Підкладка для однобічного зварювання
Формула / Реферат
Підкладка для однобічного зварювання, виконана у вигляді коритоподібного короба, на дно якого покладено напірний пневморукав, що містить еластичний ложемент для флюсу, яка відрізняється тим, що центральна частина ложемента виконана у вигляді жорсткої пластини з негорючого матеріалу, яка шарнірно зв’язана в робочому стані з вертикальною стійкою, другий кінець якої нерухомо закріплений на підп’ятнику, вільно покладеному на пневморукаві, а також на нижньому боці центральної пластини ложементу є трикутна канавка, і верхній кінець вертикальної стійки виконаний загостреним, причому кут канавки перевищує кут загострення кінця вертикальної стійки.
Текст
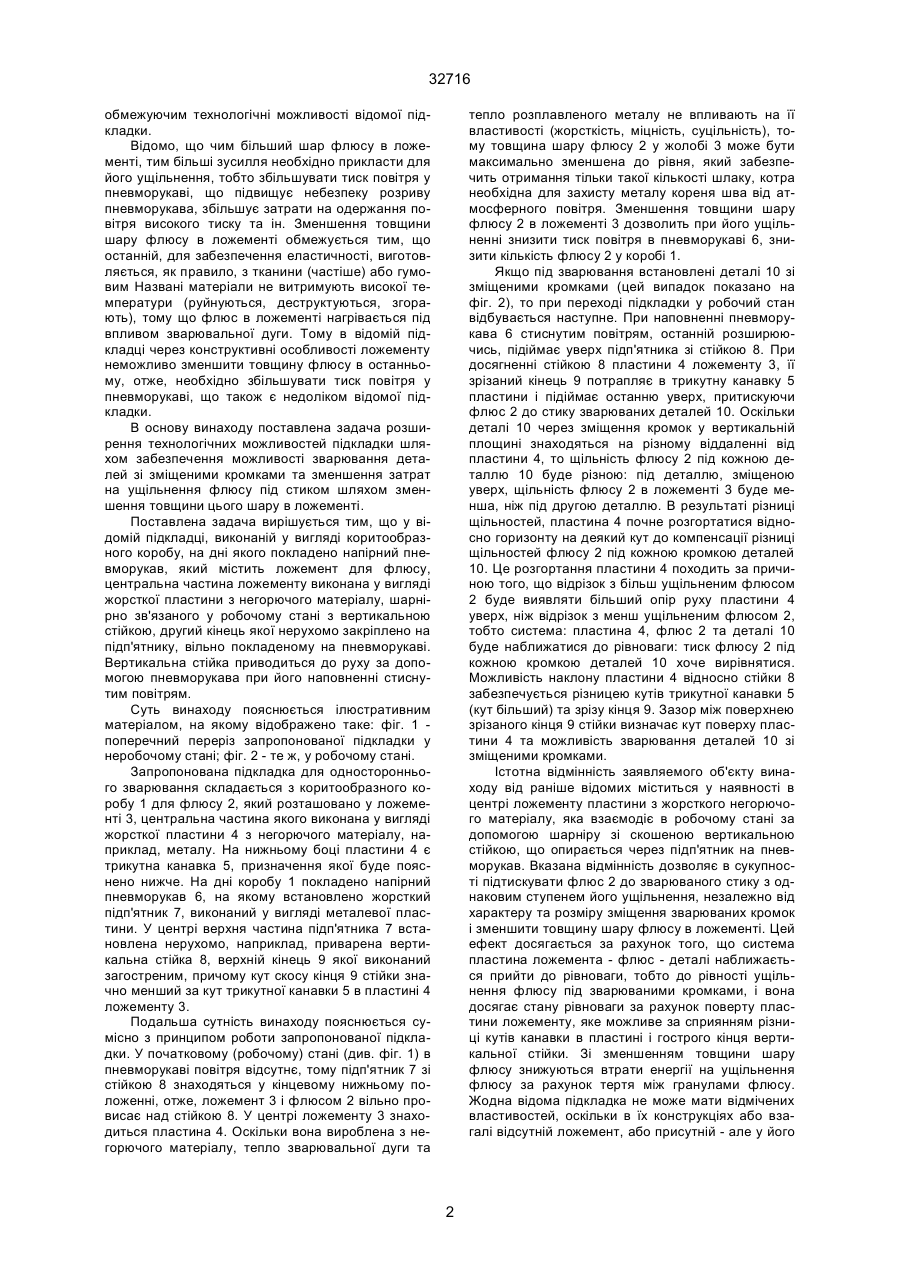
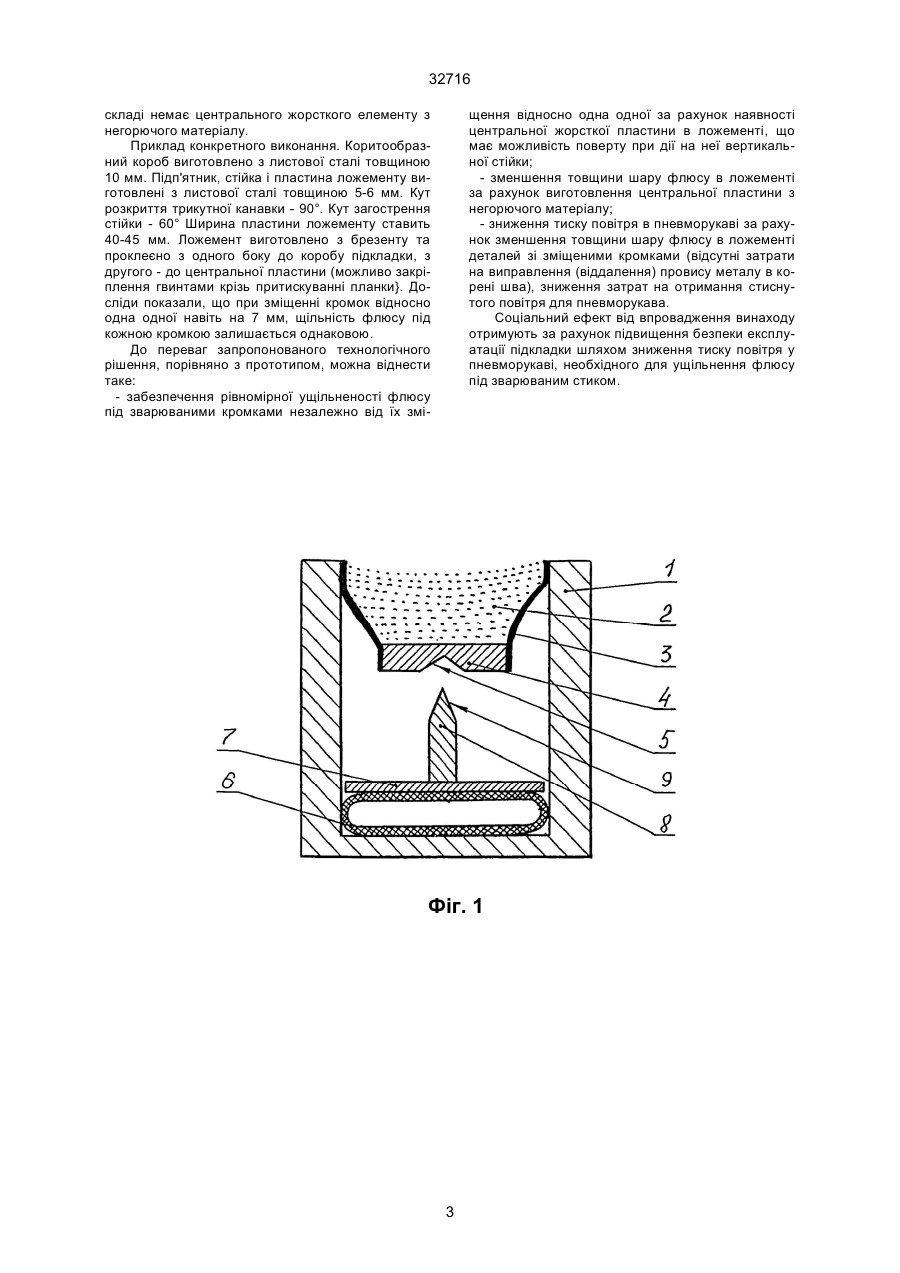
Підкладка для однобічного зварювання, виконана у вигляді коритоподібного короба, на дно якого покладено напірний пневморукав, що містить еластичний ложемент для флюсу, яка відрізня 32716 обмежуючим технологічні можливості відомої підкладки. Відомо, що чим більший шар флюсу в ложементі, тим більші зусилля необхідно прикласти для його ущільнення, тобто збільшувати тиск повітря у пневморукаві, що підвищує небезпеку розриву пневморукава, збільшує затрати на одержання повітря високого тиску та ін. Зменшення товщини шару флюсу в ложементі обмежується тим, що останній, для забезпечення еластичності, виготовляється, як правило, з тканини (частіше) або гумовим Названі матеріали не витримують високої температури (руйнуються, деструктуються, згорають), тому що флюс в ложементі нагрівається під впливом зварювальної дуги. Тому в відомій підкладці через конструктивні особливості ложементу неможливо зменшити товщину флюсу в останньому, отже, необхідно збільшувати тиск повітря у пневморукаві, що також є недоліком відомої підкладки. В основу винаходу поставлена задача розширення технологічних можливостей підкладки шляхом забезпечення можливості зварювання деталей зі зміщеними кромками та зменшення затрат на ущільнення флюсу під стиком шляхом зменшення товщини цього шару в ложементі. Поставлена задача вирішується тим, що у відомій підкладці, виконаній у вигляді коритообразного коробу, на дні якого покладено напірний пневморукав, який містить ложемент для флюсу, центральна частина ложементу виконана у вигляді жорсткої пластини з негорючого матеріалу, шарнірно зв'язаного у робочому стані з вертикальною стійкою, другий кінець якої нерухомо закріплено