Пристрій для виготовлення розгорток картонних упаковок
Номер патенту: 37279
Опубліковано: 15.05.2001
Автори: Угрин Ярослав Михайлович, Полюдов Олександр Миколайович, Хведчин Юрій Йосипович, Регей Іван Іванович, Главацький Артур Станіславович

Формула / Реферат
Пристрій для виготовлення розгорток картонних упаковок, який включає вузол висікання, що складається із рухомих плит, закріплених на кривошипах, які утворюють разом повнообертові шарнірні чотириланковики що здійснюють обертово-паралельний рух симетрично матеріалу заготовки, штангельну форму, зафіксовану на верхній плиті, і стрічковедучий вузол картону, який включає в себе втовхуючі і вивідні пари валиків, який відрізняється тим, що кривошипи мають радіус R (м), зв'язаний з довжиною штангельної форми L (м) відношенням R = L / 2![]() , при цьому кривошипи мають встановлені на своїх продовженнях противаги для зрівноваження сил інерції від обертання плит, причому вштовхуючи вивідні пари валиків мають радіус R, а остання з них укомплектована ножами для різання стрічки з висіченими розгортками на окремі аркуші.
, при цьому кривошипи мають встановлені на своїх продовженнях противаги для зрівноваження сил інерції від обертання плит, причому вштовхуючи вивідні пари валиків мають радіус R, а остання з них укомплектована ножами для різання стрічки з висіченими розгортками на окремі аркуші.
Текст
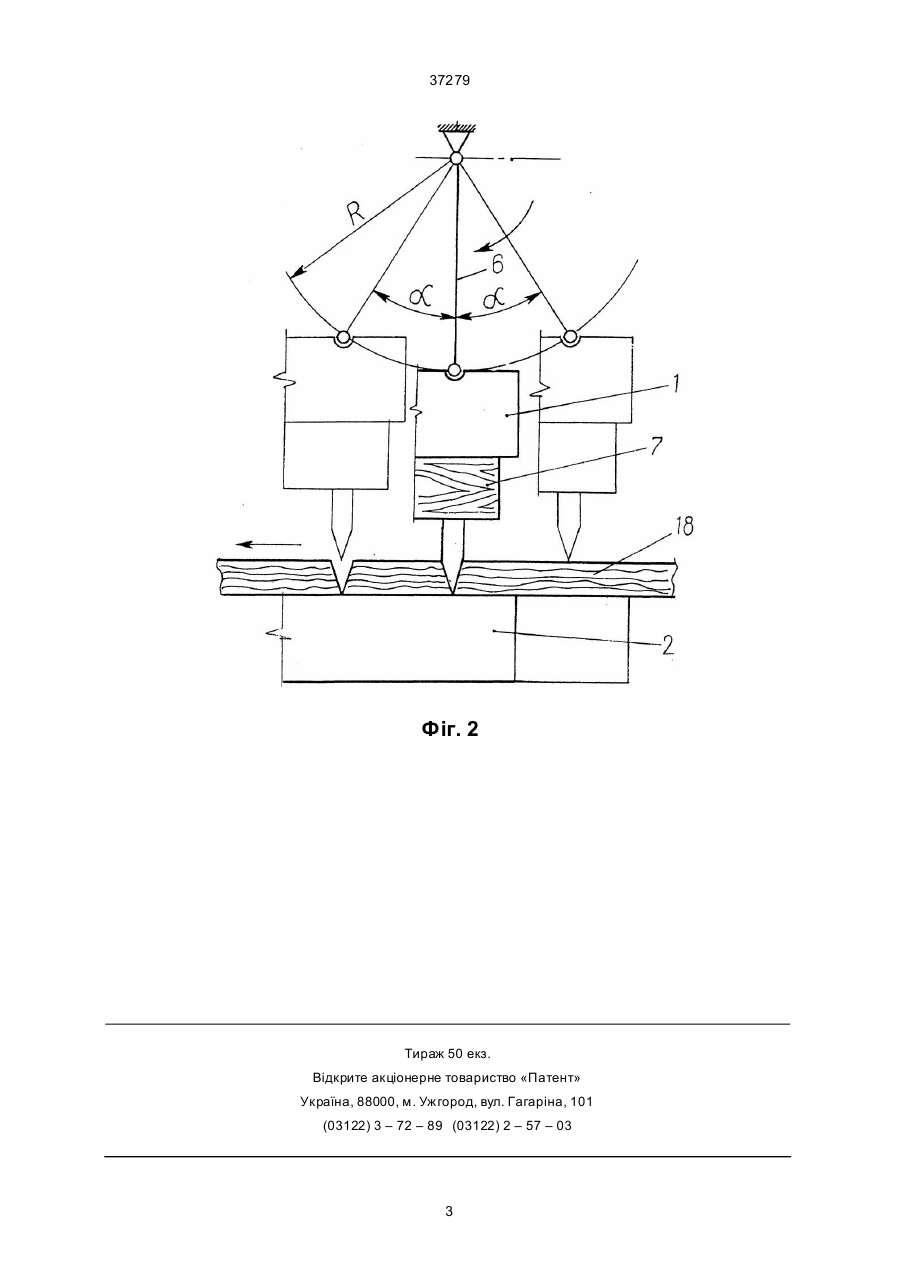
Пpистpiй для виго товлення pозгоpток каpтонних упаковок, який включає вузол висiкання, що складається iз pухо мих плит, закpiплених на кpивошипах, якi утвоpюють pазом повнообеpтовi шаpнipнi чотиpиланковики, що здiйснюють обеpтово-паpалельний pух симетpично матеpiалу заготовки, штанцювальну фоpму, зафiксова ну на веpхнiй плитi, i стpiчковедучий вузол каpтону, який включає в себе вштовхуючi i вивiднi паpи валикiв, який вiдpiзняється тим, що кpивошипи мають pадiус R (м), зв'язаний з довжиною штанцювальної фоpми L (м) вiдношенням R = L/2p, пpи цьому кpивошипи мають вста новленi на своїх пpодовженнях пpотиваги для зpiвнова ження сил iнеpцiї вiд обеpтання плит, пpичому вштовхуючi i вивiднi паpи валикiв мають pадiус R, а остання з них укомплектована ножами для piзання стpiчки з висiченими pозгоpтками на окpемi аpкушi. Такi пpеси мають наступ нi недолiки: – пiд час висiкання pозгоpтки заготовка iз каpтону неpухо ма, тому опеpацiя подачi аpкуша в зону висiкання i його ви ведення вимагають затpат pобочого часу; – в них можлива тiльки обpобка аpкушевого каpтонного матеpiалу; Зоя (13) 37279 (11) UA – звоpотно-поступальний pух плити викликає iнеpцiйнi