Спосіб виготовлення порошкових виробів з малими отворами та пристрій для його здійснення
Номер патенту: 78946
Опубліковано: 25.04.2007
Автори: Циркін Аркадій Тимофійович, Скляр Олександр Павлович, Рябічева Людмила Олександрівна, Гарбузов Євген Олександрович, Баранов Олександр Геннадійович
Формула / Реферат
1. Спосіб виготовлення порошкових виробів із малими отворами, за яким встановлюють в матрицю дріт, діаметр якого дорівнює діаметру отвору виробу, заповнюють матрицю порошком, фіксують кінці дроту та його натягнення, пресують порошок, звільнюють кінці дроту, видаляють його і випресовують виріб, який відрізняється тим, що фіксацію і натяг дроту здійснюють безупинно, а звільнення кінців дроту і його видалення здійснюють після того, як відпресована партія виробів.
2. Пристрій для виготовлення порошкових виробів з малими отворами, що містить матрицю, пуансон з отвором, пропущений крізь отвори дріт, та фіксатори, який відрізняється тим, що у пристрої додатково розташовано котушку з намотаним на ній дротом, розсувні упори та рознімний верхній пуансон, причому його частини з'єднано штовхачами і повзунами з плитою преса.
Текст
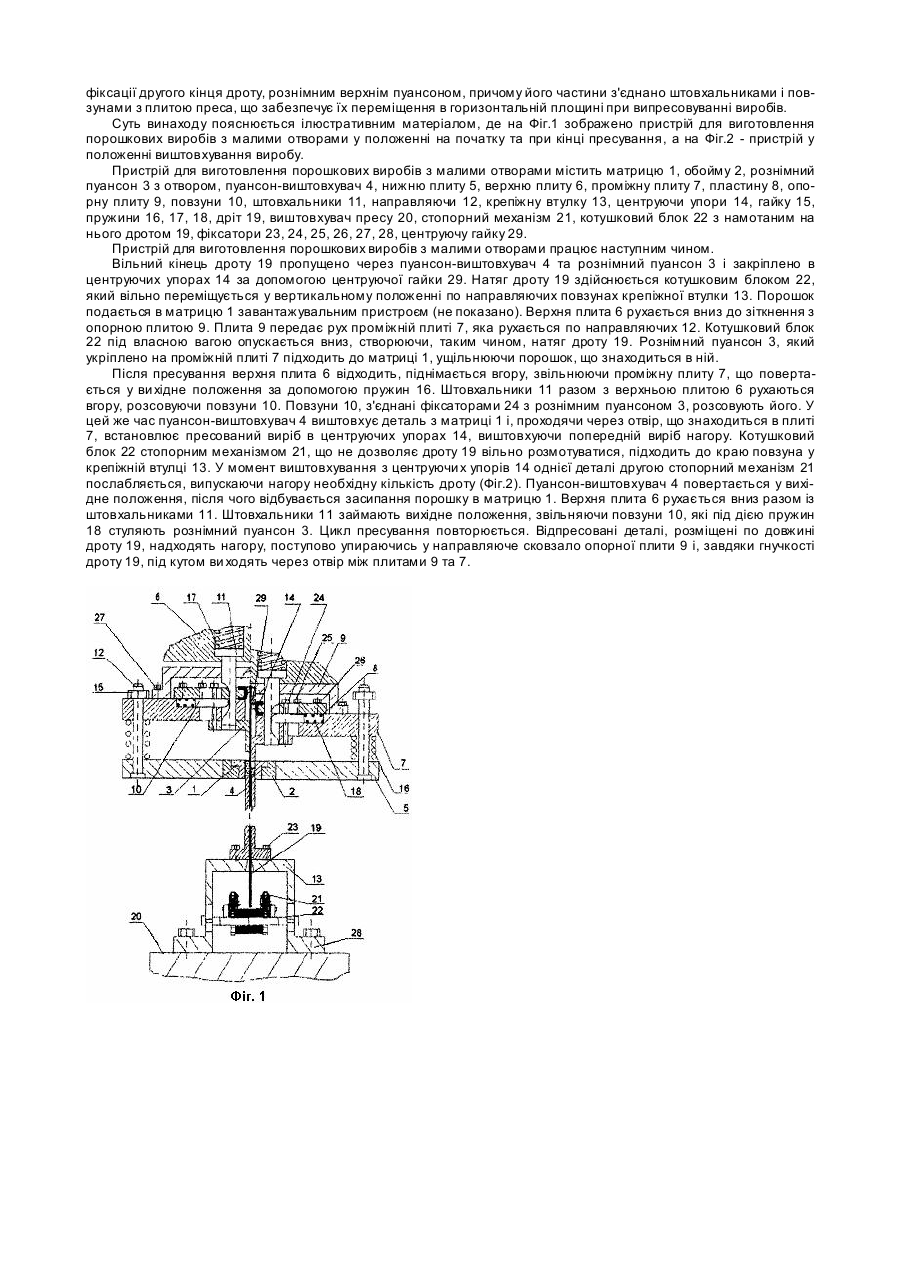
Винахід відноситься до галузі порошкової металургії і може бути використаний для одержання виробів з малими отворами з порошку. Відомо спосіб виготовлення порошкових виробів з малими отворами, що включає підготовку порошку, засипання порошку в матрицю, його пресування і виштовхування з прес-форми [див. Радомысельский И. Д., Печенковский Е.Л., Сердюк Г.Г. Пресс-форма для порошковой металлургии. К.: Те хника, 1970,-172с.]. Цей спосіб має недолік, обумовлений недостатньою потужністю устаткування при одержанні деталей високої щільності. Відомо спосіб виготовлення порошкових виробів з малими отворами, який включає установку в матриці дроту, діаметр якого відповідає діаметру отвору, засипання в матрицю порошку, пресування і видалення дроту [див. А/Св. СРСР №757909, МПК G 01 N 1/28, БВ №31, 1980р.]. Цей спосіб має недолік, що полягає в низький продуктивності, яка пов'язана з великими витратами часу при пресуванні в ручному режимі, та низький якості отриманого виробу. Відомо спосіб виготовлення металокерамічних виробів з отворами, що включає формування заготовок шляхом заливання під тиском суспензії порошку в розплаві пластифікатора у форму, підігріту до температури суспензії, із закріпленим в ній дротом, причому у процесі заливання дріт підтягують до остигання суспензії [див. А/С СРСР №1600931, МПК B22F 3/22, БВ №39, 1990р.]. Недоліком відомого способу є низька продуктивність, пов'язана з великими витратами часу при пресуванні в ручному режимі, та неякісне формування отвору виробу. Найбільш близьким до винаходу що заявляється, є спосіб виготовлення порошкових виробів з малими отворами, який полягає в тому, що в матрицю встановлюють дріт, діаметр якого відповідає діаметру отвору виробу, засипають порошок у матрицю, натягують дріт, пресують виріб, а після виштовхування виробу з матриці витягують дріт. [див. А/С СРСР №1039646, МПК В22 F3/ 02, БВ №33, 1983p.]