Пристрій для наплавлення
Номер патенту: 36465
Опубліковано: 27.10.2008
Автори: Куровська Тетяна Юріївна, Яблоков Володимир Васильович, Пеньковьський Володимир Іванович, Грибачов Михайло Васильович
Формула / Реферат
Пристрій для наплавлення, що містить датчик, блок автоматичного керування і привід обертання деталі, при цьому блок автоматичного керування містить пусковий модуль та модуль обертання деталі, що містить диз'юнктор і кон'юнктор, причому вихід диз'юнктора підключений до першого входу кон'юнктора, вихід якого з'єднаний з першим входом диз'юнктора і входом приводу обертання деталі, який відрізняється тим, що блок автоматичного керування додатково містить електронний ключ з входом керування, елемент затримки, вмикач, модуль задання, що містить інформаційний вхід, вхід ручного вводу та вхід початкового стану, при цьому вихід датчика підключений через перший контакт вмикача до інформаційного входу модуля задання, вихід якого з'єднаний з другим входом диз'юнктора, вихід пускового модуля через електронний ключ з'єднаний з другим входом кон'юнктора, вихід якого підключений до входу початкового стану модуля задання та з'єднаний через другий контакт вмикача, і елемент затримки з входом керування електронного ключа, причому елемент затримки виконаний з можливістю регулювання, а як привод обертання деталі використано регульований кроковий двигун.
Текст
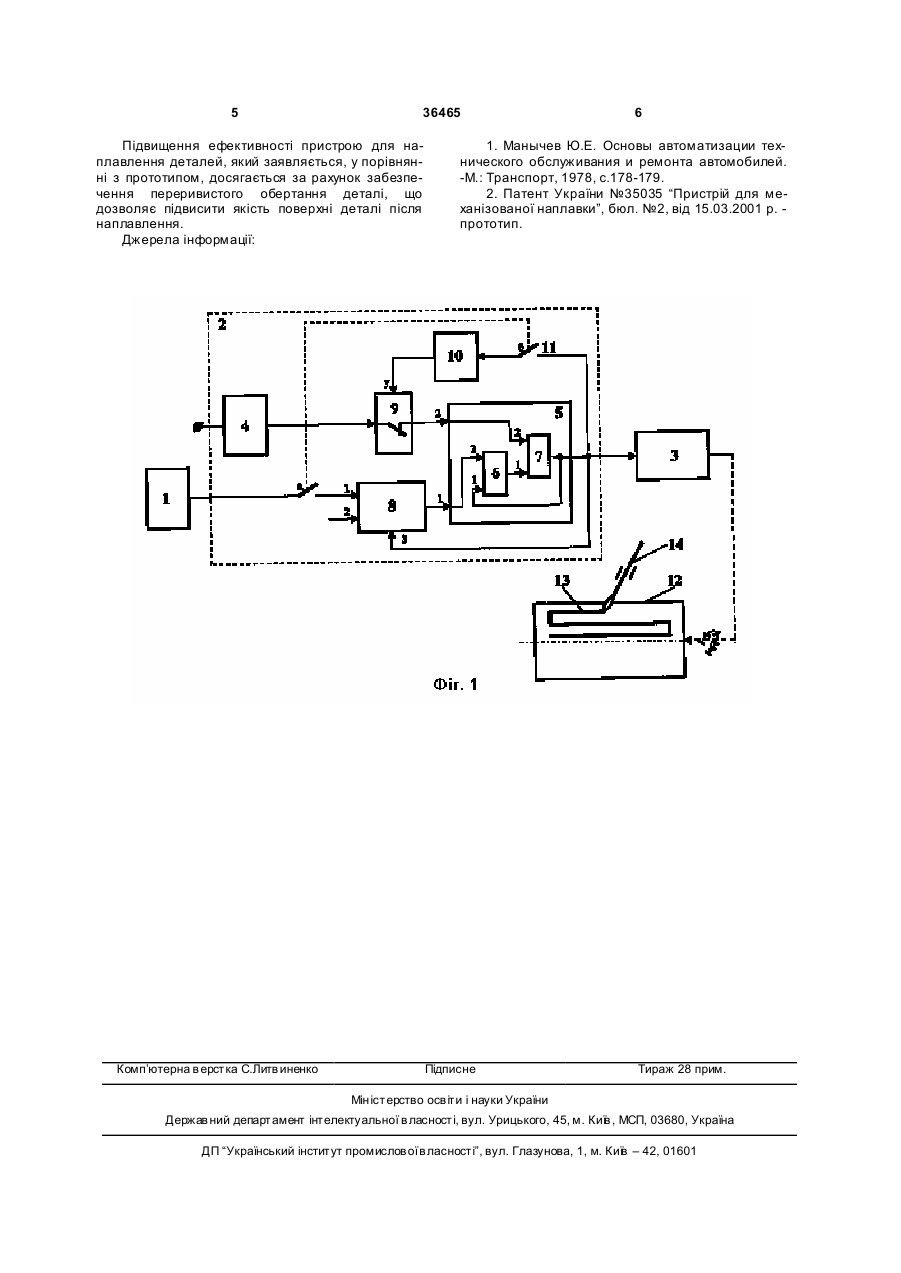
Пристрій для наплавлення, що містить датчик, блок автоматичного керування і привід обертання деталі, при цьому блок автоматичного керування містить пусковий модуль та модуль обертання деталі, що містить диз'юнктор і кон'юнктор, причому вихід диз'юнктора підключений до першого входу кон'юнктора, вихід якого з'єднаний з першим входом диз'юнктора і входом приводу обертання 3 36465 чений до входу початкового стану модуля завдання та з'єднаний через другий контакт вмикача і елемент затримки з входом управління електронного ключа, причому елемент затримки виконаний з можливістю регулювання, а у якості приводу обертання деталі використано регульований кроковий двигун. Порівняльний аналіз технічного рішення, яке заявляється, із прототипом, показує, що пристрій для наплавлення, який заявляється, відрізняється тим, що блок автоматичного керування додатково містить електронний ключ з входом управління, елемент затримки, вмикач, модуль завдання, що містить інформаційний вхід, вхід ручного вводу та вхід початкового стану, при цьому вихід датчика підключений через перший контакт вмикача до інформаційного входу модуля завдання, вихід якого з'єднаний з другим входом диз'юнктора, вихід пускового модуля через електронний ключ з'єднаний з другім входом кон'юнктора, вихід якого підключений до входу початкового стану модуля завдання та з'єднаний через другий контакт вмикача і елемент затримки з входом управління електронного ключа, причому елемент затримки виконаний з можливістю регулювання, а у якості приводу обертання деталі використано регульований кроковий двигун. Суть корисної моделі пояснюється за допомогою ілюстрації, де на Фіг.1 представлений один з варіантів пристрою для наплавлення, який