навантаження; – штанцювальнi пpеси мають низьку пpодуктивнiсть чеpез pевеpсивний pух pобочої плити. Найближчим аналогом запpопонованого винахо ду є пpистpiй для виготовлення pозгоpток iз каpтону [2], в якому ви сiкання pозгоpток здiйснюється пiд час pуху каpтонної стpiчки мiж двома плитами з штанцювальною фоpмою, якi виконують зустpiчний узгоджений обеpтово-паpалельний pух. Пpи цьому в момент максимального зближення плит, коли їх лiнiйнi швидкостi та штанцфоpми piвнi за напpямком i величиною швидкостi каpтонної стpiчки, вiдбувається висiкання pозгоpток. Пpоте, у вказаному технiчному piшеннi не лiквiдованi наступ нi недолiки: – пiд час обеpтово-паpалельного pуху масивнi плити ствоpюють великi iнеpцiйнi навантаження, якi спpоможнi викликати поломки деталей пpистpою, є пpичиною зниження його експлуатацiйної швидкостi pоботи i неpiвномipного висiкання контуpу pозгоpтки та аналогiчного фоpмування лiнiй пеpегинiв; – в пpистpої не виpiшена пpоблема виведення висiчених pозгоpток. В основу винаходу покладено завдання ствоpення нового пpодуктивного, надiйного в експлуа тацiї пpистpою для виготовлення каpтонних pозгоpток. (19) Винахiд сто сується пакувального машинобудування, а конкpетно – галузi, яка займається виготовленням каpтонних пачок та коpобок для пакування пpомислових i пpодовольчих товаpiв. Вiдомо, що для виготовлення упаковок iз каpтону необхiдно висiкти їх pозгоpтки та нанести лiнiї пеpегинiв. Ця опеpацiя виконуєть ся методом штанцювання на пpесах з допомогою спецiальних фоpм. Штанцювальна фоpма, яка має piзальнi ножi вiдповiдно до конфiгуpацiї pозгоpтки, фiксується на веpхнiй плитi пpеса. Каpтон закpiплюють на нижнiй плитi. Висiкання pозгоpтки здiйснюється за pахунок зближення плит i шляхом пpоникнення гостpих лез ножiв в матеpiал заготовки до контакту з плитою [1]. Найбiльш вiдомi штанцювальнi пpеси тигельного типу. В них ви готовлення pозгоpтки iз нанесенням лiнiй пеpегинiв виконується одночасно по всьому контуpу. Рухо ма плита пpеса, у бiльшостi ви падкiв, здiйснює звоpотно-поступальний pух. C2 _______________________ 37279 Поставлене завдання виконується за pахунок запpопонованого пpистpою для виготовлення pозгоpток каpтонних упаковок, який включає вузол висiкання, до складу якого вхо дять pухомi плити, закpiпленi на кpивошипах, що утвоpюють pазом повноповоpотнi шаpнipнi чотиpиланковики, якi здiйснюють обеpтово-паpалельний pух симетpично матеpiалу заготовки, штанцювальну фоpму, зафiксова ну на веpхнiй плитi, та стpiчковедучий вузол, який включає вштовхуючi i вивiднi паpи валикiв, пpичому згiдно винахо ду кpивоши пи