Спосіб виробництва деревноволокнистих плит для виготовлення основних пижів до мисливських патронів
Номер патенту: 36350
Опубліковано: 16.04.2001
Автори: Новиков Микола Миколайович, Налівайченко Володимир Юрійович, Маркін Юрій Романович
Текст
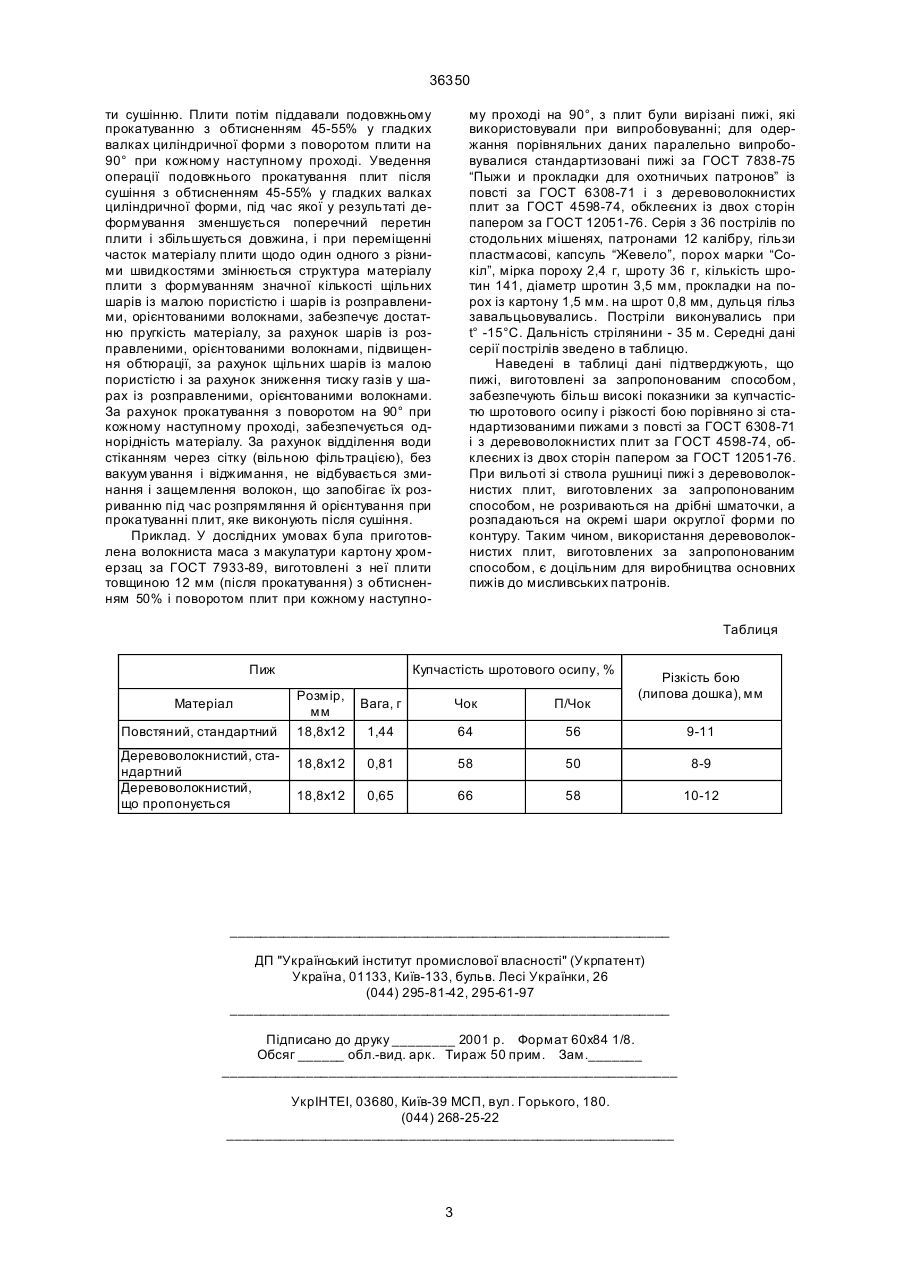
1. Спосіб виробництва деревоволокнистих плит для виготовлення основних пижів до мисливських патронів, що включає приготування волокнистої маси, що містить рослинні волокна, форму 36350 пороху, гази при високому тиску не проходять крізь картонну прокладку і папір, яким з двох сторін обклеєно пижа, але вони проходять між ними і поверхнею каналу ствола. Пиж із значною поруватістю не забезпечує необхідної обтюрації газів із високим тиском, частина їхнього обсягу проходить у шротовий снаряд, порушує його початкову форму, що призводить до погіршення бою за купчастістю. Через недостатню обтюрацію збільшується час тривалості пострілу і, як наслідок, зменшується початкова швидкість снаряда, знижується різкість бою. При вильоті пижа зі ствола, попадаючи в середовище з нормальним тиском, гази з високим тиском, що наповняють пори пижа, розривають його на дрібні шматочки, що можуть засмітити очі людини, що стоїть поруч зі стрілком, особливо при стрілянині проти вітру. Правилами змагань такі пижі заборонені для стрілянини на стенді. В основу винаходу поставлена задача удосконалення cпoсoбу виробництва деревоволокнистих плит для виготовлення основних пижів до мисливських патронів за рахунок приготування волокнистої маси для виготовлення плит із матеріалу, що містить значно фібрильовані волокна зі ступенем розмелу 40-45° ШР і наступної її обробки. Поставлена задача вирішується тим, що в способі виробництва деревноволокнистих плит для виготовлення основних пижів до мисливських патронів, що включає підготовку волокнистої маси, яка містить рослинні волокна, формування плит на сітці, обгородженій бортами, відділення води стіканням через сітку і сушіння плит, згідно з винаходом, використовують волокнисту масу, що наготовлюють із матеріалу, який містить значно фібрильовані волокна, який попередньо розмочують у воді, розмелюють, сушать, а потім плити піддають подовжньому прокатуванню з обтисненням 45-55% у гладких валках циліндричної форми з поворотом плити на 90° при кожному наступному проході. Згідно з винаходом, волокнисту масу виготовляють із макулатури картону хром-ерзац. Між сукупністю суттєви х ознак і технічним результатом, що досягається (підвищення обтюрації газів і припинення розривання пижів, виготовлених із цих плит, на дрібні шматочки після вильоту зі ствола) існує такий причинно-наслідковий зв'язок. Для виготовлення плит використовують волокнисту масу, що наготовлюють із матеріалу, який містить значно фібрильовані рослинні волокна, із ступенем розмелу 40-45° ШР, наприклад, із макулатури картону хром-ерзац, ГОСТ 7933-89, що розмочують у воді, розмелюють, наливають на сітку, обгороджену бортами, формують плити, відокремлюють воду стіканням через сітку (вільною фільтрацією) і сушать. Використання волокнистої маси зі значно фібрильованими волокнами забезпечує підвищення міцності і зменшення пористості матеріалу плит і, як наслідок, виготовлення більш тривких і з малою пористістю пижів. Уведення операції подовжнього прокатування плит, з обтисненням 45-55%, під час якого при переміщенні плити валками циліндричної форми, що обертаються і що її обжимають, відбувається деформування і, отже, переміщення її часток, у результаті чого зменшується поперечний перетин плити і збільшується довжина, дозволяє змінити структур у матеріалу плити. Швидкість переміщення часток матеріалу плити під час