Штамп для виготовлення гофрованої стрічки
Номер патенту: 3683
Опубліковано: 15.12.2004
Автори: Савуляк Валерій Іванович, Савуляк Віктор Валерійович, Сивак Іван Онуфрійович
Формула / Реферат
Штамп для виготовлення гофрованої стрічки, що містить пуансон і матрицю, закріплену на нерухомій плиті, з робочою частиною у вигляді гребінки, причому виступи на пуансоні розташовані на одній осі з заглибинами матриці, має дві послідовно виконані в повздовжньому напрямку зони формозміни і калібровки гофрів, причому перша зона має змінні в цьому напрямку ширину і висоту заглибин матриці та висоту виступів пуансона, розташованих під заданим кутом сходження α відносно повздовжньої осі пуансона і матриці, а виступи та заглибини калібрувальної зони мають постійну ширину й висоту і рівні виступам та заглибинам, які безпосередньо передують зоні калібровки, який відрізняється тим, що в нього введено гідроциліндри, корпуси яких закріплені на верхній поверхні пуансона, а штоки гідроциліндрів прикріплені до рухомої плити, крім того на верхній поверхні пуансона закріплені пружні елементи, які іншим кінцем прикріплені до рухомої плити.
Текст
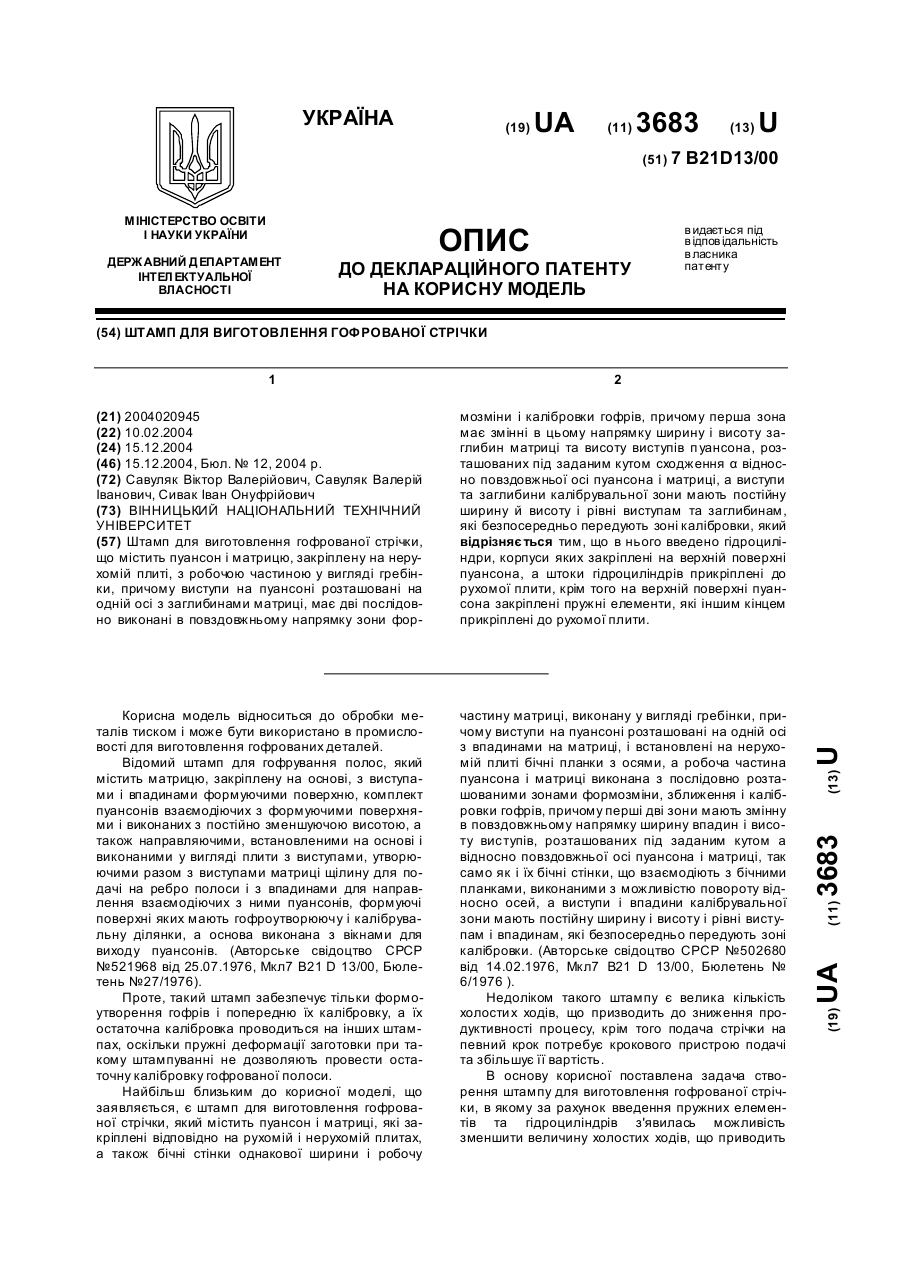
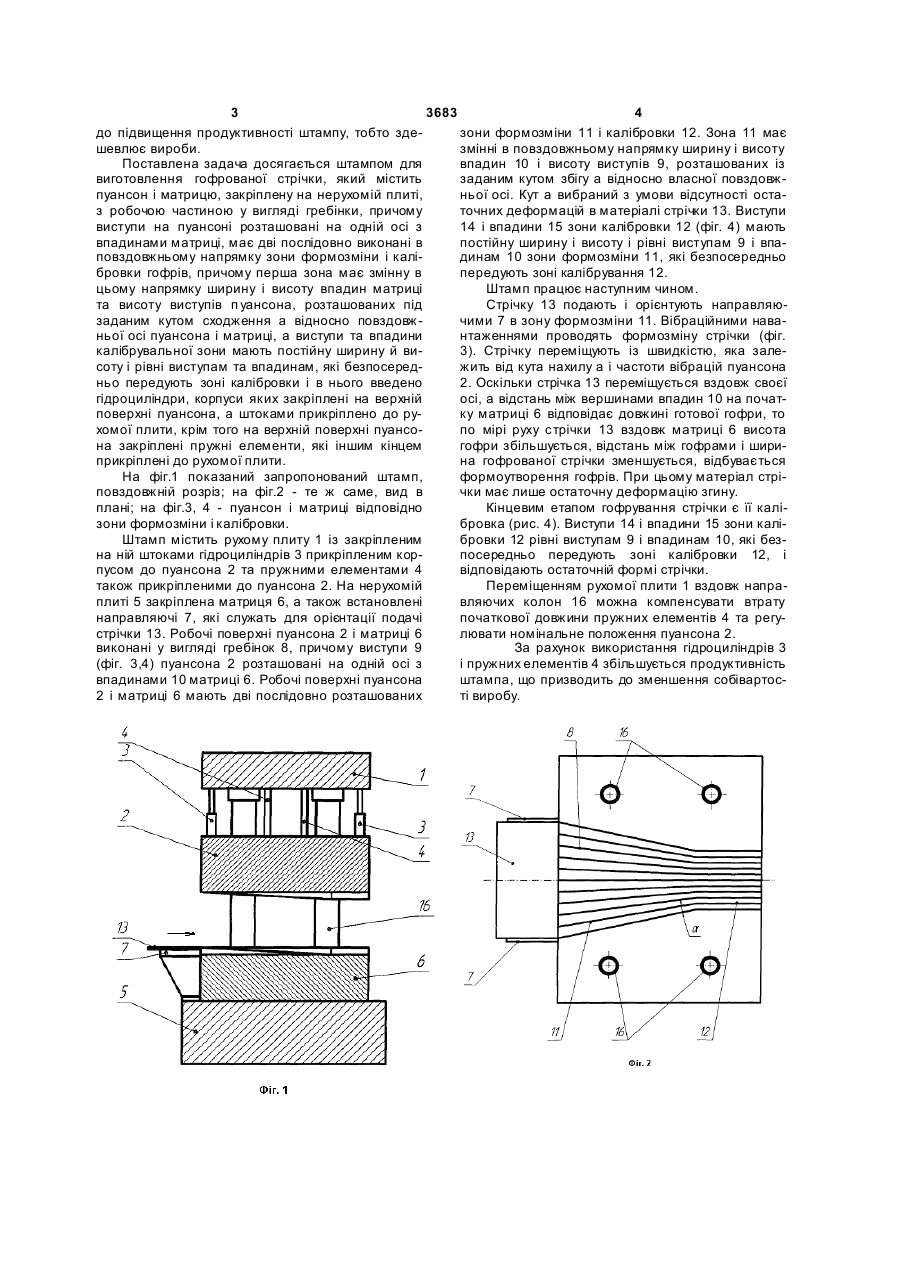
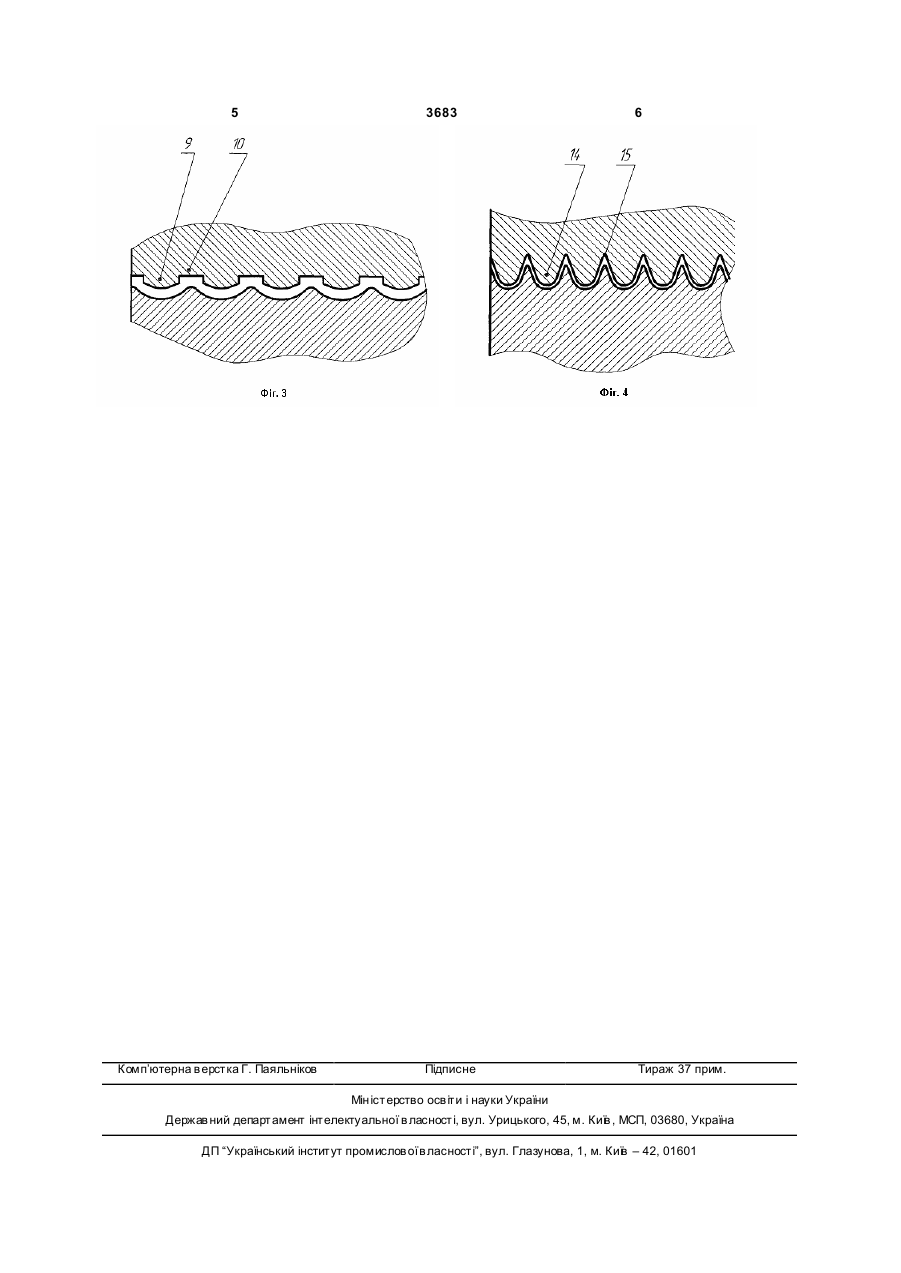
