Чаша шлаковоза
Номер патенту: 33818
Опубліковано: 15.02.2001
Автори: Вершинін Валерій Опанасович, Мунтян Сергій Олексійович, Зорін Андрій Микитович, Пацер Олександр Іванович


Текст
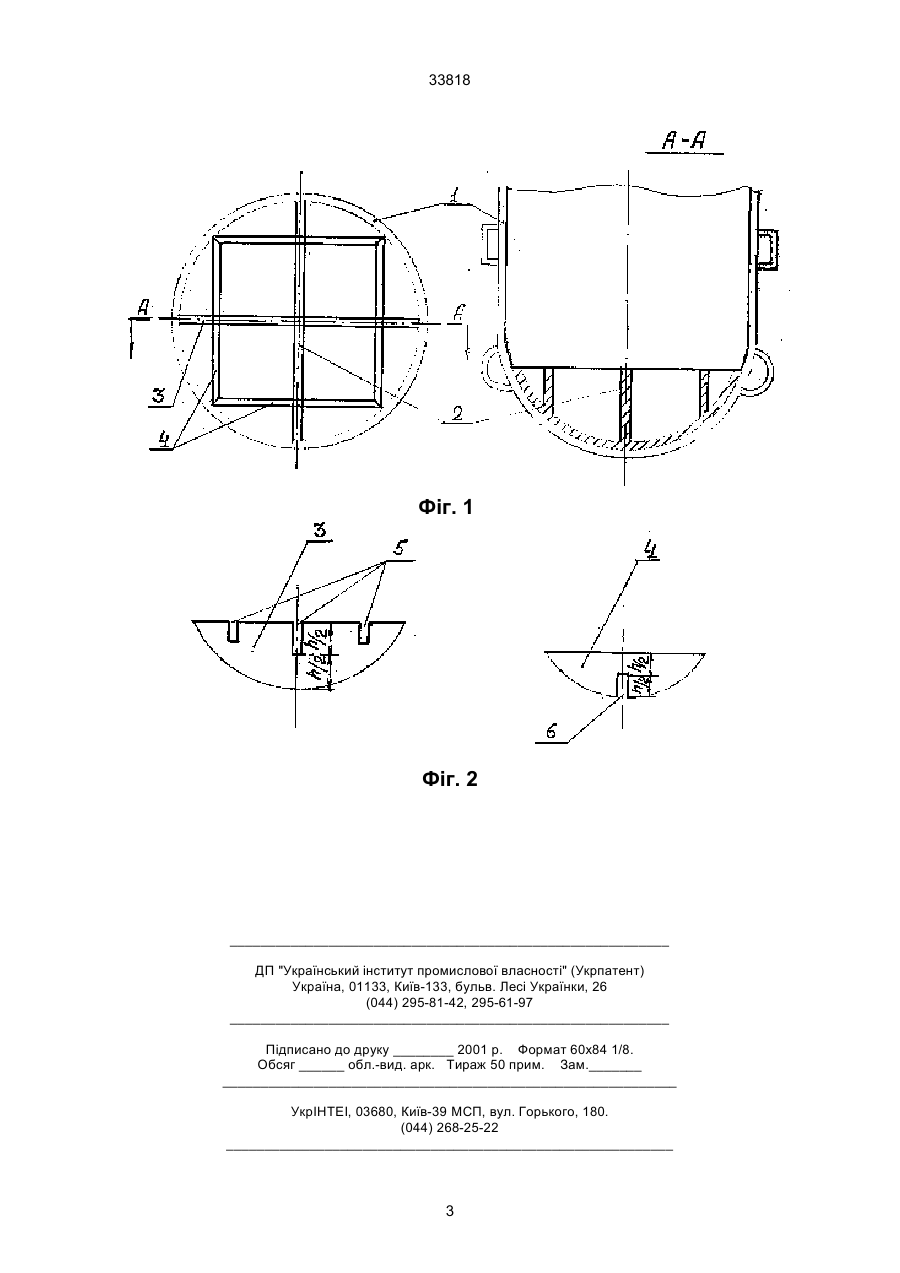
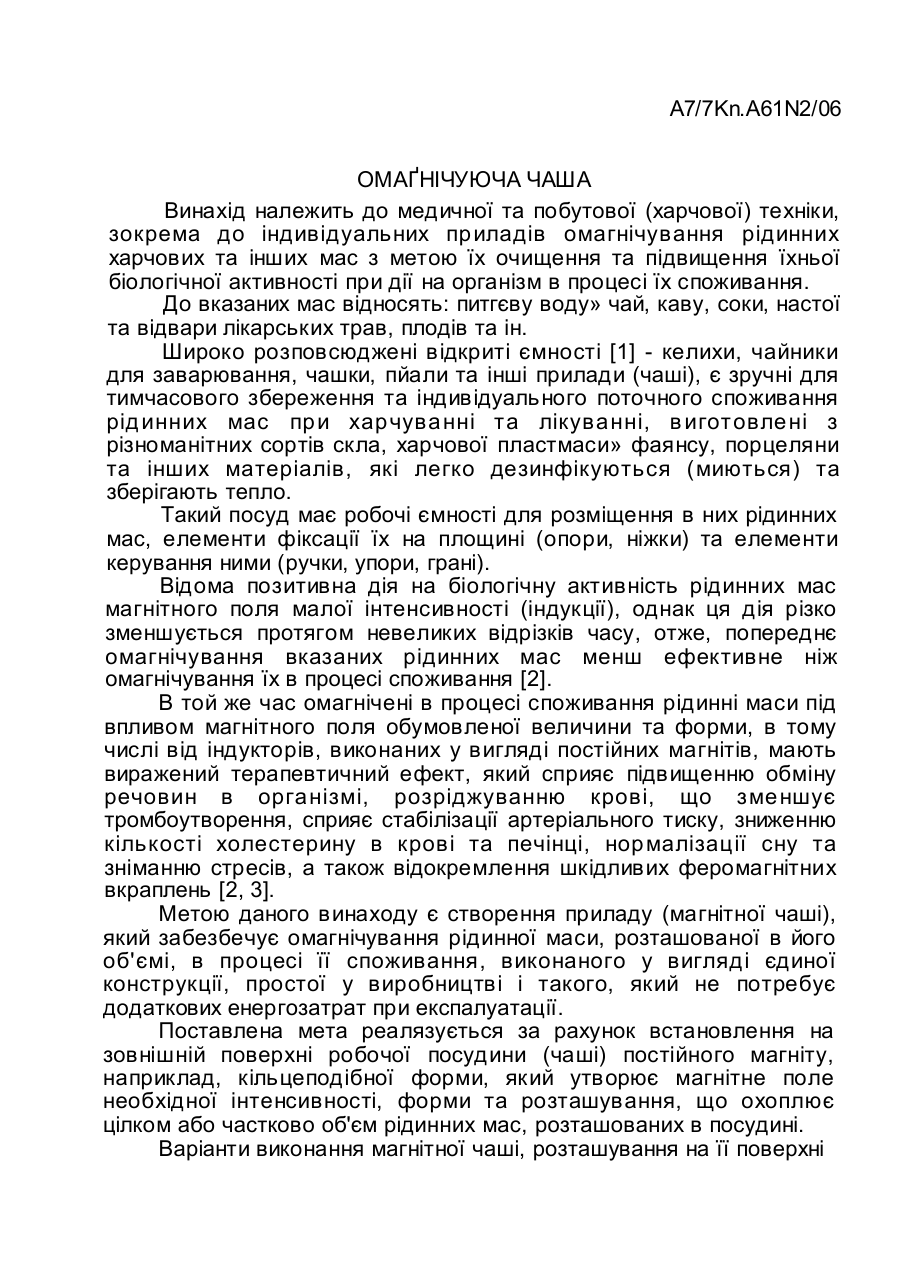
Чаша шлаковоза, зокрема ківш овальної зву 33818 ються ковші для розливу виплавленого металу, набірною із штампованих плит для формування комірок. Запровадження футеровочної вставки дає можливість розділити захололий метал в донній частині чаші на елементи у відповідності з комірками, що полегшує процес її спорожнювання, робить його безпечним і без додаткових витрат на очищення. Футеровочний матеріал не забруднює осадовий метал і дозволяє легко його відділити, що дає можливість його подальшого використання без додаткової переплавки. Співвідношення ширини комірок до товщини стінок від 100:1 до 100:4 продиктоване необхідністю збереження їх стійкості при заливанні, розрахунок якої методами теорії опору матеріалів не викликає труднощів, і достатньої площі розтікання шлаку для осаджування і відділення залишків металу. Штамповані плити із футеровочного матеріалу дозволяють легко і швидко збирати необхідну вставку. Отже запропонована чаша дозволяє полегшити її спорожнення, зменшити викиди металу у відходи і забезпечує надійне виймання і подальше використання залишків металу, які складають до 10% кожної плавки. Винахід пояснюється кресленням, де на фіг. 1 показаний загальний вигляд чаші із вставкою зверху і збоку; на фіг. 2 – штамповані із футеровочного матеріалу плити з пазами 5, 6 до центру плити в місці пазів, за якими збираються комірки. Чаша складається з ковша 1 і вставки 2, яка збирається із чотирьох плит 3 і двох плит 4, але кількість плит в залежності від об'єму чаші і виду металу може змінюватися. Плити