заявляється. Пристрій для наплавлення, як варіант конструктивного виконання, містить датчик 1, блок 2 автоматичного керування, привід 3 обертання деталі, пусковий модуль 4, модуль 5 обертання деталі, який містить диз'юнктор 6 і кон'юнктор 7, модуль 8 завдання, електронний ключ 9 з входом управління, елемент 10 затримки, вмикач 11. Як варіант, на Фіг.1 наведено, деталь 12 з валиками 13, які наплавляють на поверхонь деталі 12, і електродний дріт 13. Модуль 8 завдання має інформаційний вхід, вхід р учного вводу та вхід початкового стану. Вихід датчика 1 підключений через перший контакт вмикача 11 до інформаційного входу модуля 8 завдання, вихід якого з'єднаний з другим входом диз'юнктора 6. Вихід диз'юнктора 6 підключений до першого входу кон'юнктора 7. Вихід пускового модуля 4 через електронний ключ 9 з'єднаний з другім входом кон'юнктора 7, вихід якого підключений до входу початкового стану модуля 8 завдання і з'єднаний з першим входом диз'юнктора 6, входом приводу 3 обертання деталі, та з'єднаний через другий контакт вмикача 11 і елемент 10 затримки з входом управління електронного ключа 9. Елемент 10 затримки виконаний з можливістю регулювання, а у якості приводу 3 обертання деталі використано регульований кроковий двигун. Пристрій для наплавлення працює наступним чином. У початковому стані на пристрій для наплавлення подана напруга живлення, а до деталі 12 і електродного дроту 14 підключена напруга наплавлення. Вмикач 11 для забезпечення переривис 4 того обертання деталі 12 переводять в замкнутий стан. За допомогою входу ручного введення модуля 8 завдання встановлюють кількість валиків 13 металу, яке наплавлятиметься на поверхню деталі 12 при її нерухомому стані. Регулюють час затримки елементу 10 затримки відповідно до необхідного часу переривистого обертання деталі 12. Робота пристрою для наплавлення починається після короткочасного натиснення оператором кнопки "Пуск" (не показана), яка розміщена в пусковому модулі 4. При цьому на виході пускового модуля 4 формується електричний сигнал, який через нормально замкнуті контакти ключа 9 поступає на другий вхід модуля 5 обертання деталі і на другий вхід кон'юнктора 7, готуючи його до відкриття. Крім того, електродному дроту 14 надають зворотно - поступальне переміщення уздовж поверхні деталі 12, внаслідок чого на поверхні деталі 12 наплавляються валики 13. При приході електродного дроту 14 в будь-яку крайню точку зворотно - поступального переміщення датчик 1 видає електричний сигнал, який поступає через перший контакт вмикача 11 на інформаційний вхід модуля 8 завдання. Коли кількість сигналів, що поступили на інформаційний вхід модуля 8 завдання, порівняється із встановленим на його вході ручного введення, на виході модуля 8 завдання формується сигнал, який приходить на перший вхід модуля 5 обертання деталі. При цьому сигнал поступає на другий вхід диз'юнктора 6 і відкриває його. З виходу диз'юнктора 6 сигнал передається на перший вхід кон'юнктора 7, який відкривається і з його виходу сигнал поступає на перший вхід диз'юнктора 6, фіксуючи відкритий стан диз'юнктора 6 і кон'юнктора 7, а також поступає на вихід модуля 