. Цей спосіб обрано за прототип. Недоліком відомого способу є низька продуктивність процесу, яка полягає в тому, що операції установки дроту, його фіксації та видалення виконуються в ручному режимі при пресуванні кожного виробу індивідуально, а поганий натяг дроту при пресуванні приводить до неякісного формування отвору виробу. В основу винаходу поставлено задачу удосконалення способу виготовлення порошкових виробів з малими отворами шляхом того, що фіксацію та натяг дроту, що знаходиться на котушці, з якої він змотується при пресуванні, здійснюють безупинно, а звільнення кінців дроту та його видалення здійснюють після того, як відпресована партія виробів розміщена по довжині дроту, що значно зменшує витрати часу, підвищує якість виробів, а також полегшує подальшу обробку заготовок. Поставлена задача досягається тим, що у способі виготовлення порошкових виробів з малими отворами, за яким встановлюють в матрицю дріт, діаметр якого дорівнює діаметру отвору виробу, засипають порошок в матрицю, натягують дріт і випресовуть виріб, відповідно до винаходу, фіксацію та натяг дроту, що знаходиться на котушці, з якої він змотується при пресуванні, здійснюють безупинно, а звільнення кінців дроту та його видалення здійснюють після того, як відпресована партія виробів розміщена по довжині дроту. Спосіб здійснюють наступним чином. Дріт. діаметр якого дорівнює діаметру отвору виробу, намотують на котушк у. Вільний кінець дроту встановлюють у матрицю, фіксують його, натягують дріт, засипають порошок і пресують вироби, фіксуючи та натягуючи безупинно дріт. Після того, як напресовано партію виробів, кінець дроту звільнюють і знімають з нього напресовані вироби. Приклад. Спосіб здійснювали для пресування деталей з мідного порошку висотою 7,14мм, діаметром 10мм і внутрішнім отвором 1,4мм. Пресування робили на прес-автоматі К8128 в автоматичному режимі. Для формування отвору був використаний зварювальний дріт марки 20Х13 діаметром 1,4мм довжиною 1,5м. За час одного циклу пресування було відпресовано 120шт. деталей, після чого був звільнений кінець дроту, закріплений на гайці, і деталі були з дроту зняті. Порушення форми, сколов та інших дефектів на деталях не виявлено. Внутрішній отвір не потребував подальшої механічної обробки. Відомо пристрій для виготовлення порошкових виробів з малими отворами, що містить матрицю, верхній та нижній пуансони, а також стрижень, що формує отвір [див. Радомысельский И.Д., Печенковский Е.Л., Сердюк Г.Г. Пресс-форма для порошковой металлургии. К.: Те хника. 1970, -172с.]. Відомий пристрій має недолік, що полягає в низький стійкості стрижня, який формує отвір, особливо при одержанні деталей з високою щільністю. Відомо також пристрій для виготовлення порошкових виробів з малими отворами, що містить матрицю, ковадло та пуансон з отворами для дроту, пропущеним крізь матрицю [див. А/С СРСР №757909, МПК G 01 N 1/28, БВ№31, 1980р.]