Пристрій для наплавлення деталей
Номер патенту: 4839
Опубліковано: 15.02.2005
Автори: Фетісов Сергій Валерійович, Грибачов Михайло Васильович, Яблоков Володимир Васильович
Формула / Реферат
Пристрій для наплавлення деталей, що містить привід, два додаткових вали, виконаних ідентично валу, що наплавляється, і ланцюгову передачу з передаточним числом 1, що зв'язує вали між собою і з приводом, який відрізняється тим, що оснащений механізмом фіксації вала, що наплавляється, відносно додаткових валів, привід з'єднаний з додатковими валами незалежно від вала, що наплавляється, з'єднання якого з ланцюговою передачею виконано з можливістю відключення, причому суміжні ланки ланцюгової передачі зв'язані між собою за допомогою робочих поверхонь, що містять суміжні ділянки з різними центрами кривизни, а конфронтуючі ділянки суміжних ланок, що можуть вступити в контакт у процесі роботи ланцюгової передачі, мають радіуси кривизни, що відрізняються.
Текст
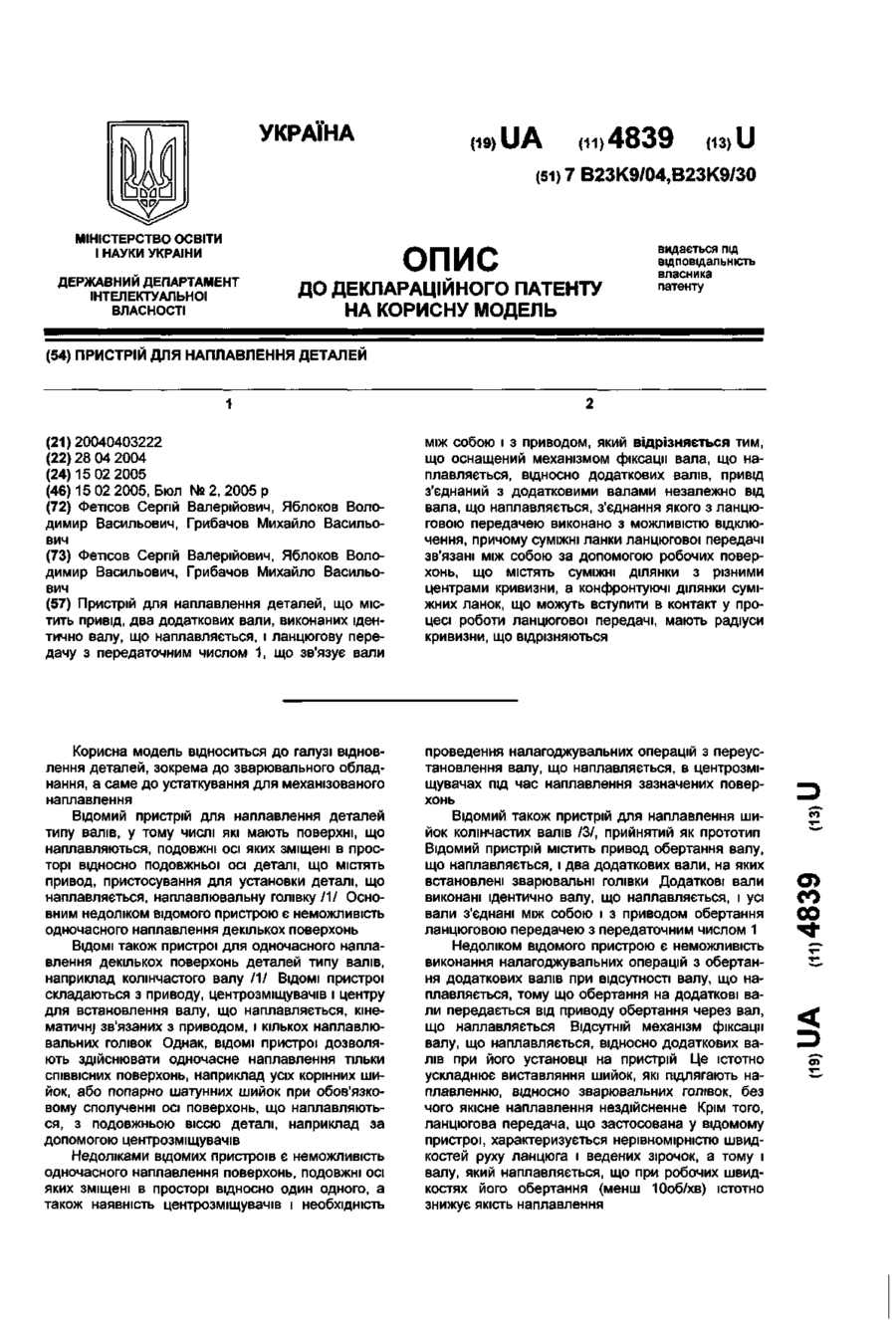
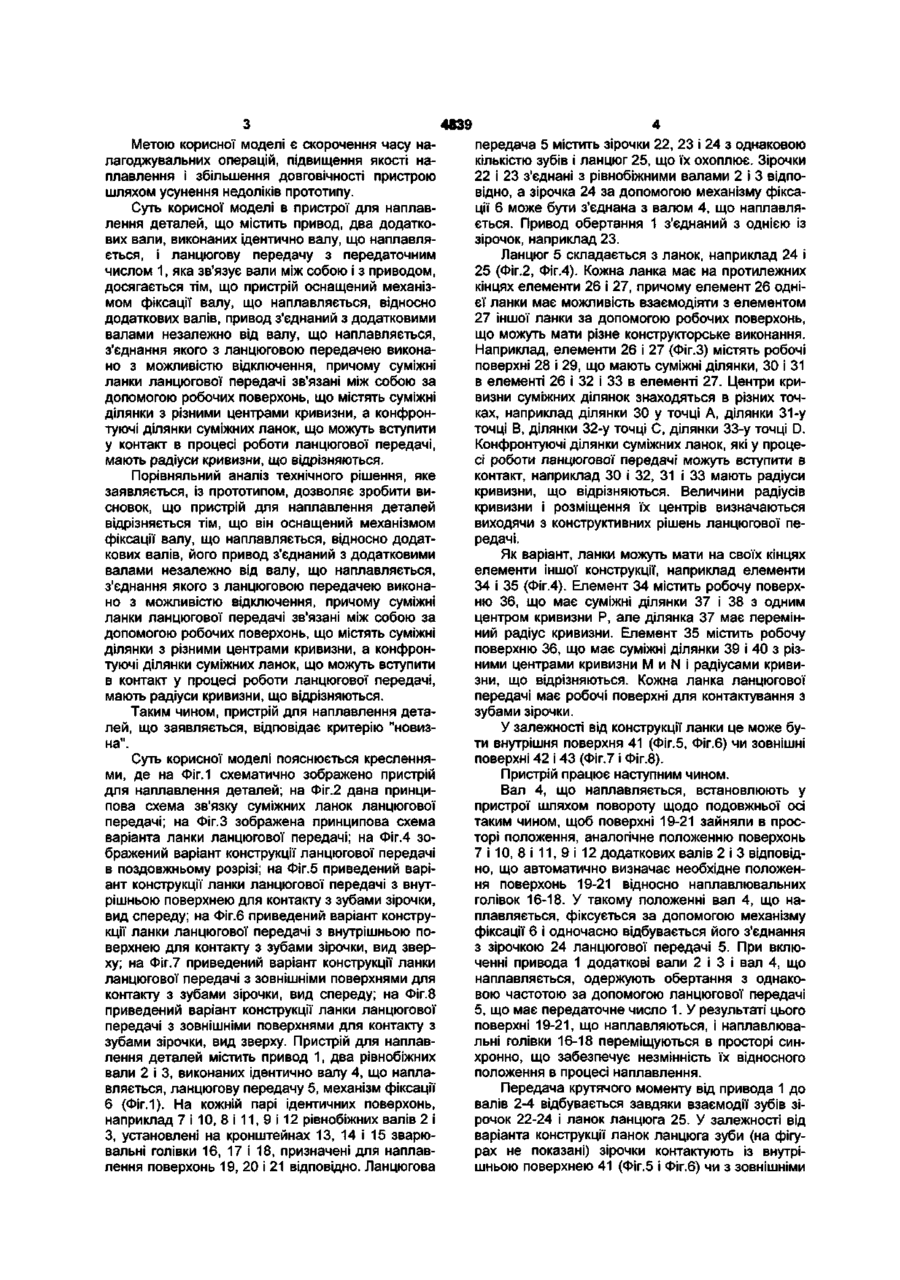
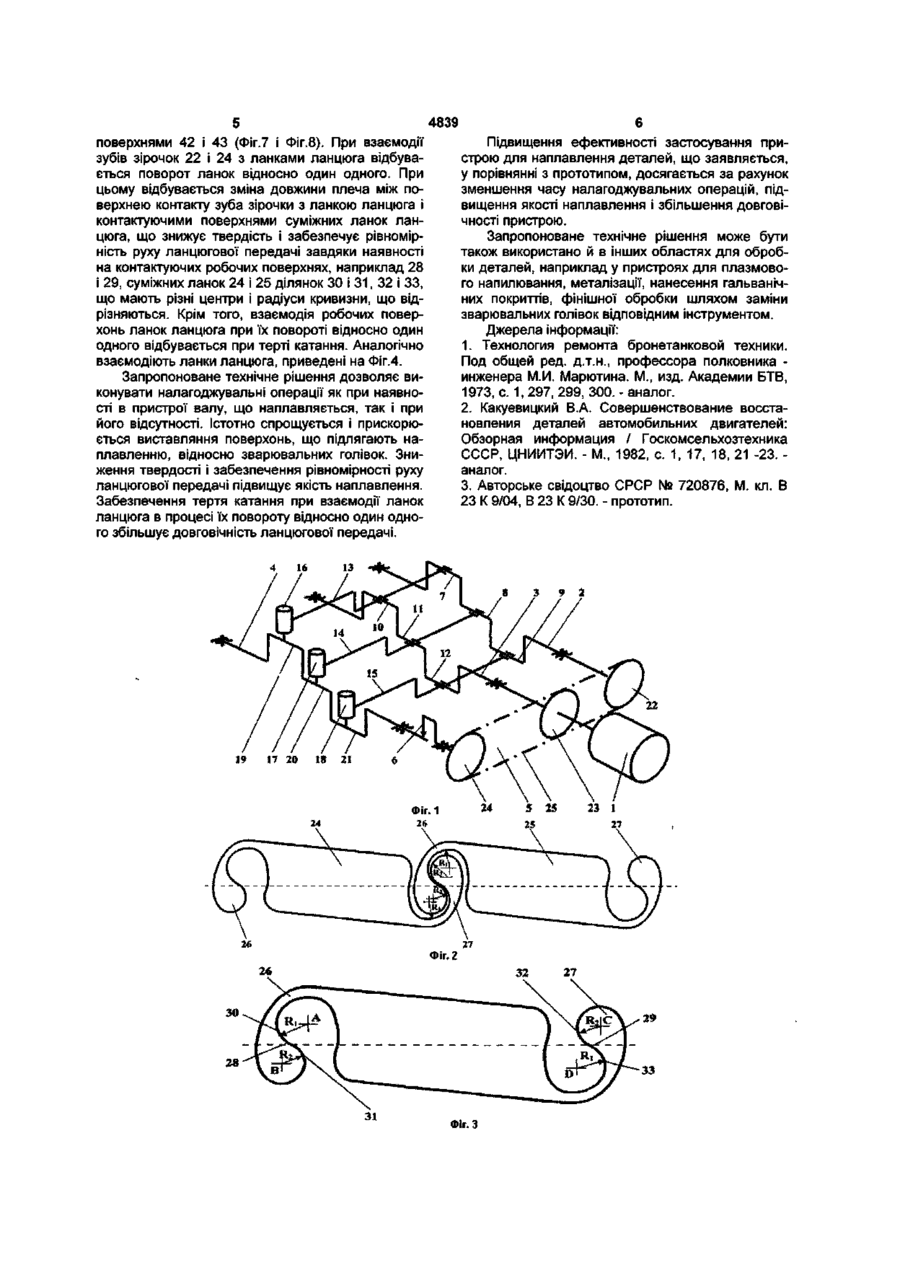
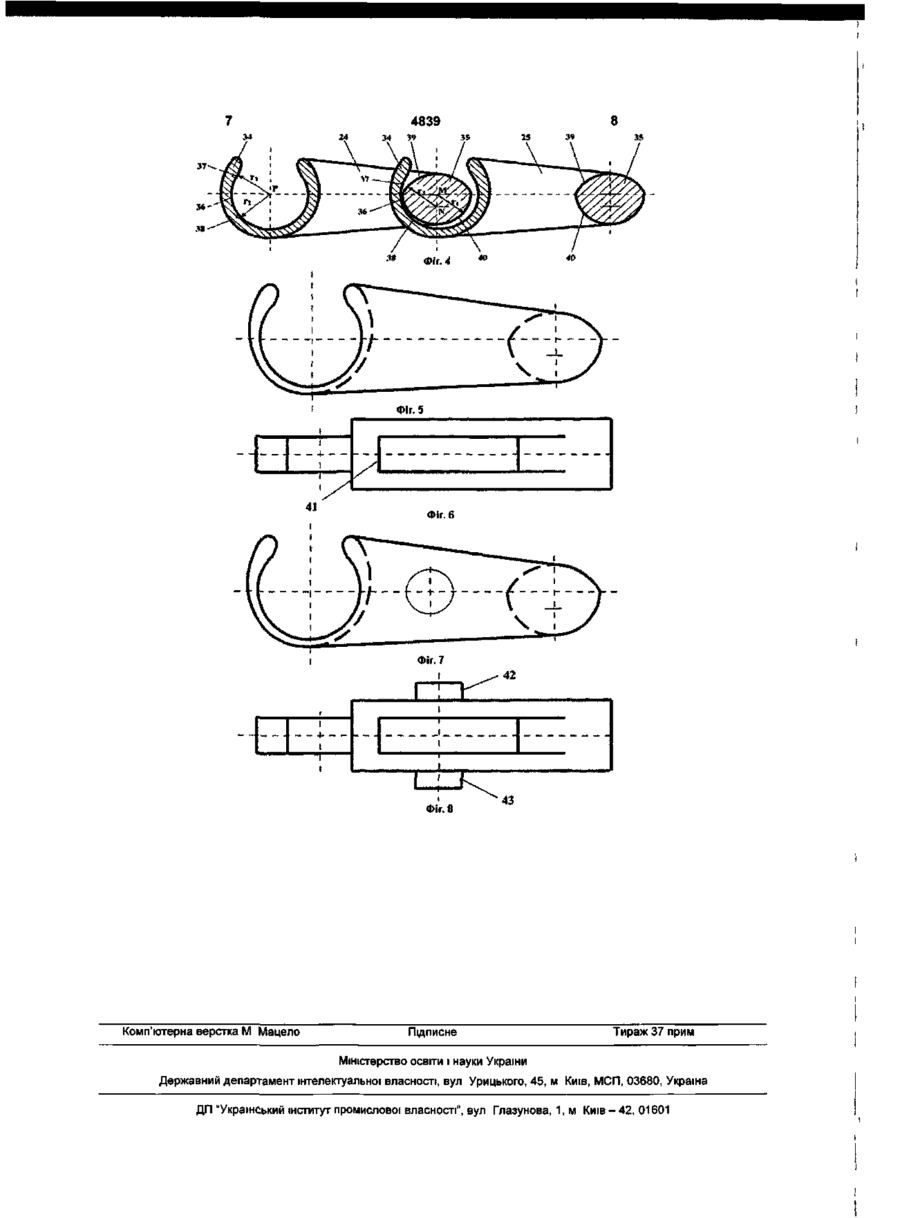
Пристрій для наплавлення деталей, що містить привід, два додаткових вали, виконаних ідентично валу, що наплавляється, і ланцюгову передачу з передаточним числом 1, що зв'язує вали між собою і з приводом, який відрізняється тим, що оснащений механізмом фіксації вала, що наплавляється, відносно додаткових валів, привід з'єднаний з додатковими валами незалежно від вала, що наплавляється, з'єднання якого з ланцюговою передачею виконано з можливістю відключення, причому суміжні ланки ланцюгової передачі зв'язані між собою за допомогою робочих поверхонь, що містять суміжні ділянки з різними центрами кривизни, а конфронтуючі ділянки суміжних ланок, що можуть вступити в контакт у процесі роботи ланцюгової передачі, мають радіуси кривизни, що відрізняються Корисна модель відноситься до галузі відновлення деталей, зокрема до зварювального обладнання, а саме до устаткування для механізованого наплавлення Відомий пристрій для наплавлення деталей типу валів, у тому числі які мають поверхні, що наплавляються, подовжні осі яких зміщені в просторі відносно подовжньої осі деталі, що містять привод, пристосування для установки деталі, що наплавляється, наплавлювальну голівку /1/ Основним недоліком відомого пристрою є неможливість одночасного наплавлення декількох поверхонь