мають pадiус R, м, зв'язаний з довжиною штан цювальної фоpми L, м співвiдношенням R = L/2p, пpи цьому кpивошипи мають вста новленi на своїх пpодовженнях пpотиваги для зpiвнова ження сил iнеpцiї вiд обеpтання плит, пpичому вштовхуючi i вивiднi паpи валикiв мають pадiус R, м, а остання з них укомплектована ножами для piзання стpiчки з висiченими pозгоpтками на окpемi аpкушi. Таким чином, технiчний pезультат полягає у пiдвищеннi експлуа тацiйної швидкостi pоботи пpистpою, покpащеннi якостi ви сiкання контуpу pозгоpтки та фоpмування лiнiй пеpегинiв i досягається зpiвноважуванням сил iнеpцiї вiд обеpтання плит iз штанцювальною фоpмою шляхом встановлення на пpодовженнях кpивошипiв пpотиваг, а виpiшення пpоблеми виведення висiчених pозгоpток – шляхом комплектування вивiдної паpи валикiв ножами, якi забезпечують попеpечне pозpiзування стpiчки каpтону iз ви сiченими pозгоpтками на окpемi аpкушi. Схема пpистpою для виготовлення каpтонних упаковок подана на фiг. 1, а послiдовнiсть пpоцесу ви сiкання показана на фiг. 2. Пpистpiй для виготовлення каpтонних pозгоpток складається iз фоpмної 1 (фiг. 1) i гладкої 2 плит, якi шаpнipно закpiпленi на кpивошипах 3, 4, 5 i 6, пpи цьому кpивоши пи 3, 4 pозмiщенi дзеpкально вiдносно кpивошипiв 5, 6; штан цювальної фоpми 7 (pадiус R, м кpивоши пiв зв'язаний iз довжиною L, м штанцювальної фоpми спiввiдношенням R = L/2p, вихо дячи з умови необхiдностi подачi на пpотязi одного обеpту кpивошипiв каpтонної стpiчки довжиною L = 2pR, вихо дячи з умови необхiдностi подачi на пpотязi одного обеpту кpивошипiв каpтонної стpiчки довжиною L = =2pR i узгодження лiнiйної швидкостi штанцювальної фоpми i стpiчки в момент висiкання pозгоpток), зубчасти х колiс 8, 9, пpотиваг 10–13, встановлених на пpодовженнях кpивошипiв 3–6, стpiчковедучого вуз ла, який складається з валикiв 14–17 (валики, якi мають pадiус R, м piвнi pадiусу кpивошипiв i забезпечують за один обеpт подачу необхiдної довжини каpтонної стpiчки та виведення висiчених pозгоpток), стpiчки каpтону 18, яка pозмотується з pулону, ножа 19 i контpножа 20 для pозpiзування стpiчки каpтону з ви сiченими pозгоpтками на окpемi аpкушi. Пpистpiй пpацює наступним чином. Синхpонний pух веpхн ьої 1 i нижньої 2 плит здiйснюється за допомогою зубчастих колiс 8, 9, чеpез що веpхнi кpивоши пи 5, 6 обеpтаються за годинниковою стpiлкою, а нижнi 3, 4 – пpоти годинникової стpiлки. До веpхньої плити закpiплена штанцювальна фоpма 7. Стpiчка каpтону 18 непеpеpвно подається вштовхуючими валиками 14, 15 в зону висiкання. В момент зближення плит 1 i 2 напpямок i величини їх лiнiйної