мають округлу форму відповідно перерізу внутрішньої поверхні чаші в місці розміщення плити, що дозволяє швидке їх збирання. Висота плити розраховується в залежності від об'єму чаші (заливання шлаку) з врахуванням осаджування в загальній частині шлаку, що заливається, 10% металу, який плавиться. Ці розрахунки базуються на загально відомих формулах визначення об'ємів і приводяться в довідковій літерату рі. Виготовлення самих плит при наявності відповідних форм і температурних печей являє собою відомий процес і для спеціалістів також труднощів не викликає. Винахід здійснюється наступним чином. У серійно виготовленому ковші внутрішня поверхня оброблюється негашеним вапном традиційним способом і дно частково (на висоту вогнетривкої вставки) покривається великофракційним матеріалом із нього. В донній частині ковша збирається вогнетривка вставка із футеровочного матеріалу. Висота вставки вибирається з умов заповнення нею 10% об'єму ковша. Наприклад, для ковша об'ємом 16 м2 вставка буде мати висоту до 80 см, що дозволяє заповнити об'єм 1,6 м2. Серійні ковші мають об'єми від 11 м2 до 16 м2, для них достатньо виготовити вставку з чотирма комірками по центрі. Максимальна ширина комірки при цьому складає 1280 мм, а товщина стінки – 7 см. Комірки формуються шістьма плитами із футеровочного матеріалу, які штампуються в формах в вигляді частин овалу з пазами: в чотирьох плитах пази крізні по центру глибиною до половини висоти плити в нижній її частині; дві плити з одним пазом по центрі (в одній плиті в верхній частині, а в другій в нижній) і чотирма по краях в верхній частині плити на відстані ширини комірки від центрального і також всі глибиною до половини висоти плити в місці утворення пазу. В ківш спочатку ставляться дві плити з трьома пазами таким чином, щоб центральні