Спосіб обробки нержавіючих труб
Формула / Реферат
Спосіб обробки нержавіючих труб, що включає правку труб в окалині, кислотне видалення окалини, оброблення, кислотне пасивування, який відрізняється тим, що перед правкою сплавляють складові окалини у лужному розплаві, а видалення окалини поєднують з пасивуванням, при цьому час витримки труб у розплаві (Тв) встановлюють із залежності:
Тв(хвил.)=0,6905·tp+375,12,
де: tp - температура лужного розплаву; 420±10°С≥tp≤490±10°С.
Текст
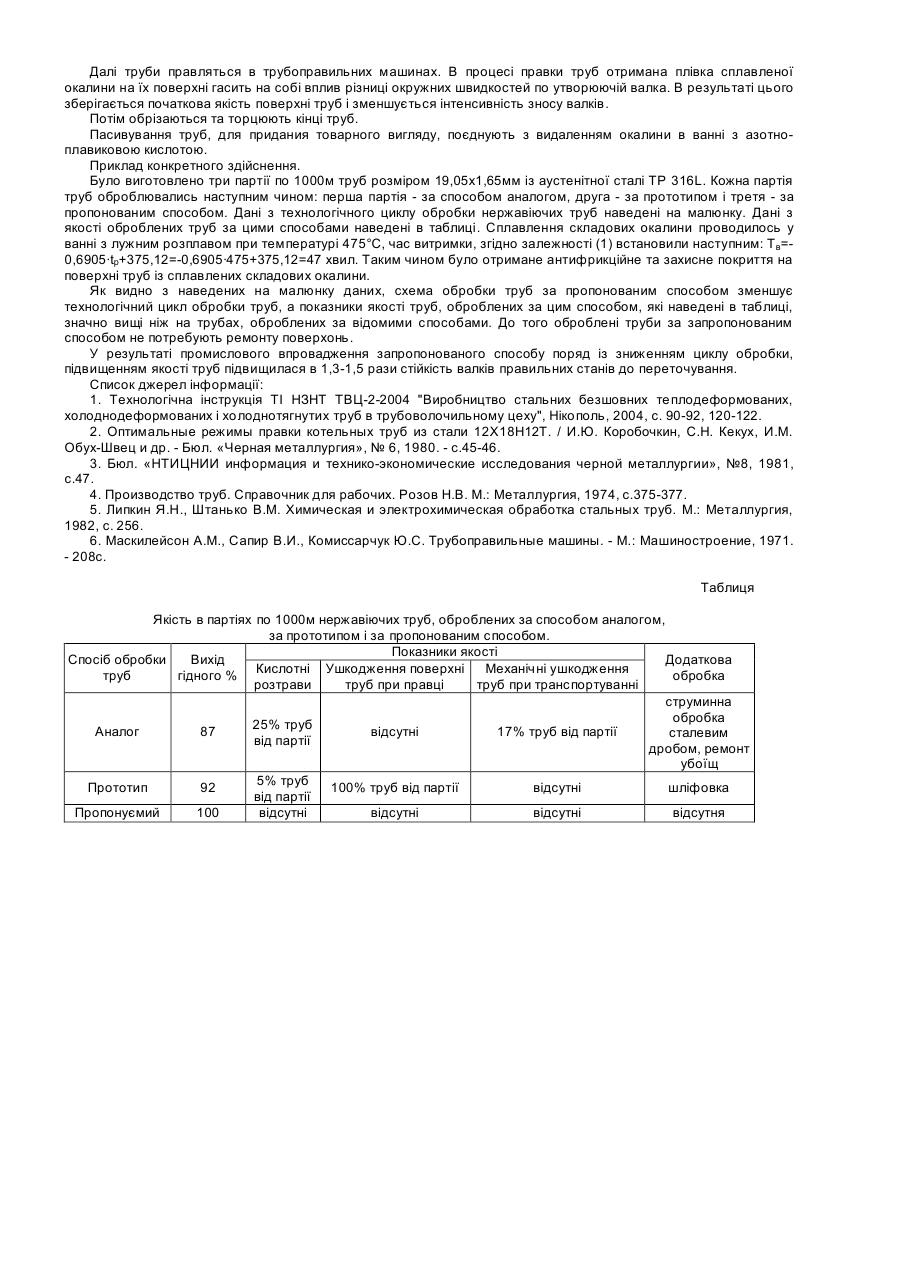
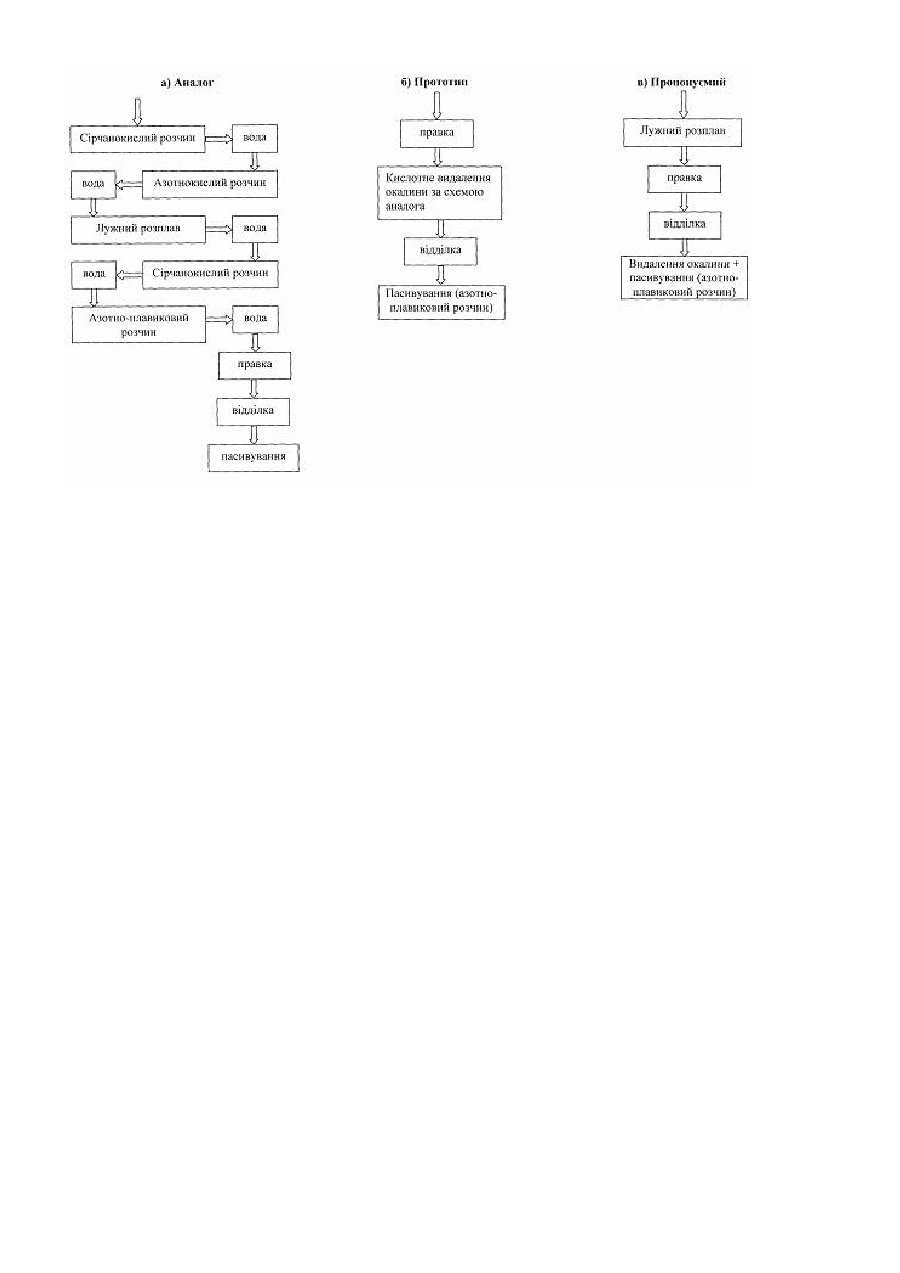
Корисна модель відноситься до обробки металів тиском і може бути використана при обробці нержавіючих труб готового розміру відпалених в печі з окислювальною атмосферою. Використання способу зменшує технологічний цикл обробки труб, знижує інтенсивність зносу робочої поверхні правильних валків та забезпечує отримання якісних труб. Відомий спосіб обробки нержавіючих труб, що включає лужно-кислотне видалення окалини, правку, відділку, кислотне пасивування [1]. Необхідність видалення окалини перед правкою викликана в першу чергу тим, що при правці вона удруковується в поверхню труб, що виправляються, погіршуючи їх товарний вигляд. Видалення окалини здійснюють транспортуванням труб по травильним ваннам за схемою яка включає їх обробку сірчанокислим розчином, азотнокислим розчином, лужним розплавом, сірчанокислим та азотно-плавиковим розчинами. Після кожної, описаної вище, операції труби додатково обробляються в ваннах з водою. Недоліком способу є велика кількість операцій, що здійснюються, по видаленню окалини та значна тривалість цієї обробки, що складає від 70 до 110 хвилин. Результатом такої обробки є погіршення стану поверхонь труб кислотні розтрави із внутрішньої поверхні за рахунок повітряних пробок у середині кривих труб та механічні ушкодження із зовнішньої поверхні при їх транспортуванні. До того, правка по сухій, освітленій поверхні труб призводить до налипання металу на валки, ушкоджуючи поверхню труб та сприяє інтенсивному зносу робочої поверхні правильних валків, а зменшення довжини контакту поверхонь труби і валка, що визвано цим зносом, оказує значний вплив