ВІДОМІ також пристрої для одночасного наплавлення декількох поверхонь деталей типу валів, наприклад колінчастого валу /1/ ВІДОМІ пристрої складаються з приводу, центрозміщувачів і центру для встановлення валу, що наплавляється, кінематич^ зв'язаних з приводом, і кількох наплавлювальних голівок Однак, ВІДОМІ пристрої дозволяють здійснювати одночасне наплавлення тільки СПІВВІСНИХ поверхонь, наприклад усіх корінних шийок, або попарно шатунних шийок при обов'язковому сполученні осі поверхонь, що наплавляються, з подовжньою віссю деталі, наприклад за допомогою центрозміщувачів Недоліками відомих пристроїв є неможливість одночасного наплавлення поверхонь, подовжні осі яких зміщені в просторі відносно один одного, а також наявність центрозміщувачів і необхідність проведення налагоджувальних операцій з переустановлення валу, що наплавляється, в центрозміщувачах під час наплавлення зазначених поверхонь Відомий також пристрій для наплавлення шийок колінчастих валів /3/, прийнятий як прототип Відомий пристрій містить привод обертання валу, що наплавляється, і два додаткових вали, на яких встановлені зварювальні голівки Додаткові вали виконані ідентично валу, що наплавляється, і усі вали з'єднані між собою і з приводом обертання ланцюговою передачею з передаточним числом 1 Недоліком відомого пристрою є неможливість виконання налагоджувальних операцій з обертання додаткових валів при відсутності валу, що наплавляється, тому що обертання на додаткові вали передається від приводу обертання через вал, що наплавляється Відсутній механізм фіксації валу, що наплавляється, відносно додаткових валів при його установці на пристрій Це істотно ускладнює виставляння шийок, які підлягають наплавленню, відносно зварювальних голівок, без чого якісне наплавлення нездійсненне Крім того, ланцюгова передача, що застосована у відомому пристрої, характеризується нерівномірністю швидкостей руху ланцюга і ведених зірочок, а тому і валу, який наплавляється, що при робочих швидкостях його обертання (менш 10об/хв) істотно знижує якість наплавлення О со 00 4839 Метою корисної моделі є скорочення часу налагоджувальних операцій, підвищення якості наплавлення і збільшення довговічності пристрою шляхом усунення недоліків прототипу. Суть корисної моделі в пристрої для наплавлення деталей, що містить привод, два додаткових вали, виконаних ідентично валу, що наплавляється, і ланцюгову передачу з