. Недоліком відомого пристрою є великі витрати часу, а також низька якість виробів високої щільності. Найбільш близьким до винаходу, що заявляється, є пристрій для виготовлення порошкових виробів з малими отворами, що містить матрицю, пуансон з отворами, пропущений крізь отвори дріт, а також гвинтові фіксатори, пружний елемент і втулк у з отворами під дріт та фіксатор, причому пуансон виконаний з циліндричною порожниною і бічним пазом, втулка з отворами розміщена в порожнині пуансона з можливістю переміщення щодо останнього, інший фіксатор встановлено у ковадлі, а пружний елемент розміщений у порожнині пуансона під втулкою [див. А/С CPCP №1039646, МПК В22 F3/02, БВ №33, 1983p.]. Цей пристрій обрано за прототип. Недоліком відомого пристрою є невисока точність отвору, одержуваного формуванням, а також низька продуктивність процесу, яка полягає в тому, що всі операції установки дроту, його фіксації, видалення виконуються в ручному режимі при пресуванні кожного виробу індивідуально. В основу винаходу поставлено задачу удосконалення пристрою для виготовлення порошкових виробів з малими отворами шляхом того, що у пристрої розміщено котушку з намотаним на неї дротом, що значно підвищить продуктивність процесу. Поставлена задача досягається тим, що пристрій для виготовлення порошкових виробів з малими отворами, який містить матрицю, пуансон з отворами, пропущений крізь отвори дріт, та гвинтові фіксатори, відповідно до винаходу, запропонований пристрій забезпечено котушкою з намотаним на неї дротом, розсувними упорами для фіксації другого кінця дроту, рознімним верхнім пуансоном, причому його частини з'єднано штовхальниками і повзунами з плитою преса, що забезпечує їх переміщення в горизонтальній площині при випресовуванні виробів. Суть винаходу пояснюється ілюстративним матеріалом, де на Фіг.1 зображено пристрій для виготовлення порошкових виробів з малими отворами у положенні на початку та при кінці пресування, а на Фіг.2 - пристрій у положенні виштовхування виробу. Пристрій для виготовлення порошкових виробів з малими отворами містить матрицю 1, обойму 2, рознімний пуансон 3 з отвором, пуансон-виштовхувач 4, нижню плиту 5, верхню плиту 6, проміжну плиту 7, пластину 8, опорну плиту 9, повзуни 10, штовхальники 11, направляючи 12, крепіжну втулку 13, центруючи упори 14, гайку 15, пружини 16, 17, 18, дріт 19, виштовхувач пресу 20, стопорний механізм 21, котушковий блок 22 з намотаним на нього дротом 19, фіксатори 23, 24, 25, 26, 27, 28, центруючу гайку 29. Пристрій для виготовлення порошкових виробів з малими отворами працює наступним чином. Вільний кінець дроту 19 пропущено через пуансон-виштовхувач 4 та рознімний пуансон 3 і закріплено в центруючих упорах 14 за допомогою центруючої гайки 29. Натяг дроту 19 здійснюється котушковим блоком 22, який вільно переміщується у вертикальному положенні по направляючих повзунах крепіжної втулки 13. Порошок подається в матрицю 1 завантажувальним пристроєм (не показано). Верхня плита 6 рухається вниз до зіткнення з опорною плитою 9. Плита 9 передає рух проміжній плиті 7, яка рухається по направляючих 12. Котушковий блок 22 під власною вагою опускається вниз, створюючи, таким чином, натяг дроту 