Система калібрів валків прокатного стана
Номер патенту: 62181
Опубліковано: 15.12.2003
Автори: Цімашпольські Уладзімір Ісаакавіч, Бандаренка Аляксандр Мікалаєвіч, Сцяблов Анвєр Барисавіч, Луценко Владислав Анатолійович, Рябцав Алег Віктаравіч, Курбатав Генадзь Аляксандравіч, Тішчанка Уладзімір Андрєявіч, Шувякова Ірина Володимирівна, Жучков Сергій Михайлович, Матачкін Віктар Аркадзєвіч
Формула / Реферат
1. Система калібрів валків прокатного стана, переважно реверсивного, для строєної прокатки-поділу, що містить чорновий, проміжний і чистовий трирівчакові калібри, яка відрізняється тим, що чорновий трирівчаковий калібр виконано у вигляді строєних овалів, врізаних у валки по їх великих осях, проміжний трирівчаковий калібр виконано у вигляді строєних ромбів, врізаних у валки по їх великих діагоналях, а чистовий трирівчаковий калібр виконано у вигляді строєних діагональних квадратів.
2. Система калібрів валків по п. 1, яка відрізняється тим, що відношення ширини чистового калібру до ширини проміжного калібру дорівнює 1,05...1,10.
3. Система калібрів валків по пп. 1 і 2, яка відрізняється тим, що чорновий, проміжний і чистовий трирівчакові калібри виконані з відношеннями ширини калібру до ширини центрального з трьох рівчаків, що утворюють ці калібри, які дорівнюють, відповідно 3,30...3,35, 3,00...3,05 і 2,90...2,95.
Текст
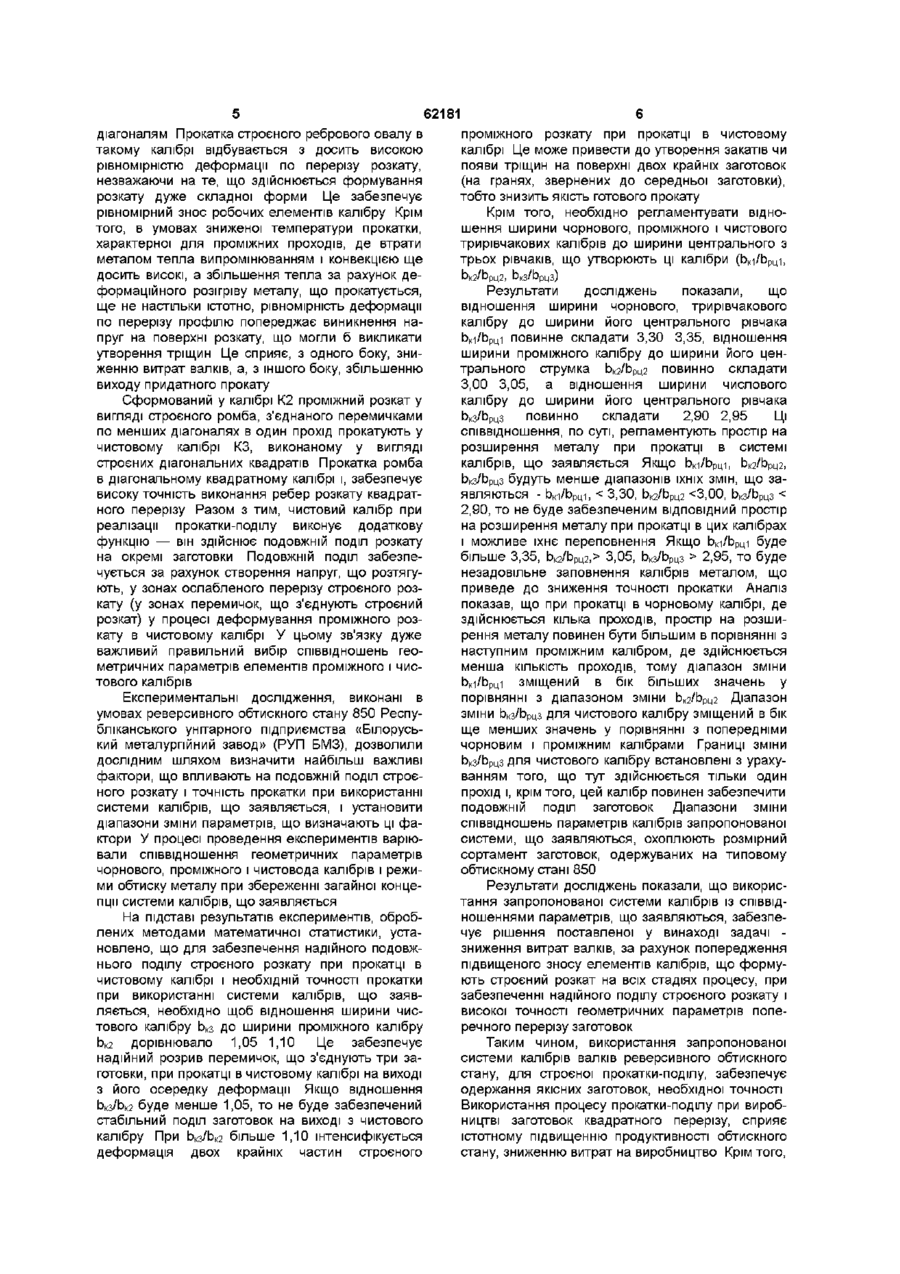
1 Система калібрів валків прокатного стана, переважно реверсивного, для строєної прокатки поділу, що містить чорновий, проміжний і чистовии трирівчакові калібри, яка відрізняється тим, що чорновий трирівчаковий калібр виконано у вигляді строєних овалів, врізаних у валки по їх великих осях, проміжний трирівчаковий калібр виконано у вигляді строєних ромбів, врізаних у валки по їх великих діагоналях, а чистовии трирівчаковий калібр виконано у вигляді строєних діагональних квадратів 2 Система калібрів валків по п 1, яка відрізняється тим, що відношення ширини чистового калібру до ширини проміжного калібру дорівнює 1,05 1,10 3 Система калібрів валків по пп 1 і 2, яка відрізняється тим, що чорновий, проміжний і чистовии трирівчакові калібри виконані з відношеннями ширини калібру до ширини центрального з трьох рівчаків, що утворюють ці калібри, які дорівнюють, Винахід відноситься до прокатного виробництва, зокрема, до конструкцій систем калібрів валків для реалізації строєної прокатки-поділу і може бути використаним, переважно, на реверсивних обтискних, заготовочних і великосортних прокатних станах ВІДОМІ системи калібрів валків, для реалізації строєної прокатки-поділу на реверсивних обтискних і безперервно-заготовочних прокатних станах, що містять чорновий, проміжний і числовий трирівчакові калібри [1 Авторское свидетельство СССР № 699716, МКИ В21В 1/02, БИ N12,1985 2 Авторское свидетельство СССР № 755336, МКИ В21В 1/02, БИ N30,1980] , Недоліком відомих систем, калібрів є підвищена витрата валків і зниження виходу придатного внаслідок погіршення якості готового прокату, викликаного зносом елементів рівчаків калібрів За прототип прийнята система калібрів валків реверсивного обтискного прокатного стану для реалізації строєної прокатки-поділу Система містить чорновий, проміжний і чистовии трирівчакові (строєні) калібри Причому чорновий калібр виконано у вигляді ящикового калібру з гребенями на його донній поверхні, призначеними для позначки