на підп'ятнику, вільно покладеному на пневморукаві. Вертикальна стійка приводиться до руху за допомогою пневморукава при його наповненні стиснутим повітрям. Суть винаходу пояснюється ілюстративним матеріалом, на якому відображено таке: фіг. 1 поперечний переріз запропонованої підкладки у неробочому стані; фіг. 2 - те ж, у робочому стані. Запропонована підкладка для одностороннього зварювання складається з коритообразного коробу 1 для флюсу 2, який розташовано у ложементі 3, центральна частина якого виконана у вигляді жорсткої пластини 4 з негорючого матеріалу, наприклад, металу. На нижньому боці пластини 4 є трикутна канавка 5, призначення якої буде пояснено нижче. На дні коробу 1 покладено напірний пневморукав 6, на якому встановлено жорсткий підп'ятник 7, виконаний у вигляді металевої пластини. У центрі верхня частина підп'ятника 7 встановлена нерухомо, наприклад, приварена вертикальна стійка 8, верхній кінець 9 якої виконаний загостреним, причому кут скосу кінця 9 стійки значно менший за кут трикутної канавки 5 в пластині 4 ложементу 3. Подальша сутність винаходу пояснюється сумісно з принципом роботи запропонованої підкладки. У початковому (робочому) стані (див. фіг. 1) в пневморукаві повітря відсутнє, тому підп'ятник 7 зі стійкою 8 знаходяться у кінцевому нижньому положенні, отже, ложемент 3 і флюсом 2 вільно провисає над стійкою 8. У центрі ложементу 3 знаходиться пластина 4. Оскільки вона вироблена з негорючого матеріалу, тепло зварювальної дуги та тепло розплавленого металу не впливають на її властивості (жорсткість, міцність, суцільність), тому товщина шару флюсу 2 у жолобі 3 може бути максимально зменшена до рівня, який забезпечить отримання тільки такої кількості шлаку, котра необхідна для захисту металу кореня шва від атмосферного повітря. Зменшення товщини шару флюсу 2 в ложементі 3 дозволить при його ущільненні знизити тиск повітря в пневморукаві 6, знизити кількість флюсу 2 у коробі 1. Якщо під зварювання встановлені деталі 10 зі зміщеними кромками (цей випадок показано на фіг. 2), то при переході підкладки у робочий стан відбувається наступне. При наповненні пневморукава 6 стиснутим повітрям, останній розширюючись, підіймає уверх підп'ятника зі стійкою 8. При досягненні стійкою 8 пластини 4 ложементу 3, її зрізаний кінець 9 потрапляє в трикутну канавку 5 пластини і підіймає останню уверх, притискуючи флюс 2 до стику зварюваних деталей 10. Оскільки деталі 10 через зміщення кромок у