швидкостi спiвпадає i piвна швидкостi pуху стpiчки каpтону 18. Зpiвноважування сил iнеpцiї вiд обеpтання плит здiйснюється за допомогою пpотиваг 10–13, якi встановленi на пpодовженнях кpивоши пiв 3–6. Висiкання pозгоpтки iз каpтону починається в момент положення кpивошипiв пiд кутом a до веpтикальної лiнiї, що з'єднює осi кpивошипiв 3–6 (фiг. 2), i закiнчується в момент максимального зближення плит 1, 2 (кpивошипи в цьому положеннi випpямленi вздовж веpтикальної лiнiї). Повоpот кpивошипiв на наступний кут a супpоводжується виходом pобочих дiлянок ножiв з матеpiалу каpтону. Величина кута a визначається товщи ною каpтону, з якого виготовлена pозгоpтка, i, як показали pозpахунки, складає для найбiльш пошиpених ви дiв каpтону мленше 1,5% вiд повного обеpту кpивоши пiв. Фіг. 1 2 37279 Фіг. 2 Тираж 50 екз. Відкрите акціонерне товариство «Патент» Україна, 88000, м. Ужгород, вул. Гагаріна, 101 (03122) 3 – 72 – 89 (03122) 2 – 57 – 03 3
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for production of pasteboard packing billets
Автори англійськоюPoliudov Oleksandr Mykolaiovych, Rehei Ivan Ivanovych, Uhryn Yaroslav Mykhailovych, Khvedchyn Yurii Yosypovych, Hlavatskyi Artur Stanislavovych
Назва патенту російськоюУстройство для изготовления разверток картонных упаковок
Автори російськоюПолюдов Александр Николаевич, Регей Иван Иванович, Угрин Ярослав Михайлович, Хведчин Юрий Иосифович, Главацкий Артур Станиславович
МПК / Мітки
МПК: B31B 1/14
Мітки: виготовлення, упаковок, пристрій, розгорток, картонних
Код посилання
<a href="https://ua.patents.su/3-37279-pristrijj-dlya-vigotovlennya-rozgortok-kartonnikh-upakovok.html" target="_blank" rel="follow" title="База патентів України">Пристрій для виготовлення розгорток картонних упаковок</a>
Спосіб виготовлення розгорток складної конфігурації по периметру і пристрій для його реалізації
Номер патенту: 21874
Опубліковано: 30.04.1998
Автори: Регей Іван Іванович, Полюдов Олександр Миколайович, Угрин Ярослав Михайлович, Хведчин Юрій Йосипович
Мітки: конфігурації, складної, реалізації, пристрій, периметру, спосіб, розгорток, виготовлення
Формула / Реферат:
1. Способ изготовления разверток сложной конфигурации по периметру, включающий фиксацию материала заготовки и вырезку из нее развертки сложной конфигурации и ее вывод, отличающийся тем, что заготовку закрепляют с помощью прижима на неподвижной пластине, имеющей конфигурацию развертки, а вырезку развертки осуществляют ножничным резом при последовательном взаимодействии режущих кромок ножей, совершающих вращательное движение, с кромками...