місць поділу Проміжний і чистовии калібри виконані у вигляді строєних діагональних квадратів, утворених рівчаками різної глибини [З Многоручьевая прокатка-разделение Научные и технологические основы / В М Клименко, С П Ефименко, В Ф Губайдулин и др // М Металлургия — 1987 — С 132, рис 65 — прототип] Недоліком прототипу є висока витрата валків, внаслідок підвищеного зносу гребенів, що формують строєний розкат на всіх стадіях процесу Наявність гострих ребер на строєному розкаті, сформованих у процесі прокатки приводить у до їхнього локального підстудження Це приводить до виникнення температурних напруг на поверхні розкату і, як наслідок, до утворення тріщин Зазначені обставини, у свою чергу, можуть привести до утворення закатів на поверхні прокату, тобто до зниження якості готового прокату Крім того, при використанні прототипу можливе зниження точності геометричних параметрів поперечного перерізу заготовок, сформованих у ВІДПОВІДНО 3,30 3,35,3,00 3,05 і 2,90 2,95 00 (О 62181 різних рівчаках строєних калібрів системи Це обумовлено широким діапазоном зміни співвідношення геометричних параметрів елементів калібрів відомої системи Так, широкий діапазон зміни відношень ширини кожного з трьох рівчаків, що утворюють строєний калібр, до ширини всього калібру для чорнового, проміжного і чистового трирівчакових калібрів системи, може привести до зниження точності формування строєного розкату, що, у кінцевому рахунку, успадковується готовим прокатом —трьома одночасно одержуваними в чистовому калібрі заготовками Задача, розв'язувана винаходом, полягає в розробці системи калібрів валків прокатного стану, переважно реверсивного, для строєної прокаткиподілу, що забезпечує зниження витрат валків, за рахунок попередження підвищеного зносу елементів калібрів, що формують строєний розкат на всіх стадіях процесу, збільшення виходу придатного за рахунок попередження утворення тріщин, викликаного температурними напругами на поверхні розкату при забезпеченні надійного поділу і високої точності геометричних параметрів поперечного перерізу заготовок Технічний результат, що досягається при використанні винаходу, полягає в збільшенні виходу придатного при виробництві заготовок на обтискному реверсивному стані за рахунок зниження зносу елементів калібрів, що формують строєний розкат на всіх стадіях процесу і попередження утворення тріщин на поверхні розкату, надійного поділу строєного розкату, а також за рахунок підвищення точності геометричних параметрів поперечного перерізу заготовок при реалізації процесу прокатки-поділу Рішення поставленої задачі забезпечується тим, що в системі калібрів валків прокатного стану, переважно реверсивного, для строєної прокаткиподілу, що містить чорновий, проміжний і чистовий трирівчакові калібри, чорновий трирівчаковий калібр виконано у вигляді строєних овалів, врізаних у валки по їхніх великих осях, проміжний трирівчаковий калібр виконано у вигляді строєних ромбів, врізаних у валки по їхніх великих діагоналях, а чистовий трирівчаковий калібр виконано у вигляді строєних діагональних квадратів, і тим, що відношення ширини чистового калібру до ширини проміжного калібру, дорівнює 1,05 1,10, атакожтим, що чорновий, проміжний\чистовий трирівчакові калібри, виконані з відношеннями ширини калібру до ширини центрального з трьох рівчаків, що утворюють ці калібри, рівними, ВІДПОВІДНО 