Спосіб виготовлення довгомірних порошкових втулок високої щільності і рівнощільності
Номер патенту: 37025
Опубліковано: 10.11.2008
Автори: Шевченко Дар'я Юріївна, Рябічева Людмила Олександрівна, Нікітін Юрій Миколайович
Формула / Реферат
Спосіб виготовлення довгомірних порошкових втулок високої щільності і рівнощільності, що включає ущільнення заготовки, який відрізняється тим, що ущільнення здійснюють в два етапи, де на першому етапі заготовку трубчастої форми деформують в поперечному напрямку зі ступенем деформації, близьким до граничного, до зіткнення із стінкою напівматриці, а на другому - одночасно по зовнішньому і внутрішньому діаметрах в напрямі, нормальному до осьового, причому нижнім пуансоном формують торцеву частину заготовки.
Текст
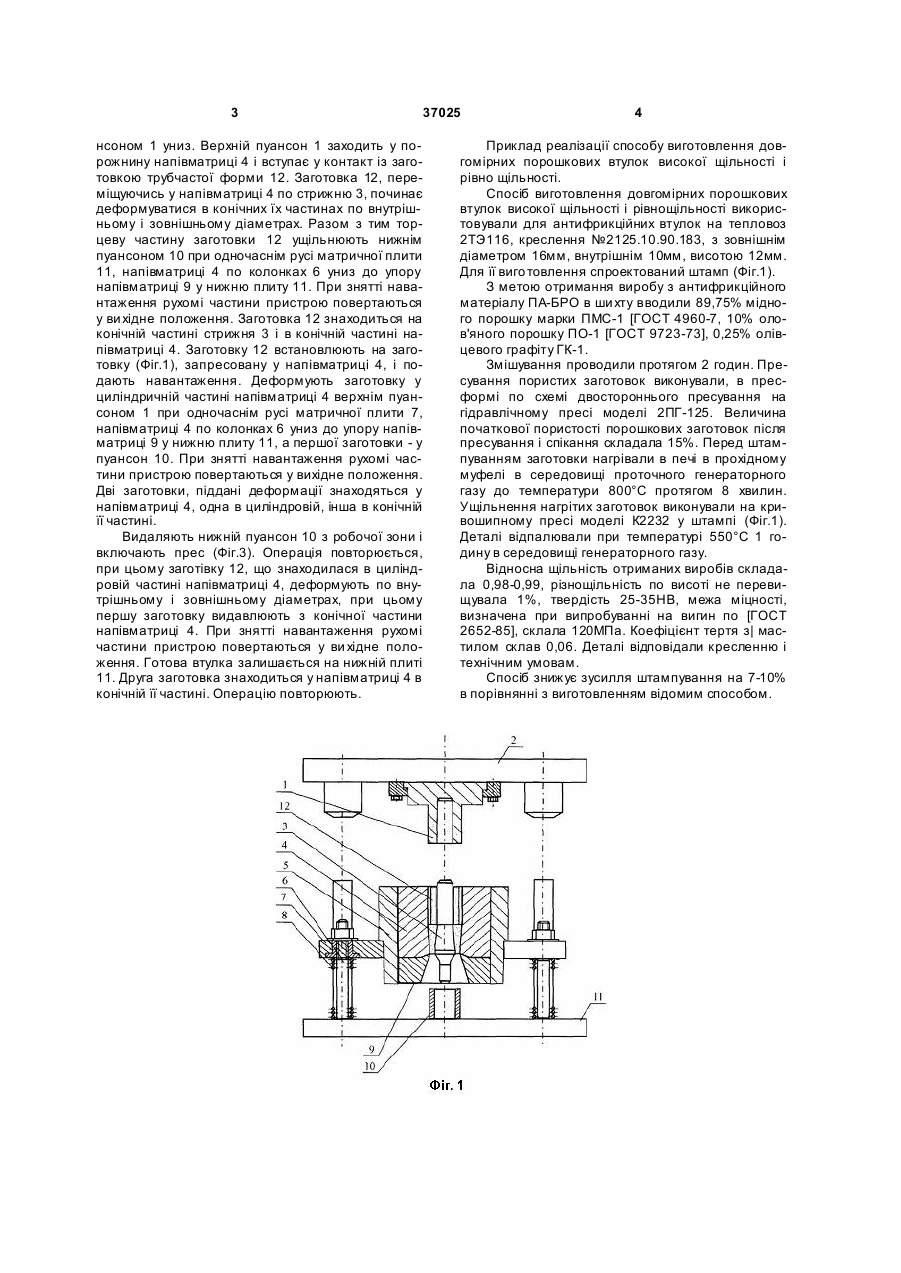
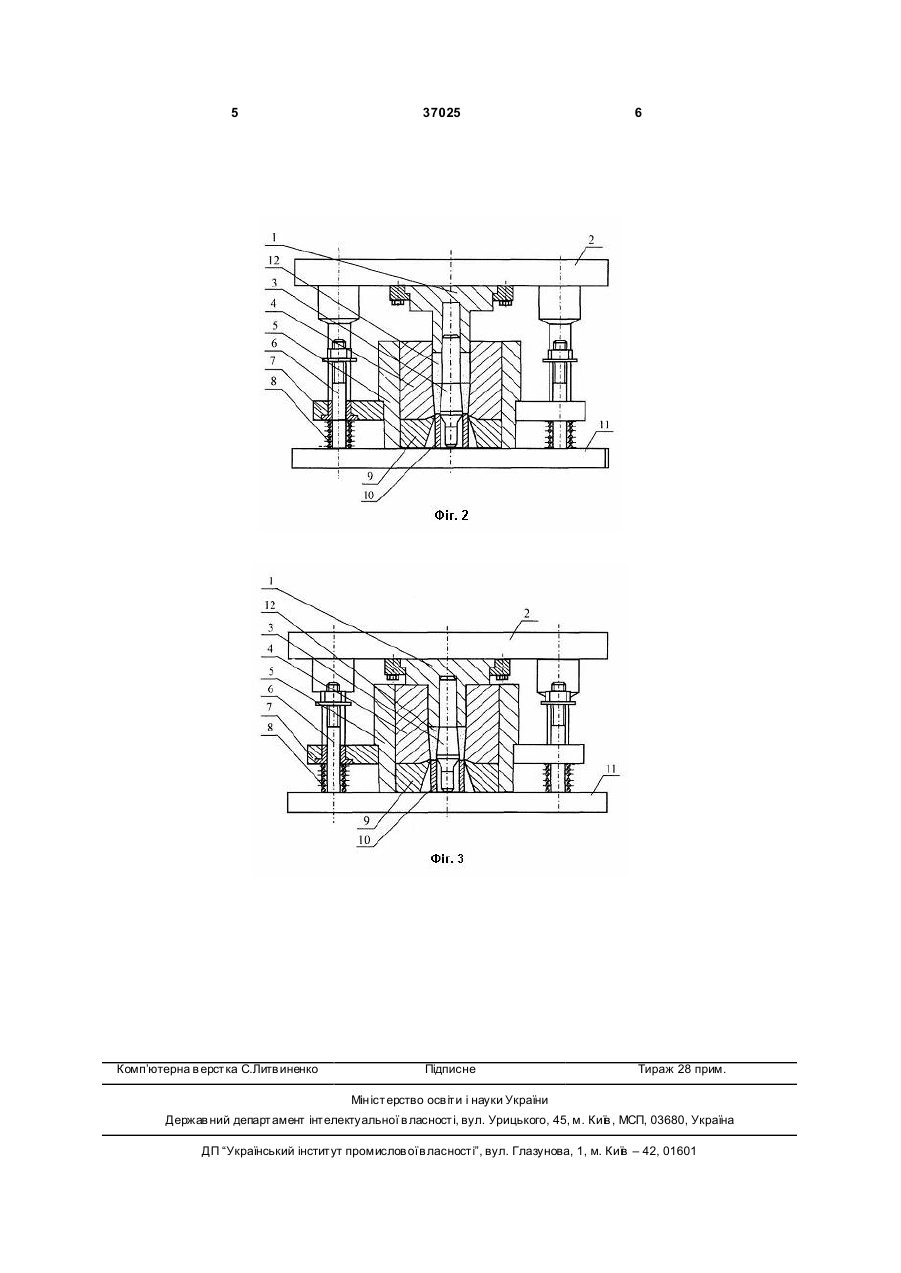
Спосіб виготовлення довгомірних порошкових втулок високої щільності і рівнощільності, що 3 37025 нсоном 1 униз. Верхній пуансон 1 заходить у порожнину напівматриці 4 і вступає у контакт із заготовкою трубчастої форми 12. Заготовка 12, переміщуючись у напівматриці 4 по стрижню 3, починає деформуватися в конічних їх частинах по внутрішньому і зовнішньому діаметрах. Разом з тим торцеву частину заготовки 12 ущільнюють нижнім пуансоном 10 при одночаснім русі матричної плити 11, напівматриці 4 по колонках 6 униз до упору напівматриці 9 у нижню плиту 11. При знятті навантаження рухомі частини пристрою повертаються у ви хідне положення. Заготовка 12 знаходиться на конічній частині стрижня 3 і в конічній частині напівматриці 4. Заготовку 12 встановлюють на заготовку (Фіг.1), запресовану у напівматриці 4, і подають навантаження. Деформують заготовку у циліндричній частині напівматриці 4 верхнім пуансоном 1 при одночаснім русі матричної плити 7, напівматриці 4 по колонках 6 униз до упору напівматриці 9 у нижню плиту 11, а першої заготовки - у пуансон 10. При знятті навантаження рухомі частини пристрою повертаються