передаточним числом 1, яка зв'язує вали між собою і з приводом, досягається тім, що пристрій оснащений механізмом фіксації валу, що наплавляється, відносно додаткових валів, привод з'єднаний з додатковими валами незалежно від валу, що наплавляється, з'єднання якого з ланцюговою передачею виконано з можливістю відключення, причому суміжні ланки ланцюгової передачі зв'язані між собою за допомогою робочих поверхонь, що містять суміжні ділянки з різними центрами кривизни, а конфронтуючі ділянки суміжних ланок, що можуть вступити у контакт в процесі роботи ланцюгової передачі, мають радіуси кривизни, що відрізняються. Порівняльний аналіз технічного рішення, яке заявляється, із прототипом, дозволяє зробити висновок, що пристрій для наплавлення деталей відрізняється тім, що він оснащений механізмом фіксації валу, що наплавляється, відносно додаткових валів, його привод з'єднаний з додатковими валами незалежно від валу, що наплавляється, з'єднання якого з ланцюговою передачею виконано з можливістю відключення, причому суміжні ланки ланцюгової передачі зв'язані між собою за допомогою робочих поверхонь, що містять суміжні ділянки з різними центрами кривизни, а конфронтуючі ділянки суміжних ланок, що можуть вступити в контакт у процесі роботи ланцюгової передачі, мають радіуси кривизни, що відрізняються. Таким чином, пристрій для наплавлення деталей, що заявляється, відповідає критерію "новизна". Суть корисної моделі пояснюється кресленнями, де на Фіг.1 схематично зображено пристрій для наплавлення деталей; на Фіг.2 дана принципова схема зв'язку суміжних ланок ланцюгової передачі; на Фіг.З зображена принципова схема варіанта ланки ланцюгової передачі; на Фіг.4 зображений варіант конструкції ланцюгової передачі в поздовжньому розрізі; на Фіг.5 приведений варіант конструкції ланки ланцюгової передачі з внутрішньою поверхнею для контакту з зубами зірочки, вид спереду; на Фіг.6 приведений варіант конструкції ланки ланцюгової передачі з внутрішньою поверхнею для контакту з зубами зірочки, вид зверху; на Фіг.7 приведений варіант конструкції ланки ланцюгової передачі з зовнішніми поверхнями для контакту з зубами зірочки, вид спереду; на Фіг.8 приведений варіант конструкції ланки ланцюгової передачі з зовнішніми поверхнями для контакту з зубами зірочки, вид зверху. Пристрій для наплавлення деталей містить привод 1, два рівнобіжних вали 2 і 3, виконаних ідентично валу 4, що