3,30 3,35, 3,00 3,05 і 2,90 2,95 Порівняння з прототипом, показує, що система калібрів валків прокатного стану, переважно реверсивного, для строєної прокатки-поділу, що заявляється, відрізняється тим, що чорновий трирівчаковий калібр виконано у вигляді строєних овалів, врізаних у валки по їхніх великих осях, проміжний трирівчаковий калібр виконано у вигляді строєних ромбів, врізаних у валки по їхніх великих діагоналях, а чистовий трирівчаковий калібр виконано у вигляді строєних діагональних квадратів, тим, що відношення ширини чистового калібру до ширини проміжного калібру, дорівнює 1,05 1,10, а також тим, що чорновий, проміжний і чистовий трирівчаковий калібри, виконані з відношеннями ширини калібру до ширини центрального з трьох рівчаків, що утворюють ці калібри, рівними, ВІДПОВІДНО 3,30 3,35,3,00 3,05 і 2,90 2,95 Отже, система, що заявляється, відповідає критерію "новизна" Порівняння з іншими технічними рішеннями в даній галузі техніки не дозволило виявити в них ознаки, що відрізняють рішення, що заявляється, від прототипу, отже, воно має "винахідницький рівень" Винахід пояснюється кресленням, де на фіг 1 представлена схема системи калібрів валків реверсивного обтискного стану для строєної прокатки-поділу (монтаж валків), що пояснює винахід, що заявляється Система калібрів валків прокатного стану, переважно реверсивного, для строєної прокаткиподілу, що заявляється, містить чорновий (К1), проміжний (К2) і чистовий (КЗ) трирівчакові калібри, врізані в робочі валки (фіг 1) Чорновий трирівчаковий калібр К1 системи виконано у вигляді строєних овалів, врізаних у валки по їх великих осях Проміжний трирівчаковий калібр К2 виконано у вигляді строєних ромбів, врізаних по їх великих діагоналях, а чистовий трирівчаковий калібр КЗ виконано-у вигляді строєних діагональних квадратів Відношення ширини чистового калібру КЗ до ширини проміжного калібру К2, Ькз/Ькз у системі калібрів, що заявляється, дорівнює 1,05 1,10 При цьому чорновий К1, проміжний К2 і чистовий КЗ трирівчакові калібри, виконані з відношеннями ширини калібру (bk) до ширини центрального (Ьрц) із трьох рівчаків, що утворюють ці калібри, рівними, Ькі/Ьрці=3,30 3,35, Ьк2/ЬРЦ2=3,00 3,05, Ькз/Ьрцз=2,90 2,95 Прокатка, при використанні системи калібрів валків, що заявляється, здійснюється таким чином Вихідну заготовку прямокутного перерізу, нагріту до температури прокатки, деформують у чорновому К1, проміжному К2 і чистовому КЗ калібрах реверсивного обтискного сортового стану У процесі прокатки в чорновому калібрі, виконаному у вигляді строєних овалів, врізаних по їхніх великих осях (ребрових овалів), здійснюють декілька проходів, формуючи місця поділу заготовок Плавні сполучення робочих поверхонь овальних рівчаків, що утворюють цей калібр, попереджають утворення гострих ребер на поверхні розкату Це, у свою чергу, забезпечує одержання рівномірного температурного поля по перерізу розкату складної форми і попереджає, тим самим можливість утворення тріщин, викликаних температурними напругами на поверхні розкату Крім того, деформація металу в чорновому калібрі здійснюється при високій температурі прокатки Використання в цьому випадку строєних ребрових овалів у конструкції калібру, забезпечує рівномірний знос елементів калібру при інтенсифікації обтиску металу по проходах Отриманий у калібрі К1 розкат у вигляді строєного ребрового