у вихідне положення. Дві заготовки, піддані деформації знаходяться у напівматриці 4, одна в циліндровій, інша в конічній її частині. Видаляють нижній пуансон 10 з робочої зони і включають прес (Фіг.3). Операція повторюється, при цьому заготівку 12, що знаходилася в циліндровій частині напівматриці 4, деформують по внутрішньому і зовнішньому діаметрах, при цьому першу заготовку видавлюють з конічної частини напівматриці 4. При знятті навантаження рухомі частини пристрою повертаються у ви хідне положення. Готова втулка залишається на нижній плиті 11. Друга заготовка знаходиться у напівматриці 4 в конічній її частині. Операцію повторюють. 4 Приклад реалізації способу виготовлення довгомірних порошкових втулок високої щільності і рівно щільності. Спосіб виготовлення довгомірних порошкових втулок високої щільності і рівнощільності використовували для антифрикційних втулок на тепловоз 2ТЭ116, креслення №2125.10.90.183, з зовнішнім діаметром 16мм, внутрішнім 10мм, висотою 12мм. Для її виго товлення спроектований штамп (Фіг.1). З метою отримання виробу з антифрикційного матеріалу ПА-БРО в ши хту вводили 89,75% мідного порошку марки ПМС-1 [ГОСТ 4960-7, 10% олов'яного порошку ПО-1 [ГОСТ 9723-73], 0,25% олівцевого графіту ГК-1. Змішування проводили протягом 2 годин. Пресування пористих заготовок виконували, в пресформі по схемі двостороннього пресування на гідравлічному пресі моделі 2ПГ-125. Величина початкової пористості порошкових заготовок після пресування і спікання складала 15%. Перед штампуванням заготовки нагрівали в печі в прохідному муфелі в середовищі проточного генераторного газу до температури 800°С протягом 8 хвилин. Ущільнення нагрітих заготовок виконували на кривошипному пресі моделі К2232 у штампі (Фіг.1). Деталі відпалювали при температурі 550°С 1 годину в середовищі генераторного газу. Відносна щільність отриманих виробів складала 0,98-0,99, різнощільність по висоті не перевищувала 1%, твердість 25-35НВ, межа міцності, визначена при випробуванні на вигин по [ГОСТ 2652-85], склала 120МПа. Коефіцієнт тертя з| мастилом склав 0,06. Деталі відповідали кресленню і технічним умовам. Спосіб знижує зусилля штампування на 7-10% в порівнянні з виготовленням відомим способом. 