Спосіб штампування листових виробів
Формула / Реферат
Спосіб штампування порожнистих листових виробів, що полягає у виконанні операції вирубування з послідовними операціями витягування із групової заготовки, який відрізняється тим, що штучна заготовка вирубується після першого витягування в цілій груповій заготовці без припуску на обрізання, а далі виконуються витягування за допомогою штампів.
Текст
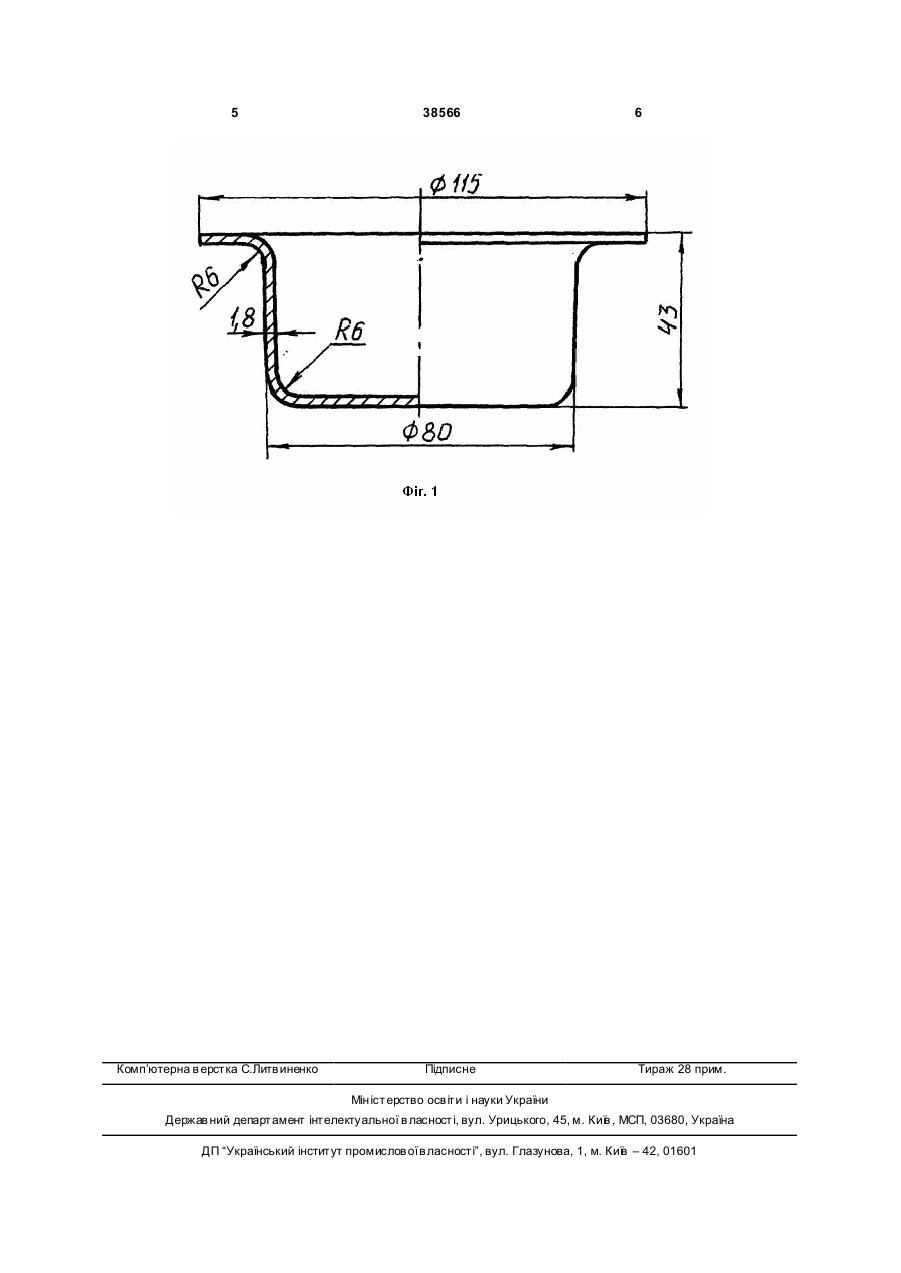
Спосіб штампування порожнистих листових виробів, що полягає у виконанні операції вирубування з послідовними операціями витягування із групової заготовки, який відрізняється тим, що штучна заготовка вирубується після першого витягування в цілій груповій заготовці без припуску на обрізання, а далі виконуються витягування за допомогою штампів. (19) (21) u200809698 (22) 24.07.2008 (24) 12.01.2009 (46) 12.01.2009, Бюл.№ 1, 2009 р. (72) ЛЕВАНДОВСЬКА ІРИН А ВОЛОДИМИРІВН А, UA (73) ДОНБАСЬКА ДЕРЖАВНА МАШИНОБУДІВНА АКАДЕМІЯ, U A 3 38566 шій позиції одночасно с витягуванням, що забезпечує високу точність розмірів останньої. Наступні витягування при порівняно невеликих радіальних деформаціях дозволяють одержати допустиму точність розмірів виробу після завершення витягування без додаткового обрізання. Додаткові витрати матеріалу потрібні тільки на перемички при вирубуванні просторових заготовок, ширина яких не перевищує рекомендовану величину припуску на обрізання витягнути х виробів. Тому необхідна ширина групової заготовки і крок подачі її при штампуванні чергового виробу будуть менші, ніж при застосуванні відомого способу, що забезпечує зменшення витрат матеріалу при використанні запропонованої корисної моделі. Приклад 1. Технологічні процеси штампування кришки із штаби (Фіг.1) включають операції вирубування заготовки і витягування. 1. При штампуванні за відомим способом: вирубування плоскої заготовки із штаби, витягування, обрізання фланця припуск на обрізання ∆D, коли dф /d=115/78,5=1,46 (dф - діаметр фланця, d діаметр серединної поверхні циліндричної частини кришки), складає 6мм [2, с.233]. Відповідно розрахунковий діаметр фланця перед обрізанням D=dф +2×∆D=115+2×6=127 Діаметр плоскої заготовки D0=164,8мм, а відносна товщина її 100 S 100 × 1 8 , = = 109 , D0 164 ,8 Загальний коефіцієнт витягування m=d/D 0=78,2/164,8=0,46 Мінімальний коефіцієнт першого витягування циліндричного виробу з фланцем при вказаній відносній товщині m 1=0,5 [1, с.131], тобто m 1>m. Таким чином, при штампуванні кришки, потрібно дві операції витягування. Ширина штаби при вирубуванні плоскої заготовки з боковим притисканням [2, с.9]. B=D0+2a+d1 де а - бокова перемичка при однорядному розкрої, а=2,3мм [1, с.7]; d - величина допуску на ширину штаби, d=0,7мм [1, с.13]. B=164,8+2×2,3+0,7=170,1мм Крок подачі [1, с.10] t=D0+b, де b - перемичка між контурами суміжних заготовок на штабі, b=1,9мм [1, с.7]. 