вертикальній площині знаходяться на різному віддаленні від пластини 4, то щільність флюсу 2 під кожною деталлю 10 буде різною: під деталлю, зміщеною уверх, щільність флюсу 2 в ложементі 3 буде менша, ніж під другою деталлю. В результаті різниці щільностей, пластина 4 почне розгортатися відносно горизонту на деякий кут до компенсації різниці щільностей флюсу 2 під кожною кромкою деталей 10. Це розгортання пластини 4 походить за причиною того, що відрізок з більш ущільненим флюсом 2 буде виявляти більший опір руху пластини 4 уверх, ніж відрізок з менш ущільненим флюсом 2, тобто система: пластина 4, флюс 2 та деталі 10 буде наближатися до рівноваги: тиск флюсу 2 під кожною кромкою деталей 10 хоче вирівнятися. Можливість наклону пластини 4 відносно стійки 8 забезпечується різницею кутів трикутної канавки 5 (кут більший) та зрізу кінця 9. Зазор між поверхнею зрізаного кінця 9 стійки визначає кут поверху пластини 4 та можливість зварювання деталей 10 зі зміщеними кромками. Істотна відмінність заявляемого об'єкту винаходу від раніше відомих міститься у наявності в центрі ложементу пластини з жорсткого негорючого матеріалу, яка взаємодіє в робочому стані за допомогою шарніру зі скошеною вертикальною стійкою, що опирається через підп'ятник на пневморукав. Вказана відмінність дозволяє в сукупності підтискувати флюс 2 до зварюваного стику з однаковим ступенем його ущільнення, незалежно від характеру та розміру зміщення зварюваних кромок і зменшити товщину шару флюсу в ложементі. Цей ефект досягається за рахунок того, що система пластина ложемента - флюс - деталі наближається прийти до рівноваги, тобто до рівності ущільнення флюсу під зварюваними кромками, і вона досягає стану рівноваги зa рахунок поверту пластини ложементу, яке можливе за сприянням різниці кутів канавки в пластині і гострого кінця вертикальної стійки. Зі зменшенням товщини шару флюсу знижуються втрати енергії на ущільнення флюсу за рахунок тертя між гранулами флюсу. Жодна відома підкладка не може мати відмічених властивостей, оскільки в їх конструкціях або взагалі відсутній ложемент, або присутній - але у його 2 32716 складі немає центрального жорсткого елементу з негорючого матеріалу. Приклад конкретного виконання. Коритообразний короб виготовлено з листової сталі товщиною 10 мм. Підп'ятник, стійка і пластина ложементу виготовлені з листової сталі товщиною 5-6 мм. Кут розкриття трикутної канавки - 90°. Кут загострення стійки - 60° Ширина пластини