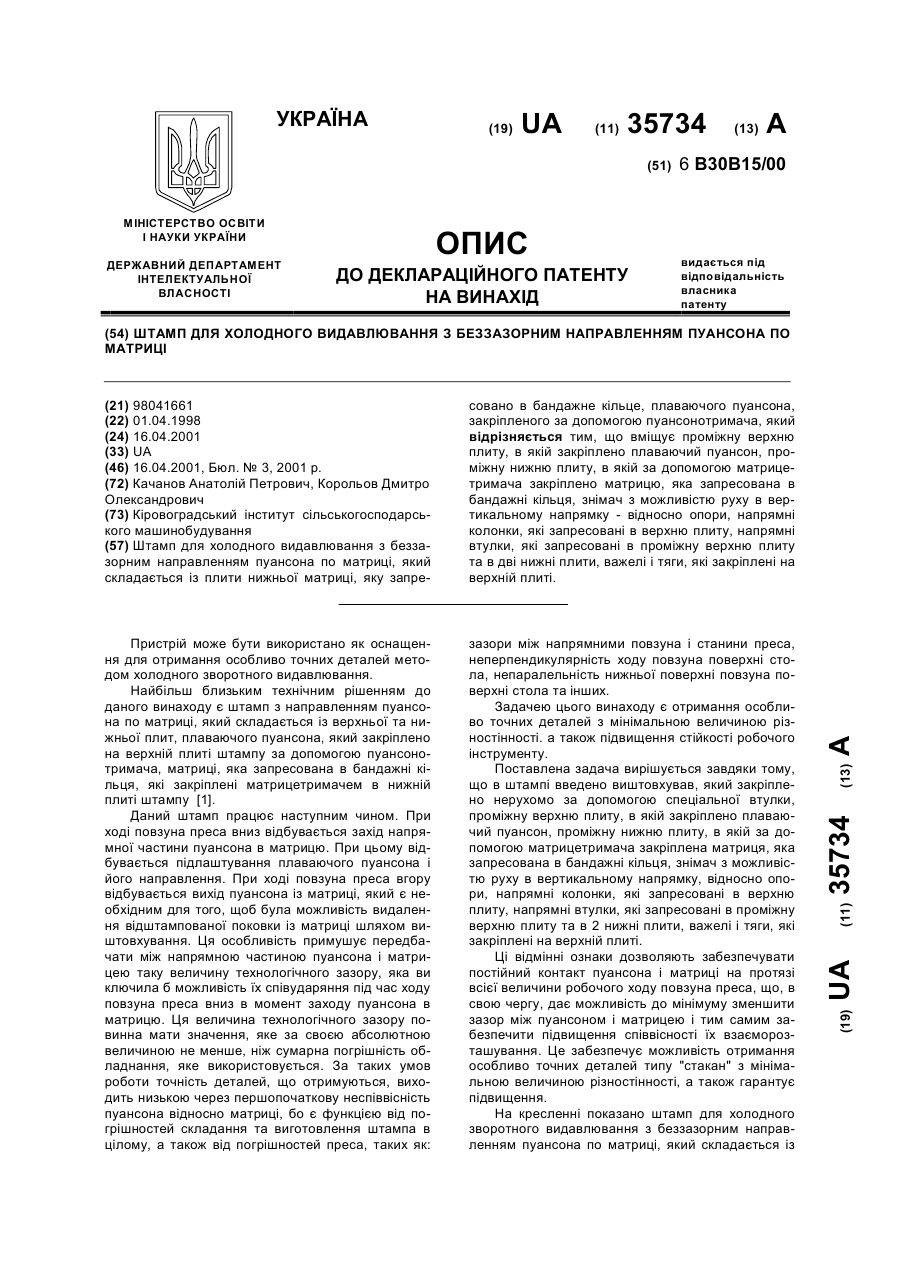
Штамп для виготовлення гофрованої стрічки, що містить пуансон і матрицю, закріплену на нерухомій плиті, з робочою частиною у вигляді гребінки, причому виступи на пуансоні розташовані на одній осі з заглибинами матриці, має дві послідовно виконані в повздовжньому напрямку зони фор 3 3683 4 до підвищення продуктивності штампу, тобто здезони формозміни 11 і калібровки 12. Зона 11 має шевлює вироби. змінні в повздовжньому напрямку ширину і висоту Поставлена задача досягається штампом для впадин 10 і висоту виступів 9, розташованих із виготовлення гофрованої стрічки, який містить заданим кутом збігу а відносно власної повздовжпуансон і матрицю, закріплену на нерухомій плиті, ньої осі. Кут а вибраний з умови відсутності остаз робочою частиною у вигляді гребінки, причому точних деформацій в матеріалі стрічки 13. Виступи виступи на пуансоні розташовані на одній осі з 14 і впадини 15 зони калібровки 12 (фіг. 4) мають впадинами матриці, має дві послідовно виконані в постійну ширину і висоту і рівні виступам 9 і впаповздовжньому напрямку зони формозміни і калідинам 10 зони формозміни 11, які безпосередньо бровки гофрів, причому перша зона має змінну в передують зоні калібрування 12. цьому напрямку