на якість труб. Було встановлено [2], що механічні властивості після правки в зношених валках нерівномірні по довжині труб і погіршують їх експлуатаційні характеристики, а приріст межі плинності (Δσт) металу труб при використанні зношених валків в два рази більший, чим при використанні нових. Також відомий спосіб підготовки поверхні нержавіючих труб до прокатки на станах ХПТ, що не потребує видалення окалини, який включає сплавлення складових окалини у ванні з лужним розплавом при температурі 420-500°С [3]. Технічним результатом є те, що окалина використовується в процесі деформування металу як антифрикційне покриття для розподілу поверхонь труби, що прокатується, і деформуючого інструменту стана ХПТ. Недоліком способу є те, що в ньому даються загальні рекомендації, а не приводяться конкретні режими по часу витримки труб в розплаві в залежності від його температури. Це не забезпечує отримання необхідного комплексу властивостей сплавлених складових окалини. Найбільш близьким до технічного рішення, що заявляється, є спосіб (прототип) обробки нержавіючих труб, що включає правку труб в окалині, кислотне видалення окалини, відділку, кислотне пасивування [4]. На поверхні труб з нержавіючих сталей, після обробки в печах без захисної атмосфери, утворюється шар щільної крихкої і одночасно дуже твердої окалини, що складається в основному з окислів заліза, хрому, нікелю, титану - FeO; Fе2О3; Сr2О3; Nі2О3; ТіО2 і подвійних окислів із структурою шпінелей - Fе2O3·Сr2O3; NiO·Fе2О3; NiO·Cr2О3 і ін. [4]. Ця окалина на поверхні труб, що виправляються, сприяє інтенсивності зносу робочої поверхні правильних валків [5], бо в цьому випадку вона є свого роду абразивом. До того при правці вона удруковується в поверхню труб, погіршуючи їх товарний вигляд і тому поверхня 100% труб підлягає ремонту, переважно шліфуванням, що приводить до значних витрат матеріалів та витрат багатокоштовного металу. В основу даної корисної моделі поставлена задача удосконалення способу обробки нержавіючих труб шляхом введення додаткової технологічної операції для сплавлення в лужному розплаві складових окалини перед правкою труб, розробці режиму по часу витримки труб