5 обертання деталі. Сигнал з виходу модуля 5 обертання деталі, по-перше, поступає на вхід приводу 1 обертання деталі, включає його і починається обертання деталі. У - др уги х, си гнал поступає на вхід початкового стану модуля 8 завдання, що викликає перевод модуля 8 завдання в початковий стан. У - третіх, через другий контакт вмикача 11 і елемент 10 затримки сигнал поступає з затримкою часу, яка встановлена заздалегідь, на вхід управління ключа 9, і нормально замкнутий контакт ключа 9 розмикається. Це приводить до зняття сигналу з другого входу модуля 5 обертання деталі. При цьому знімається сигнал з другого входу кон'юнктора 7 і він закривається. В результаті закривається диз'юнктор 6 і знімається сигнал з виходу модуля 5 обертання деталі, що приводить до зупинки приводу 1 обертання деталі і припиненню обертання деталі 12. Одночасно з цим знімається сигнал з входу управління ключа 9 і його контакт повертається в нормально замкнутий стан. Надалі починається новий відлік проходів електродного дроту 14 повздовж поверхні деталі 12 за допомогою датчика 1 і робота пристрою для наплавлення повторюється. Робота пристрою для наплавлення припиняється шляхом натиснення кнопки "Стоп" (не показана), яка розміщена в пусковому модулі 4, що приводить до зняття сигналу з виходу пускового модуля 4. 5 36465 Підвищення ефективності пристрою для наплавлення деталей, який заявляється, у порівнянні з прототипом, досягається за рахунок забезпечення переривистого обертання деталі, що дозволяє підвисити якість поверхні деталі після наплавлення. Джерела інформації: Комп’ютерна в ерстка C.Литв иненко 6 1. Манычев Ю.Е. Основы автоматизации технического обслуживания и ремонта автомобилей. -М.: Транспорт, 1978, с.178-179. 2. Патент України №35035 “Пристрій для механізованої наплавки”, бюл. №2, від 15.03.2001 р. прототип. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for welding-deposition
Автори англійськоюYablokov Volodymyr Vasyliovych, Hrybachov Mykhailo Vasyliovych, Kurovska Tetiana Yuriivna, Penkovskyi Volodymyr Ivanovych
Назва патенту російськоюУстройство для наплавки
Автори російськоюЯблоков Владимир Васильевич, Грибачев Михаил Васильевич, Куровская Татьяна Юрьевна, Пеньковский Владимир Иванович
МПК / Мітки
МПК: B23K 9/12
Мітки: наплавлення, пристрій
Код посилання
<a href="https://ua.patents.su/3-36465-pristrijj-dlya-naplavlennya.html" target="_blank" rel="follow" title="База патентів України">Пристрій для наплавлення</a>
Пристрій для наплавлення деталей
Номер патенту: 4839
Опубліковано: 15.02.2005
Автори: Фетісов Сергій Валерійович, Грибачов Михайло Васильович, Яблоков Володимир Васильович
Мітки: наплавлення, деталей, пристрій
Формула / Реферат:
Пристрій для наплавлення деталей, що містить привід, два додаткових вали, виконаних ідентично валу, що наплавляється, і ланцюгову передачу з передаточним числом 1, що зв'язує вали між собою і з приводом, який відрізняється тим, що оснащений механізмом фіксації вала, що наплавляється, відносно додаткових валів, привід з'єднаний з додатковими валами незалежно від вала, що наплавляється, з'єднання якого з ланцюговою передачею виконано з...