ширину і висоту впадин матриці Штамп працює наступним чином. та висоту виступів п уансона, розташованих під Стрічку 13 подають і орієнтують направляюзаданим кутом сходження а відносно повздовжчими 7 в зону формозміни 11. Вібраційними наваньої осі пуансона і матриці, а виступи та впадини нтаженнями проводять формозміну стрічки (фіг. калібрувальної зони мають постійну ширину й ви3). Стрічку переміщують із швидкістю, яка залесоту і рівні виступам та впадинам, які безпосереджить від кута нахилу а і частоти вібрацій пуансона ньо передують зоні калібровки і в нього введено 2. Оскільки стрічка 13 переміщується вздовж своєї гідроциліндри, корпуси яких закріплені на верхній осі, а відстань між вершинами впадин 10 на початповерхні пуансона, а штоками прикріплено до руку матриці 6 відповідає довжині готової гофри, то хомої плити, крім того на верхній поверхні пуансопо мірі руху стрічки 13 вздовж матриці 6 висота на закріплені пружні елементи, які іншим кінцем гофри збільшується, відстань між гофрами і шириприкріплені до рухомої плити. на гофрованої стрічки зменшується, відбувається На фіг.1 показаний запропонований штамп, формоутворення гофрів. При цьому матеріал стріповздовжній розріз; на фіг.2 - те ж саме, вид в чки має лише остаточну деформацію