овалу, з'єднаного перемичками по менших осях, у кілька проходів прокатують у проміжному калібрі К2, виконаному у вигляді строєних ромбів, врізаних по їх великим 62181 діагоналям Прокатка строєного ребрового овалу в такому калібрі відбувається з досить високою рівномірністю деформації по перерізу розкату, незважаючи на те, що здійснюється формування розкату дуже складної форми Це забезпечує рівномірний знос робочих елементів калібру Крім того, в умовах зниженої температури прокатки, характерної для проміжних проходів, де втрати металом тепла випромінюванням і конвекцією ще досить високі, а збільшення тепла за рахунок деформаційного розігріву металу, що прокатується, ще не настільки істотно, рівномірність деформації по перерізу профілю попереджає виникнення напруг на поверхні розкату, що могли б викликати утворення тріщин Це сприяє, з одного боку, зниженню витрат валків, а, з іншого боку, збільшенню виходу придатного прокату Сформований у калібрі К2 проміжний розкат у вигляді строєного ромба, з'єднаного перемичками по менших діагоналях в один прохід прокатують у чистовому калібрі КЗ, виконаному у вигляді строєних діагональних квадратів Прокатка ромба в діагональному квадратному калібрі і, забезпечує високу точність виконання ребер розкату квадратного перерізу Разом з тим, чистовий калібр при реалізації прокатки-поділу виконує додаткову функцію — він здійснює подовжній поділ розкату на окремі заготовки Подовжній поділ забезпечується за рахунок створення напруг, що розтягують, у зонах ослабленого перерізу строєного розкату (у зонах перемичок, що з'єднують строєний розкат) у процесі деформування проміжного розкату в чистовому калібрі У цьому зв'язку дуже важливий правильний вибір співвідношень геометричних параметрів елементів проміжного і чистового калібрів Експериментальні дослідження, виконані в умовах реверсивного обтискного стану 850 Республіканського унітарного підприємства «Білоруський металургійний завод» (РУП БМЗ), дозволили дослідним шляхом визначити найбільш важливі фактори, що впливають на подовжній поділ строєного розкату і точність прокатки при використанні системи калібрів, що заявляється, і установити діапазони зміни параметрів, що визначають ці фактори У процесі проведення експериментів варіювали співвідношення геометричних параметрів чорнового, проміжного і чистовода калібрів і режими обтиску металу при збереженні загайної концепції системи калібрів, що заявляється На підставі результатів експериментів, оброблених методами математичної статистики, установлено, що для забезпечення надійного подовжнього поділу строєного розкату при прокатці в чистовому калібрі і необхідній точності прокатки при використанні системи калібрів, що заявляється, необхідно щоб відношення ширини чистового калібру Ькз до ширини проміжного калібру ЬК2 дорівнювало 1,05 1,10 Це забезпечує надійний розрив перемичок, що з'єднують три заготовки, при прокатці в чистовому калібрі на виході з його осередку деформації Якщо відношення Ькз/ЬК2 буде менше 1,05, то не буде забезпечений стабільний поділ заготовок на виході з чистового калібру При Ькз/Ьк2 більше 1,10 інтенсифікується деформація двох крайніх частин строєного проміжного розкату при прокатці в чистовому калібрі Це може привести до утворення закатів чи появи тріщин на поверхні двох крайніх заготовок (на гранях, звернених до середньої заготовки), тобто