5 Комп’ютерна в ерстка C.Литв иненко 37025 6 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing lengthy powder bushings of high density and uniform density
Автори англійськоюRiabicheva Liudmyla Oleksandrivna, Nykytin Yurii Mykolaiovych, Shevchenko Daria Yuriivna
Назва патенту російськоюСпособ изготовления длинномерных порошковых втулок высокой плотности и равноплотности
Автори російськоюРябичева Людмила Александровна, Никитин Юрий Николаевич, Шевченко Дарья Юрьевна
МПК / Мітки
МПК: B22F 3/12
Мітки: рівнощільності, порошкових, щільності, спосіб, втулок, виготовлення, високої, довгомірних
Код посилання
<a href="https://ua.patents.su/3-37025-sposib-vigotovlennya-dovgomirnikh-poroshkovikh-vtulok-visoko-shhilnosti-i-rivnoshhilnosti.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення довгомірних порошкових втулок високої щільності і рівнощільності</a>
Спосіб виготовлення довгомірних порошкових втулок високої щільності і рівнощільності
Номер патенту: 67230
Опубліковано: 15.06.2004
Автори: Циркін Аркадій Тимофійович, Баранов Олександр Геннадійович, Рябічева Людмила Олександрівна, Нікітін Юрій Миколайович
МПК: B22F 3/12
Мітки: високої, рівнощільності, спосіб, втулок, щільності, виготовлення, довгомірних, порошкових
Формула / Реферат:
Спосіб виготовлення довгомірних порошкових втулок високої щільності і рівнощільності, що включає попереднє холодне формування пористої заготовки, її нагрівання в захисному середовищі і подальше послідовне доущільнення, спочатку по зовнішній, а потім по внутрішній поверхнях заготовки в напрямку, нормальному до осьового, який відрізняється тим, що подальше доущільнення здійснюють у матриці штампа одночасно по зовнішньому і внутрішньому...