19. Рознімний пуансон 3, який укріплено на проміжній плиті 7 підходить до матриці 1, ущільнюючи порошок, що знаходиться в ній. Після пресування верхня плита 6 відходить, піднімається вгору, звільнюючи проміжну плиту 7, що повертається у ви хідне положення за допомогою пружин 16. Штовхальники 11 разом з верхньою плитою 6 рухаються вгору, розсовуючи повзуни 10. Повзуни 10, з'єднані фіксаторами 24 з рознімним пуансоном 3, розсовують його. У цей же час пуансон-виштовхувач 4 виштовхує деталь з матриці 1 і, проходячи через отвір, що знаходиться в плиті 7, встановлює пресований виріб в центруючих упорах 14, виштовхуючи попередній виріб нагору. Котушковий блок 22 стопорним механізмом 21, що не дозволяє дроту 19 вільно розмотуватися, підходить до краю повзуна у крепіжній втулці 13. У момент виштовхування з центруючи х упорів 14 однієї деталі другою стопорний механізм 21 послабляється, випускаючи нагору необхідну кількість дроту (Фіг.2). Пуансон-виштовхувач 4 повертається у вихідне положення, після чого відбувається засипання порошку в матрицю 1. Верхня плита 6 рухається вниз разом із штовхальниками 11. Штовхальники 11 займають вихідне положення, звільняючи повзуни 10, які під дією пружин 18 стуляють рознімний пуансон 3. Цикл пресування повторюється. Відпресовані деталі, розміщені по довжині дроту 19, надходять нагору, поступово упираючись у направляюче сковзало опорної плити 9 і, завдяки гнучкості дроту 19, під кутом ви ходять через отвір між плитами 9 та 7.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for manufacture of powder articles with small openings
Автори англійськоюRiabicheva Liudmyla Oleksandrivna, Tsyrkin Arkadii Tymofiiovych, Skliar Oleksandr Pavlovych
Назва патенту російськоюСпособ изготовления порошковых изделий с малыми отверстиями и устройство для его осуществления
Автори російськоюРябичева Людмила Александровна, Цыркин Аркадий Тимофеевич, Скляр Александр Павлович
МПК / Мітки
МПК: B22F 5/10, B22F 3/02, B22F 3/22
Мітки: виробів, здійснення, виготовлення, пристрій, порошкових, отворами, малими, спосіб
Код посилання
<a href="https://ua.patents.su/3-78946-sposib-vigotovlennya-poroshkovikh-virobiv-z-malimi-otvorami-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення порошкових виробів з малими отворами та пристрій для його здійснення</a>
Спосіб виготовлення штамповкою високощільних порошкових глуходонних виробів
Номер патенту: 12619
Опубліковано: 15.02.2006
Автори: Циркін Аркадій Тимофійович, Бурковська Наталя Миколаївна
МПК: B22F 3/10
Мітки: виробів, глуходонних, штамповкою, виготовлення, спосіб, високощільних, порошкових
Формула / Реферат:
Спосіб виготовлення штамповкою високощільних порошкових глуходонних виробів, при якому у штампі переміщують матрицю та пуансон, який відрізняється тим, що на першому етапі матрицю примусово переміщують при нерухомому пуансоні, а на другому примусово переміщують матрицю і пуансон в одному напрямку, причому примусове переміщення робочих органів пристрою здійснюють за рахунок одного ходу верхньої траверси преса, а до пуансона прикладають...