знизить якість готового прокату Крім того, необхідно регламентувати відношення ширини чорнового, проміжного і чистового трирівчакових калібрів до ширини центрального з трьох рівчаків, що утворюють ці калібри (Ькі/Ьрці, Ьк2/Ьрц2, Ькз/Ьрцз) Результати досліджень показали, що відношення ширини чорнового, трирівчакового калібру до ширини його центрального рівчака Ькі/Ьрці повинне складати 3,30 3,35, відношення ширини проміжного калібру до ширини його центрального струмка ЬК2/Ьрц2 повинно складати 3,00 3,05, а відношення ширини числового калібру до ширини його центрального рівчака Ькз/Ьрцз повинно складати 2,90 2,95 Ці співвідношення, по суті, регламентують простір на розширення металу при прокатці в системі калібрів, що заявляється Якщо Ькі/Ьрці, ЬК2/ЬРЦ2, Ькз/Ьрцз будуть менше діапазонів їхніх змін, що заявляються - Ьк-і/Ьрц-і, 2,95, то буде незадовільне заповнення калібрів металом, що приведе до зниження точності прокатки Аналіз показав, що при прокатці в чорновому калібрі, де здійснюється кілька проходів, простір на розширення металу повинен бути більшим в порівнянні з наступним проміжним калібром, де здійснюється менша КІЛЬКІСТЬ проходів, тому діапазон зміни Ькі/Ьрці зміщений в бік більших значень у порівнянні з діапазоном зміни ЬК2/ЬРЦ2 Діапазон зміни Ькз/Ьрцз для чистового калібру зміщений в бік ще менших значень у порівнянні з попередніми чорновим і проміжним калібрами Границі зміни Ькз/Ьрцз для чистового калібру встановлені з урахуванням того, що тут здійснюється тільки один прохід і, крім того, цей калібр повинен забезпечити подовжній поділ заготовок Діапазони зміни співвідношень параметрів калібрів запропонованої системи, що заявляються, охоплюють розмірний сортамент заготовок, одержуваних на типовому обтискному стані 850 Результати досліджень показали, що використання запропонованої системи калібрів із співвідношеннями параметрів, що заявляються, забезпечує рішення поставленої у винаході задачі зниження витрат валків, за рахунок попередження підвищеного зносу елементів калібрів, що формують строєний розкат на всіх стадіях процесу, при забезпеченні надійного поділу строєного розкату і високої точності геометричних параметрів поперечного перерізу заготовок Таким чином, використання запропонованої системи калібрів валків реверсивного обтискного стану, для строєної прокатки-поділу, забезпечує одержання якісних заготовок, необхідної точності Використання процесу прокатки-поділу при виробництві заготовок квадратного перерізу, сприяє істотному підвищенню продуктивності обтискного стану, зниженню витрат на виробництво Крім того, 62181 з'являється можливість селективного вибору заготовок для виробництва того чи іншого виду прокатної продукції в наступному переділі Так, для виробництва якісного прокату на сортових станах доцільно використовувати заготовки, отримані в крайніх рівчаках строєного калібру У цьому випадку зона фізико-хімічної неоднорідності металу, яка розташована в центральній зоні вихідного злитка, локалізується в центральній заготовці Заготовки, отримані з центрального рівчака строєного калібру можна використовувати за іншим призначенням Це розширює технічні можливості виробництва, підвищуючи його технологічну гнучкість Запропонована система калібрів валків була випробувана на реверсивному обтискному стані 850 РУП БМЗ На підставі результатів розрахунково-аналітичних і