пази ввійшли один в один, а потім чотири плити ставляться на них так, щоб центральні пази ввійшли в крайні вільні. Підготовлена таким чином чаша подається під заливку шлаком. При заливці і перевезенні шлаку залишковій метал осідає і збирається в центральних і бокових комірках. При звільненні чаші захололі залишки металу вивільнюються разом з футеровочними плитами в вигляді елементів, які формуються комірками. Такі елементи придатні для подальшого використання і не потребують додаткового розділення. 2 33818 Фіг. 1 Фіг. 2 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 3
ДивитисяДодаткова інформація
Назва патенту англійськоюSlag carriage pan
Автори англійськоюVershynin Valerii Opanasovych, Patser Oleksandr Ivanovych, Zorin Andrii Mykytovych, Muntian Serhii Oleksiovych
Назва патенту російськоюЧаша шлаковозная
Автори російськоюВершинин Валерий Афанасьевич, Пацер Александр Иванович, Зорин Андрей Никитович, Мунтян Сергей Алексеевич
МПК / Мітки
МПК: C21B 3/10
Код посилання
<a href="https://ua.patents.su/3-33818-chasha-shlakovoza.html" target="_blank" rel="follow" title="База патентів України">Чаша шлаковоза</a>
Омагнічуюча чаша
Номер патенту: 32849
Опубліковано: 15.02.2001
Автори: Клименко Борис Володимирович, Рожков Юрій Олексійович, Любчик Леонід Михайлович, Любчик Михайло Абрамович
МПК: A61N 2/06
Мітки: омагнічуюча, чаша
Текст:
...на зовнішній поверхні робочої посудини (чаші) постійного магніту, наприклад, кільцеподібної форми, який утворює магнітне поле необхідної інтенсивності, форми та розташування, що охоплює цілком або частково об'єм рідинних мас, розташованих в посудині. Варіанти виконання магнітної чаші, розташування на її поверхні кільцеподібного магніті/, характеру його намагнічення та ін. зображено на нижченаведених рисунках. Фіг.1 -.можливі...