Спосіб виготовлення бетонних виробів у формі для лиття і пристрій для його здійснення
Номер патенту: 48699
Опубліковано: 15.08.2002
Автор: Чутчев Сергій Вікторович
МПК: B28B 7/00
Мітки: лиття, форми, виготовлення, пристрій, виробів, бетонних, здійснення, спосіб
Формула / Реферат:
1. Спосіб виготовлення бетонних виробів у формі для лиття, що полягає в завантаженні попередньо підготовленої бетонної суміші у форму для лиття з латексу, розташовану в матриці, ущільненні на вібростенді, витримці у формі до отвердіння і розформуванні, який відрізняється тим, що для розформування виріб витягають з матриці разом з формою для лиття, яку потім знімають з виробу.2. Спосіб по п. 1, який відрізняється тим, що внутрішню...
Спосіб виготовлення виробів з тіста з начинкою та пристрій для його здійснення
Номер патенту: 51581
Опубліковано: 15.11.2002
Автор: Тур Віктор Володимирович
МПК: A21C 9/00
Мітки: пристрій, начинкою, виробів, здійснення, тіста, виготовлення, спосіб
Формула / Реферат:
1. Спосіб виготовлення багатошаруватих виробів з тіста з начинкою, який полягає в тому, що з заздалегідь приготовленого тіста розкачують перший лист, на який кладуть шар начинки, розкачують другий лист з тіста, який кладуть на начинку, отриману шарувату заготовку обтискують та формують з неї окремі вироби, який відрізняється тим, що перед обтискуванням на другий лист з тіста кладуть щонайменше ще один шар начинки та щонайменше ще один...
Спосіб виготовлення виробів типу “мухолов” та пристрій для його здійснення
Номер патенту: 72359
Опубліковано: 15.02.2005
Автори: Коношенков Володимир Федорович, Бельдій Микола Миколайович, Яськов Віктор Васильович, Харченко Євген Валентинович, Плащенко Микола Миколайович
Мітки: мухолов, здійснення, типу, виробів, пристрій, виготовлення, спосіб
Формула / Реферат:
1. Спосіб виготовлення виробів типу «Мухолов», що містить у собі операції подачі двох стрічок із термозварювального матеріалу, нанесення клейкої маси на ділянку стрічки, що не підлягає зварюванню, зварювання стрічок по краях уздовж напрямку подачі та періодично поперек напрямку подачі термозварювальними барабанами, розділення готових виробів, який відрізняється тим, що між операціями нанесення клейкої маси та зварювання здійснюється операція...
Спосіб гнуття виробів u-подібного профілю та пристрій для його здійснення
Номер патенту: 57630
Опубліковано: 16.06.2003
Автори: Каштанов Олександр Миколайович, Невідомський Володимир Олександрович, Кирилов Генріх Леонідович
МПК: B21D 13/00, B21D 5/01
Мітки: u-подібного, спосіб, пристрій, гнуття, профілю, здійснення, виробів
Формула / Реферат:
1. Спосіб гнуття виробів U-подібного профілю з листової заготівки, при якому заготівку розміщують між пуансоном і матрицею, фіксують її в заданому положенні, а потім гнуть по лінії згину шляхом прикладання на пуансон зусилля, який відрізняється тим, що листову заготівку виготовляють з маркерами-виступами, розміщеними на її торцях по кінцях лінії згину, потім заготівку кладуть на матрицю і фіксують шляхом розміщення маркерів-виступів в...
Попередній патент: Компакт-матеріал для ківшевої обробки чавуну
Випадковий патент: Пристрій для гасіння пожежі