в розплаві в залежності від його температури для отримання необхідного комплексу властивостей сплавлених складових окалини, поєднанні операцій по кислотному видаленню окалини з кислотним пасивуванням. За рахунок описаного вище зменшується технологічний цикл обробки труб, знижується інтенсивність зносу робочої поверхні правильних валків та забезпечується отримання якісних труб, Поставлена задача вирішується тим, що у способі обробки нержавіючих труб, який включає правку труб в окалині, кислотне видалення окалини, відділку, кислотне пасивування, відповідно винаходу, перед правкою сплавляють складові окалини у лужному розплаві, а видалення окалини поєднують з пасивуванням, при цьому час витримки труб у розплаві (Тв) встановлюють із залежності: Тв (хвил.)=0,6905·tp+375,12 (1) де: tp - температура лужного розплаву; 420±10°С≥tp≤490±10°С. Механізм структурних змін окалини за рахунок окислення і відновлення оксидів в лужному розплаві представляється наступними реакціями: - оксиди хрому і титану взаємодіють з лугом, утворюючи хроміт і титаніт натрію Сr2О3+2NaOH→2NaCrO2+H2O; Ті2О3+2NaOH→2NaTiO2+H2O які окислюються селітрою до хромітів і титанатів натрію 2NaCrO2+NaNO3+2NaOH→2Na2CrO4+NaNO2+H2O; 2NaCrO2+NaNO3+2NaOH→2Na2TiO4+NaNO2+H2O - нижчі оксиди заліза окислюються до вищих: 2FeO+NaNO3→Fe2O3+NaNO2 Шар окалини, оброблений в лужному розплаві з окислювачем (NaNO3) з витримкою труб згідно отриманої залежності від температури лугу, стає пористим і пластичним і є хорошим антифрикційним розділовим шаром на контакті поверхонь, що труться. Пропонований спосіб здійснюють наступним чином: Труби після термічної обробки в печі з окислювальною атмосферою поміщають у ванну з лужно-селітровим розплавом каустичної соди NaOH і натрієвої селітри NaNO3, температура якого 420-500°С, де сплавляють складові окалини. Час витримки труб встановлюють із залежності від температури лужного розплаву по залежності (І): Тв=0,6905·tp+375,12 (хвил.); де: tp - температура лужного розплаву; 420±10°С≥tp≤490±10°С. Ці данні були отримані дослідним шляхом. Наносились на графік данні з часу витримки труб для отримання необхідного комплексу властивостей сплавлених