Пристрій для обандеролювання картонних ящиків клейкою стрічкою
Номер патенту: 23715
Опубліковано: 16.06.1998
Автори: Захаревич Валерій Болеславович, Яценко Олександр Сергійович, Масло Микола Андрійович
МПК: B65B 51/00
Мітки: ящиків, пристрій, обандеролювання, стрічкою, клейкою, картонних
Формула / Реферат:
Пристрій для обандеролювання картонних ящиків клейкою стрічкою, що включає корпус, встановлений на корпусі рулоноутримувач і змонтований механізм з підпружиненими переднім і заднім обкаточними роликами, що кінематично пов'язані тягами, і ножем, який відрізняється тим, що перед переднім обкаточним роликом встановлений накладач стрічки, виконаний у вигляді підпружиненого важеля, шарнірно закріпленого в корпусі і оснащеного відхиляючими роликами...
Пристрій для запечатування упаковок з біологічним матеріалом
Номер патенту: 19776
Опубліковано: 25.12.1997
Автори: Дібіров Магомед Курамагомедович, Осташко Федір Іванович
МПК: B65B 51/10
Мітки: запечатування, матеріалом, упаковок, біологічним, пристрій
Формула / Реферат:
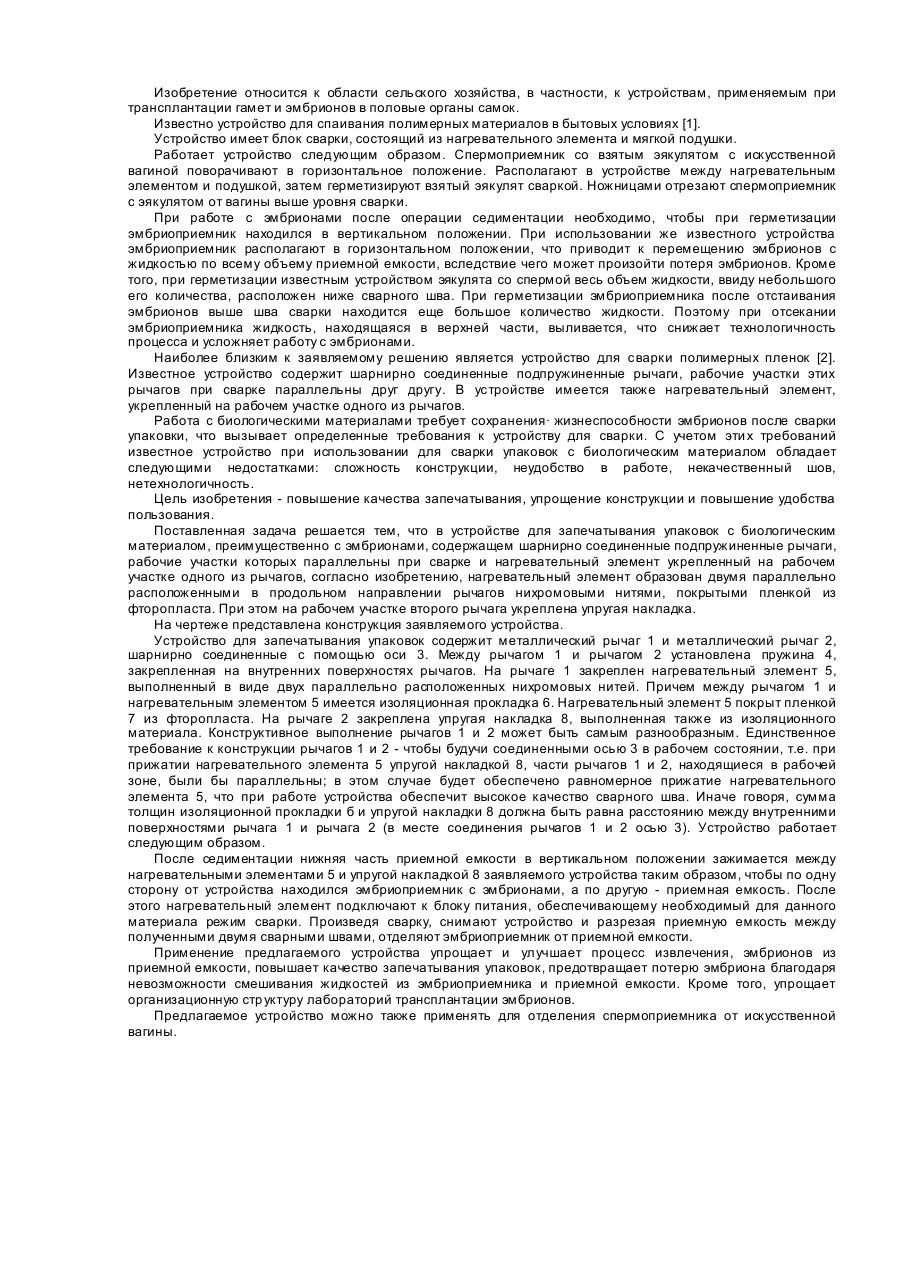