Спосіб виготовлення виробів високої щільності
Номер патенту: 28415
Опубліковано: 10.12.2007
Автори: Білошицький Микола Володимирович, Цабека Ольга Євгенівна, Циркін Аркадій Тимофійович, Стафєєв Олександр Іванович, Рябічева Людмила Олександрівна
МПК: B22F 3/02
Мітки: виробів, щільності, виготовлення, спосіб, високої
Формула / Реферат:
Спосіб виготовлення виробів високої щільності, що включає пресування заготовки з стружки міді, латуні, алюмінієвих сплавів, порошку або мідних волокон, її нагрівання та витискування крізь отвір в матриці, який відрізняється тим, що заготовку виконують щільністю не менше ніж 95 % з отвором у 1,5-2,0 рази більшим, ніж отвір у виробі, витискують з екструзією видовження не більше 8-10 та формують отвір малого діаметра голкою, встановленою у...
Спосіб виготовлення тонкостінних циліндричних виробів високої щільності з металевих порошків
Номер патенту: 53035
Опубліковано: 15.01.2003
Автори: Хіщенко Віктор Пилипович, Рябічева Людмила Олександрівна, Циркін Аркадій Тимофійович
МПК: B22F 3/02
Мітки: металевих, спосіб, щільності, виробів, виготовлення, циліндричних, порошків, тонкостінних, високої
Формула / Реферат:
Спосіб виготовлення тонкостінних циліндричних виробів високої щільності з металевих порошків, що включає попереднє холодне формування пористої заготовки та її подальше послідовне доущільнення спочатку в осьовому напрямку, а потім по внутрішній поверхні заготовки в напрямку, нормальному до осьового, який відрізняється тим, що заготовку виготовляють з внутрішнім діаметром відповідно до відношення
Спосіб виготовлення високощільних порошкових деталей складної форми
Номер патенту: 68518
Опубліковано: 16.08.2004
Автори: Рябічева Людмила Олександрівна, Потапова Інна Георгіївна, Циркін Аркадій Тимофійович
МПК: B22F 3/12
Мітки: порошкових, виготовлення, форми, складної, високощільних, спосіб, деталей
Формула / Реферат:
Спосіб виготовлення високощільних порошкових деталей складної форми, що включає підготовку форми, готування суміші з металевого порошку і водного розчину полівінілацетатної емульсії, заповнення форми і ущільнення суміші, сушіння заготовки до твердіння, який відрізняється тим, що суміш готують з 85...90% порошків необхідного за умовами роботи деталі складу і 10-15% водного розчину полівінілацетатної емульсії, формують набиванням, потім...
Спосіб виготовлення штамповкою високощільних порошкових глуходонних виробів
Номер патенту: 12619
Опубліковано: 15.02.2006
Автори: Бурковська Наталя Миколаївна, Циркін Аркадій Тимофійович
МПК: B22F 3/10
Мітки: виробів, глуходонних, високощільних, виготовлення, штамповкою, порошкових, спосіб
Формула / Реферат:
Спосіб виготовлення штамповкою високощільних порошкових глуходонних виробів, при якому у штампі переміщують матрицю та пуансон, який відрізняється тим, що на першому етапі матрицю примусово переміщують при нерухомому пуансоні, а на другому примусово переміщують матрицю і пуансон в одному напрямку, причому примусове переміщення робочих органів пристрою здійснюють за рахунок одного ходу верхньої траверси преса, а до пуансона прикладають...
Попередній патент: Спосіб інтенсифікації роботи свердловини
Наступний патент: Спосіб спалювання пилоподібного палива
Випадковий патент: Багатоступінчатий спосіб вибілювання целюлози