складових окалини в діапазоні робочих температур розплаву які потім апроксимувались в отриману залежність, коефіцієнт достовірності встановив R2=0,95. Далі труби правляться в трубоправильних машинах. В процесі правки труб отримана плівка сплавленої окалини на їх поверхні гасить на собі вплив різниці окружних швидкостей по утворюючій валка. В результаті цього зберігається початкова якість поверхні труб і зменшується інтенсивність зносу валків. Потім обрізаються та торцюють кінці труб. Пасивування труб, для придания товарного вигляду, поєднують з видаленням окалини в ванні з азотноплавиковою кислотою. Приклад конкретного здійснення. Було виготовлено три партії по 1000м труб розміром 19,05х1,65мм із аустенітної сталі ТР 316L. Кожна партія труб оброблювались наступним чином: перша партія - за способом аналогом, друга - за прототипом і третя - за пропонованим способом. Дані з технологічного циклу обробки нержавіючих труб наведені на малюнку. Дані з якості оброблених труб за цими способами наведені в таблиці. Сплавлення складових окалини проводилось у ванні з лужним розплавом при температурі 475°С, час витримки, згідно залежності (1) встановили наступним: Тв=0,6905·tp+375,12=-0,6905·475+375,12=47 хвил. Таким чином було отримане антифрикційне та захисне покриття на поверхні труб із сплавлених складових окалини. Як видно з наведених на малюнку даних, схема обробки труб за пропонованим способом зменшує технологічний цикл обробки труб, а показники якості труб, оброблених за цим способом, які наведені в таблиці, значно вищі ніж на трубах, оброблених за відомими способами. До того оброблені труби за запропонованим способом не потребують ремонту поверхонь. У результаті промислового впровадження запропонованого способу поряд із зниженням циклу обробки, підвищенням якості труб підвищилася в 1,3-1,5 рази стійкість валків правильних станів до переточування. Список джерел інформації: 1. Технологічна інструкція ТІ НЗНТ ТВЦ-2-2004 "Виробництво стальних безшовних теплодеформованих, холоднодеформованих і холоднотягнутих труб в трубоволочильному цеху", Нікополь, 2004, с. 90-92, 120-122. 2. Оптимальные режимы правки котельных труб из стали 12Х18Н12Т. / И.