наплавляється, ланцюгову передачу 5, механізм фіксації 6 (Фіг.1). На кожній парі ідентичних поверхонь, наприклад 7 І 1 0 , 8 і 11, 9 і 12 рівнобіжних валів 2 і З, установлені на кронштейнах 13, 14 і 15 зварювальні голівки 16, 17 і 18, призначені для наплавлення поверхонь 19, 20 і 21 відповідно. Ланцюгова передача 5 містить зірочки 22, 23 і 24 з однаковою кількістю зубів і ланцюг 25, що їх охоплює. Зірочки 22 і 23 з'єднані з рівнобіжними валами 2 і 3 відповідно, а зірочка 24 за допомогою механізму фіксації 6 може бути з'єднана з валом 4, що наплавляється. Привод обертання 1 з'єднаний з однією із зірочок, наприклад 23. Ланцюг 5 складається з ланок, наприклад 24 і 25 (Фіг.2, Фіг.4). Кожна ланка має на протилежних кінцях елементи 26 і 27, причому елемент 26 однієї ланки має можливість взаємодіяти з елементом 27 іншої ланки за допомогою робочих поверхонь, що можуть мати різне конструкторське виконання. Наприклад, елементи 26 і 27 (Фіг.З) містять робочі поверхні 28 і 29, що мають суміжні ділянки, ЗО і 31 в елементі 26 і 32 і 33 в елементі 27. Центри кривизни суміжних ділянок знаходяться в різних точках, наприклад ділянки ЗО у точці А, ділянки 31-у точці В, ділянки 32-у точці С, ділянки 33-у точці D. Конфронтуючі ділянки суміжних ланок, які у процесі роботи ланцюгової передачі можуть вступити в контакт, наприклад ЗО і 32, 31 і 33 мають радіуси кривизни, що відрізняються. Величини радіусів кривизни і розміщення їх центрів визначаються виходячи з конструктивних рішень ланцюгової передачі. Як варіант, ланки можуть мати на своїх кінцях елементи іншої конструкції, наприклад елементи 34 і 35 (Фіг.4). Елемент 34 містить робочу поверхню 36, що має суміжні ділянки 37 і 38 з одним центром кривизни Р, але ділянка 37 має перемінний радіус кривизни. Елемент 35 містить робочу поверхню 36, що має суміжні ділянки 39 і 40 з різними центрами кривизни М и N і радіусами кривизни, що відрізняються. Кожна ланка ланцюгової передачі має робочі поверхні для контактування з зубами зірочки. У залежності від конструкції ланки це може бути внутрішня поверхня 41 (Фіг.5, Фіг.6) чи зовнішні поверхні 42 і 43 (Фіг.7 і Фіг.8). Пристрій працює наступним чином. Вал 4, що наплавляється, встановлюють у пристрої шляхом повороту щодо подовжньої осі таким чином, щоб поверхні 19-21 зайняли в просторі положення, аналогічне положенню поверхонь 7 І 1 0 , 8 і 11, 9 і 12 додаткових валів 2 і 3 відповідно, що