Пристрій для наплавлення під флюсом плавким електродом постійним струмом
Номер патенту: 20393
Опубліковано: 15.01.2007
Автори: Міронова Марина Володимирівна, Делі Олександр Анатолійович, Розмишляєв Олександр Денисович
Мітки: постійним, плавким, флюсом, струмом, електродом, наплавлення, пристрій
Формула / Реферат:
Пристрій для наплавлення під флюсом плавким електродом постійним струмом, що містить електромагніт, виконаний із струмопровідної трубки та обмотки, і мундштук, який відрізняється тим, що на струмопровідній трубці додатково встановлена струмопровідна планка, яка з'єднана з обмоткою.
Пристрій для наплавлення трифазною дугою у середовищі захисних газів
Номер патенту: 30493
Опубліковано: 25.02.2008
Автори: Мартиненко Олександр Дмитрович, Бантковський В'ячеслав Анатолійович, Аветісян Віктор Казарович, Іванов Володимир Іванович, Карпусенко Віктор Пилипович, Сідашенко Олександр Іванович
МПК: B23K 9/00
Мітки: газів, трифазною, пристрій, дугою, наплавлення, середовищі, захисних
Формула / Реферат:
Пристрій для наплавлення трифазною дугою у середовищі захисних газів, який включає корпус, два струмопідводи, сопло, який відрізняється тим, що містить дві ізольовані одна від одної напрямні для електродного дроту з мундштуками, що переміщаються в радіальних пазах кришки сопла, і зв'язані між собою двома тягами на ізолюючих втулках, а також регулювальну гайку, що сполучає тяги.
Пристрій для регулювання потужності в зоні наплавлення

Номер патенту: 58943
Опубліковано: 15.08.2003
Автори: Шаблій Олег Миколайович, Пулька Марія Чеславівна, Михайлишин Михайло Стахович, Письменний Олександр Семенович, Пулька Чеслав Вікторович
МПК: B23K 13/00
Мітки: регулювання, зони, потужності, пристрій, наплавлення
Формула / Реферат:
1. Пристрій для регулювання потужності в зоні наплавлення, який містить індуктор, виконаний з двох кільцевих витків, з'єднаних між собою в протифазі по струму і магнітному потоку і розташованих паралельно наплавлювальній поверхні диска, один кільцевий виток якого розташований під наплавлювальною поверхнею диска з діаметром його кільця, меншим за діаметр диска, а другий кільцевий виток розташований над наплавлювальною поверхнею диска, діаметр...
Пристрій для регулювання потужності в зоні наплавлення
Номер патенту: 68940
Опубліковано: 16.08.2004
Автори: Пулька Чеслав Вікторович, Письменний Олександр Семенович, Шаблій Олег Миколайович
МПК: B23K 13/00
Мітки: потужності, регулювання, пристрій, зони, наплавлення
Формула / Реферат:
Пристрій для регулювання потужності в зоні наплавлення, який містить індуктор, виконаний з двох кільцевих витків, з'єднаних між собою в протифазі по струму і магнітному потоку і розташованих паралельно наплавлювальній поверхні диска, один виток якого розташований під наплавлювальною поверхнею диска з діаметром його витка, меншим за діаметр диска, а другий виток розташований над наплавлювальною поверхнею диска, діаметр витка якого більший за...
Попередній патент: Спосіб визначення метеорологічних поправок локацією вітрового потоку при підготовці стрільби некерованими боєприпасами
Наступний патент: Спосіб оцінки вірогідності меконіальної аспірації у плода
Випадковий патент: Пристрій для контролю електричного двигуна