Ю. Коробочкин, С.Н. Кекух, И.М. Обух-Швец и др. - Бюл. «Черная металлургия», № 6, 1980. - с.45-46. 3. Бюл. «НТИЦНИИ информация и технико-экономические исследования черной металлургии», №8, 1981, с.47. 4. Производство труб. Справочник для рабочих. Розов Н.В. М.: Металлургия, 1974, с.375-377. 5. Липкин Я.Н., Штанько В.М. Химическая и электрохимическая обработка стальных труб. М.: Металлургия, 1982, с. 256. 6. Маскилейсон A.M., Сапир В.И., Комиссарчук Ю.С. Трубоправильные машины. - М.: Машиностроение, 1971. - 208с. Таблиця Якість в партіях по 1000м нержавіючих труб, оброблених за способом аналогом, за прототипом і за пропонованим способом. Показники якості Спосіб обробки Вихід Додаткова Кислотні Ушкодження поверхні Механічні ушкодження труб гідного % обробка розтрави труб при правці труб при транспортуванні струминна обробка 25% труб Аналог 87 відсутні 17% труб від партії сталевим від партії дробом, ремонт убоїщ 5% труб Прототип 92 100% труб від партії відсутні шліфовка від партії Пропонуємий 100 відсутні відсутні відсутні відсутня
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of working stainless pipes
Автори англійськоюTereschenko Andrii Anatoliiovych
Назва патенту російськоюСпособ обработки нержавеющих труб
Автори російськоюТерещенко Андрей Анатольевич
МПК / Мітки
МПК: B21D 35/00
Мітки: спосіб, обробки, труб, нержавіючих
Код посилання
<a href="https://ua.patents.su/3-33689-sposib-obrobki-nerzhaviyuchikh-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки нержавіючих труб</a>
Спосіб термічної обробки нержавіючих сталей аустенітного класу
Номер патенту: 43177
Опубліковано: 15.11.2001
Автор: Мироненко Володимир Володимирович
МПК: C21C 1/00
Мітки: обробки, термічної, аустенітного, класу, нержавіючих, сталей, спосіб
Формула / Реферат:
Спосіб термічної обробки нержавіючих сталей аустенітного класу, який включає в себе охолодження у воді нагрітих до температур 950 - 11000С заготовок, який відрізняється тим, що заготовки виготовляють литтям, заливаючи форму розплавом сталі, при досягненні заготовками у формі в процесі твердіння температур 1100-9500С, їх виймають з форми при цій температурі і занурюють у воду.