згину. плані; на фіг.3, 4 - пуансон і матриці відповідно Кінцевим етапом гофрування стрічки є її калізони формозміни і калібровки. бровка (рис. 4). Виступи 14 і впадини 15 зони каліШтамп містить рухому плиту 1 із закріпленим бровки 12 рівні виступам 9 і впадинам 10, які безна ній штоками гідроциліндрів 3 прикріпленим корпосередньо передують зоні калібровки 12, і пусом до пуансона 2 та пружними елементами 4 відповідають остаточній формі стрічки. також прикріпленими до пуансона 2. На нерухомій Переміщенням рухомої плити 1 вздовж напраплиті 5 закріплена матриця 6, а також встановлені вляючих колон 16 можна компенсувати втрату направляючі 7, які служать для орієнтації подачі початкової довжини пружних елементів 4 та регустрічки 13. Робочі поверхні пуансона 2 і матриці 6 лювати номінальне положення пуансона 2. виконані у вигляді гребінок 8, причому виступи 9 За рахунок використання гідроциліндрів 3 (фіг. 3,4) пуансона 2 розташовані на одній осі з і пружних елементів 4 збільшується продуктивність впадинами 10 матриці 6. Робочі поверхні пуансона штампа, що призводить до зменшення собівартос2 і матриці 6 мають дві послідовно розташованих ті виробу. 5 Комп’ютерна в ерстка Г. Паяльніков 3683 6 Підписне Тираж 37 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Автори англійськоюSavuliak Viktor Valeriiovych, Savuliak Valerii Ivanovych, Syvak Ivan Onufriiovych