4 t=164,8+1,9=166,7мм Площа частини штаби, із якої виготовляють одну кришку Fb=B×t=170,1×166,7=28355мм 2. 2. Ширина штаби і крок подачі при штампуванні кришки за запропонованою моделлю однакові і приймаються рівними діаметру плоскої заготовки D0=164,8мм. Коефіцієнт другого ви тягу циліндричних деталей з фланцем та без фланця m 2 однаковий і, при 100S/D0=1,09, не меньше 0,74 [1, с.118]. Приймаємо m 2=0,78мм 2. Відповідно d1=d/m 2=78,2/0,78=100мм. Висота напівфабрикату після першого витягування [1, с.133] h1 = D2 - D2 0 + 0,86r1 4d1 , де r1 - радіус закруглення між дном і фланцем з одної сторони та циліндричною стінкою напівфабриката з другої. Приймаємо r1=7,5. Тоді h1 = 2 2 164,8 - 127 + 0. 86 × 7,5 = 34мм 4 × 100 . Відносна глибина першого витягування h1/d1=34/100=0,34, що менше допустимого значення 0,36 при першому витягуванні в цілій смузі (штабі), коли dф /d=1,46 і 100S/D0=1,09 [1, с.137]. Таким чином для виготовлення кришки потрібно два витягування з вирубуванням напівфабриката з фланцем. D=121мм після першого. Площа частини штаби, з якої виготовляється одна деталь, Fн = D2 = 164,82 = 27160мм 2 0 В даному випадку витрати матеріалу зменшились на 100 (Fв - Fн ) 100 (28355 - 27160 ) = = 4,2 % Fв 28355 без збільшення кількості операцій штампування. Джерела інформації: 1. Романовский В.П. Справочник по холодной штамповке. - 6-е узд., перераб. И доп.- Л.: Машиностроение. Ленингр. отделение, 1979. -520с., ил. 2. Справочник конструктора штампов: Листовая штамповка. /Под общ. Ред. Рудмана Л.И.- М.: Машиностроение, 1988. -496с., ил. 5 Комп’ютерна в ерстка С.Литв иненко 38566 6 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of stamping hollow sheet articles
Автори англійськоюLevandovska Iryna Volodymyrivna
Назва патенту російськоюСпособ штампования полых листовых изделий
Автори російськоюЛевандовская Ирина Владимировна
МПК / Мітки
МПК: B21D 28/00
Мітки: штампування, спосіб, виробів, листових
Код посилання
<a href="https://ua.patents.su/3-38566-sposib-shtampuvannya-listovikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб штампування листових виробів</a>
Спосіб виготовлення біметалевих виробів з листових заготовок
Номер патенту: 31540
Опубліковано: 10.04.2008
Автори: Тривайло Михайло Семенович, Титов Вячеслав Андрійович, Борис Руслан Степанович
МПК: B21C 23/22, B21D 22/20
Мітки: листових, біметалевих, спосіб, заготовок, виготовлення, виробів
Формула / Реферат:
Спосіб виготовлення біметалевих виробів з листових заготовок, при якому на дві послідовно розміщені з зазором співвісні вертикально розташовані матриці встановлюють листові заготовки з різних матеріалів i здійснюють їх витягання зі стоншенням стінок, а на зовнішній поверхні верхньої заготовки після першого витягання формують розташованим між матрицями інструментом поздовжні канавки, який відрізняється тим, що канавки формують методом...