Спосіб періодичної прокатки тонкостінних труб із нержавіючих сталей
Номер патенту: 26070
Опубліковано: 30.04.1999
Автори: Самойленко Геннадій Дмитрович, Цупкін Анатолій Вікторович, Куценко Олександр Іванович, Кучеренко Валер'ян Романович, Шелест Анатолій Герасимович, Лісовський Олександр Олександрович, Кекух Станіслав Миколайович, Ткаченко Микола Володимирович, Третяк Володимир Якович, Чигиринський Юрій Васильович, Яременко Микола Іванович, Загребельний Віктор Терентійович, Король Микола Миколайович, Король Радомір Миколайович
МПК: B21B 21/00
Мітки: нержавіючих, спосіб, періодичної, труб, сталей, тонкостінних, прокатки
Формула / Реферат:
Способ периодической прокатки тонкостенных труб из нержавеющих сталей, включающий первоначальный нагрев в индукторе трубной заготовки до 300°C, ее порционную подачу в очаг деформации и деформацию по диаметру и толщине стенки в калибре, образованном ручьями валков переменного сечения, на конической оправке, отличающийся тем, что каждый из концевых участков трубной заготовки длиной, составляющей (24 ¸ 40) величины ее подачи, нагревают до...
Спосіб одержання нержавіючих гранул з гострими гранями на основі fe-cr-c-сплаву для дробоструминної обробки
Номер патенту: 73545
Опубліковано: 15.08.2005
Автори: Зенгер Рейнхард, Зіто Олівер
МПК: B22F 1/00, B22F 9/16, B22F 9/08, C21D 1/56, B22F 9/04, B24C 11/00
Мітки: дробоструминної, гострими, гранями, гранул, fe-cr-c-сплаву, спосіб, нержавіючих, обробки, основі, одержання
Формула / Реферат:
1. Спосіб одержання гранул для дробоструминної обробки з нержавіючої литої легованої сталі, у якому спочатку з розплаву загартовуваного залізохромвуглецевого сплаву одержують гранулят, який потім для загартування піддають термообробці при температурі понад 900 °С і подальшому подрібненню до гранул з гострими гранями, який відрізняється тим, що термообробку проводять у відновній атмосфері і тим, що для подальшого охолодження використовують...
Спосіб обробки виробів із нержавіючих сталей аустенітного класу
Номер патенту: 15980
Опубліковано: 29.08.1997
Автори: Бобух Людмила Васильовна, Куценко Олександр Іванович, Уварова Раїса Євтихівна, Коробочкін Іосиф Юльович, Гордієнко Надія Степанівна, Клименко Фелікс Костянтинович, Тарасенко Віра Афанасіївна
МПК: C21D 9/08
Мітки: нержавіючих, класу, обробки, аустенітного, виробів, сталей, спосіб
Формула / Реферат:
1. Способ обработки изделий из нержавеющих сталей аустенитного класса, преимущественно труб, включающий нанесение защитного покрытия и термическую обработку путем нагрева до температури аустенизации, выдержки и охлаждения на воздухе, отличающийся тем, что, с целью снижения склонности к межкристаллитной коррозии и упрощения процесса обработки, нанесение защитного покрытия проводят обработкой в хром-содержащем растворе, нагрев и выдержку...
Спосіб і установка для виготовлення гарячекатаної стрічки з аустенітних нержавіючих сталей
Номер патенту: 78281
Опубліковано: 15.03.2007
Автори: Альбеділ Манфред, Шустер Інго
МПК: B21B 1/26, C21D 8/02, B21B 1/46
Мітки: виготовлення, стрічки, нержавіючих, аустенітних, спосіб, установка, гарячекатаної, сталей
Формула / Реферат:
1. Спосіб виготовлення гарячекатаної стрічки з аустенітних нержавіючих сталей, причому на першому етапі литу заготовку (6) піддають процесу прокатки у прокатному стані з чистовою лінією, а на другому етапі здійснюють термообробку для запобігання схильності до корозії, зокрема міжкристалітної корозії внаслідок виділення карбідів хрому, який відрізняється тим, що для встановлення кінцевої температури прокатки (Twe) встановлюють вхідну...
Попередній патент: Спосіб формування пупка за кушнірчуком м.і.
Наступний патент: Спосіб оптимізації заживлення ерозій стравоходу у хворих на гастроезофагеальну хворобу
Випадковий патент: Пиловловлювач