експериментальних досліджень було розроблене робоче калібрування валків для прокатки квадратних заготовок перерізом 125x125мм, побудоване на базі системи калібрів і режимів обтиску металу, що заявляються Оптимальні значення співвідношень параметрів калібрів, що заявляються, при цьому склали Ькз/Ьк2=1,07, Ькі/Ьрщ = 3,33, Ьк2/Ьрц2 = 3,04, Ькз/ЬрЦз =2,91 Комп'ютерна верстка Н Кураєва 8 Використання запропонованої системи на реверсивному обтискному стані 850 РУП БМЗ дозволяє вирішити поставлену задачу — знизити витрати валків, за рахунок забезпечення рівномірного зносу елементів калібрів, що формують строєний розкат на всіх стадіях процесу, збільшити вихід придатного за рахунок попередження утворення тріщин на поверхні розкату При цьому буде забезпечено надійний стабільний поділ заготовок і необхідна точність прокатки Крім того, за рахунок використання строєної прокатки-поділу більш, ніж удвічі збільшена продуктивність стану при виробництві заготовок квадратного перерізу, знижені витрати на виробництво Забезпечено селективний вибір заготовок для виробництва канатної і пружинної катанки і катанки для виготовлення металокорду, а також високоміцної стрижневої арматури Реалізація системи калібрів валків, що заявляється, на інших обтискних, заготовочних, великосортних станах дає можливість істотно збільшити їхню продуктивність, знизити витрати на виробництво заготовок, поліпшити якість готової продукції, одержуваної з цих заготовок, підвищити технологічну гнучкість стану і прокатного переділу підприємства в цілому Підписне Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ДП "Український інститут промислової власності", вул Сім'ї Хохлових, 15, м Київ, 04119
ДивитисяДодаткова інформація
Назва патенту англійськоюSystem of passes for rollers of rolling mill
Автори англійськоюZhuchkov Serhii Mykhailovych, Matachkin Viktar Arkadzevich, Lutsenko Vladyslav Anatoliiovych
Назва патенту російськоюСистема калибров валков прокатного стана
Автори російськоюЖучков Сергей Михайлович, Матачкин Виктор Аркадьевич, Луценко Владислав Анатольевич
МПК / Мітки
МПК: B21B 1/02
Мітки: прокатного, калібрів, система, стана, валків
Код посилання
<a href="https://ua.patents.su/4-62181-sistema-kalibriv-valkiv-prokatnogo-stana.html" target="_blank" rel="follow" title="База патентів України">Система калібрів валків прокатного стана</a>
Система калібрування валків безперервного сортового стана
Номер патенту: 53779
Опубліковано: 17.02.2003
Автори: Парусов Олег Володимирович, Лохматов Олександр Павлович, Букрєєв Іван Іванович, Шувякова Ірина Володимировна, Літвінов Леонід Федорович, Оробцев Андрій Юрійович, Димченко Євген Миколайович, Сівак Едуард Володимирович, Жучков Сергій Михайлович, Кулаков Леонід Васильович, Шишко Юрій Борисович, Парусов Володимир Васильович, Шевердін Сергій Митрофанович
МПК: B21B 1/02
Мітки: безперервного, стана, калібрування, валків, сортового, система
Формула / Реферат:
Система калібрування валків безперервного сортового стана, переважно для здвоєної прокатки-розділяння, що містить калібри для деформування вихідної заготівки, калібр для одержання проміжного розкату, калібр із горизонтальною великою і вертикальною малою осями, діагональний квадратний калібр з округленими ребрами й опуклостями на його гранях, виконаними по радіусу, чорновий здвоєний калібр, розділювальний калібр і наступні калібри для...