ложементу ставить 40-45 мм. Ложемент виготовлено з брезенту та проклеєно з одного боку до коробу підкладки, з другого - до центральної пластини (можливо закріплення гвинтами крізь притискуванні планки}. Досліди показали, що при зміщенні кромок відносно одна одної навіть на 7 мм, щільність флюсу під кожною кромкою залишається однаковою. До переваг запропонованого технологічного рішення, порівняно з прототипом, можна віднести таке: - забезпечення рівномірної ущільненості флюсу під зварюваними кромками незалежно від їх змі щення відносно одна одної за рахунок наявності центральної жорсткої пластини в ложементі, що має можливість поверту при дії на неї вертикальної стійки; - зменшення товщини шару флюсу в ложементі за рахунок виготовлення центральної пластини з негорючого матеріалу; - зниження тиску повітря в пневморукаві за рахунок зменшення товщини шару флюсу в ложементі деталей зі зміщеними кромками (відсутні затрати на виправлення (віддалення) провису металу в корені шва), зниження затрат на отримання стиснутого повітря для пневморукава. Соціальний ефект від впровадження винаходу отримують за рахунок підвищення безпеки експлуатації підкладки шляхом зниження тиску повітря у пневморукаві, необхідного для ущільнення флюсу під зварюваним стиком. Фіг. 1 3 32716 Фіг. 2 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Назва патенту англійськоюBed for series welding
Автори англійськоюKaliuzhnyi Valerii Vilinovych
Назва патенту російськоюПодкладка для односторонней сварки
Автори російськоюКалюжный Валерий Вилинович
МПК / Мітки
МПК: B23K 37/00
Мітки: однобічного, зварювання, підкладка
Код посилання
<a href="https://ua.patents.su/4-32716-pidkladka-dlya-odnobichnogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Підкладка для однобічного зварювання</a>
Флюсова підкладка для одностороннього зварювання
Номер патенту: 29330
Опубліковано: 16.10.2000
Автор: Калюжний Валерій Вілінович
МПК: B23K 37/06
Мітки: зварювання, одностороннього, флюсова, підкладка
Формула / Реферат:
Флюсова підкладка для одностороннього зварювання, яка містить жолоб для флюсу, розміщеного в еластичному ложементі, яка відрізняється тим, що включає механізм ущільнення флюсу, виконаний у вигляді двуплечих важелів, встановлених на осях на бокових стінках жолобу, при цьому внутрішні плечі важелів розташовані усередині жолобу під ложементом, а зовнішні плечі важелів - із зовнішнього боку жолобу вище торців його бокових стінок та на кінцівках...