автоматично визначає необхідне положення поверхонь 19-21 відносно наплавлювальних голівок 16-18. У такому положенні вал 4, що наплавляється, фіксується за допомогою механізму фіксації 6 і одночасно відбувається його з'єднання з зірочкою 24 ланцюгової передачі 5. При включенні привода 1 додаткові вали 2 і 3 і вал 4, що наплавляється, одержують обертання з однаковою частотою за допомогою ланцюгової передачі 5, що має передаточне число 1. У результаті цього поверхні 19-21, що наплавляються, і наплавлювальні голівки 16-18 переміщуються в просторі синхронно, що забезпечує незмінність їх відносного положення в процесі наплавлення. Передача крутячого моменту від привода 1 до валів 2-4 відбувається завдяки взаємодії зубів зірочок 22-24 і ланок ланцюга 25. У залежності від варіанта конструкції ланок ланцюга зуби (на фігурах не показані) зірочки контактують із внутрішньою поверхнею 41 (Фіг.5 і Фіг.6) чи з зовнішніми 4839 поверхнями 42 і 43 (Фіг.7 і Фіг.8). При взаємодії зубів зірочок 22 і 24 з ланками ланцюга відбувається поворот ланок відносно один одного. При цьому відбувається зміна довжини плеча між поверхнею контакту зуба зірочки з ланкою ланцюга і контактуючими поверхнями суміжних ланок ланцюга, що знижує твердість і забезпечує рівномірність руху ланцюгової передачі завдяки наявності на контактуючих робочих поверхнях, наприклад 28 і 29, суміжних ланок 24 і 25 ділянок ЗО і 31, 32 і 33, що мають різні центри і радіуси кривизни, що відрізняються. Крім того, взаємодія робочих поверхонь ланок ланцюга при їх повороті відносно один одного відбувається при терті катання. Аналогічно взаємодіють ланки ланцюга, приведені на Фіг.4. Запропоноване технічне рішення дозволяє виконувати налагоджувальні операції як при наявності в пристрої валу, що наплавляється, так і при його відсутності. Істотно спрощується і прискорюється виставляння поверхонь, що підлягають наплавленню, відносно зварювальних голівок. Зниження твердості і забезпечення рівномірності руху ланцюгової передачі підвищує якість наплавлення. Забезпечення тертя катання при взаємодії ланок ланцюга в процесі їх повороту відносно один одного збільшує довговічність ланцюгової передачі. Підвищення ефективності застосування пристрою для наплавлення деталей, що заявляється, у порівнянні з прототипом, досягається за рахунок зменшення часу налагоджувальних операцій, підвищення якості наплавлення і збільшення довговічності