прокатування не однакова: у зоні перед щілиною між валками вона є меншою окружної швидкості валків, при переміщенні через щілину - дорівнює швидкості валків і за щілиною більша за швидкість валків, при цьому рух часток у середній частині плити по товщині більш вільний, ніж біля поверхонь, що контактують із валками, де через тертя відбувається затримка руху. У результаті переміщення часток матеріалу плити щодо один одного з різними швидкостями, у матеріалі плити формуються шари, розправляються волокна з орієнтуванням, в основному, у напрямку збільшення розміру. Оскільки тиск від валків, що обжимають, усередину плити, що деформується, передається частками, що безпосередньо контактують з валками, а оскільки частки пов'язані між собою, цей тиск передається часткам, які розміщені глибше від поверхонь плити і так далі з поступовим зменшенням тиску, то частки, які розміщені поблизу нижньої і верхньої поверхонь плити, відчувають максимальний тиск, у зв'язку з чим у шарах, які розміщені біля верхньої і нижньої поверхонь плити формуються щільні шари з малою пористістю. У середній частині по товщині плити рух часток більш вільний порівняно з рухом часток, що контактують із валками, у цій частині плити відбувається інтенсивне формування шарів із розправленими, орієнтованими волокнами. Шарувата стр уктура забезпечує підвищення обтюрації за рахунок щільних шарів із малою пористістю і за рахунок зниження тиску газів у шарах із розправленими, орієнтованими волокнами. Частина обсягу порохових газів із високим тиском, що прорвалася між картонною прокладкою на порох, і поверхнею каналу ствола і далі, між декількома шарами виготовленого з цих плит пижа і поверхнею каналу ствола, попадаючи в шари з розправленими, орієнтованими волокнами, розміщаючись між ними, утрачають частину своєї енергії, і щораз при проникненні газів у наступний шар пижа перед проходженням між щільним шаром із малою пористістю і поверхнею каналу ствола вони проходять спочатку в напрямку найменшого опору у шар із розправленими, орієнтованими волокнами, де через зниження тиску не можуть проникнути в шротовий снаряд. Пижі, виготовлені з плит із підвищеною міцністю і малою пористістю, не розриваються на дрібні шматочки після вильоту зі ствола рушниці, а розпадаються на окремі шари, що мають по контуру округлу форму. Сукупність перерахованих суттєвих ознак забезпечує отримання технічного результату, за умови відсутності суттєви х ознак технічний результат не може бути досягнутий. Спосіб здійснювали таким чином. Використовувався матеріал, що містить значно фібрильовані волокна зі ступенем розмелу 40-45° ШP, наприклад, із макулатури картону хром-ерзац ГОСТ 7932-89, що забезпечує малу пористість і високу міцність матеріалу плит і вигото влених із них пижів. Матеріал, що містить значно фібрильовані рослинні волокна, направлявся на приготування волокнистої маси, його розмочували у воді, розмелювали, формували плити на сітці, обгородженій бортами, відокремлювали воду шляхом вільної фільтрації при стіканні через сітку і піддавали пли 2 36350 ти сушінню. Плити потім піддавали подовжньому прокатуванню з обтисненням 45-55% у гладких валках циліндричної форми з поворотом плити на 90° при кожному наступному проході. Уведення операції подовжнього прокатування плит після сушіння з обтисненням 45-55% у гладких валках циліндричної форми, під час якої у результаті деформування зменшується поперечний перетин плити і збільшується довжина, і при переміщенні часток матеріалу плити щодо один одного з різними швидкостями змінюється структура матеріалу плити з формуванням значної кількості щільних шарів із малою пористістю