Шлакова чаша
Номер патенту: 2072
Опубліковано: 26.12.1994
Автори: Гуртовий Микола Іванович, Близнюк Анатолій Михайлович, Прядко Микола Денисович, Малкін Володимир Іванович, Акольцев Євген Дмитрович, Ісаєнко Петро Кирилович, Шестопалов Іван Іванович, Верцман Григорій Моісейович, Бондаренко Микола Макарович
МПК: C21B 3/10
Формула / Реферат:
Шлаковая чаша, содержащая в нижней части футерованную летку с крышкой для выпуска отделившегося от шлака металла, отличающаяся тем, что, с целью повышения степени отделения металла от шлака, летка выполнена в виде расположенной под углом 5—15° вверх к горизонтали трубы, длина и диаметр которой составляют соответственно 0,05—0,1 и 0,02—0,05 высоты шлаковой чаши.
Багатоцільове маніпуляторне обладнання з щелеповим захоплювачем на базі екскаватора
Номер патенту: 33554
Опубліковано: 15.02.2001
Автори: Токар Анатолій Володимирович, Лютенко Василь Єгорович, Куліш Володимир Миколайович
Мітки: екскаватора, захоплювачем, базі, маніпуляторне, обладнання, багатоцільове, щелеповим
Текст:
...- шарніром 12. У верхній частині гідроциліндри 9 з'єднані з рукояткою 1 шарнірами 13. Бокові шарніри 11 тришарнірної вставки 2 і шарніри 13 кріплення гідроциліндрів 9 до рукоятки 1 розташовані паралельно осі рукоятки в вертикальній площині. Пристрій працює у такий спосіб. При копанні грунту ковшем 3 (наприклад, траншеї) останньому надається поворотний рух гідроциліндром 4 через важіль 5 і універсальну тягу 6. При розробці бокових стінок...
Зв’язка алмазно-абразивного інструмента
Номер патенту: 942
Опубліковано: 15.12.1993
Автори: Шепелєв Анатолій Олександрович, Бондарев Євгеній Костянтинович, Піший Михайло Павлович, Рубан Феодосій Григорович, Спіцина Галина Степанівна
МПК: B24D 3/14
Мітки: зв'язка, алмазно-абразивного, інструмента
Текст:
...жолоба вище за 3,0 та по ширині вище за 0,4 від розміру внутрішнього діаметра горна доменної печі невиправдано збільшує габарити пристрою, практично не впливаючи на зашлакування чавуну та відділення від нього шлаку. Пристрій для випуску чавун у та шлаку з доменної печі пояснюється кресленнями, де на фіг.1 зображений загальний вигляд у розрізі, на фіг.2 – розріз по А-А перевалу для шлаку головного жолоба. Пристрій для випуску чавун у та шлаку...
Спосіб облицьовування плит
Номер патенту: 28803
Опубліковано: 16.10.2000
Автори: Щербін Арнольд Іванович, Стальський Альберт Іванович, Гребницький Олександр Олександрович, Аріст Леонід Михайлович, Мандровний Володимир Борисович, Шуляцький Аркадій Львович, Маковенко Анатолій Павлович
МПК: B44C 3/00
Мітки: плит, облицьовування, спосіб
Формула / Реферат:
1. Спосіб облицьовування плит, що містить нанесення клею на плиту, укладання облицювального матеріалу на неї, переміщення плити до пресу, формування пакету плит, завантаження його до пресу, просування та розвантаження, який відрізняється тим, що укладання облицювального матеріалу на плиту, переміщення її до пресу та пресування здійснюють на піддоні, а формування нового пакету з піддонів з плитами та облицювальним матеріалом та розбирання вже...
Попередній патент: Бар’єр безпеки
Наступний патент: Спосіб лікування параноїдної шозофренії з шубоподібним перебігом
Випадковий патент: Спосіб лікування запальних процесів статевих органів та пристрій для його реалізації