Автори російськоюСавуляк Виктор Валерьевич, Савуляк Валерий Иванович, Сивак Иван Ануфриевич
МПК / Мітки
МПК: B21D 13/00
Мітки: гофрованої, виготовлення, штамп, стрічки
Код посилання
<a href="https://ua.patents.su/3-3683-shtamp-dlya-vigotovlennya-gofrovano-strichki.html" target="_blank" rel="follow" title="База патентів України">Штамп для виготовлення гофрованої стрічки</a>
Штамп для холодного видавлювання з беззазорним направленням пуансона по матриці
Номер патенту: 35734
Опубліковано: 16.04.2001
Автори: Качанов Анатолій Петрович, Корольов Дмитро Олександрович
МПК: B30B 15/00
Мітки: видавлювання, беззазорним, пуансона, холодного, матриці, направленням, штамп
Формула / Реферат:
Штамп для холодного видавлювання з беззазорним направленням пуансона по матриці, який складається із плити нижньої матриці, яку запресовано в бандажне кільце, плаваючого пуансона, закріпленого за допомогою пуансонотримача, який відрізняється тим, що вміщує проміжну верхню плиту, в якій закріплено плаваючий пуансон, проміжну нижню плиту, в якій за допомогою матрицетримача закріплено матрицю, яку запресовано в бандажні кільця, знімач з...