Вузол робочих валків прокатного стана
Номер патенту: 23379
Опубліковано: 31.08.1998
Автори: Федорінов Володимир Анатолійович, Морозов Ігор Олександрович, Сатонін Олександр Володимирович, Потапкін Віктор Федорович, Доброносов Юрій Костянтинович
МПК: B21B 27/00
Мітки: робочих, прокатного, стана, вузол, валків
Формула / Реферат:
Узел рабочих валков прокатного стана, содержащий установленный в подушках посредством подшипников верхний и нижний рабочие валки с противоположно направленными бочками, диаметр которых изменяется от торца большего диаметра к торцу меньшего диаметра, отличающийся тем, что оси валков скрещены в горизонтальной плоскости, а профиль каждой бочки валков выполнен в соответствии с выражением:где a - угол наклона прямой, лежащей в...
Спосіб прокатки кутових профілів та системa калібрів для його здійснення
Номер патенту: 37425
Опубліковано: 15.05.2001
Автори: Балабєй Євген Михайлович, Олійник Олександр Іванович, Босий Володимир Миколайович, Андрійчук Сергій Андрійович, Носаньов Олександр Григорович
МПК: B21B 1/09
Мітки: кутових, профілів, калібрів, система, спосіб, прокатки, здійснення
Формула / Реферат:
1. Спосіб прокатки кутових профілів, який включає послідовне рівномірне обтиснення елементів кутового профілю у чорнових калібрах та обтиснення за шириною зовнішніх поверхонь полиць кутового профілю у передчистовому та чистовому калібрах, який відрізняється тим, що у передчистовому калібрі переважному обтисненню піддають зони спряження полиць та кінцеві ділянки полиць, формуючи виступи у середній частині зовнішньої поверхні полиць, а у...
Спосіб відновлення робочої поверхні валків прокатного стана
Номер патенту: 27378
Опубліковано: 15.09.2000
Автори: Рева Юрій Миколайович, Карлов Ігор Анатольєвич, Кокін Володимир Михайлович, Малий Юрій Георгійович, Кулагін Григорій Федорович, Цимбал Володимир Данилович, Онушкевич Генадій Федорович, Григоренко Микола Дмитрович
МПК: B21B 13/00, B21B 28/00
Мітки: спосіб, робочої, стана, валків, прокатного, відновлення, поверхні
Текст:
...известного способа восстановления рабочей поверхности валков признаками являются: - верхний валок при наличии нижнего давле• ния (или нижний валок при наличии верхнего давления) растачивают на величину естественного износа и в очередную завалку в клеть ставят вниз (вверх); - нижний валок при наличии нижнего давления (или верхний валок при наличии верхнего давления) растачивают на величину, являющуюся суммой съема металла по диаметру верхнего...
Спосіб стабілізації і керування тепловим профілем валків стана ливарно-прокатного модуля
Номер патенту: 44719
Опубліковано: 15.03.2002
Автори: Белобров Юрій Миколайович, Кожевніков Георгій Васильович, Стеч Володимир Станіславович, Полєщук Валентин Михайлович, Ботштейн Володимир Абрамович, Самохвалов Микола Іванович, Деркач Дмитро Олександрович, Райгородецький Леонід Якович
МПК: B21B 27/06, B21B 37/28
Мітки: модуля, тепловим, валків, ливарно-прокатного, стана, стабілізації, профілем, спосіб, керування
Формула / Реферат:
Способ стабилизации и управления тепловым профилем валков стана литейно-прокатного модуля, включающий управление тепловым профилем бочки валков путем подачи к требуемой зоне по длине бочки горячей или холодной воды, отличающийся тем, что подогрев рабочих валков осуществляют путем подачи горячей воды с температурой 50-90° С в период пауз между прокаткой полос , а интенсивность подогрева увеличивают в пределах зоны подогрева путем...
Попередній патент: Металогідридний тепловий насос періодичної дії
Наступний патент: Сорбційноактивний матеріал покриття для п’єзоелектричних мас-чутливих датчиків на амоніак
Випадковий патент: Спосіб обробки відпрацьованих полімерних бурових розчинів