і шарів із розправленими, орієнтованими волокнами, забезпечує достатню пругкість матеріалу, за рахунок шарів із розправленими, орієнтованими волокнами, підвищення обтюрації, за рахунок щільних шарів із малою пористістю і за рахунок зниження тиску газів у шарах із розправленими, орієнтованими волокнами. За рахунок прокатування з поворотом на 90° при кожному наступному проході, забезпечується однорідність матеріалу. За рахунок відділення води стіканням через сітку (вільною фільтрацією), без вакуум ування і віджимання, не відбувається зминання і защемлення волокон, що запобігає їх розриванню під час розпрямляння й орієнтування при прокатуванні плит, яке виконують після сушіння. Приклад. У дослідних умовах була приготовлена волокниста маса з макулатури картону хромерзац за ГОСТ 7933-89, виготовлені з неї плити товщиною 12 мм (після прокатування) з обтисненням 50% і поворотом плит при кожному наступно му проході на 90°, з плит були вирізані пижі, які використовували при випробовуванні; для одержання порівняльних даних паралельно випробовувалися стандартизовані пижі за ГОСТ 7838-75 “Пыжи и прокладки для охотничьих патронов” із повсті за ГОСТ 6308-71 і з деревоволокнистих плит за ГОСТ 4598-74, обклеєних із двох сторін папером за ГОСТ 12051-76. Серія з 36 пострілів по стодольних мішенях, патронами 12 калібру, гільзи пластмасові, капсуль “Жевело”, порох марки “Сокіл”, мірка пороху 2,4 г, шроту 36 г, кількість шротин 141, діаметр шротин 3,5 мм, прокладки на порох із картону 1,5 мм. на шрот 0,8 мм, дульця гільз завальцьовувались. Постріли виконувались при t° -15°С. Дальність стрілянини - 35 м. Середні дані серії пострілів зведено в таблицю. Наведені в таблиці дані підтверджують, що пижі, виготовлені за запропонованим способом, забезпечують більш високі показники за купчастістю шротового осипу і різкості бою порівняно зі стандартизованими пижами з повсті за ГОСТ 6308-71 і з деревоволокнистих плит за ГОСТ 4598-74, обклеєних із двох сторін папером за ГОСТ 12051-76. При вильоті зі ствола рушниці пижі з деревоволокнистих плит, виготовлених за запропонованим способом, не розриваються на дрібні шматочки, а розпадаються на окремі шари округлої форми по контуру. Таким чином, використання деревоволокнистих плит, виготовлених за запропонованим способом, є доцільним для виробництва основних пижів до мисливських патронів. Таблиця Пиж Матеріал Повстяний, стандартний Деревоволокнистий, стандартний Деревоволокнистий, що пропонується Купчастість шротового осипу, % Розмір, мм 18,8х12 Різкість бою (липова дошка), мм Вага, г Чок П/Чок 1,44 64 56 9-11 18,8х12 0,81 58 50 8-9 18,8х12 0,65 66 58 10-12 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of production of wood fiber boards for manufacturing basic wads for hunting cartridges
Автори англійськоюMarkin Yurii Romanovych, Novikov Mykola Mykolaiovych, Nalivaichenko Volodymyr Yuriiovych
Назва патенту російськоюСпособ производства древесноволокнистых плит для изготовления основных пыжей для охотничьих патронов
Автори російськоюМаркин Юрий Романович, Новиков Николай Николаевич, Наливайченко Владимир Юрьевич
МПК / Мітки
МПК: F42B 7/00, B32B 21/00
Мітки: мисливських, основних, плит, спосіб, патронів, виробництва, виготовлення, пижів, деревноволокнистих
Код посилання
<a href="https://ua.patents.su/3-36350-sposib-virobnictva-derevnovoloknistikh-plit-dlya-vigotovlennya-osnovnikh-pizhiv-do-mislivskikh-patroniv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва деревноволокнистих плит для виготовлення основних пижів до мисливських патронів</a>
Пристрій для виготовлення деревностружкових, деревноволокнистих та подібних до них плит