Штамп для виготовлення профільних спіралей шнеків
Номер патенту: 53986
Опубліковано: 17.02.2003
Автори: Гевко Іван Богданович, Пилипець Михайло Ількович, Васильків Василь Васильович, Радик Дмитро Леонидович
МПК: B21D 11/06
Мітки: профільних, спіралей, штамп, виготовлення, шнеків
Формула / Реферат:
Штамп для виготовлення профільних спіралей шнеків, який містить закріплений на верхній плиті пуансон, а також закріплені на нижній плиті рухомі ступеневі півматриці з приводом їх обертання, виконаним у вигляді зубчасто-рейкової передачі, який відрізняється тим, що пуансон виконаний у вигляді ступеневого валка, профіль виконання поверхні більшого ступеня якого відповідає профілю внутрішнього контуру профільної спіралі шнека, а інші ступені...
Спосіб виготовлення металевої стрічки
Номер патенту: 45433
Опубліковано: 15.04.2002
Автори: Майко Ольга Іванівна, Перелома Віталій Олександрович, Казачков Євгеній Олександрович, Дубровін Едуард Юрійович, Осіпов Володимир Прокопович, Найдек Володимир Леонтійович, Узієнко Борис Олександрович
МПК: B22D 11/06, B22D 11/11
Мітки: виготовлення, металевої, спосіб, стрічки
Формула / Реферат:
Спосіб виготовлення металевої стрічки, який включає в себе підготовку розплаву, подачу розплаву на охолоджуваний валок-кристалізатор, кристалізацію стрічки та наступне її формування пригладжувальним валком, який відрізняється тим, що формування стрічки пригладжувальним валком, здійснюють з накладенням на нього ультразвукових коливань.
Штамп для гнуття деталей з прутка
Номер патенту: 49146
Опубліковано: 16.09.2002
Автор: Жученко Олександр Миколайович
МПК: B21D 22/02
Мітки: прутка, деталей, гнуття, штамп
Формула / Реферат:
Штамп для гнуття деталей з прутка, який включає центральний пуансон, дві нерухомі оправки і два бокових пуансони, який відрізняється тим, що він споряджений двома додатковими оправками, кожна з яких виконана з можливістю переміщення в нерухомій оправці під кутом до напрямку переміщення пуансона.
Штамп суміщеної дії
Номер патенту: 3099
Опубліковано: 15.10.2004
Автори: Горницький Олександр Якович, Чижиков Микола Васильович, Мовшович Ісак Якович, Будьонний Михайло Михайлович
МПК: B21D 28/14
Формула / Реферат:
1. Штамп суміщеної дії, що містить нижню плиту, на якій розташовані тримач пуансон-матриці та знімач, верхню плиту, на якій розміщений пуансонотримач, який відрізняється тим, що нижня і верхня плити виконані із композиційного матеріалу та армовані кожна розміщеними паралельно опорній поверхні плити металевими листами, причому площа кожного металевого листа відповідає площі опорної поверхні плити.2. Штамп за п. 1, який відрізняється...
Попередній патент: Пневморозподільник
Наступний патент: Пристрій для забезпечення іскрозахисту двообмоткового електромагніта
Випадковий патент: Система автономного енергозабезпечення для генерування електричної і теплової енергії