Установка для штампування гофрованих листових оболонок
Номер патенту: 14446
Опубліковано: 15.05.2006
Автор: Назаров Юрій Михайлович
МПК: B21D 13/00
Мітки: листових, штампування, установка, оболонок, гофрованих
Формула / Реферат:
1. Установка для штампування гофрованих листових оболонок безупинно з рулону, що містить рулонорозмотувач з рулоном, валки, штамп, домкрат, раму, тягнучий пристрій, пружини, шарніри, упор, яка відрізняється тим, що матриця і пуансон штампа з'єднані з однієї сторони шарнірно, а з іншого боку - з можливістю зближення і видалення, їхні формуючі поверхні мають три різні зони, поступово формуючі профіль оболонок та їхній подовжній радіус.2....
Спосіб відтворення складних за формою лекальних виробів із листових заготовок
Номер патенту: 35479
Опубліковано: 25.09.2008
Автори: Дрючко Олександр Григорович, Токар Дмитро Миколайович, Токар Микола Іванович, Токар Ірина Миколаївна
МПК: B27C 5/00
Мітки: заготовок, формою, листових, відтворення, складних, спосіб, виробів, лекальних
Формула / Реферат:
Спосіб відтворення складних за формою лекальних виробів із листових, дощатих заготовок, який відрізняється тим, що:-обробку заготовки і одночасний безперервний контроль відхилення її форми від форми зразка-копіра, зблокованого з заготовкою, здійснюють у С-подібній опорній конструкції із просторово рознесених жорстко зафіксованих співвісно навпроти фрезера і обкатуючого копір опорного ролика;-заготовка й зразок-копір об'єднані у...
Багатопозиційний прес для штампування виробів

Номер патенту: 5603
Опубліковано: 28.12.1994
Автори: Шумейко Дмитро Іванович, Шумейко Павло Дмитрович, Шумейко Андрій Дмитрович
МПК: B21D 43/00
Мітки: прес, штампування, багатопозиційний, виробів
Формула / Реферат:
(57) 1. Многопозиционный пресс для штамповки изделий, содержащий ползун, стол, расположенные в технологической последовательности нижние инструменты, смонтированные на столе, и верхние инструменты, закрепленные на ползуне, средство для загрузки в прессе детали, грейферные линейки для перемещения деталей между инструментами, установленные с возможностью перемещения в вертикальном и горизонтальном направлениях, соединенные между собой...
Спосіб хіміко-термічної обробки металевих листових виробів
Номер патенту: 6822
Опубліковано: 16.05.2005
Автори: Ткаченко Михайло Степанович, Буравлев Юрій Матвійович, Милославський Олександр Григорович, Іваніцин Микола Петрович, Демянюк Оксана Олегівна
МПК: C23C 8/24
Мітки: спосіб, виробів, обробки, металевих, листових, хіміко-термічної
Формула / Реферат:
Спосіб хіміко-термічної обробки металевих листових виробів, що включає одночасну обробку двома типами хіміко-термічної обробки на внутрішніх і зовнішніх поверхнях виробів, у якому температурний режим, спосіб та час обробки вибирають в залежності від фізико-технічних властивостей матеріалу, який відрізняється тим, що проводять обробку листових виробів, розміщених у звареному металевому контейнері.
Попередній патент: Спосіб оцінки функціонального стану організму
Наступний патент: Пристрій для рівноканального кутового пресування
Випадковий патент: Високовольтний імпульсний трансформатор