Номер патенту: 30114
Опубліковано: 15.11.2000
Автори: Сафаров Вячеслав Олександрович, Соколовський Ярослав Іванович, Філінюк Роман Васильович, Головач Ігор Романович, Книш Юрій Вікторович
МПК: B27N 3/08
Мітки: плит, пристрій, виготовлення, них, подібних, деревноволокнистих, деревностружкових
Формула / Реферат:
Пристрій для виготовлення деревностружкових, деревноволокнистих та подібних до них плит, що включає формувальний вузол з транспортером безперервного переміщення шару-килима з частинками, які містять лігноцелюлозу або целюлозу і змішаний з ними клей, високочастотний нагрівний блок з симетричними відносно шару-клею електродними пластинками, що утворюють робочий зазор, в якому розташований шаркилим, встановлений між транспортером і переміщуваною...
Спосіб виробництва облицювальних плит з природного каменю
Номер патенту: 36172
Опубліковано: 16.04.2001
Автори: Блажієвський Петро Вікторович, Кондратюк Віктор Іванович
МПК: B28D 1/02, B28D 1/00, B24B 1/00
Мітки: каменю, облицювальних, спосіб, природного, плит, виробництва
Текст:
...сумі ширини пропилу і товщини двох плит). Наведені дані свідчать, що запропоноване рішення відповідає критерію "новизна". При вивченні інших відомих способів виробництва облицювальних плит з блоків природного каменю не було виявлено подібного способу. Суть винаходу пояснюється кресленнями на фіг. 1-4. Фіг. 1 - операція I - розпиловка. Блок розпилюють, наприклад, штрипсовим станком. Н- товщина заготовки: H=h1+h2+t+D, де h1, h2 -...
Спосіб виготовлення деревностружкових плит і пристрій для його здійснення
Номер патенту: 15774
Опубліковано: 30.06.1997
Автори: Бехта Павло Антонович, Бехта Наталя Степанівна
Мітки: здійснення, плит, спосіб, пристрій, деревностружкових, виготовлення
Формула / Реферат:
1. Спосіб виготовлення деревностружкових плит, який включає завантаження стружкового килиму в прес, зімкнення плит преса, прогрівання водяною парою або газоподібним агентом шляхом продування і пресування, який відрізняється тим, що продування внутрішнього шару здійснюють в процесі зімкнення плит преса шляхом подачі водяної пари або іншого газоподібного агента під тиском від середини деревностружкового килиму до його кромок.2. Пристрій...
Спосіб виготовлення багатопустотних плит перекриття
Номер патенту: 33389
Опубліковано: 15.02.2001
Автор: Коротаєв Анатолій Іванович
Мітки: плит, багатопустотних, спосіб, перекриття, виготовлення
Текст:
...плит перекриття wt 3BopoTmM' формуванням, яке дозволяє отримати очікуваний технічний результат. ГЬставлену задачу вирішують тим, що в способі виготовлення багатопустотних плит перекриття, який включає укладення стерженевої арматури, уведення ітустотоутворюючих вкладишів каналів плит, укладення бетонної сумшд, формування вібруванням, послідуюче витягнення вкладишів, термообробку, відрізку випусків арматури, згідно винаходу,...
Спосіб виробництва декоративних плит
Номер патенту: 2822
Опубліковано: 26.12.1994
Автор: Федоркін Сергій Іванович
Мітки: плит, виробництва, декоративних, спосіб
Формула / Реферат:
Способ производства декоративных плит, включающий получение заготовок, обработку лицевой поверхности заготовок газообразным веществом в течение 10-20 с и ее тиснение в прессе с рельефной поверхностью, отличающийся тем, что в качестве газообразного вещества для обработки поверхности заготовок используют пар, а тиснение производят на глубину 1-2 мм при температуре 230-250°С и давлении 20-25 МПа в течение 5-10 с.
Попередній патент: Пристрій для вимірювання прискорень на транспортному засобі
Наступний патент: Спосіб обробки гірської породи
Випадковий патент: Пристрій для розкидання органічних добрив