пристрою. Запропоноване технічне рішення може бути також використано й в інших областях для обробки деталей, наприклад у пристроях для плазмового напилювання, металізації, нанесення гальванічних покриттів, фінішної обробки шляхом заміни зварювальних голівок відповідним інструментом. Джерела інформації: 1. Технология ремонта бронетанковой техники. Под общей ред. д.т.н., профессора полковника инженера М.И. Марютина. М., изд. Академии БТВ, 1973, с. 1, 297, 299, 300. - аналог. 2. Какуевицкий В.А. Совершенствование восстановления деталей автомобильних двигателей: Обзорная информация / Госкомсельхозтехника СССР, ЦНИИТЭИ. - М., 1982, с. 1, 17, 18, 21 -23. аналог. 3. Авторське свідоцтво СРСР № 720876, М. кл. В 23 К 9/04, В 23 К 9/30. - прототип. 9 28 Фіг. З 2 Фіг. 5 1 J 1 41 Фіг. 6 ( 1 s 1 1 1 1 1 1 • 1 Фіг. 8 Комп'ютерна верстка М Мацело 43 Підписне Тираж 37 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул Глазунова, 1, м Київ-42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for surfacing the parts
Автори англійськоюFetisov Sergii Valeriiovych, Yablokov Volodymyr Vasyliovych, Hrybachov Mykhailo Vasyliovych
Назва патенту російськоюУстройство для наплавки деталей
Автори російськоюФетисов Сергей Валерьевич, Яблоков Владимир Васильевич, Грибачев Михаил Васильевич
МПК / Мітки
Мітки: деталей, наплавлення, пристрій
Код посилання
<a href="https://ua.patents.su/4-4839-pristrijj-dlya-naplavlennya-detalejj.html" target="_blank" rel="follow" title="База патентів України">Пристрій для наплавлення деталей</a>
Спосіб наплавлення деталей з плоскою поверхнею круглої або кільцевої форми

Номер патенту: 66116
Опубліковано: 15.04.2004
Автори: Мархай Володимир Вікторович, Войтенко Володимир Федорович, Сосюра Олег Миколайович, Максименко Анатолій Вікторович, Лашко Анатолій Дмитрович, Ліпісій Віталій Іванович
МПК: B23K 31/00, B23K 9/04
Мітки: плоскою, спосіб, кільцевої, наплавлення, круглої, деталей, форми, поверхнею
Формула / Реферат:
Спосіб наплавлення деталей з плоскою поверхнею круглої або кільцевої форми у горизонтальній площині, при якому здійснюють відносне обертання деталі та зварювальної головки з одночасним переміщенням останньої у радіальному напрямку відносно центра обертання, який відрізняється тим, що наплавлення здійснюється у напрямку від внутрішніх ділянок до зовнішніх з переміщенням зварювальної головки у бік від центра обертання, при цьому кутову...