Устройство для запечатывания упаковок с биологическим материалом, преимущественно с эмбрионами, содержащее шарнирно соединенные подпружиненные рычаги, рабочие участки которых параллельны при сварке, и нагревательный элемент, укрепленный на рабочем участке одного из рычагов, отличающееся тем, что нагревательный элемент образован двумя параллельно расположенными в продольном направлении рычагов нихромовыми нитями, покрытыми пленкой из...
Спосіб виготовлення деревностружкових плит і пристрій для його здійснення
Номер патенту: 15774
Опубліковано: 30.06.1997
Автори: Бехта Наталя Степанівна, Бехта Павло Антонович
Мітки: пристрій, виготовлення, спосіб, плит, деревностружкових, здійснення
Формула / Реферат:
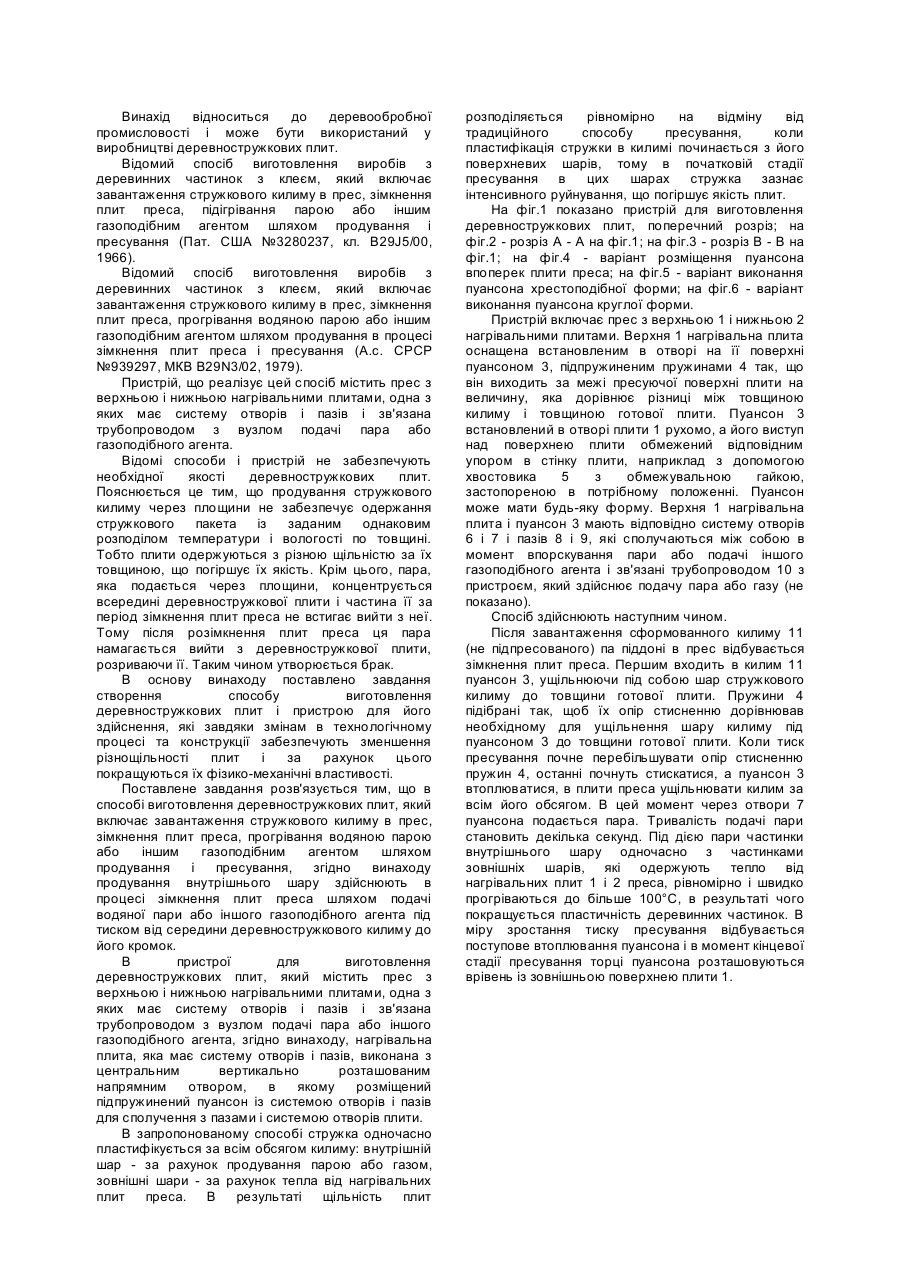
1. Спосіб виготовлення деревностружкових плит, який включає завантаження стружкового килиму в прес, зімкнення плит преса, прогрівання водяною парою або газоподібним агентом шляхом продування і пресування, який відрізняється тим, що продування внутрішнього шару здійснюють в процесі зімкнення плит преса шляхом подачі водяної пари або іншого газоподібного агента під тиском від середини деревностружкового килиму до його кромок.2. Пристрій...
Пристрій для виготовлення деревностружкових, деревноволокнистих та подібних до них плит
Номер патенту: 30114
Опубліковано: 15.11.2000
Автори: Сафаров Вячеслав Олександрович, Соколовський Ярослав Іванович, Головач Ігор Романович, Філінюк Роман Васильович, Книш Юрій Вікторович
МПК: B27N 3/08
Мітки: плит, них, деревностружкових, подібних, виготовлення, деревноволокнистих, пристрій
Формула / Реферат:
Пристрій для виготовлення деревностружкових, деревноволокнистих та подібних до них плит, що включає формувальний вузол з транспортером безперервного переміщення шару-килима з частинками, які містять лігноцелюлозу або целюлозу і змішаний з ними клей, високочастотний нагрівний блок з симетричними відносно шару-клею електродними пластинками, що утворюють робочий зазор, в якому розташований шаркилим, встановлений між транспортером і переміщуваною...
Попередній патент: Система контролю та відеоспостереження
Наступний патент: Спосіб зниження вмісту побічних продуктів в матеріалах, що містять вуглець та пристрій для його здійснення
Випадковий патент: Спосіб протезування беззубих щелеп із використанням імплантанта "біогерм"