для фіксації та переміщення в продольному напрямку, а також блок керування, який містить датчик вимірювання зовнішньої температури, який відрізняється тим, що вказаний блок керування виконаний переносним в окремому корпусі і має на лицевій панелітаблицю або діаграму з характеристиками зварюваних фітингів, а також з індикаторами...
Спосіб електродугового зварювання

Номер патенту: 23920
Опубліковано: 31.08.1998
Автор: Гаєвський Олег Анатолійович
МПК: B23K 28/00
Мітки: зварювання, електродугового, спосіб
Формула / Реферат:
Спосіб електродугового зварювання, який включає виконання зварювання з присаджувальним матеріалом, що подається в зварювальну дугу під кутом до поверхні виробу, підключення виробу до клеми джерела живлення зварювальної дуги послідовно з баластовим реостатом, який відрізняється тим, що присаджувальний матеріал підключають до тієї ж клеми джерела живлення зварювальної дуги послідовно з другим баластовим реостатом, в процесі виконання зварного...
Попередній патент: Настойка гірка “євдокія”
Наступний патент: Горілка “ізумруд”
Випадковий патент: Спосіб одержання формальдегіду