Пристрій для наплавлення плоских тонкостінних деталей
Номер патенту: 55346
Опубліковано: 17.03.2003
Автори: Пулька Чеслав Вікторович, Шаблій Олег Миколайович, Будзан Богдан Павлович
МПК: B23K 13/00
Мітки: плоских, тонкостінних, наплавлення, деталей, пристрій
Формула / Реферат:
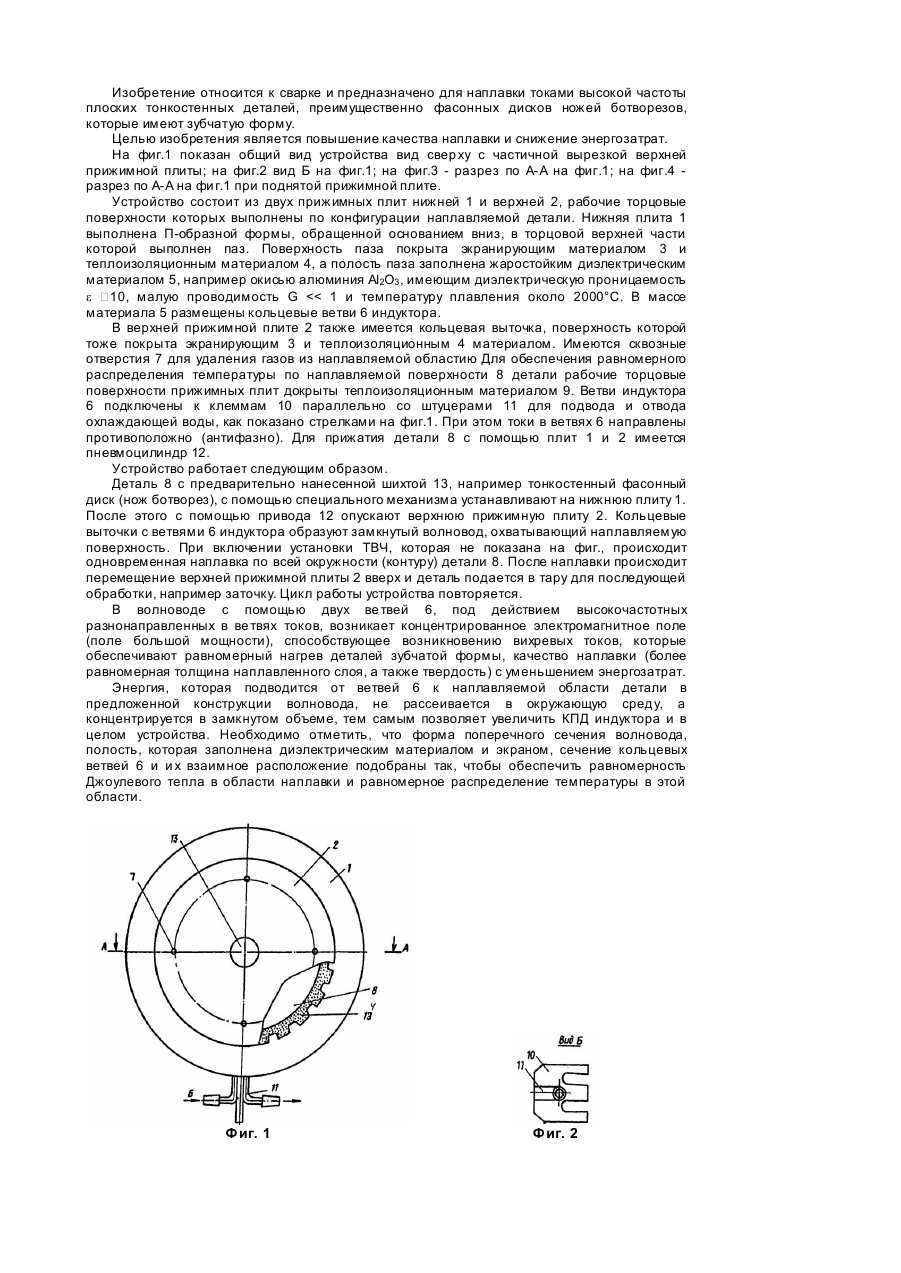
1. Устройство для наплавки плоских тонкостенных деталей, содержащее верхнюю прижимную плиту с выточкой для размещения в ней шихты и нижнюю прижимную плиту с вмонтированными в нее ветвями индуктора, отличающееся тем, что, с целью повышения качества наплавки и снижения энергозатрат, нижняя прижимная плита также выполнена с выточкой, образующей с выточкой верхней плиты замкнутую полость для размещения в ней наплавляемой части детали, поверхности...
Спосіб наплавлення деталей із вуглецевих сталей
Номер патенту: 57352
Опубліковано: 16.06.2003
Автори: Тивончук Петро Опанасович, Фастовець Павло Миколайович
МПК: B23K 9/04
Мітки: наплавлення, вуглецевих, деталей, сталей, спосіб
Формула / Реферат:
1. Спосіб наплавлення деталей із вуглецевих сталей, при якому спрацьовані циліндричні поверхні деталей наплавляють електродом, що плавиться, із вуглецевої сталі по гвинтовій траекторії із частковим переплавленням суміжних валиків, причому зварювальну ванну захищають газовим полум'ям із внутрішнім поздовжнім потоком кисню, орієнтуючи потік кисню під гострим кутом до електрода, який відрізняється тим, що потік кисню спрямовують у хвостову...