Підкладка для одностороннього зварювання
Номер патенту: 31927
Опубліковано: 15.12.2000
Автор: Калюжний Валерій Вілінович
МПК: B23K 37/06
Мітки: зварювання, одностороннього, підкладка
Текст:
...жорсткий корпус, на дно якого у центрі встановлен гібкий жолоб для флюса, консольні кінці останнього прикріплені до мідяних тепловідводних пластин, а також вільні торці мідних тепловідводних пластин пов'язані між собой еластичним елементом розташованним під гібким жолобом для флюса, який сумістно з мідяними тепловідводними пластинами та гібким жолобом утворює замкнену порожнину для проходу охолоджуючого середовища, одночасно службуючей...
Рейкова підкладка

Номер патенту: 21030
Опубліковано: 07.10.1997
Автор: Жукровський Петро Михайлович
МПК: E01B 9/40
Формула / Реферат:
Рейкова підкладка, яка має пластину з отворами для монтування скріплювачів і реборди для фіксування підошви рейки, а на нижній її поверхні виконані зуби, які утворюють між собою скоби, між якими пластина виготовлена рівною, що відрізняється тим, що зуби розташовані окремими рядами паралельно ребордам рейкової основи.
Мідяна підкладка

Номер патенту: 30948
Опубліковано: 15.12.2000
Автор: Калюжний Валерій Вілінович
МПК: B23K 37/06
Текст:
...світло від джерела буде видно крізь прорізь у зварюваному стику. Після коректування стику за світловим променем брус повертають коло поздовжньої осі до того стану, поки відповідна формувальна канавка не стане під зварюваним стиком. Тому як фіксатор фіксує брус тільки при визначених умовах його повороту, то центр формувальної канавки з'явиться точно під центром зварюваного стику, відповідно, шов не буде зміщено від стика, що забезпечить...
Мідяна підкладка
Номер патенту: 30513
Опубліковано: 15.11.2000
Автор: Калюжний Валерій Вілінович
МПК: B23K 37/06
Формула / Реферат:
Мідяна підкладка, виконана у вигляді багатогранного брусу, на кожній грані якого є поздовжня формувальна канавка, відмінна тим, що забезпечена боковими оправками, внутрішня форма котрих повторює зовнішню поверхню мідяного бруса і щільно прилягає до його граней в робочому стані, а також формувальні канавки на незастосованих гранях брусу служать каналами для проходу охолоджувального середовища, в якості якого використовуються різні рідини та...
Попередній патент: Комплексний інфузійний препарат “сорбілакт”
Наступний патент: Пристрій для пожежного захисту моторного відсіку автомобіля
Випадковий патент: Установка для допалювання та нейтралізації ливарних газів