Пристрій для диференціального з’єднання деталей
Номер патенту: 3122
Опубліковано: 15.10.2004
Автори: Ахтямов Альберт Мінахметович, Носко Павло Леонідович
МПК: F16B 7/00
Мітки: деталей, диференціального, пристрій, з'єднання
Формула / Реферат:
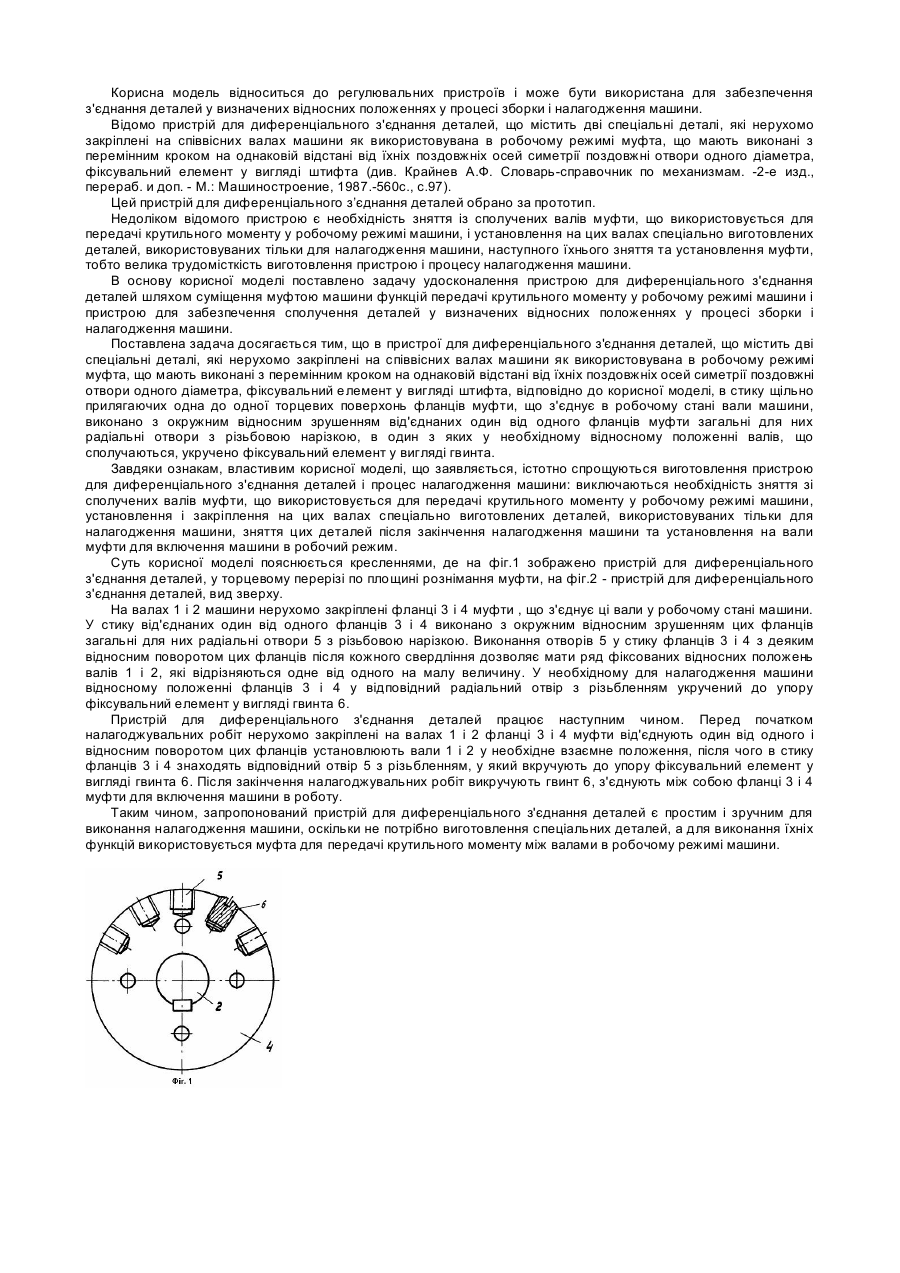
Пристрій для диференціального з'єднання деталей, що містить дві спеціальні деталі, які нерухомо закріплені на співвісних валах машини як використовувана в робочому режимі муфта, що мають виконані з перемінним кроком на однаковій відстані від їхніх поздовжніх осей симетрії поздовжні отвори одного діаметра, фіксувальний елемент, який відрізняється тим, що в стику щільно прилягаючих одна до одної торцевих поверхонь фланців муфти, що з'єднує в...
Пристрій для регулювання потужності в зоні наплавлення

Номер патенту: 58943
Опубліковано: 15.08.2003
Автори: Пулька Марія Чеславівна, Письменний Олександр Семенович, Михайлишин Михайло Стахович, Шаблій Олег Миколайович, Пулька Чеслав Вікторович
МПК: B23K 13/00
Мітки: пристрій, наплавлення, зони, потужності, регулювання
Формула / Реферат:
1. Пристрій для регулювання потужності в зоні наплавлення, який містить індуктор, виконаний з двох кільцевих витків, з'єднаних між собою в протифазі по струму і магнітному потоку і розташованих паралельно наплавлювальній поверхні диска, один кільцевий виток якого розташований під наплавлювальною поверхнею диска з діаметром його кільця, меншим за діаметр диска, а другий кільцевий виток розташований над наплавлювальною поверхнею диска, діаметр...
Попередній патент: Спосіб визначення продуктивності нагнітачів при їх діагностуванні в експлуатаційних умовах
Наступний патент: Пристрій для підвищення жорсткості циліндричної або працюючої на стиснення конічної тонкооболонкової конструкції
Випадковий патент: Контейнер пенального типу з висувною частиною, який має індикаторну пломбу